
Abstract
The fabrication of W composite with homogeneous dispersion of Y2O3 and La2O3 nanoparticles was attempted with the combination process of ultrasonic spray pyrolysis, polymeric additive solution route and spark plasma sintering processes. The Y2O3 dispersed W powders were prepared by ultrasonic spray pyrolysis using ammonium metatungstate hydrate and yttrium nitrate. The composite powders with homogeneously coated La2O3 on their surfaces were synthesised by calcination of a precursor solution containing lanthanum nitrate and polyvinyl alcohol. Microstructural analysis revealed that composite powders can be successfully produced by the ultrasonic spray pyrolysis and polymeric additive solution route. The composite powder was consolidated by spark plasma sintering yielding a sound microstructure and high hardness. The fine grain size and increased density in composite were mainly attributed to the dispersion of oxide particles and to the enhanced sinterability by the formation of liquid-like phase. The increased hardness was discussed by the observed microstructural features.
Introduction
Tungsten (W) is considered as a promising candidate material for high-temperature applications due to its excellent properties, such as high melting point, high thermal conductivity and low thermal expansion coefficient [1,2]. However, although W is inherently strong, they do suffer from a major drawback, such as high ductile–brittle transition temperature, poor ductility and low fracture toughness, and recrystallisation brittleness [3,4]. In addition, the conventional powder metallurgy process requires high sintering temperature and relatively long holding time to achieve near full density [5]. These disadvantages make it difficult to shape tungsten and limit the applications of tungsten materials. Therefore, tungsten materials with required microstructure and excellent mechanical properties are highly desirable.
In this regard, W composites dispersed with nano-sized oxide particles have attracted much attention in that it can simultaneously improve the strength and ductility at room temperature and mechanical properties at high temperatures [6]. Among the oxide particles, rare earth oxides including Y2O3 and La2O3 are considered to be suitable additives due to their high melting point and high thermal stability [7–9]. Fine oxide particles may exist in the grain and grain boundaries of W. The oxide particles present in the W grains can pin down and accumulate dislocations, resulting in the enhanced mechanical properties. In addition, oxide particles dispersed at the grain boundaries can inhibit the grain growth by a retardation of grain boundary migration, finally leading to the refined grains [10]. However, till now the homogeneous dispersion of fine oxide particles is an important challenge to be solved in the fabrication of W composites.
With the recent progress in chemical processing, it is now possible to obtain desirable microstructures with homogeneous dispersions of oxide particles whose dimensions are nano-sized and which show unique mechanical properties. Liu et al. have manufactured a hierarchical microstructure in La2O3 dispersion-strengthened Mo alloys, via the development of a liquid–liquid mixing process that enables the control of grains and dispersions in a nanostructured regime [11]. Following this novel processing, a similar structure strategy is expected to be equally effective for tungsten alloys [12]. However, for many potential application or fabrication of high technology sintered materials, fine W particles with complex composition and controlled location of oxide particles should be prepared.
The ultrasonic spray pyrolysis (USP) technique is an interesting approach for large-scale producing various materials in a wide range of composition, size and morphology [13]. This method enables the fabrication of not only oxide particles but also metal particles by an additional hydrogen reduction process. In this regard, recent investigations led to the development of various fine particles, such as Co, Fe–Ni and W–Y2O3 [14–16]. However, there have been few studies for the synthesis of various oxide dispersed W composites by controlling their location.
Motivated by an interest in detailed microstructure control of the W composites, we investigate the feasibility of the synthesis of W powders with intra- and intergranular dispersion of Y2O3 and La2O3 nanoparticles. The nano-sized Y2O3 dispersed W powders were prepared by ultrasonic spray pyrolysis and hydrogen reduction. The composite powders with homogeneously coated La2O3 on their surfaces were synthesised by calcination of a precursor solution containing lanthanum nitrate and polyvinyl alcohol. The effects of nano-sized Y2O3 and La2O3 particles on the densification, microstructure and mechanical property of W were analysed.
Experimental procedure
The nano-sized Y2O3 dispersed W powders were prepared by ultrasonic spray pyrolysis and hydrogen reduction using Ammonium metatungstate hydrate ((NH4)6H2W12O40·xH2O, >85% WO3 basis, Sigma-Aldrich) and yttrium nitrate (Y(NO3)3·6H2O, 99.8%, Sigma-Aldrich). The distilled water was used for solution, and the concentration of the precursor solution is 0.1 mol L−1. The precursor solution, corresponding to W–1 wt-% Y2O3 in the final powder, was nebulised into microdroplets by ultrasonic energy with a frequency of 1.7 MHz. The aerosol droplets were carried out using a nitrogen gas with a flow rate of 2 L min−1 into a quartz tubular furnace heated to 700°C where solvent evaporation and precursor decomposition occurs, producing a WO3–Y2O3 composite. The obtained aerosol was passed through a filter paper with a pore size of 5–8 μm) to collect a powder. Finally, the composite powder was converted to W–Y2O3 by hydrogen reduction at 800°C for 1 h.
To fabricate the W–Y2O3 powder with homogeneously coated La2O3 on their surfaces, a precursor solution was prepared by dissolving lanthanum nitrate (La(NO3)3·6H2O, 99.99%, Sigma-Aldrich) with the fraction of 1 wt-% in the final composite powder in aqueous solution with 5 wt-% polyvinyl alcohol (Mw 85,000–124,000) [17]. As prepared W–Y2O3 powder was then mixed with the precursor solution and ball milled for 5 h at an ambient condition using high purity Al2O3 balls and solvents. Dried mixture was calcined for 5 h at 600°C in air and hydrogen-reduced at 800°C for 1 h to obtain W–1 wt-% Y2O3–1 wt-% La2O3 composite powder.
The composite powder was sintered at 1500 and 1700°C for 10 min in vacuum under a pressure of 30 MPa using spark plasma sintering (SPS, Sumitomo Coal Mining, Japan). This procedure was also used for pure W powders prepared by ultrasonic spray pyrolysis. Phase identification of the samples was performed by X-ray diffraction (XRD, Rigaku Denki Co., Japan) analysis, using Cu Kα radiation. The morphology of composite powder and microstructure of the sintered body were examined using field-emission scanning electron microscopy (FE-SEM, JEOL, Japan) and high-resolution transmission electron microscopy (HR-TEM, JEOL, Japan) equipped with an energy-dispersive X-ray spectroscopy (EDX). X-ray photoelectron spectroscopy (XPS, Thermo Fisher Scientific, USA) was performed to analyse the chemical binding of elements in the powder. Obtained XPS data were calibrated by setting the C 1s peak to 284.8 eV. The density of the sintered sample was measured using Archimedes’ principle in water, and the theoretical density was calculated by the law of mixture. Polished samples were subjected to Vickers microhardness testing with a load of 500 g and a dwell time of 10 s.
Results and discussion
The XRD profiles registered for the powder mixtures at different stages of processing are shown in Figure 1. The powder mixture prepared by ultrasonic spray pyrolysis at 700°C has the main peaks in the spectrum corresponding to WO3, and the peaks Y2O3 phase is also visible as a minor phase. After reduction at 800°C in a H2 atmosphere, the powder mixture was composed entirely of W. Considering the reported reduction behaviour [18], it is explained that WO3 can be completely reduced to metallic W by reduction condition used in this study. However, it should be noted that the meaning of XRD results is only restricted to the region of its resolution. If a very small volume of Y2O3 below the limit of X-ray resolution was formed, it cannot be detected.
XRD profiles of the powder mixtures at different stages of processing; (a) ultrasonic spray pyrolysis at 700°C and (b) hydrogen reduction at 800°C.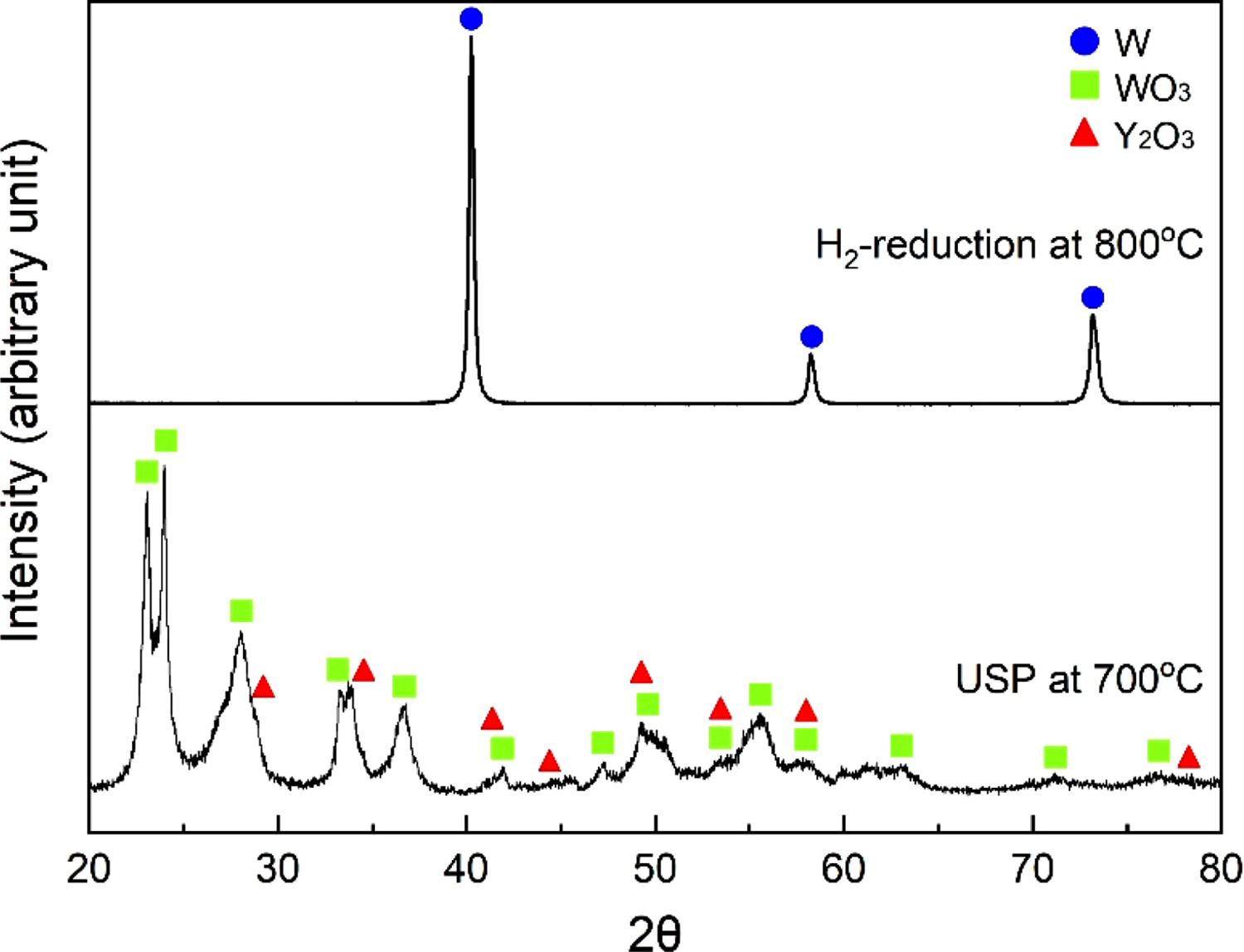
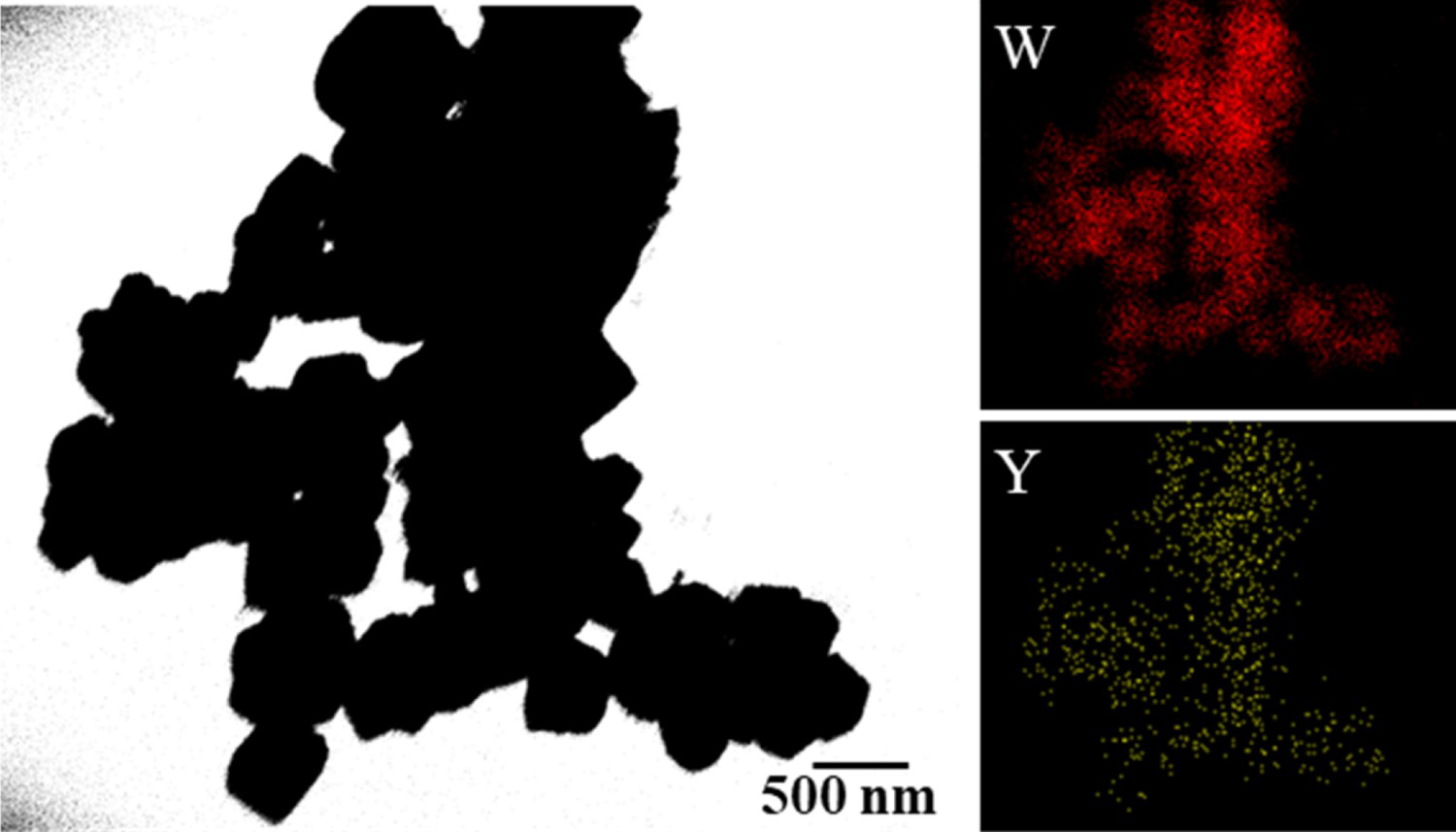
Figure 2 shows typical morphologies of powder mixture obtained in spray pyrolysis and H2 reduction treatment. As shown in Figure 2(a), spherical particles less than 1 μm in size were observed in the pyrolysed powder, whereas the H2-reduced powder in Figure 2(b) exhibited an angular shape in which nano-sized particles are distributed on the surface. For further characterisation of powder microstructure, TEM observation and EDX mapping were performed as shown in Figure 3. It clearly reveals that Y element is distributed homogeneously in composite powder. From these observations, it is suggested that ultrasonic spray pyrolysis and hydrogen reduction is useful for producing W powders with homogeneously dispersed ultra-fine Y2O3 particles.
SEM micrographs of powder mixtures from (a) ultrasonic spray pyrolysis and (b) hydrogen reduction. TEM–EDX analysis of powder mixture after hydrogen reduction at 800°C for 1 h.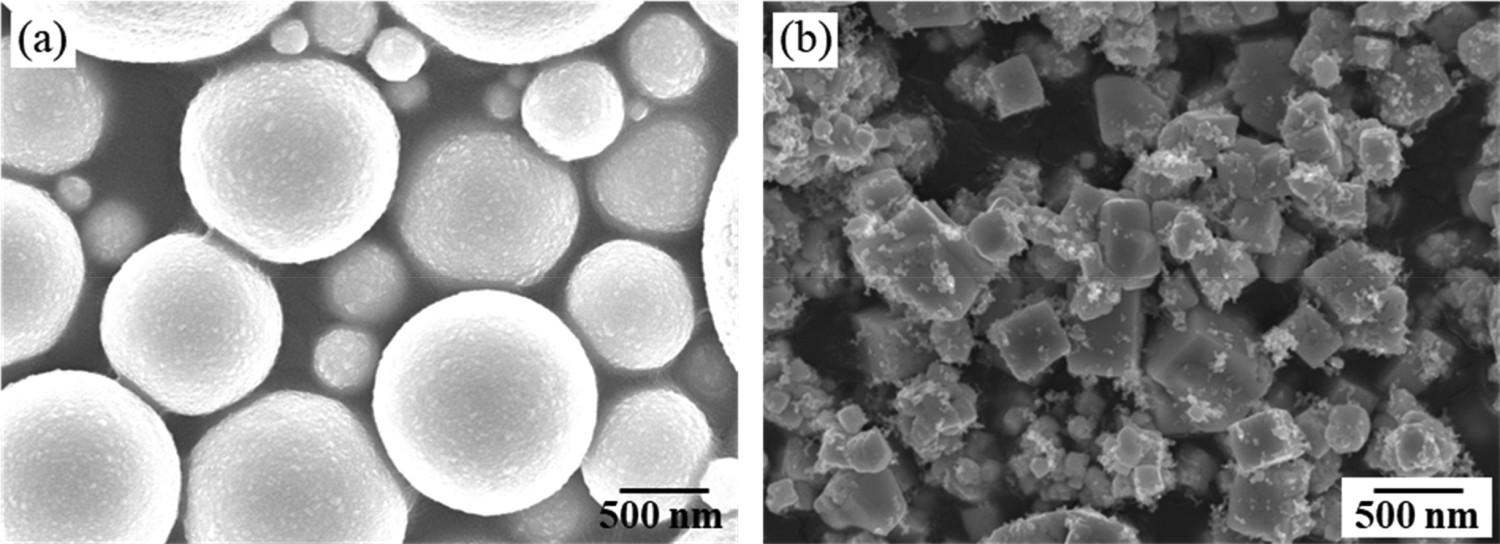
In order to fabricate W composite powders with homogeneously coated La2O3 nanoparticles on their surface, the mixture of W–Y2O3 powder and precursor solution, prepared by polymeric additive solution route, was calcined at 600°C for 5 h in air and H2-reduced at 800°C for 1 h. Figure 4(a) shows the typical TEM image for the H2-reduced powder in which the formation of fine particles on the surface of W–Y2O3 powders is clearly observed. The SAED pattern recorded from the composite powder can be indexed to the W, Y2O3 and La2O3, as shown in Figure 4(b). For a more detailed phase analysis, the chemical state of the synthesised powder and distribution of elements are investigated by XPS and EDX mapping.
TEM image and SAED pattern of H2-reduced W–Y2O3–La2O3 composite powder.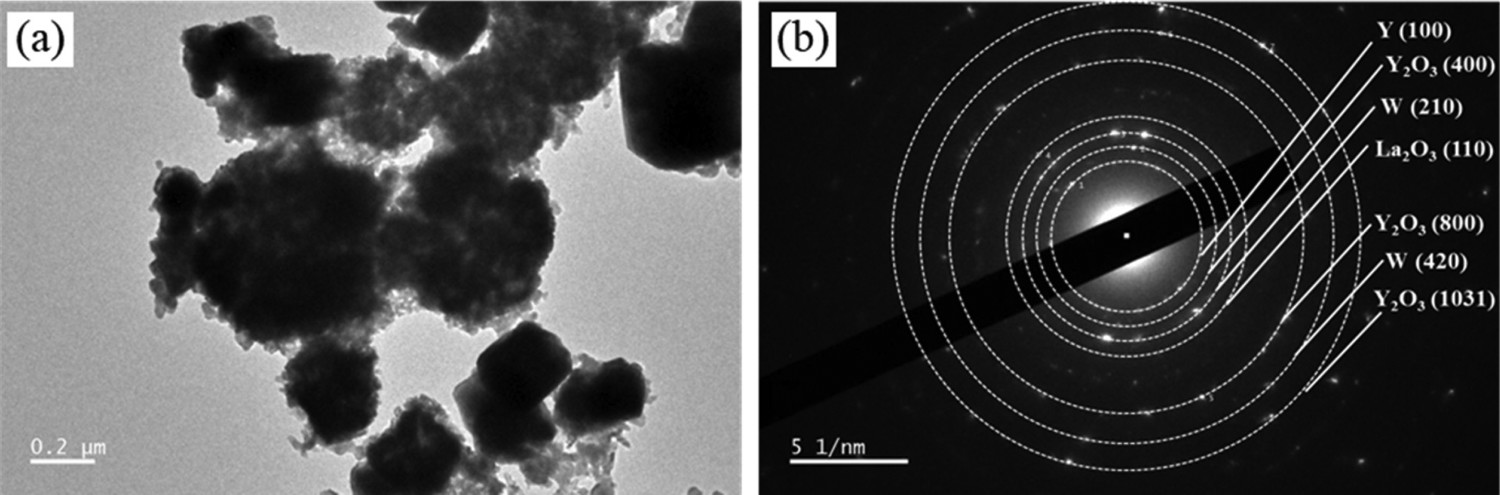
Figure 5 shows the wide-scan XPS spectrum and high-resolution narrow-scan spectra of W4f, Y3d, La3d and O1s core levels for the W–1 wt-% Y2O3–1 wt-% La2O3 composite powder. Peaks corresponding to the W, Y, La and O elements were clearly observed, and the observed peak at the binding energy of 284.8 eV corresponds to C1s and is due to adventitious hydrocarbons from the XPS machine itself. The typical XPS spectrum of W4f doublet at the binding energy of 31.6 and 33.7 eV represents for zero valence metal tungsten (W0). While the chemical binding energy of metal tungsten is mainly observed, peaks at higher binding energies (34.9 and 36.9 eV) are generally observed in WO3 indicating that trace amounts of metallic tungsten are bound with oxygen in the synthesised powder [19]. Meanwhile, the O1s spectra of the composite powders can be fitted to four peaks. The peaks with a binding energy of 530.3, 530.8 and 531.4 eV are corresponded to the oxygen atoms that form the WO3, La2O3 and Y2O3 [20,21]. Although a peak showing the bonding state of WO3 was observed, the intensity of the peak was not at a meaningful level when considering surface oxidation of the powder in the analysis process. The peak at 533.1 eV is attributed to oxygen in water molecules adsorbed on the sample surface.
XPS spectra of wide range, W 4f, La 3d, Y3d and O 1s regions for W–Y2O3–La2O3 powder.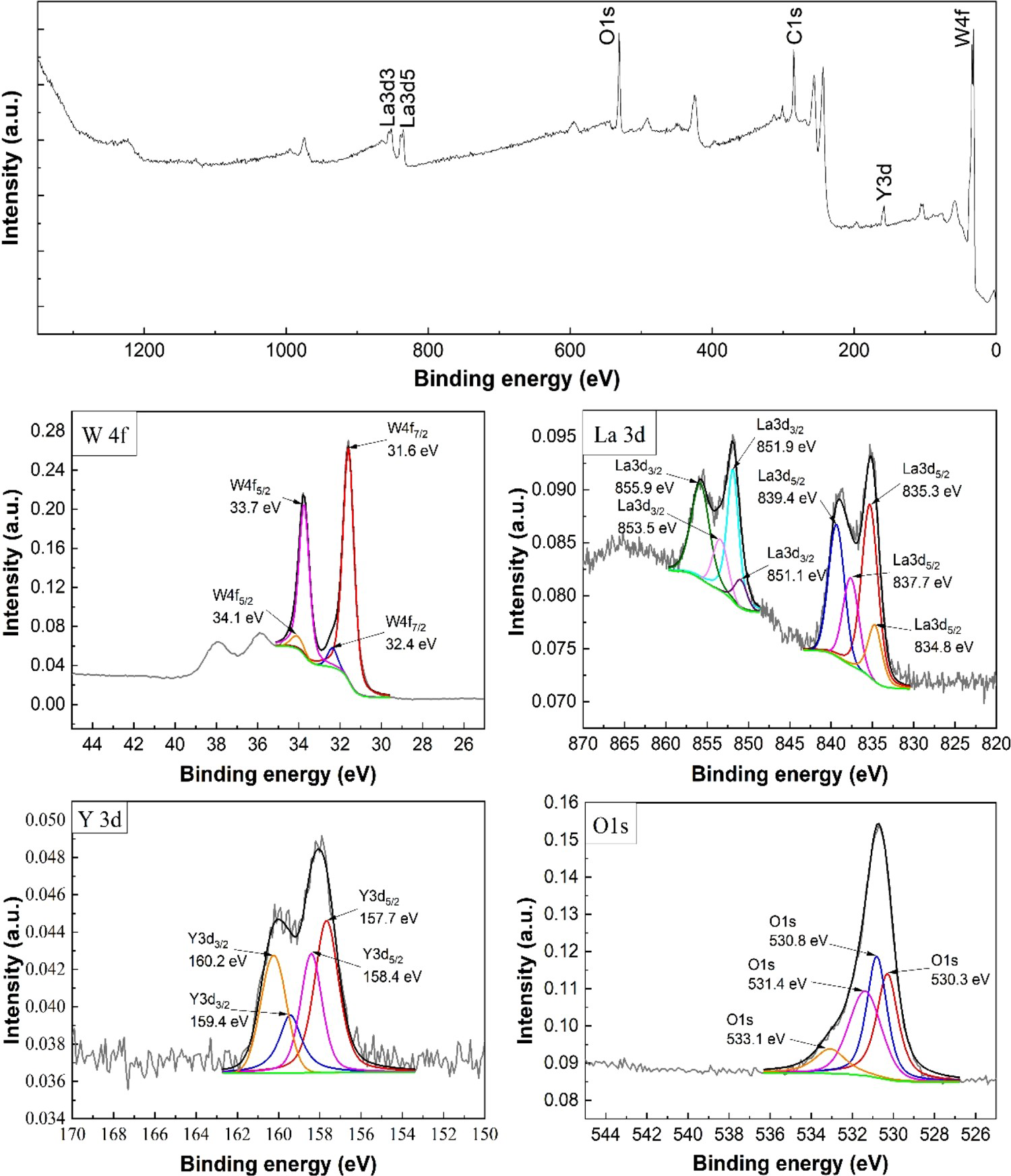
The XPS spectrum of Y3d is naturally split into two states (Y3d5/2 and Y3d3/2) by the spin–orbit coupling. The peaks located at 158.0 and 160.0 eV were observed and they correspond to Y3d5/2 and Y3d3/2 of Y2O3, respectively [20]. La3d doublet of La3d5/2 and La3d3/2 is at binding energies of 835.3 and 851.9 eV, corresponding to the La3+ state [21]. All XPS analysis results agree well with the SAED results in Figure 4(b). In addition, TEM–EDX analysis in Figure 6 clearly reveals that Y and La element are distributed homogeneously in composite powder. Thus, it is indicated that W composite powder with homogeneous dispersion of Y2O3 and La2O3 particles can be synthesised through ultrasonic spray pyrolysis and polymeric additive solution route.
TEM–EDX analysis of W–Y2O3–La2O3 composite powder after hydrogen reduction.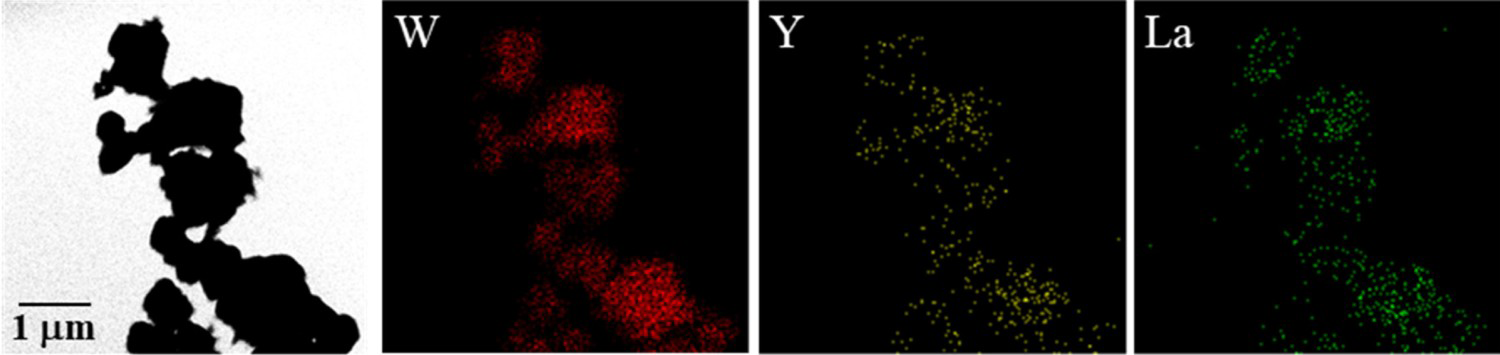
Relative density and Vickers hardness of pure W and W–1% Y2O3–1% La2O3 composite.
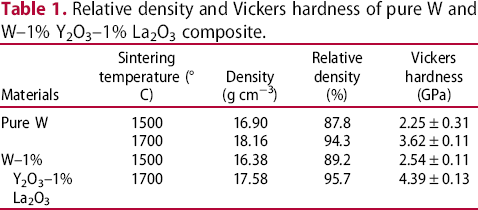
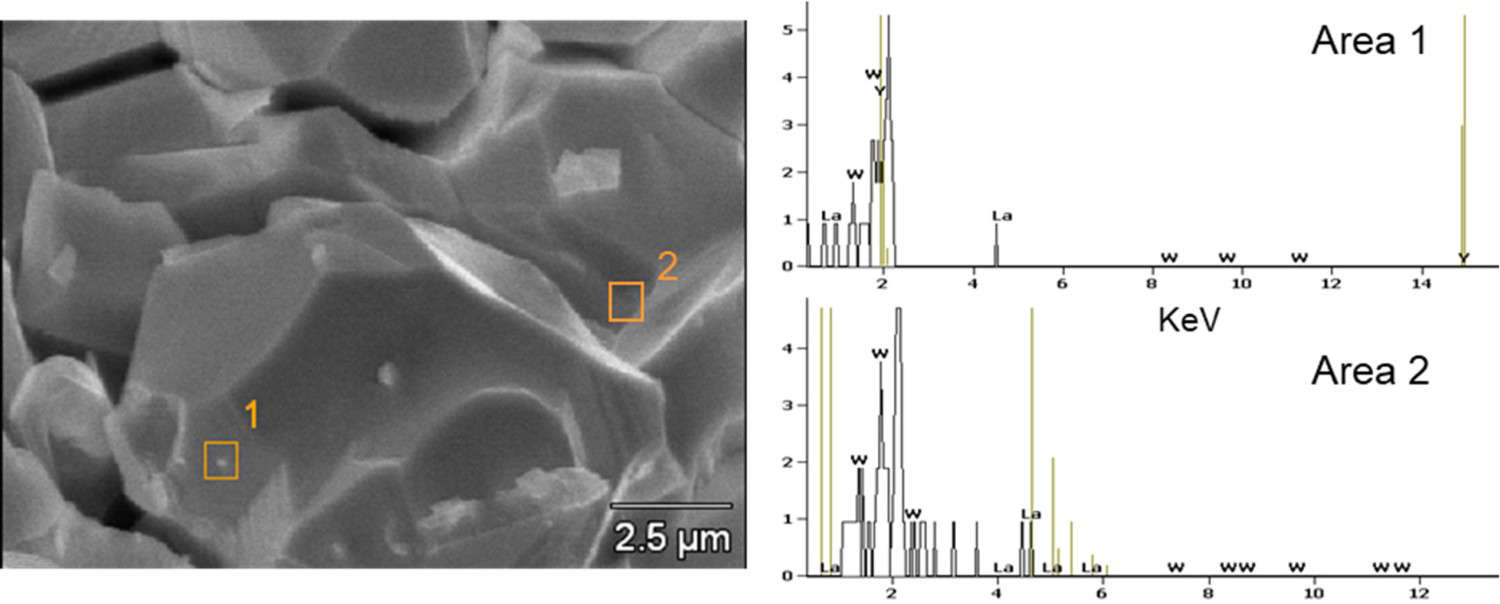
The Vickers hardness variance of pure W and composite with sintering temperature is also shown in Table 1. There is a progressive increase in hardness with increasing sintering temperature, which corresponded directly to the increased density. In addition, the W composites in which the oxide particles are dispersed exhibit a higher hardness value of 4.39 GPa. A comparison of composite with pure W, as shown in fracture surfaces of Figure 7, revealed that the marked grain refinement was achieved by the dispersion of oxide particles. Also, the distribution of La2O3 and Y2O3 at the grain boundaries of W can be characterised by the SEM image and EDX spectrum of a square marked part from the SEM image, as shown in the Figure 8. It is clear that the addition of oxide particles significantly inhibited grain growth of the W matrix, presumably by the pinning effect comprehensively described in the literature for composite systems containing the second phase [4]. The high hardness value of composites is, therefore, explained as being mainly due to the refinement of W grain and dispersion hardening.
SEM micrographs of the fracture surface of (a) pure W and (b) W–1% Y2O3–1% La2O3 composite, fabricated by spark plasma sintering at 1700°C for 10 min. SEM image and EDX analysis of different areas for the sintered composite.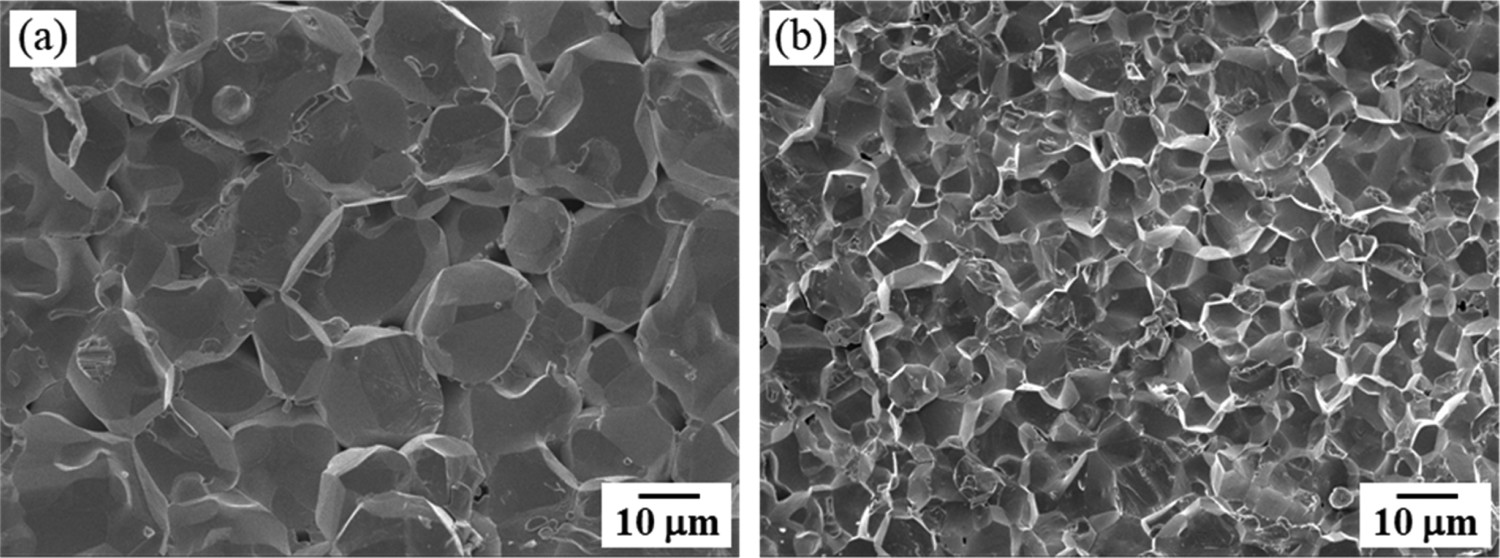
This study was focused on the synthesis and consolidation of W powders with homogenous dispersion of Y2O3 and La2O3 nanoparticles. The W–Y2O3 powders synthesised by the ultrasonic spray pyrolysis and hydrogen reduction showed fine particle size and homogenous distribution of Y2O3 with an average size of 20 nm. TEM and XPS analysis revealed that the composite powder with homogenously coated La2O3 particles on their surfaces can be successfully synthesised by the polymeric additive solution route. In comparison with pure W consolidate by spark plasma sintering, the relative density and Vickers hardness of W–1% Y2O3–1% La2O3 composite showed higher values. The enhanced sinterability is explained by the formation of liquid-like phase of W, Y and O. The hardness increase is mainly attributed to the grain refinement and dispersion of oxide particles. It is suggested that this study contributes a promising approach to fabricate W composite with homogeneous dispersion of oxide nanoparticles and enhanced mechanical properties.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).