
Abstract

This presentation was given at the 1999 International Symposium for Laboratory Automation and Robotics held in Boston, MA, October 17-20, 1999. The full manuscript is available on CD-Rom and can be acquired by contacting Christine O'Neil, 508-497-2224; email
EXTENDED ABSTRACT
Across the industry, there are a variety of approaches to laboratory automation for High Throughput Screening (HTS). At Sphinx Pharmaceuticals, the principles of industrial engineering have been applied to systematically identify and develop those automated solutions that provide the greatest value to the scientists engaged in Lead Generation.
At Sphinx, this approach has been organized using operations analysis and targeted process improvements. Operations analysis has involved stratifying assays according to their complexity, throughput, assay type and unit operations.
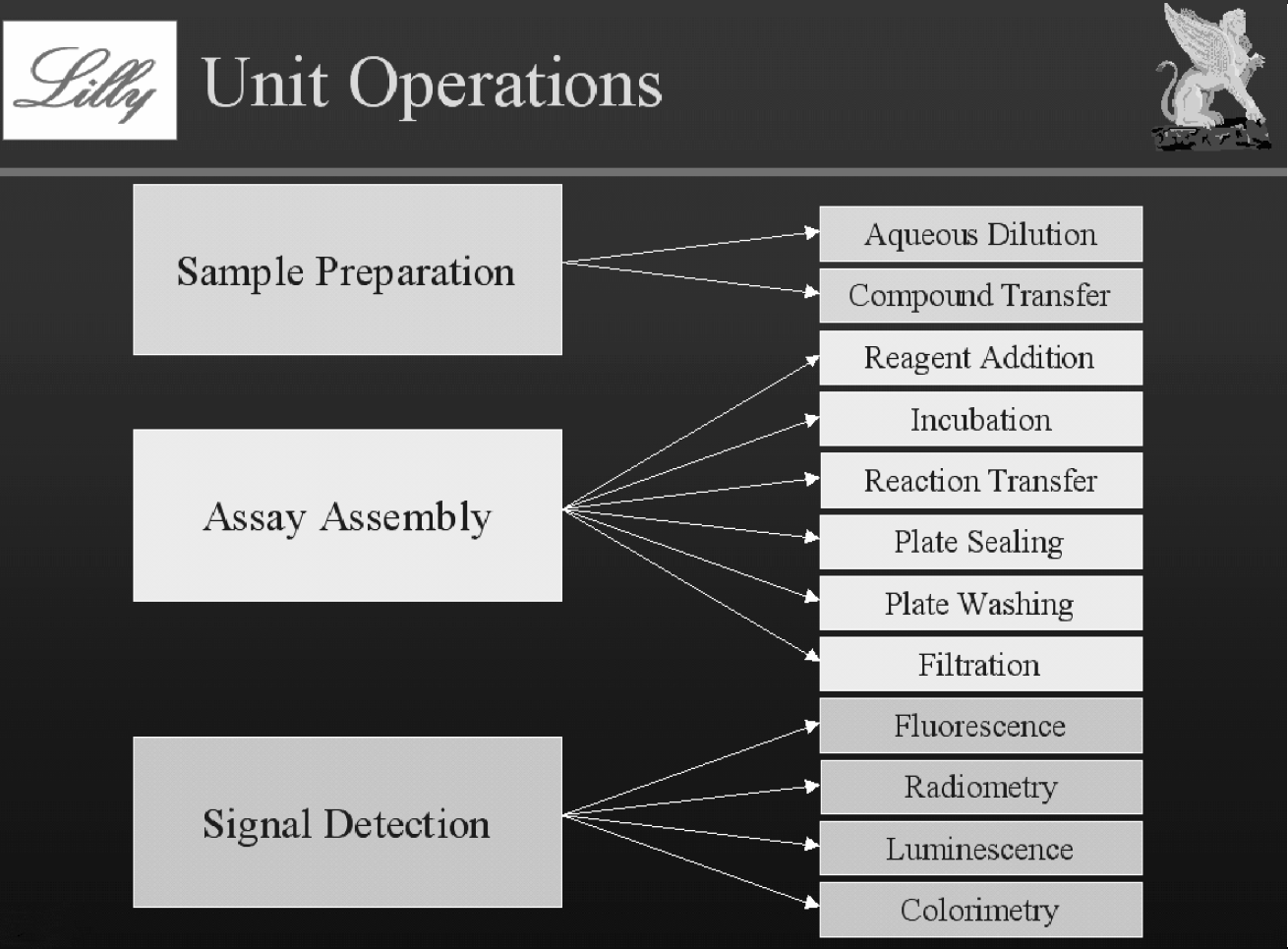
With the proliferation of new detection technologies available, the number of potential assay permutations continues to increase. When one considers the variables of biochemical vs. cell based, number of reagent additions, type and number of incubations, plate format and signal detection method, the number of possible assay configurations exceeds 10,000. However, as shown in figure 2, as few as twelve different unit operations can describe every assay run at Sphinx over the last two years.
Once unit operations have been identified, the suitability of equipment available to perform those operations can be assessed. Conducting an equipment standardization exercise has the following benefits.
Identify standard equipment for future purchases
Identify equipment types that need investigation/development
Prioritize integration and development of tools and methods
Reduce complexity and proliferation of required support skills
Consolidate sourcing and service
Common equipment tool box for screen development
Process for evaluating new equipment
If the workstation approach to automation is utilized, then unit operations can be decoupled. Capacity can be assessed independently for each unit operation. Process improvements can be targeted at specific unit operations, with minimal or no impact on other unit operations.
SUMMARY
ACKNOWLEDGEMENTS
Members of the HTS Automation Group at Sphinx Pharmaceuticals