
Abstract
Hybrid nano reinforcement particles with increasing volume percentage of copper have significantly enhanced tensile properties of commercially pure magnesium when incorporated using blend-press-microwave sintering powder metallurgy process. Incorporated hybrid reinforcement maintained their strengthening effect on magnesium matrix up to the temperature limit used in this study although gradually declined with increasing test temperature. Reinforcement particle assisted dynamic recrystallisation and thermally activated deformation process induced near super plasticity in commercially pure magnesium matrix at incomparably lower temperature and suggested the potential of near net shape fabrication in to intricate shape. Limit in total volume fraction of nanometre size reinforcement resulted the hybrid nano reinforcement with 0.3 vol.-% of metal particle most effective to enhance tensile characteristics of commercially pure magnesium.
Introduction
Twenty kilogram of carbon dioxide emission reduction is anticipated for each kilogram of weight loss in an automobile 1 which made light weight magnesium-based metal an obvious choice of replacement for the existing automobile materials like aluminium and/or iron. Hence, a successful application of abundant magnesium (the eighth most common element in earth crust and third most common element in dissolved seawater minerals 2 )-based metal will significantly improve the fuel efficiency of an automobile and therefore reduce carbon emission. An estimation has forecasted that 35% of an automobile existing weight may reduce once magnesium-based metal replaces steel as space frame materials. 3 However, the replacement of structural parts of automobile requires significant improvement in extrusion ability of magnesium for intricate shape formation and as well improvement in strength. Hexagonal closed packed crystal structure induced limited ductility restricts magnesium-based metal application in extruded and sheet form and hence till now their automobile application is in the cast form. However, recent reports on significant strength and ductility enhancement of magnesium4–10 by incorporation of fine reinforcement particles usher new horizon for their potential application in extruded form. Among the reinforcement particles, relatively thermally stable metallic particles significantly improved the strength of magnesium matrix but deteriorated further the limited ductility. The thermally stable non-metallic reinforcement particles in their nano scale size managed to significantly improve the strength as well ductility of magnesium. It was revealed that the incorporation of these extremely fine non-metallic particles assisted in induction of non-basal slip system6 during ambient temperature deformation process and therefore significantly improved the ductility of magnesium matrix. The development is extraordinary and raise the hope of possible extrusion of magnesium into intricate near-net-shape at a temperature much below the commonly used 225°C.2,11 Understanding of the effect of the metallic and non-metallic reinforcement was combined recently in the development of high performance magnesium with hybrid reinforcement. 12 The hybrid reinforcement was formed by using nano-size yttria and copper particles which induced incredible improvement in ambient temperature strength and ductility of commercially pure magnesium. It has to be noted that, the relatively noble extremely fine copper particles (E0Cu = +0.34 V and E0Mg = −2.37 V) may induce galvanic cell in wet atmosphere, with minimum corrosion due to large anode-to-cathode ratio7,13 according to the fundamental principles of corrosion, which will also be uniform in nature. Closed door and/or dry atmospheric condition application of this developed nanocomposite world be safe. The need of much higher level of strength for competitive magnesium has led to increasing metallisation7,9 of the hybrid reinforcement. A comprehensive study is important to analyse and understand the effect of increasing metallisation of hybrid reinforcement on the strength and ductility of magnesium matrix at increasing temperature. Accordingly, focus of this work is to study of the effect of increasing metallisation of hybrid (i.e., yttria and copper) nano reinforcement on the strength and ductility of magnesium at increasing temperature.
Experimental procedures
Processing of nanocomposite
Magnesium powder with 98.5% purity and 60–300 µm size range (by Merk, Germany) was used as matrix and reinforced with particles of yttria (an average size range of 30–50 nm and 0.7 vol.-%, by Inframat Advanced Materials, USA) and copper (and average size of 25 nm and 0.3–1.0 vol.-%, by Nanostructured and Amorphous Materials, Inc., USA). The reinforcement of matrix was done using blend-press-microwave sintering powder metallurgy processing route. The matrix and reinforcement powders were blended in a mechanical alloying machine (RETSCH PM-400) at a 200 rev min−1 for 60 minutes followed by cold compaction (in a 100 ton press at a pressure of 510 MPa) to a billet with 35 mm in diameter and 40 mm in height. Billets were sintered using a microwave sintering technique 14 for 13 minutes which heated the billet to near melting temperature of matrix (i.e., 643°C). Sintered billet of the hybrid nanocomposites were hot extruded at a temperature of 350°C to produce cylindrical rods with an extrusion ratio of 19.14:1. The synthesis of monolithic magnesium was carried out using similar steps without adding reinforcement particulates for comparison purpose.
Microstructural characterisation
Microstructural characterisation of polished magnesium extrudes containing hybrid reinforcement were done to study the reinforcement distribution and their effect on grain morphology of matrix. Hitachi S4300 Field-Emission Scanning Electron Microscope equipped with energy dispersive X-ray spectroscopy and Olympus metallographic microscope were used in this study. Scion software was used for metallographic image analysis to find grains and intermetallic characteristics.
Tensile characterisation
Elongation-to-fracture tensile tests of the extruded magnesium samples, containing increasing metallised hybrid reinforcement, were performed at 25, 100, 150 and 200°C in accordance to the ASTM E8M-05 standard. Samples used were with 5 mm diameter and 25 mm gauge length. Tensile tests were conducted using Instron 5500 machine coupled with air circulated resistance heating closed chamber with a strain rate of 0.01 s−1. Tensile samples soaked at testing temperature for ∼5 minutes prior to the test. Upon completion of each of the tensile test, one half of the fractured tensile sample left for furnace cooling and the other half quenched into cold water to freeze the grain morphology existed during fracture. Metallography of the quenched magnesium microstructure conducted using optical microscope to understand the deformed grain morphology. Fractography on the furnace cooled magnesium fracture surface conducted using JEOL JSM-5800 LV Scanning Electron Microscope.
Results and discussion
Macrostructural characteristics
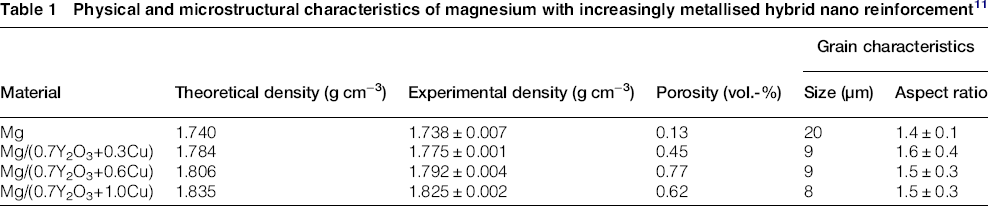
Physical and microstructural characteristics of magnesium with increasingly metallised hybrid nano reinforcement 11
Microstructural characteristics
Microstructural characterisation revealed
12
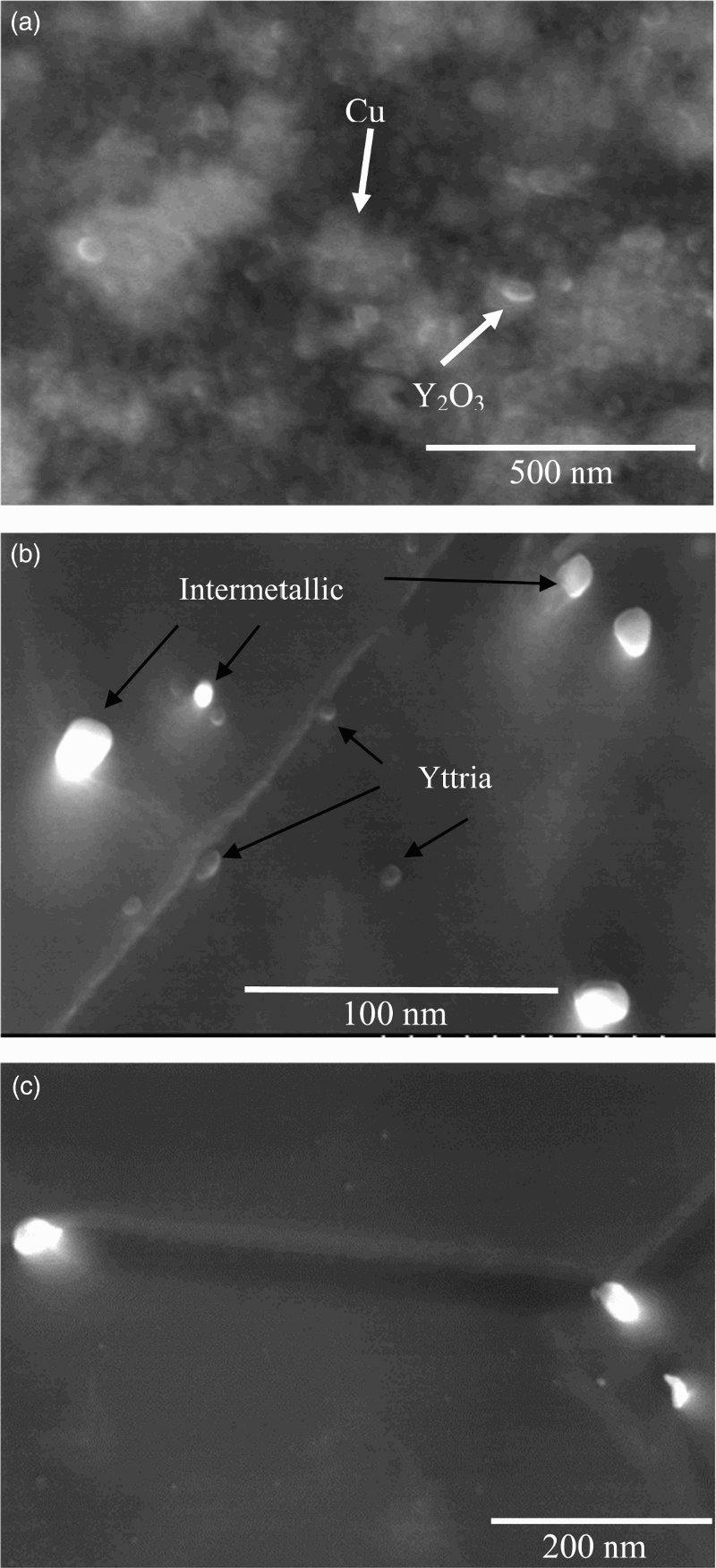
(see Fig. 1) that: (a) added hybrid nano reinforcement (including Mg–Cu intermetallic) were present at grain interior and grain boundaries of commercially pure magnesium matrix, (b) an increasing tendency of agglomeration in reinforcement with increasing metallisation (i.e., increased volume percentage of hybrid nano reinforcement) and (c) a higher agglomeration forming tendency in metallic nano copper particles compared to nano yttria particles. Tendency of increasing agglomeration with increasing volume percentage of hybrid reinforcement might have been arise from the large difference in size of magnesium powder and hybrid (copper and yttria) reinforcement powder. The extremely fine nano reinforcement powder filled the interstices between the magnesium matrix powders during blending and compaction and remained in the extruded samples matrix due to the inability of extrusion process to break-up the agglomeration and disperse them uniformly. At a temperature above the eutectic 485°C, during the sintering process, copper reacted with matrix to form molten Mg–Cu and on cooling below this temperature Mg2Cu intermetallic
15
nucleates and grow. It has to be mentioned that the copper has extremely negligible diffusivity (e.g., 0.038 at.-% at 25°C and 0.77 at.-% at 300°C) in hexagonal closed packed magnesium crystal and hence there was no solid solution based phase formed in the matrix. Presence of thermally stable hybrid reinforcement particles induced significant grain refinement in the commercially pure magnesium matrix (see Table 1). However, increasing metallisation in the hybrid reinforcement did not enhance further the grain refinement of the magnesium matrix and attributed to the increasing agglomeration of copper nano particles coupled with over-saturation of hybrid nano reinforcement at the grain boundary.
16
Findings of this study is consistent with earlier report on nano metallic reinforcement incorporated magnesium.
9
Detail on the microstructural effect of hybrid reinforcement is available in Tun et al.
12
Representative micrographs showing the presence of: a coexistence of yttria and copper, b coexistence of yttria and intermetallics, and c intermetallics at grain boundary in hybrid nanocomposite.
11
Tensile characteristics
Effect on strength of magnesium
Tensile behaviour of hybrid nanocomposite
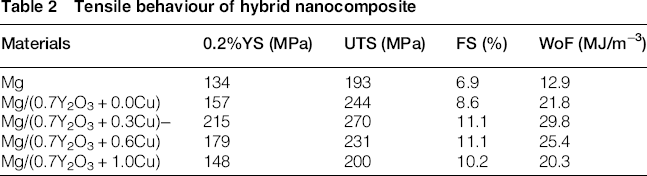
Strengthening effect of incorporated hybrid nano reinforcement availed at room temperature found to be gradually diminishing with the increasing test temperature as shown in Fig. 2 and this trend was considered in-line with anticipation. It was understood that thermally activated deformation process due to activation of non-basal slip system in the hexagonal closed packed slip system of commercially pure magnesium matrix made dislocation motion easy (which could result in reduction of dislocation density in the matrix due to dislocation annihilation) and consequently decrease the strength. However, relatively thermally stable reinforcement particles (i.e., melting temperature for yttria is ∼2690°C, copper is 1082°C) succeeded in maintaining strengthening effect on commercially pure magnesium up to the temperature used in this study. Nanometre size oxide reinforcement including yttria, as used in this study, are considered to be suitable for activating non-basal slip system in hexagonal closed packed magnesium at room temperature4–6 which supposed to be activated at above 225°C
11
in the absence of the reinforcements.
Graphs showing strengthening effect of increasingly copperised hybrid nano reinforcement on the magnesium matrix tested at various temperature in terms of: a 0.2% yield strength and b ultimate tensile strength.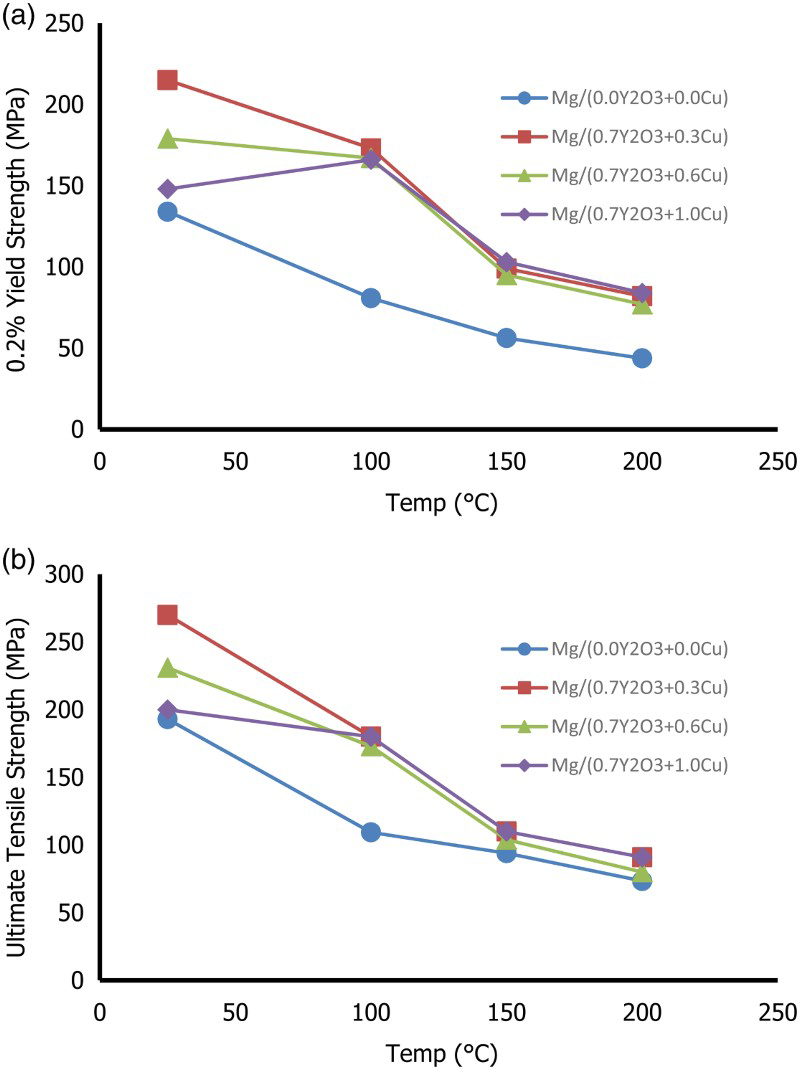
Strengthening effect of hybrid nano reinforcement with 0.3 vol.-% experienced sudden decline above 100°C and converged to the level and declining trend of strength of commercially pure magnesium matrix incorporated with higher volume percentage of metallised hybrid reinforcement. Increasing copper agglomeration with increasing volume percentage of Mg–Cu intermetallic apparently continued to effectively resist the dislocation motion in the magnesium matrix when the metallisation of hybrid reinforcement were 0.6 vol.-% and above and consequently slowed down the strength decreasing trend with increasing test temperature. High-temperature tests also revealed stress–strain flow curves (see Fig. 3) for hybrid reinforcement incorporated magnesium matrix, irrespective of the volume percentage of metallisation, has a near flat profile beyond the yield point and it an evidence of perfect elastic–plastic behaviour without strain hardening. Absence of strain hardening is also evident form marginal differences between the values of yield strength and ultimate tensile strength of reinforced magnesium matrix (see Fig. 2).
Representative graph showing stress–strain behaviour of Mg/(0.7Y2O3 + 0.3Cu) nanocomposite.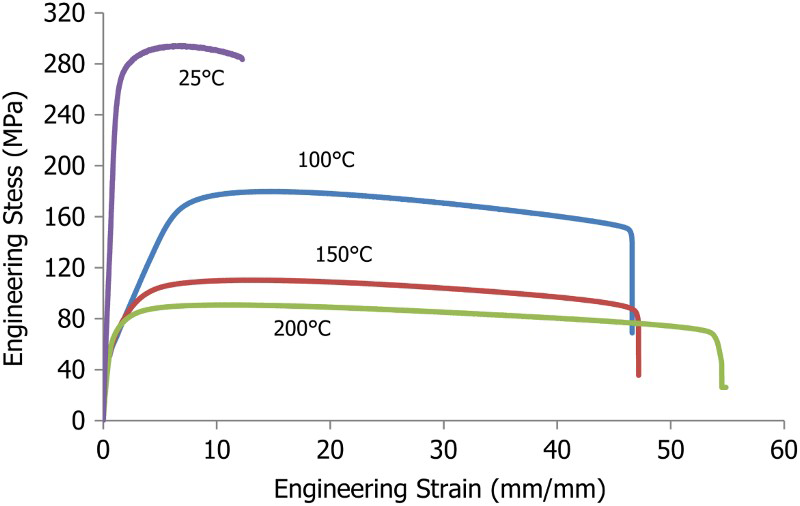
It is interesting to note that the strengthening effect of hybrid nano reinforcement with the increasing volume percentage of metallic copper particle was found to be effective (i.e., strength remain higher than room temperature strength of unreinforced matrix) till 100°C indicating possibility of relatively high-temperature application of the reinforced magnesium. Evidently the strengthening effect of hybrid reinforcement with 0.6 vol.-% of copper was compromised (see Fig. 2) by the presence of relatively higher volume percentage of porosity (see Table 1) in the magnesium matrix. Hybrid nano reinforcement with 0.3 vol.-% of copper particle (i.e., 0.7Y2O3 + 0.3Cu) was found to be most effective in strengthening commercially pure magnesium and re-established the understanding of around 1 vol.-% limit of nano reinforcement in metals especially in magnesium.4–6
Effect on formability of magnesium
Room temperature elongation-to-failure tensile test revealed a significant increase in formability (i.e., failure strain) of commercially pure magnesium matrix (see Table 2) due to the incorporation of hybrid nano reinforcement with increasing volume percentage of metallic copper particle. Hybrid nano reinforcement affected positively the formability of magnesium matrix by: (a) grain refinement, 19 which is very beneficial for hexagonal closed packed crystal structured metals, (b) their relatively uniform distribution in the matrix, 20 which is exclusively beneficial for relatively brittle hexagonal closed packed crystal structured metals, and (c) nano particle induced non-basal slip system at room temperature. 6 However, enhancement in formability of commercially pure magnesium was remain unaffected by increasing metallisation of hybrid nano reinforcement due to the presence of relatively higher volume percentage of porosity (see Table 1) and agglomeration in the magnesium matrix.
Improvement in the room temperature formability of hybrid nano reinforcement incorporated commercially pure magnesium continued to enhance significantly with the increasing test temperature (and Fig. 4a) and was considered to be typical. The incorporated metallised hybrid reinforcement induced superplasticity in commercially pure magnesium at a temperature considered to be much lower when compared to the reported data and even most common ‘hot work’ temperature used for magnesium and its alloys.2,11 Lattice parameter of hexagonal closed packed crystal structure of matrix was unaffected by the presence of increasing volume percentage of copper as it has extremely negligible diffusivity into magnesium (i.e., 0.038 at.-% at 25°C and 0.77 at.-% at 300°C
15
). Hence, the presence of copper particle was unable to induce any modification in the intrinsic formability of magnesium matrix through changes in lattice parameters and axial ratio (i.e., c/a).
21
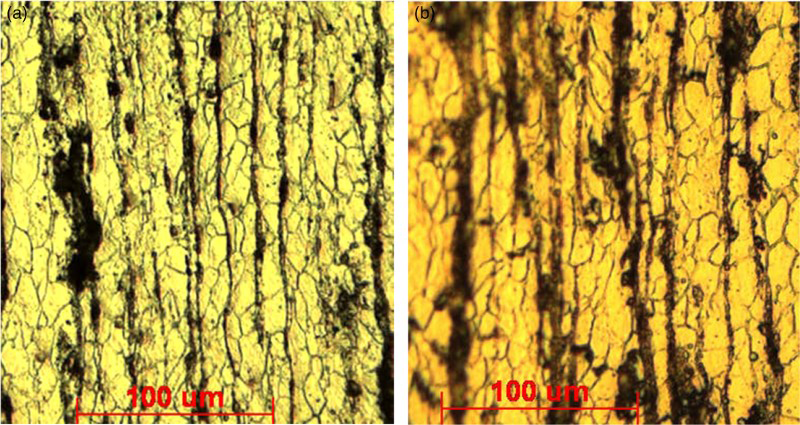
Capability of increasingly metallised hybrid nano reinforcement to induce the fascinating formability enhancement in commercially pure magnesium matrix could be attributed to the cumulative effect of: (a) reduced dislocation density (and consequentially no strain hardening), (b) thermally activated easy dislocation motion further enhanced by additional slip system, (c) compete recrystallisation of matrix microstructure apparently due to dynamic recrystallisation process at around 100°C (see Fig. 5) due to the presence of extremely fine reinforcement particles
22
(especially yttria and possibly intermetallic as addition) and (d) ductile copper particles at grain boundaries which probably acted sink for stress concentration triple point and/or dislocation and consequently reduced microvoid at grain boundaries. In general, extremely fine harder second phase particles in hexagonal closed packed crystal structured metal serves as: (i) sites to open cleavage crack of an advancing crack front and dissipate stress concentration, and (ii) alter the local effective state of stress from plane strain to one of plane stress in the neighbourhood of the crack tip. However, the presence of relatively higher amount of reinforcement agglomeration and specifically the porosity might have been caused the apparent erratic trend in formability of magnesium when incorporated with reinforcement containing 0.6 vol.-% of copper particle. In essence, the study revealed that the hybrid nano reinforcement is apparently effective to improve the formability of commercially pure magnesium to fabricate near net shape intricate structural components at a much lower temperature than currently used 350°C and above. Work of fracture (see Table 2 and Fig. 4b) of magnesium matrix was found to be improved and remain much higher till the highest temperature used in this study. It has to be noted that hybrid nano reinforcement with 0.3 vol.-% of copper particle (i.e., 0.7Y2O3 + 0.3Cu) was found to be most effective in improving the formability of commercially pure magnesium and re-established the understanding of around 1 vol.-% limit of nano reinforcement in metals especially in magnesium.4–6
Graphs showing effect of increasingly copperised hybrid nano reinforcement on the magnesium matrix tested at various temperature in terms of: a ductility and b work of fracture. Optical micrographs showing grain morphology in magnesium matrix with 0.3 vol.-% copper containing hybrid nano reinforcement near the fracture tip at: a 100°C, and b 200°C, respectively.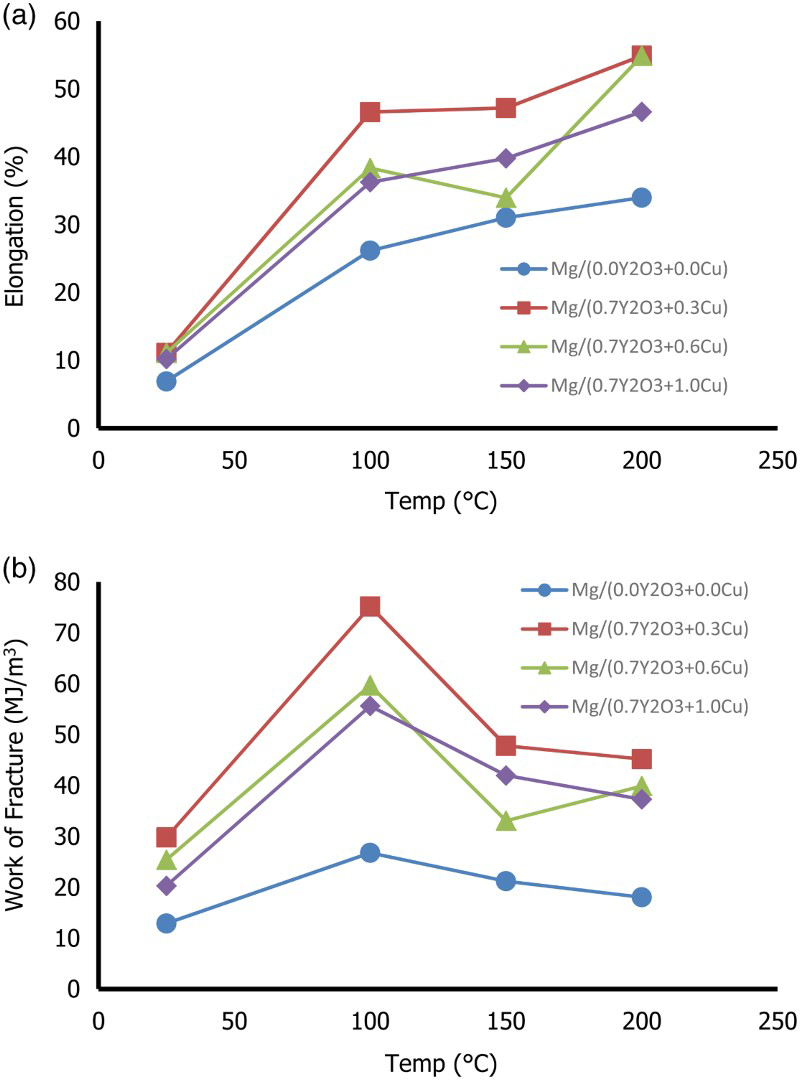
Effect on fracture mode of magnesium
Study of fracture surface of elongation-to-fracture tensile test samples revealed that hybrid nano reinforcement with increasing metal content has assisted the brittle failure features as microscopically rough small steps (see Fig. 6a) in commercially pure magnesium matrix to transform into ductile failure feature as fine dimples of varying size (see Fig. 6b–f) with overall microscopically fine fracture surfaces. Limited slip system in the hexagonal closed packed crystal of magnesium restricts the dislocation motion and consequently easily nucleate and propagate microscopic cracks in the microstructure resulting limited plastic deformation at the microscopic level. However, the presence of extremely finer particle with as low as five nanometre size in the microstructure favours the formation of dimples through void nucleation in the matrix-reinforcement interface
23
and was evident in magnesium incorporated with hybrid nano particle in this study. The ductile dimples formation on the fracture surfaces of reinforced magnesium continued to evident as characteristics of failure with increasing testing temperature.
Representative fractographs showing: brittle failure in unreinforced magnesium a, ductile failure in 0.3Cu containing hybrid nano reinforcement incorporated magnesium at b 25°C, c 100°C, d 150°C, e 200°C, and ductile failure in 1.0Cu containing hybrid nano reinforcement incorporated magnesium at f 200°C, respectively.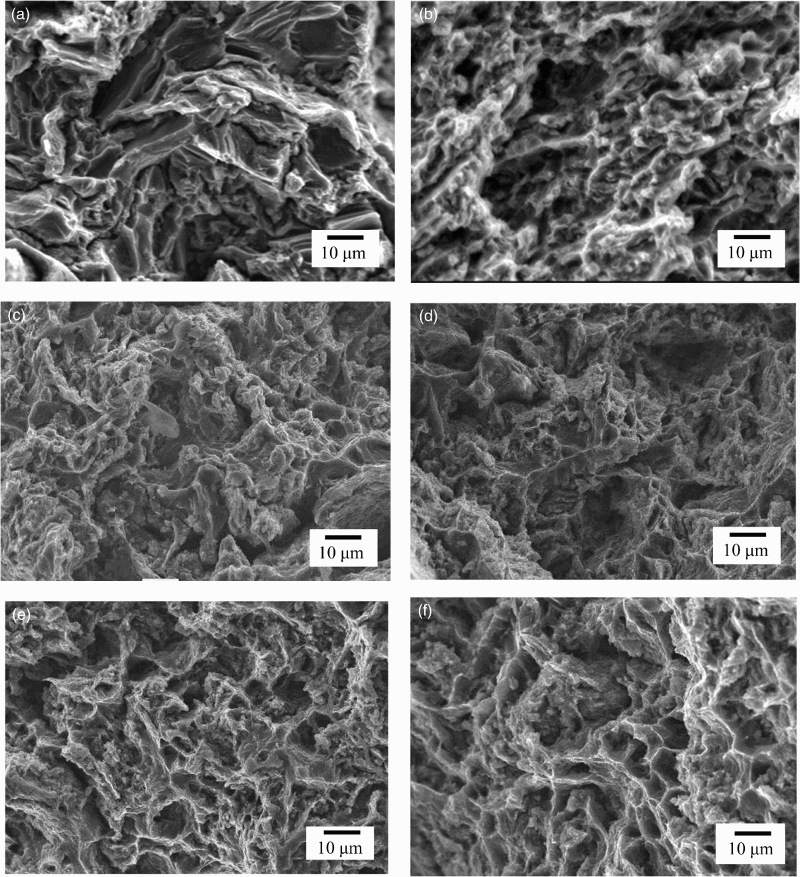
Conclusions
Increased copperised hybrid reinforcement significantly increased the strength of commercially pure magnesium when incorporated using powder metallurgy process. Strength of reinforced hybrid nanocomposites were always higher although the strengthening effect was gradually diminishing with increasing test temperature (i.e., 200°C) used in this study. Strength of reinforced magnesium matrix remained higher till up to 100°C when compared to room temperature strength of unreinforced magnesium. Limit in total volume fraction of nanometre size reinforcement resulted the hybrid nano reinforcement with 0.3 vol.-% of metal particle most effective to enhance tensile characteristics of commercially pure magnesium. Increasing copperisation gradually decreased the effectiveness of hybrid reinforcement due to formation of agglomeration.
Footnotes
Acknowledgements
The authors would like to acknowledge the support provided by the Deanship of Scientific Research (DSR) at King Fahd University of Petroleum and Minerals (KFUPM) for funding this work through project No. IN131030.