
Abstract
This article addresses the development of high-entropy alloys (HEAs) fabricated via Powder Metallurgy (PM) techniques. There are potential opportunities for PM techniques to produce ‘different’ HEAs and offer alternative routes to obtain special compositions. The potential for PM is vast, and the obtained properties are highly competitive with those from HEAs produced by ingot casting. Considerable work must still be done to provide the market with reasons to use PM instead of other processing routes. Since article [Torralba JM, Alvaredo P, García-Junceda A. High-entropy alloys fabricated via powder metallurgy. A critical review. Powder Metall. 2019;62(2), doi:10.1080/00325899.2019.1584454] was published in 2019, more than 100 research works have been issued on this topic. The objective of this paper is to provide an update on some of the new opportunities that have been proposed in the last months.
Abbreviations
High-entropy Alloys
Powder Metallurgy
Powder Metallurgy High-entropy Alloys
Eutectic High-entropy Alloys
Mechanical Alloying
Additive Manufacturing
Spark Plasma Sintering
Metal Injection Moulding
Cantor Alloy
Face-centred Cubic
Body-centred Cubic
Oxide Dispersed Strengthened
Introduction
In recent years, research on high-entropy alloys (HEAs) has become one of the main research topics in the fields of materials engineering and metallurgy, but HEAs are also studied in other fields, such as mathematics, computer science and chemistry. This worldwide interest in these new alloys (Figure 1) is due to HEAs breaking down with the paradigms of conventional metallurgy, in which one metal is presented as the main metal. HEAs typically involve at least five main metals. The result of this is an increase in the mixing entropy of the system and in the solubility between the elements, giving rise to fewer phases and being simpler than expected. However, the different nature of elements that form the phases results in (1) severe lattice distortion, which not only improves the mechanical properties but also decreases the thermal effect on them, and (2) low diffusion kinetics, which are responsible for the characteristic properties of these alloys, such as high thermal stability, inhibition of grain growth and formation of nanoprecipitates.
HEA papers published worldwide.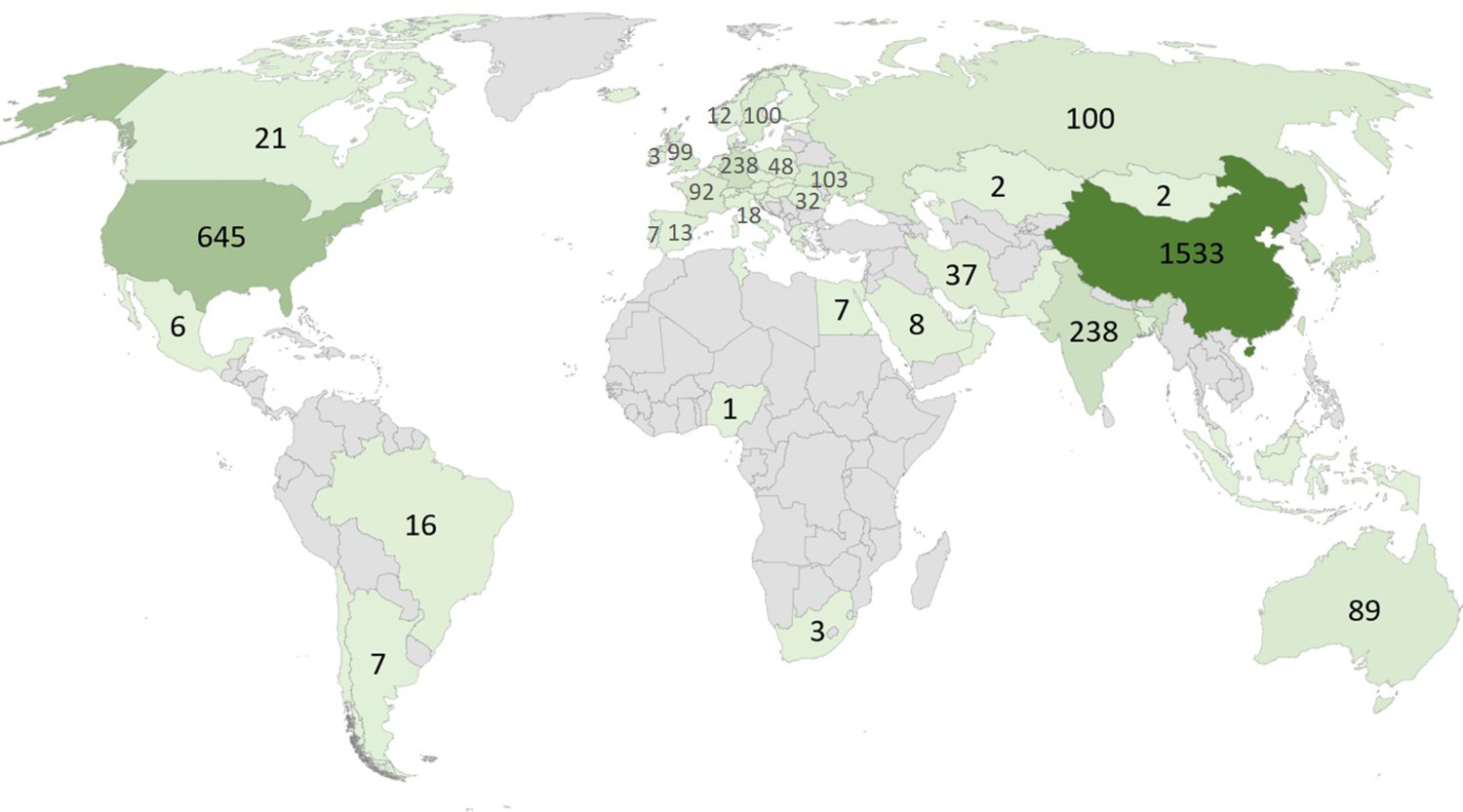
HEAs were first fabricated with ingot metallurgy, and for years, it has been the main processing route for these alloys. However, PM is an alternative and competitive processing route for HEAs because it improves aspects of the processing by increasing the level of solubility of the elements and preventing their segregation, for example. Through PM, several advantages can be obtained: greater microstructural control, the ability to produce nanocrystalline materials, the capability of developing metal matrix composites (which cannot be obtained by any other processing route), the processing of alloys with metals that have dissimilar densities (which is the case when lightweight HEAs are developed [1]), and the processing of alloys with many metals with extremely high melting points (i.e. so-called refractory HEAs [2]).
Recently, a comprehensive review regarding HEAs processed by PM has been published [3] where the authors analysed the PM manufacturing routes, the alloying elements used in the development of these alloys and the properties of the PM materials in comparison with the ingot casted HEAs. In this paper, the chemical compositions that are found in PMHEAs, which are far beyond those in the most used alloy, the Cantor alloy (CA)[4], are analysed. In this paper, a new classification of HEAs is made through a statistical analysis by generating clusters with a dendogram based on the frequency of the alloying elements. Moreover, the authors analyse and describe the different powder manufacturing processes suitable to be used in PM routes and how the powders can be used to develop bulk materials through conventional and advanced PM methods. In [3], the expected mechanical properties at room and high temperatures are comprehensively analysed, and other HEA properties, such as corrosion, wear, magnetic features or hydrogen storage, are also described. However, perhaps the most interesting parts of this paper are collected in two sections. One is devoted to ‘alloying opportunities for PMHEAs’, where new possibilities to develop composites, cemented carbides or ODS alloys are proposed, and the second is devoted to the different technical areas that must be developed to cover the existing gaps in PMHEA knowledge, such as thermodynamic modelling, thermal analysis, structural and microstructural characterisation, heat treatments, and high temperature properties.
Since the publication of [3] in 2019, more than 100 papers on this topic have been produced in only a few months. The amount of information is increasing enormously, and new ideas and possibilities are being established. The objective of the present paper is to provide an update from the information published last year, especially on the topic labelled ‘new opportunities for PM in HEAs’.
In terms of powder processing, more than 75% of the developed PMHEAs used mechanical alloying (MA) as the manufacturing method. The mechanisms by which the alloy is being developed during the mechanical alloying process are clearly explained by [5]. However, this work considered that all the powders involved in the process possess ductile phases. In the case of HEAs, we can find powders with very different hardnesses, where soft powders are being mechanically alloyed with hard powders, and the consequence is that the ductile-ductile mechanism proposed by [6] is not completely valid. Then, the mechanical alloying of these alloys could follow a brittle-ductile mechanism similar to that described in [7]. In [5], the development of the microstructure in a mechanically alloyed powder when fabricating a high-entropy alloy from elemental powders (Figure 2) is analysed in detail. This figure can help us to understand the final microstructures that can be achieved in bulk materials after consolidation. In a brittle-ductile system, the time needed to obtain the final steady state is decreased due to the activation of the process by the hard particles that act as milling agents with the soft particles.
Mechanical alloying process for a multi-principle element system: (a) element hardness and types of collisions, (b) powder processing steps during the mechanical alloying (MA) process, and (c) actual image of the powder during different steps. After [5].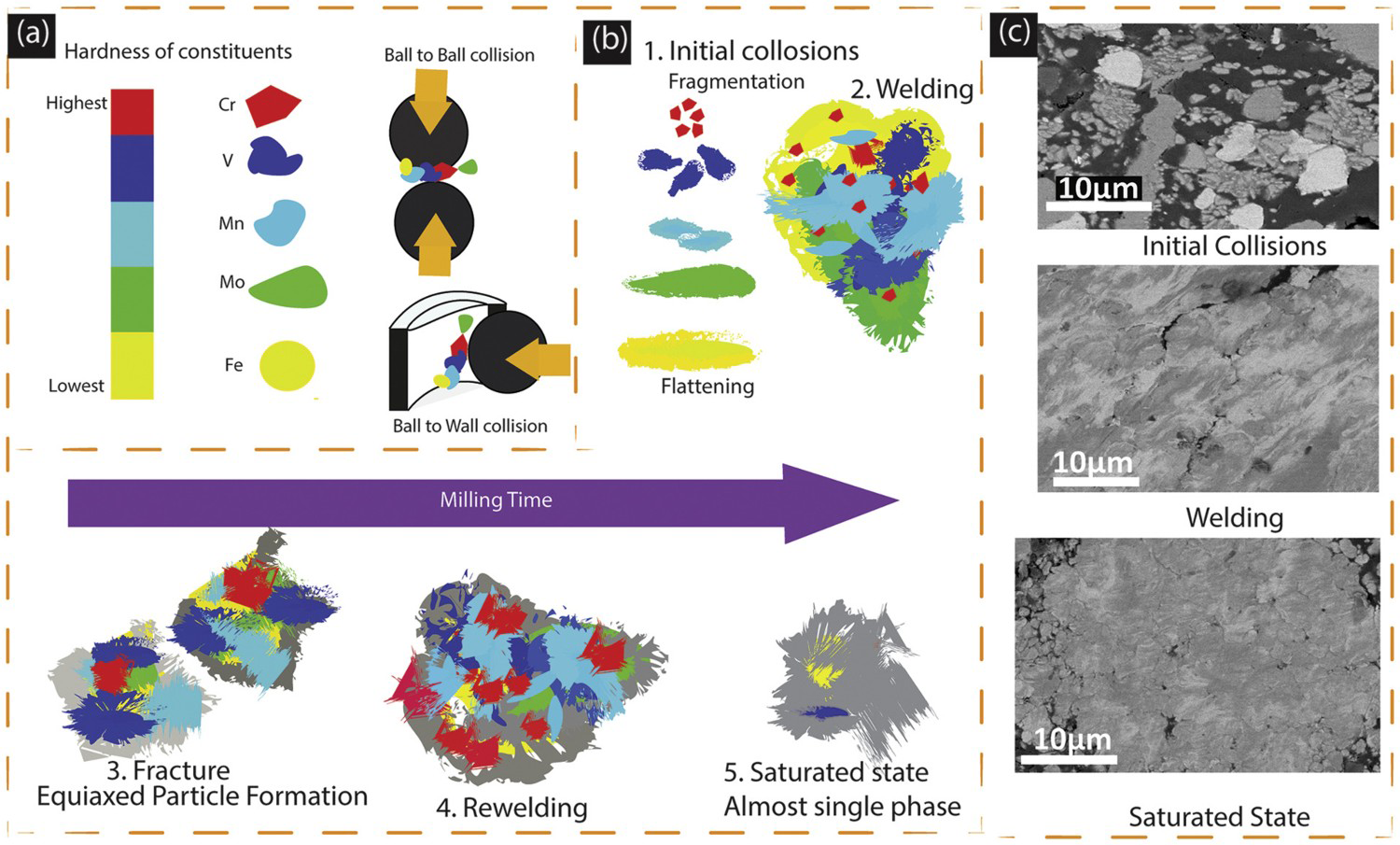
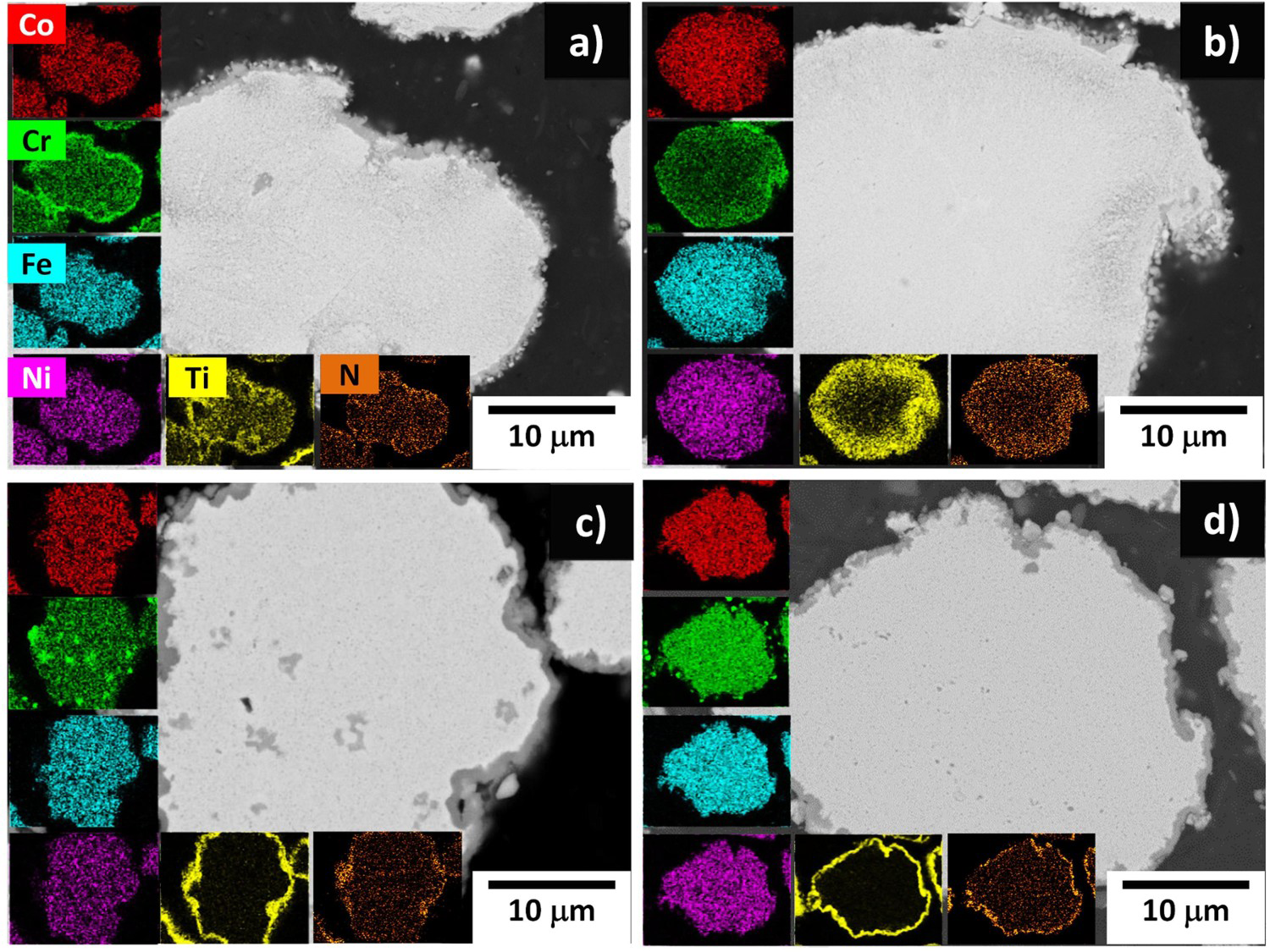
Beyond MA and atomising to produce fully prealloyed HEA powders, another innovative approach was developed in [8], where by means of a heat treatment, a core–shell powder with a TiN layer on the surface is obtained, with the core being a CoCrNiFe HEA obtained by MA. The base powder was heat treated in a N2+Ar atmosphere with the gas flow rate fixed at 1 l/min to optimise the efficiency of the coating. The partial pressure ratio between N2 and Ar (PN2/PAr) was varied to control the reaction kinetics on the surface. In Figure 3, a scheme of the process is shown, and Figure 4 shows the obtained microstructures for different PN2/PAr ratios.
Schematic representation of core–shell powder formation. After [8]. SEM/EDS imaging of the heat treated powder microstructure at PN2/PAr ratios of (a) 1.00, (b) 0.67, (c) 0.33 and (d) 0.10. After [8].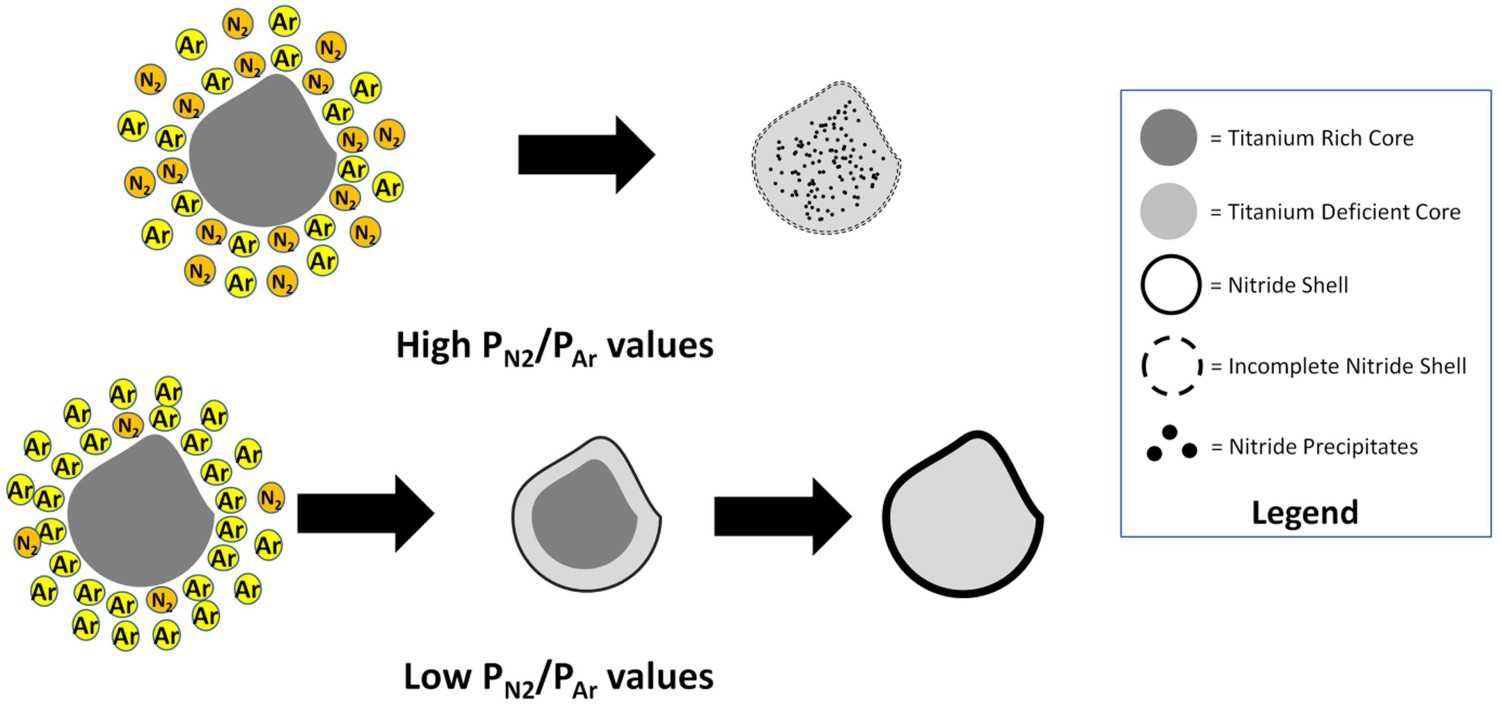
To conclude this section related to powder development, we describe the work of Liu et al. [9], who studied a hardmetal based on the HEA binder. Instead of using pure elemental powders as starting powders for the alloying elements of the binder and then mixing these powders with a reinforcing carbide (this time TiC), the authors mixed WC, Mo2C, TaC, NbC and VC with pure Ti in a high-energy mill. The mixed powders were subsequently sintered at high temperature (1500°C) by spark plasma sintering (SPS) considering the high affinity of C for Ti and with the goal of reducing all refractory carbides at the sintering temperature. At the end of the process, a matrix of BCC HEA with TiC as the reinforcing agent was obtained. This is another example of how PM can develop materials that are unable to be obtained by other alternative techniques.
The number of research studies dealing with additive manufacturing technologies and HEAs has increased substantially over the last two years. Many of the HEAs developed by this technology are based on the CA [10]. Only a few works based on refractory HEAs have been found [11–15].
Most of the papers published on HEAs manufactured by AM [16–18] can be divided into three main approaches. Approximately two-thirds of the papers use powder bed systems (selective laser melting and electron beam melting) and one-third use powder feed systems (laser direct deposition). Concerning direct metal deposition systems, most of those publications used ‘laser engineered net shaping’ (LENS) technology. Thus, approximately half of the published studies used a powder bed technique, and the other half used a powder feed technique. Only two papers were found on HEAs manufactured with binder-based additive manufacturing techniques [19,20].
Recently, an update about HEAs manufactured by AM [18] was published. Most of the papers published on the topic are reviewed, and a wide microstructural analysis dealing with the expected microstructures that depend on the chemical composition is performed. Most HEAs with compositions based on CA (MnFeNiCrCo) exhibit an FCC monophasic microstructure. However, slight changes in the compositions are observed, such as when an FCC stabiliser (like Mn) is replaced by a BCC stabiliser (like Al) and then a dual phase FCC-BCC microstructure can be developed. The AM technologies based on ‘direct metal deposition’, where the composition of the bulk can be modified during the AM process (because the feedstock is a mix of elemental powder fed by different hoppers that can modify the amount of the alloying components of the HEA) can be a good way to analyse the microstructure by modifying the amount of Al in a base alloy composed of CA, where Mn is replaced by Al. In many of the analysed papers in [18] the microstructure achieved after modifying the CA by replacing Mn with Al to a certain extent is studied [21–27]. Since Al is a clear BCC stabiliser, depending on the amount of Al and the proportional decrease in the Ni content, the microstructural development is based on a BCC (disordered) structure in conjunction with an ordered BCC phase (B2). When the amount of Al is less than 10% (at.), i.e. for the stoichiometric composition of Al0.3CoCrFeNi, the obtained structure remains fully FCC [21–23]. Once the amount of Al reaches the stoichiometric composition of Al0.5CoCrFeNi, B2/BCC phases can be found [24–26]. In the case of adding more than this amount of Al, even the σ phase can be detected [27]. In Figure 5, the different aspects of the microstructure of an ‘as built’ AlCoCrFeNi alloy are compared with those for the same material obtained by EBM under two different cooling conditions. It is interesting to confirm, in all cases, a dual FCC-BCC microstructure, where the B2 phase is always the first to form. The precipitation of a dendritic BCC phase occurs next, and finally, an FCC phase is established in the grain boundaries of the B2 phase. These types of microstructures are interesting and promising since they can be improved and modified by further heat treatments, and this option is a clear research approach that can be followed in the future.
Microstructural approach through a schematic illustration (made from [20,23,28–34]) for the ‘as built’ AlCoCrFeNi and electron beam melted near the equilibrium conditions and rapid cooled. The magnification mark is arbitrary due to the different papers used but is in the range of 2-15 µm. After [18].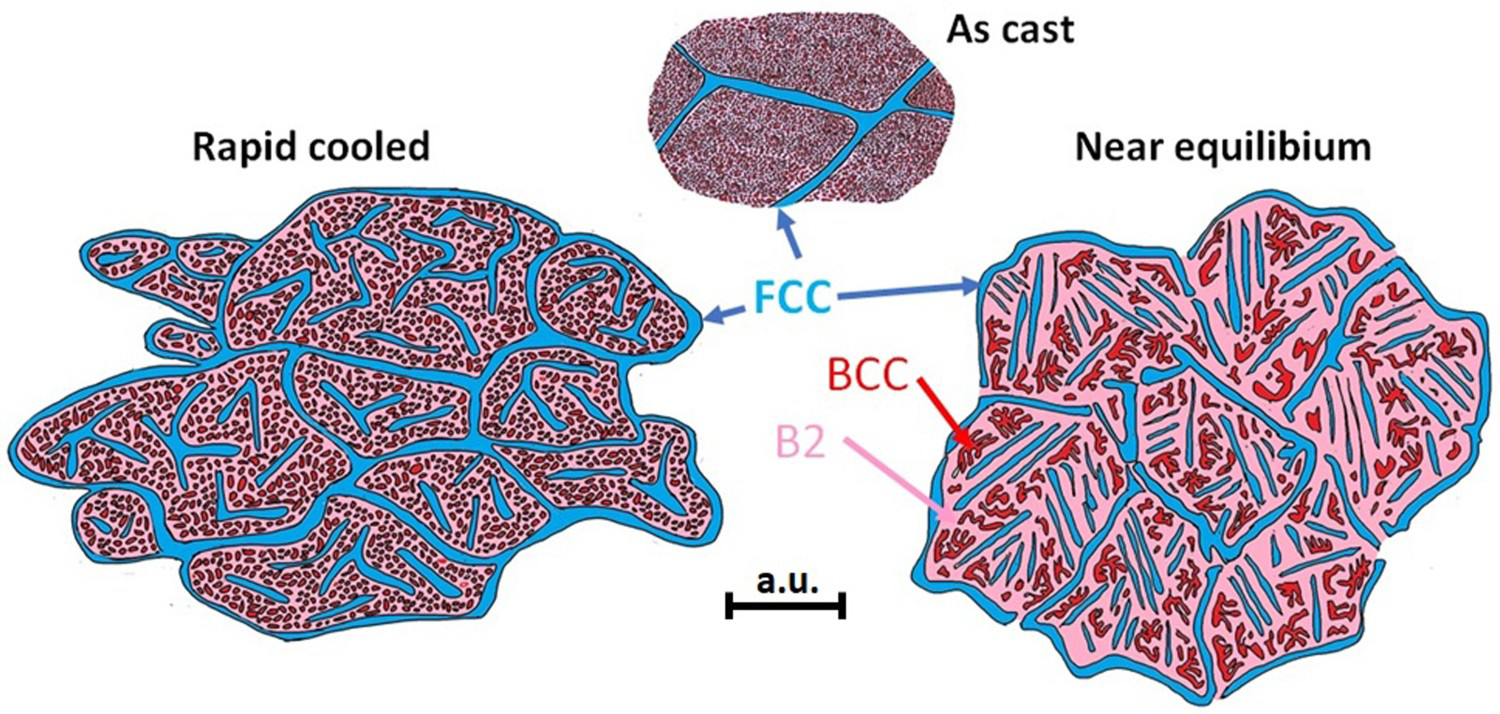
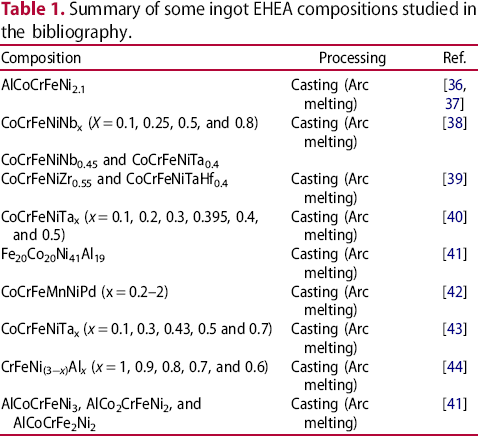
In HEAs produced with ingot metallurgy, the concept of developing microstructures with dual phase FCC-BCC that combine a high strength and good ductility was established by Lu et al., who used the eutectic concept and called these types of high entropy alloys eutectic HEAs (EHEAs). The first composition studied by ingot casting was AlCoCrFeNi2.1. These EHEA alloys are known to be promising candidate materials for applications in which a high-temperature service lifetime is required, since their structures comprise a near-equilibrium microstructure, regular lamellar or rod-like eutectic structures, stable defect structures and a low-energy phase [35–44]
Summary of some ingot EHEA compositions studied in the bibliography.
Special properties and alloying opportunities
The above-mentioned paper [3] analyses in detail the promising future of PMHEAs in many application fields due to their excellent performance. The mechanical properties are highlighted due to the combination of fine grains and the twinning, for example, because they demonstrate good performance at high temperatures, good behaviour with high deformation rate, and good compression and tensile resistances. However, PMHEAs have also demonstrated special properties, such as good corrosion and oxidation behaviour, high friction resistance, soft magnetic features, and hydrogen storage capabilities.
In [3], the alloying opportunities that can be produced by PM for this type of alloys are also analysed. These opportunities include the possibility of creating new metal matrix composites, new binders for cemented carbides, the use of HEA powders as master alloys or even as reinforcements in MMCs, and the development of ODS alloys using a HEA as the base material. In the next paragraphs, some of these opportunities taken from the literature and that are focused on the mechanical properties are included.
The properties produced with PM have to compete with those produced with ingot metallurgy because with the latter route, the finished part is often obtained via a plastic deformation process. In the case of advanced powder metallurgy processes, when consolidation is conducted with a non-final shape method, such as hot isostatic pressing or SPS, plastic deformation could be an additional way to improve the properties. Another way could be the use of a plastic deformation process (such as hot extrusion) of the obtained powder. In the following studies, we find examples for HEAs.
One possible way to enhance the mechanical properties is hot extrusion. In [45], the strengthening mechanisms in a high-strength carbon-containing PMHEA by extrusion are analysed. The presence of carbides and their pinning effect in dislocation movement, the orientation of the grains due to the plastic deformation effect and the grain size reduction contribute to the improvement in the mechanical properties. Additionally, the presence of two different phases, such as FCC and BCC, contribute to the final properties. In Figure 6, the as-extruded studied HEA (Al10.5Cr21.1Fe21.1Co21.1Ni21.1Mo2.5C2.5 (at.-%)) is compared to other HEAs and most of the steel types used for structural applications. Figure 6 shows how the developed materials can be compared to martensitic steels in terms of the tensile strength and elongation.
Comparison of the mechanical properties of different HEAs and most of the steels used as structural materials. After [45].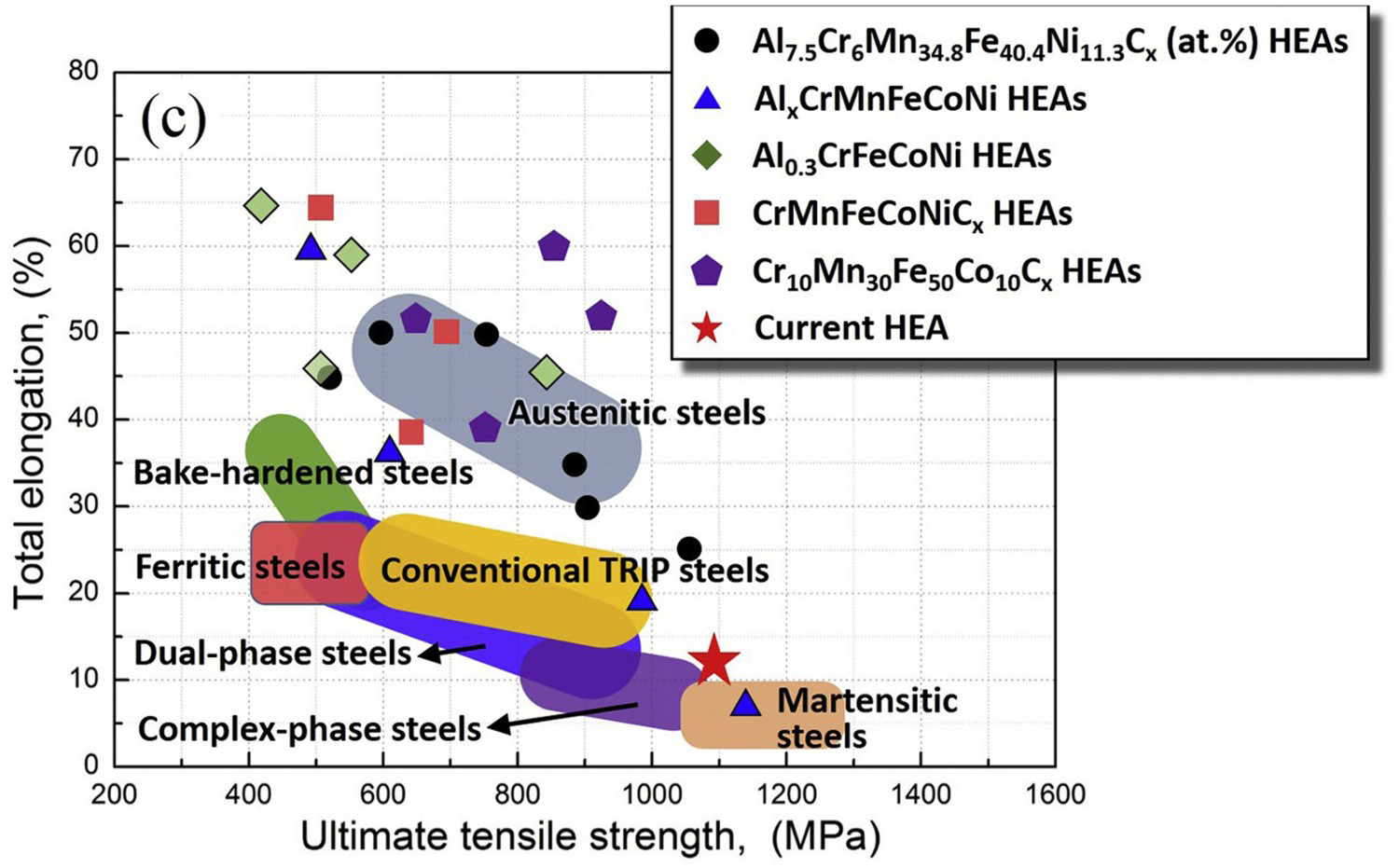
Another way to produce HEAs with promising properties is forging and performing a subsequent heat treatment. By this method, different amounts of metastable phases can be precipitated, leading to the modification of the microstructure and mechanical properties. In [46], a detailed study considering the annealing process in a refractory HEA is performed. As shown in Figure 7, depending on the heat treatment of the alloy, the compression stress can be improved without a strain loss due to the optimal combination of the phases present in the microstructure.
Microstructures of the TiNbTa0.5ZrAl0.5 alloy: (a) as-sintered; (b) as-forged; (c) annealed at 600°C for 2 h; (d) annealed at 800°C for 2 h; (e) annealed at 1000°C for 2 h; and (f) annealed at 1200°C for 2 h. Right: Compression properties of the TiNbTa0.5ZrAl0.5 alloy at room temperature. After [46].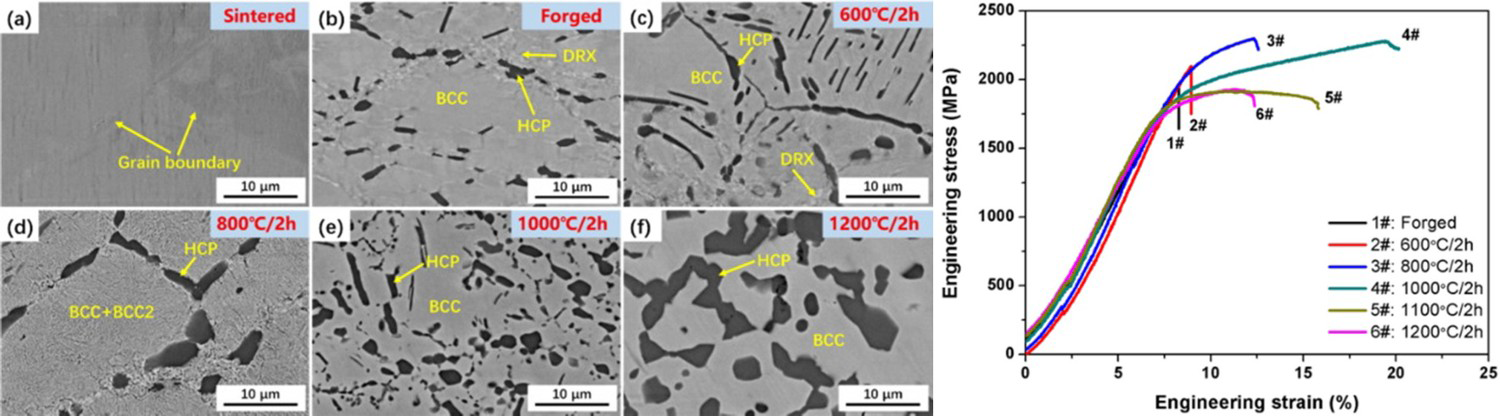
HEAs are highly sensitive to modifications to the balance among different possible phases. The use of hot deformation with different strain rates or the introduction of slight modifications to the chemical composition can stabilise an increased or decreased amount of one specific phase. In this paragraph, we provide examples (to be added to the above explanation for AM).
In [47], two refractory HEAs (TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2) were prepared by cold isostatic pressing and vacuum sintering. After sintering, the alloys showed a single BCC phase. By applying hot deformation at different strain rates at high temperatures, precipitation in both the grain boundaries and inside grains was promoted. The critical compressive strains for intragranular precipitation in the TiNbTa0.5Zr and TiNbTa0.5ZrAl0.2 alloys were 20% and 10%, respectively. The precipitates exhibited a BCC phase and were enriched in Nb and Ta, while the deformed matrix was enriched in Zr. A bimodal grain size microstructure with microscale intergranular precipitates and nanoscale intragranular precipitates was achieved after deformation to 50% (see Figure 8). This particular microstructure provided a compressive yield strength of 1500 MPa with a high compressive strain of 18% at room temperature, mainly due to the bimodal grain size.
Microstructural evolution of TiNbTa0.5ZrAl0.2 alloy deformed at 800°C with an engineering strain of (a) 0; (b) 10%; (c) 20%; (d) 30%; (e) 40%; and (f) 50%. After [47].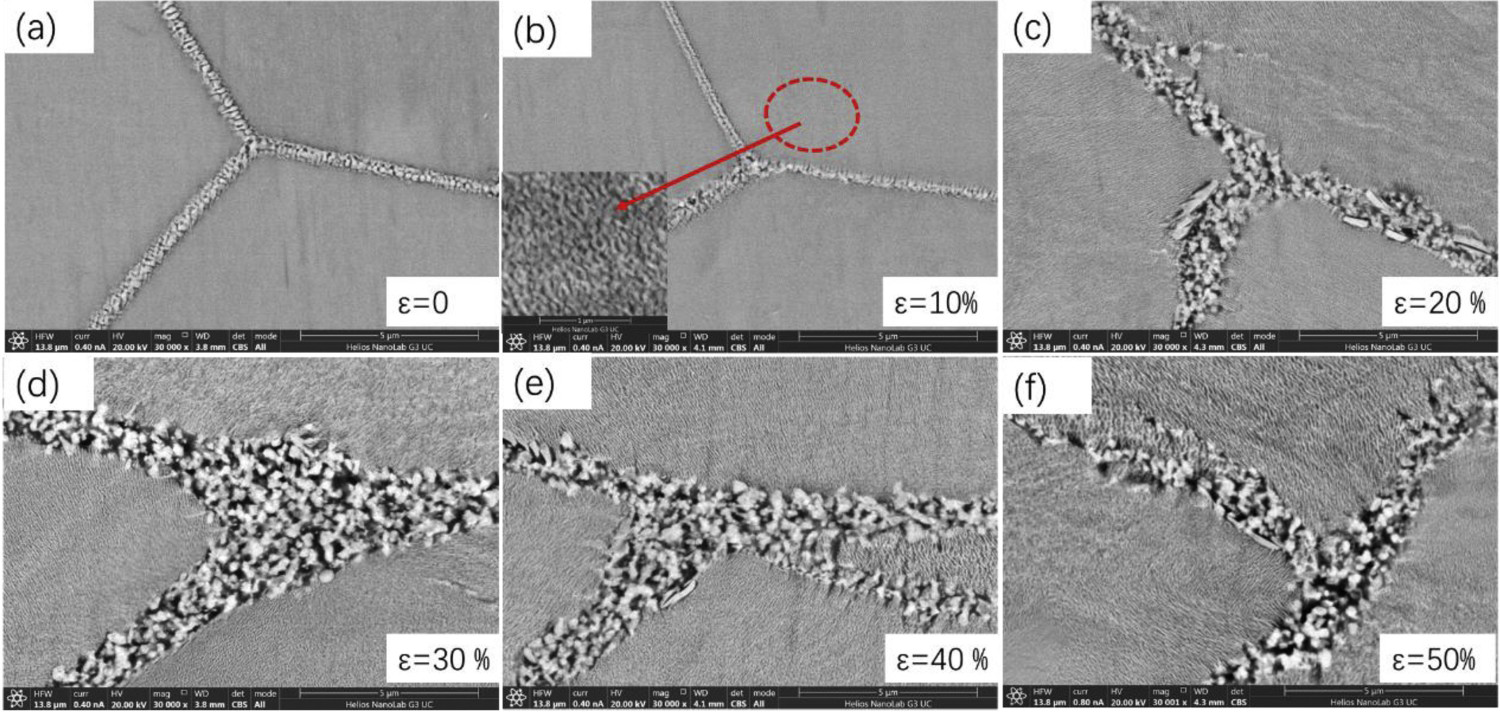
Another way to modify the microstructural balance among the different possible present phases is through small compositional changes that stabilises certain phases. This is the case for Al in many HEAs, as explained in the AM section. This is also demonstrated in [48], where the addition of Al promoted both an increase in the mechanical properties as well as a density reduction due to microstructural changes. In Figure 9 it is possible to see how small additions of Al strongly change the phase balance and modify the mechanical properties in a conventional CrFeMoV HEA (this time obtained by MA and SPS instead of MA).
Left: Volume fraction analysis of the phases. (a) SEM image of the Al-0.6 alloy with (b) colour mapping of the micrograph using MATLAB. (c) Volume fraction of the individual phases for each alloy. Right: compressive strength of the different alloys. After [48].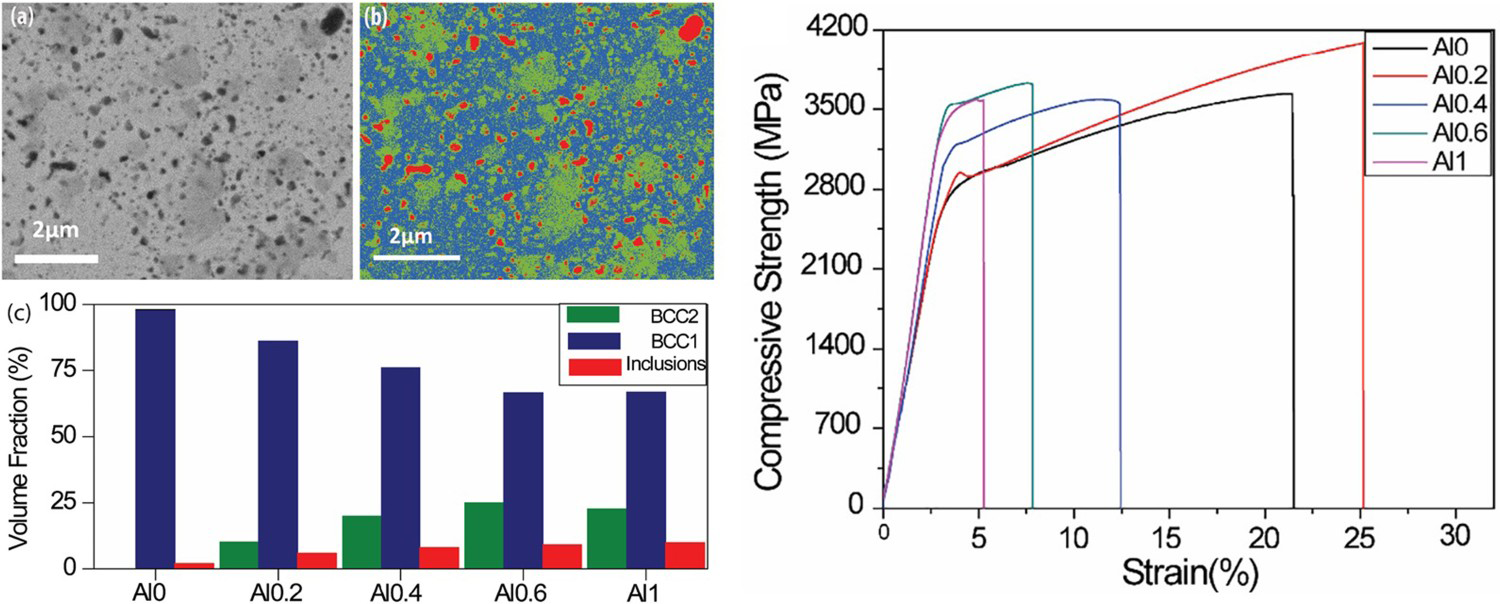
HEAs can be considered a new type of alloys, and those obtained through PM can be considered emerging materials. Considering the more than 400 papers written on PM HEAs, there are many aspects of these materials that are not fully understood or well developed, especially concerning information about the properties and frontiers of these materials. There are many gaps in the physical metallurgy of these complex alloys, and the flexibility of the PM approach can help the design and development of new research directions. There are still numerous PM techniques and processes that could be improved and much work has to be done, especially regarding the knowledge of the phenomena involved in the different processes. There are also many characterisation and simulation techniques that can be used to study PMHEAs, including thermodynamic modelling, thermal analysis, structural and microstructural studies and mechanical properties at high temperatures. Although many HEAs are single-phase alloys, there are many ways to develop dual-phase FCC-BCC HEAs by tailoring the chemical composition, which provides a possible way to improve the properties. Additionally, since binder-based AM systems have many similarities with metal injection moulding (MIM) procedures, this provides a good opportunity for the MIM industry to contribute to AM methods (note that a feedstock composed of a metal and a binder has to be developed and the debinding and sintering processes have to be developed). The final conclusion is that there is a great opportunity to gain knowledge regarding this complex and exciting new type of alloy, and this circumstance is a call to invest time and effort in research to obtain knowledge and offer new materials to society to cover new technological challenges.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).
Notes on contributors