
Abstract
Novel AlCuFeMnTi–X high-entropy alloy (HEA) powder mixture with individual X = Mg, Si, Zn was mechanically alloyed for 45 h and consolidated at 700°C by spark plasma sintering (SPS). The effect of the addition of Mg, Si and Zn was studied on the microstructural evolution, density and microhardness of the developed HEAs. The results demonstrated that milled HEAs were body-centered cubic (BCC) structured (BCC1 and BCC2). The BCC2 fraction was highest in AlCuFeMnTi–Zn followed by AlCuFeMnTi–Si. However, minor Ti, Si and intermetallic compounds (IMC) were observed in AlCuFeMnTi–Mg with BCC1 major phase. After SPS, the alloying improved, and BCC2-rich HEAs were observed for all compositions. An attractive hardness value was obtained in AlCuFeMnTi–Mg due to the dispersed Cu2Mg precipitates in the BCC2/BCC1 matrix followed by AlCuFeMnTi–Si and AlCuFeMnTi–Zn HEA, respectively.
Introduction
Advanced multicomponent alloys, so-called high-entropy alloys (HEAs), are the choice of material design in new automotive and aircraft components. The conventional approach of alloy design consists of alloying of single principle elements and minor additive elements, e.g. Al–4Cu, Al–12Si, Cu3Si, etc. However, HEAs involve five or more multi-principle elements each in 5–35 at.-% [1]. The alloy's physicochemical and mechanical properties are affected directly by all of the individual elements and show a cocktail effect of properties. The novel properties of these HEAs are believed to be due to a high configurational entropy which stabilises the alloy in solid solution structure and the formation of reaction compounds are restricted as discovered independently by Cantor et al. as well as Yeh et al. [2,3]. The maximum number of alloy systems can be possibly very large (≈10177) for 60 distinct combinations of elemental compositions [1,4]. Various HEAs developed in the past are Cantor HEAs based on Cr, Co and Ni for stabilising the solid solution phases. Some refractory-based TiZrHfNbTa hard Senkov HEAs are also available [5]. Lightweight alloys have also been researched in the past such as Al20Li20Mg10Sc20Ti30 and Al20Be20Fe10Si15Ti35 [6, 7]. However, most of these alloys contain either expensive or scarce elements which can make the commercialisation of these alloys very difficult. In addition, there is little research on low-density HEAs composed of Mg and Si which are important for weight reduction and fluidity in automotive components. Transition metals have been added with or without Al to improve strength but at the expense of the density which is in the vicinity of 7.0 g cm−3 [8].
There are certain limitations on the development of HEAs except for the high-density metal elements because it may not be easy to form a metastable single-phase due to the absence of stabilising elements such as Co, Cr and Ni. Second, light metals such as Mg and Al added for weight reduction have low melting points which can be selectively remelted during the process making it difficult to form a normal single-phase [9]. Popular HEAs produced by arc melting or casting have shrinkage and porous microstructural defects. Various annealing and thermal treatments are needed to eliminate the pores [10–12]. In contrast, advanced powder metallurgy methods can effectively control the microstructure through the mechanical alloying of powders and SPS approach [13]. Also, high to low melting point elements can be alloyed successfully [12, 14].
In this work, we use mechanical alloying of powders (Al, Cu, Fe, Mn, Ti and Mg, Si, Zn) followed by SPS. Al, Cu and Ti was chosen to replace expensive Co, Cr and Ni from standard Cantor HEA. Ti is lighter than Co, Cr and Ni but similar in size to Mn and Fe. We added the selected elements X = Mg, Si and Zn individually in the AlCuFeMnTi HEA. Si is advantageous for stabilisation because its atomic size (0.132 nm) is similar to Cu (0.128 nm), Mn (0.127 nm), Fe (0.126 nm) and Ti (0.147). In addition, Si is a major component in Al–Cu alloys to impart fluidity during microjoining [15]. Zn is a heavy metal and is a fourth period element similar to popular Cantor HEA elements (CoCrFeMnNi) [2, 3]. To prepare lightweight HEAs, authors have used various light elements in the past, such as Li, Be, Sc and heavy elements like V, Zn, etc. [6–8]. Most of these elements are either toxic or expensive elements to be used for commercialisation. Therefore, unlike previous reports, we aim to avoid toxic or scarce elements in our HEA and at the same time combine popular light elements with a few cheaper and heavy elements to reduce the overall cost of the final HEA. Therefore, in this study, efforts were made to study the alloying behaviour of low-density HEA by combining light elements (Mg, Ti, Al and Si) with heavy elements (Mn, Cu, Fe and Zn). Further, we studied the effect of X = Mg, Si, Zn on microstructure, hardness and density of the developed HEAs.
Experimental details
Materials and methods
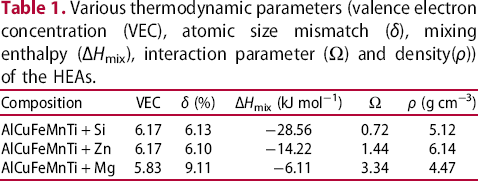
Various thermodynamic parameters (valence electron concentration (VEC), atomic size mismatch (δ), mixing enthalpy (ΔHmix), interaction parameter (Ω) and density(ρ)) of the HEAs.
Mechanical alloying and SPS
Dry mechanical alloying of powders was done in a planetary high-energy ball mill (RETSCH PM-400, Germany). The stainless-steel ball-to-powder ratio was selected as 10:1 based on prior research [8]. The powder mixtures were milled at 300 rev min−1 for 45 h in Ar atmosphere. The consolidation of milled HEA powders was done by SPS (SPS, Dr. Sinter Lab, Japan) at 700°C and 30 MPa for 8 min. A sintered body of Ø20 mm diameter and 6 mm height was prepared.
Microstructure and properties
X-ray diffraction machine (XRD, Rigaku Miniflex-200, Japan) was used to analyse the phases in HEAs. In addition, the microstructure was observed using a scanning electron microscope (SEM, Hitachi 4800S, Japan) and composition was studied using an energy dispersive X-ray spectrometer (EDS, INCA Oxford). The average microhardness of the developed HEAs was determined by a Vickers hardness tester (Mitutoyo HM200, Japan) at a load of 100 gf for 10s. The relative density was determined from the measured and theoretical density of the developed HEAs [8,13].
Result and discussion
Phase evolution in powder HEA
The various XRD peaks confirm the presence of BCC structured HEAs irrespective of the compositions (Figure 1). The major peaks are attributed to BCC1 and BCC2 in all the HEAs. Few minor elemental segregations in the form of Ti and Si as well as IMCs (Cu2Mg) also exist in AlCuFeMnTi–Mg HEA (Figure 1(a)). The intensity of the BCC2 peak is highest in AlCuFeMnTi–Zn followed by AlCuFeMnTi–Mg. While a similar phase fraction of BCC1 and BCC2 was seen in AlCuFeMnTi–Si HEA (Figure 1(b)). In Mg-based HEA, Cu2Mg was produced due to the diffusion of Cu/Mg pair with milling time [16].
(a) XRD patterns of AlCuFeMnTi–X (X = Mg, Si, Zn) HEAs milled for 45 h and (b) magnified view of (a) showing BCC1 and BCC2 phases.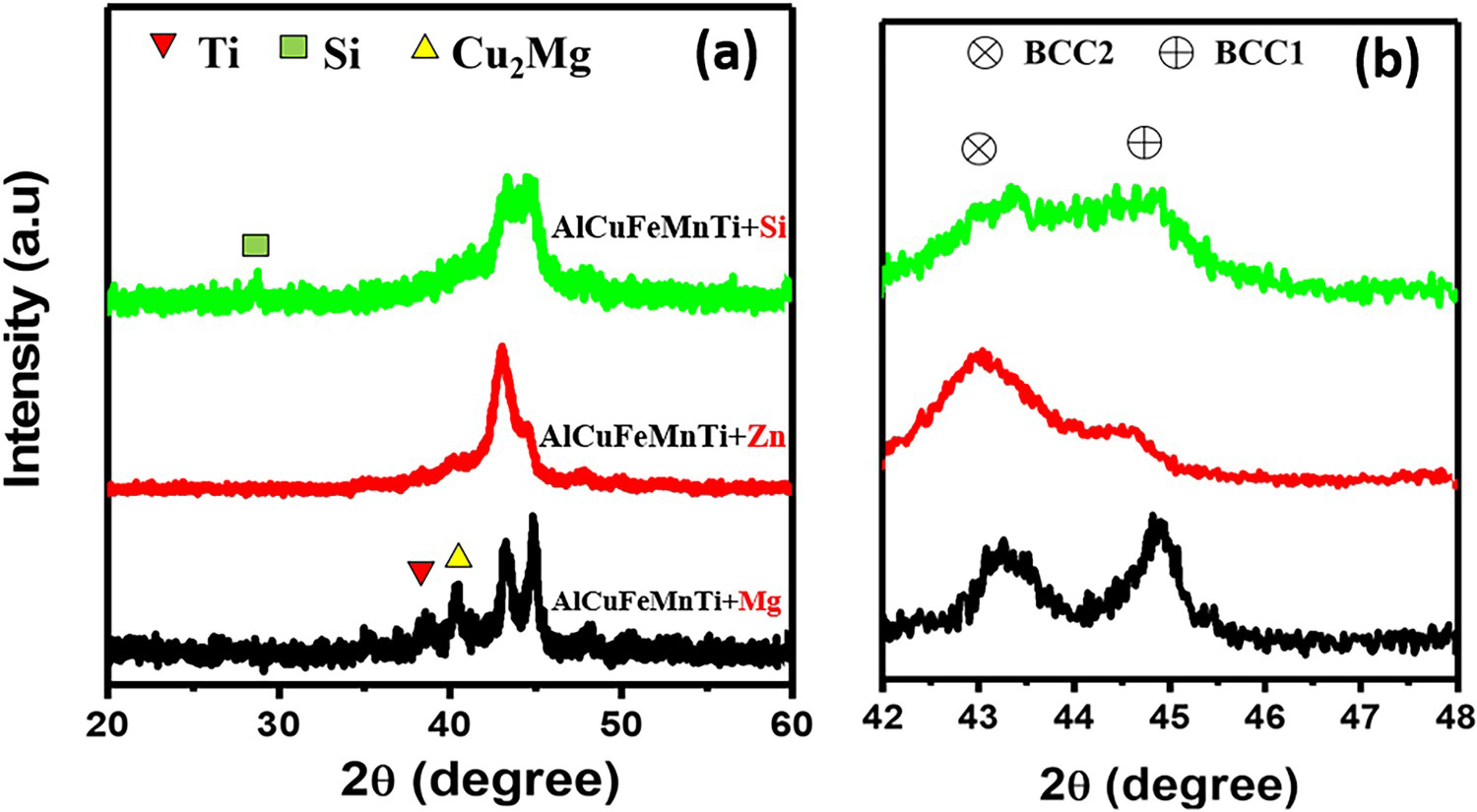
The atomic size of Mg is larger compared to other elements which intensify lattice distortion and separation of BCC1/BCC2 causing precipitation of Cu2Mg. The alloying of Ti was not complete enough due to its higher melting point and lower diffusion coefficient in the solid state [17, 18]. Besides, Ti has relatively high mechanical strength and has a slower cold-welding speed as compared to other elements. For AlCuFeMnTi–Si HEA, BCC1 and BCC2 phases were formed even though Ω was less than 1.1 but VEC < 6.67 (Table 1). For BCC HEA, the solid solution phase is stable when Ω ≥ 1.1, VEC ≤ 6.67 and δ ≤ 6.6%. It means VEC criteria are followed strongly over the interaction parameter (Ω) criteria in these HEAs [19].
Phase evolution in SPSed HEA
Figure 2 shows the XRD results of the SPSed HEAs at 700°C. The alloy remained BCC structured even after SPS. The phase fraction of BCC2/BCC1 improved considerably in all the HEAs. Most of the Si was disappeared and phase stabilisation occurred in AlCuFeMnTi–Si HEA. The peak of Cu2Mg also depressed showing its slight dissolution in the matrix in AlCuFeMnTi–Mg HEA. The plane indices of BCC1 and BCC2 peak near 42° and 44° are (110). There is an additional intense peak of Ti element is also found in AlCuFeMnTi–Mg HEA as compared to Si and Zn-containing HEAs. The reason may be due to the highest melting point of Ti as compared to individual constituents. The elements with a high melting point will have a smaller diffusion coefficient in the solid state and vice versa [8]. Additionally, if we compare the atomic size of all the elements, Mg has a higher atomic radius than other elements (Mg: 0.160 nm, Al:0.143 nm, Cu:0.127 nm, Fe:0.124 nm, Mn: 0.127 nm, Ti:0.147 nm, Zn:134 nm, Si: 0.132 nm). High atomic radius induces a high value of atomic size mismatch (δ = 9.11, Table 1) in Mg-containing HEA while it is very small for Si- and Zn-containing HEAs (δ ≈ 6.1). A higher lattice distortion leads to poor mobility of low diffusing species and hence additional peak of Ti is observed in Mg-containing HEA.
XRD patterns of SPSed AlCuFeMnTi–X (X = Mg, Si, Zn) densified at 700°C.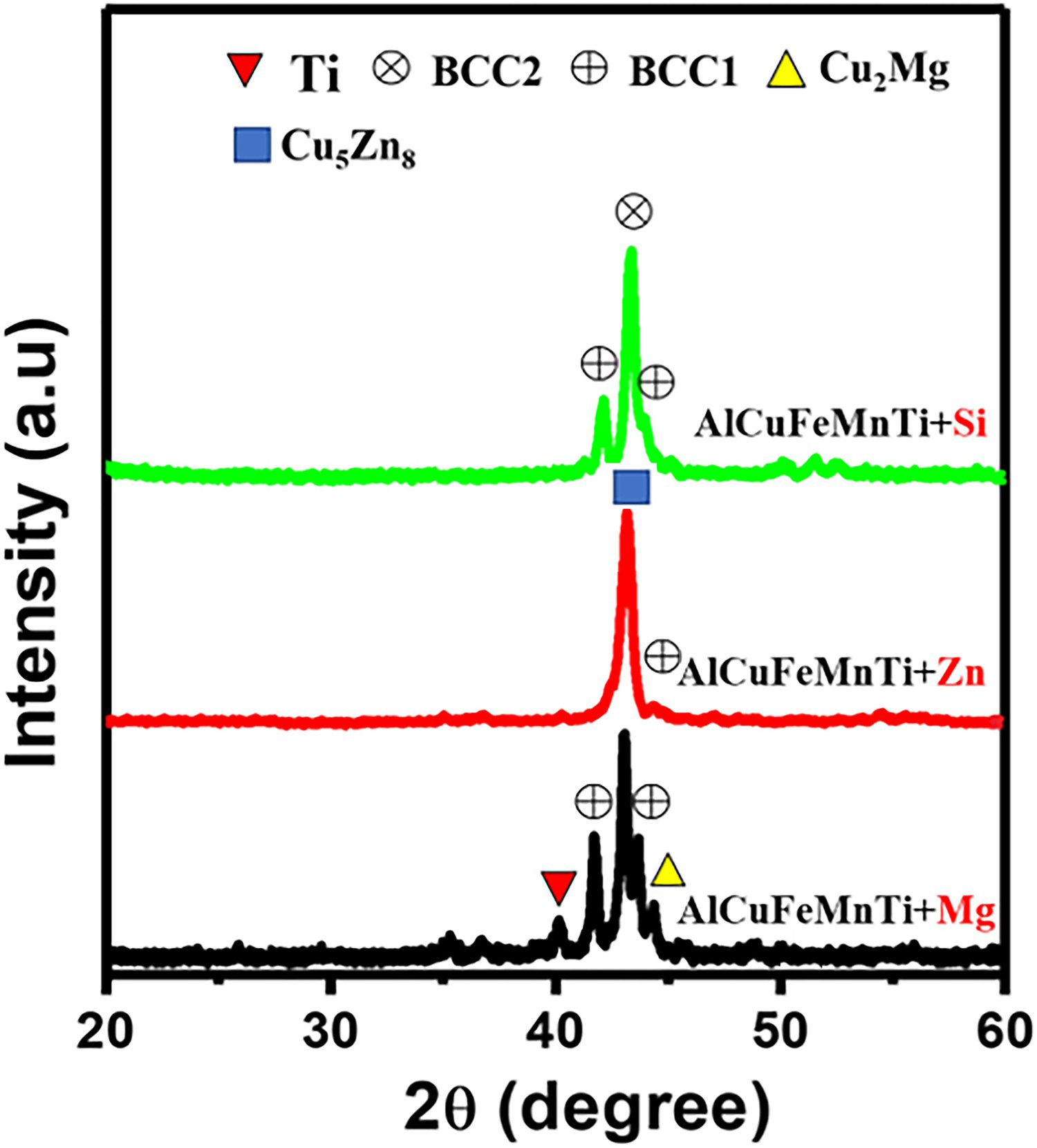
In contrast, a BCC2 phase and a complex cubic Cu5Zn8 (γ-brass) were formed in AlCuFeMnTi–Zn HEA. It seems that the addition of heavy metal Zn promoted BCC2 phase formation. Addition of Zn has been shown to stabilise the solid solution phase. The highly negative binary mixing enthalpies in this HEA are −8 kJ mol−1 for Cu-Ti and −5 kJ mol−1 for Cu–Zn. Also, the atomic size of Zn (0.133 nm) is higher than Cu (0.128 nm), therefore, Cu atoms can diffuse into Zn forming Cu5Zn8 more easily due to its higher diffusivity as compared to other constituents [20, 21].
Microstructural investigations
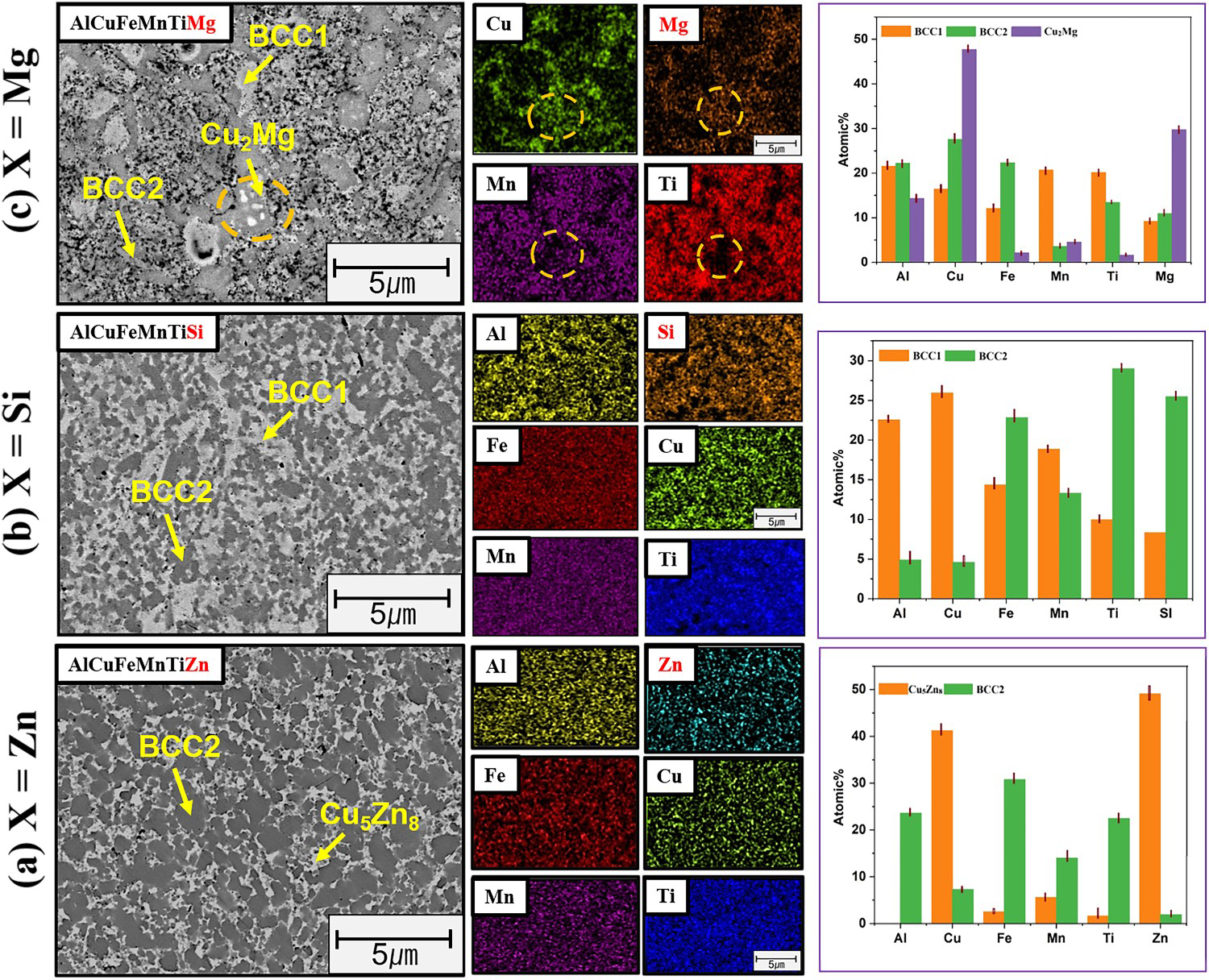
The backscattered SEM images of AlCuFeMnTi–X (Mg, Si, Zn) HEAs powder milled for 45 h is shown in Figure 3(a–c). Big chunks of composite HEA powder were seen irrespective of the composition of HEAs. The alloyed composite structure was rather finer in AlCuFeMnTi–Mg as compared to those of AlCuFeMnTi–Si and AlCuFeMnTi–Zn. All the elemental powders were alloyed reasonably well. A well-defined high-entropy solid solution phase was confirmed in all the samples as seen from the respective EDS mapping analysis. The morphology of the powder AlCuFeMnTi–X (Mg, Si, Zn) HEAs was also further examined after SPS treatment. The microstructures of AlCuFeMnTi–X (Mg, Si, Zn) HEAs SPSed at 700°C are shown in Figure 4(a–c). The corresponding average atomic fractions of each phase are also plotted besides the SEM images. Distinct light and dark regions are found which consist of BCC1 and BCC2 phases as shown (Figure 4(a,b)). The EDS mapping of the HEAs also supports the formation of BCC1/BCC2 phases in the matrix. The globular particles in white correspond to the Cu2Mg IMCs in Figure 4(c). The atomic fraction plot of various HEAs shows that the addition of Mg and Si results in the formation of Al-rich BCC1 (21.54%Al, 16.42%Cu, 12.07%Fe, 20.68%Mn, 20.11%Ti and 9.18%Mg), while Cu-rich BCC2 phases (27.57%Cu, 22.23%Al, 22.31%Fe, 3.56%Mn, 13.40%Ti and 10.93%Mg) and Ti-rich BCC2 (29.00%Ti, 25.47%Si, 22.84%Fe, 13.29%Mn, 4.88%Al, 4.59%Cu) were formed in Mg- and Si-containing HEAs. Also, the atomic ratio of the Cu2Mg phase was 2:1 as shown by the two major peaks in the atomic fraction plot (Figure 4(c)). Owing to the difference in atomic size, Mg cannot be completely dissolved in the BCC phase, and alloying proceeds preferentially with Cu [16]. In contrast, AlCuFeMnTi–Zn HEA forms Zn rich (white, Cu5Zn8) (41.21%Cu, 49.08%Zn, 5.58%Mn, 2.51%Fe, 1.62%Ti) and Fe-rich BCC2 (30.76%Fe, 23.62%Al, 22.46%Ti, 13.98%Mn, 7.29%Cu, 1.90%Zn) were formed as also consistent with XRD results. The formation of Cu5Zn8 IMCs occurs due to the high diffusivity of Zn in Cu as compared to other elements [20, 21].
SEM-EDS images of the AlCuFeMnTi-X HEAs HEAs milled for 45 h. (a) X = Zn, (b) X = Si and (c) X = Mg. SEM-EDS images of the AlCuFeMnTi-X HEAs consolidated at 700°C. (a) X = Zn, (b) X = Si and (c) X = Mg.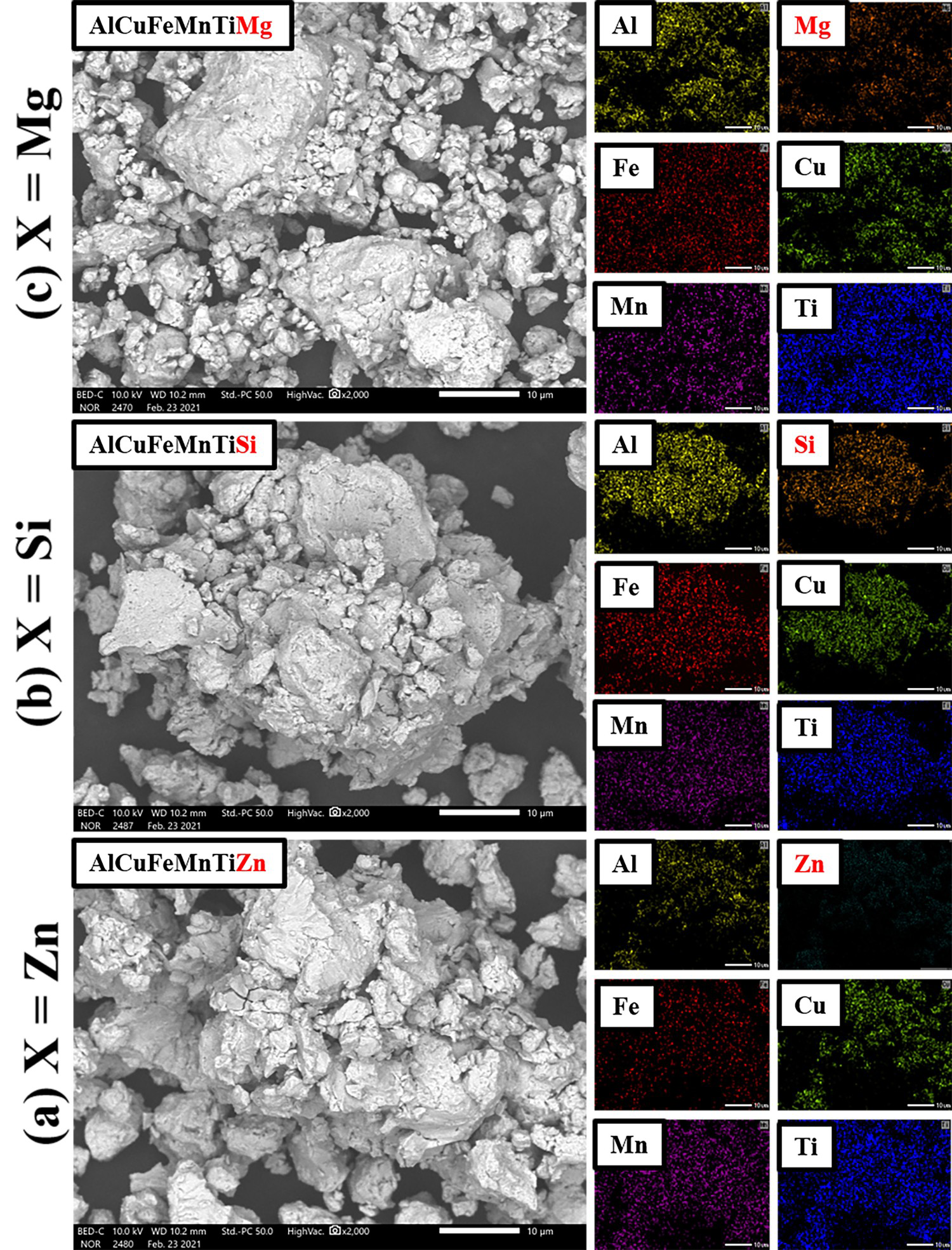
Microhardness and density
The microhardness and relative densities of the various AlCuFeMnTi-X HEAs are shown in Figure 5. It was found that the microhardness of the AlCuFeMnTi–Mg was the highest (≈768 HV) as compared to that of AlCuFeMnTi–Si (≈735 HV) or AlCuFeMnTi–Zn (≈654 HV). The relative density of the HEAs also follows the same order as microhardness being highest for X = Mg followed by X = Zn and Si, respectively (Figure 5(a)). A high hardness in AlCuFeMnTi–Mg HEA is due to the higher atomic radius of Mg (0.160 nm) than other elements (Al:0.143 nm, Cu:0.128 nm, Fe:0.126 nm, Mn: 0.127 nm, Ti:0.147 nm, Zn:0.134 nm, Si: 0.132 nm). High atomic radius induces the largest lattice distortion in the crystal. This is also supported by the highest δ value (9.11) for Mg-added HEA as compared to ≈ 6.1 for Si- and Zn-containing HEAs. Besides, the presence of Cu2Mg and fine Ti particles also contribute to the dispersion hardening of the HEA matrix considerably [8,22]. After comparing the indentation marks for all the cases, few minor cracks were noticed across the indentation edge, while there were no cracks noticed for Si and Zn- HEA (Figure 5(b)). It is noted that a high amount of Cu2Mg and Ti particles may also initiate cracks at higher loads. The microhardness value was improved due to the presence of BCC1 and BCC2 phases and dispersed Cu2Mg and Ti particles in the HEA matrix. The dispersion of these precipitates causes grain size reduction and precipitation hardening of the HEA matrix. The measured densities of the various AlCuFeMnTi–X (Mg, Si, Zn) HEAs are shown in Table 1. The density of Mg-containing HEAs was 4.47 g cm−3 as compared to 5.12 and 6.14 g cm−3 for Si- and Zn-containing HEAs. The density of Mg-containing HEA is quite low as compared to other HEAs in this study. It can be noted that an increased amount of Cu2Mg and Ti particles might result in an increased porosity and lowering in material density due to their severe segregation. The pores may be created during the SPS process as a result of Mg-loss in the microstructure [8] and lowering in density (Table 1). Therefore, it can be concluded that the microstructure, density and mechanical properties can be controlled by a combination of light and heavy elements in AlCuFeMnTi–X HEAs in this study.
(a) Microhardness and relative density of the AlCuFeMnTi-X HEAs and (b) Indentation images of Mg, Si and Zn containing HEAs after Vickers microhardness tests.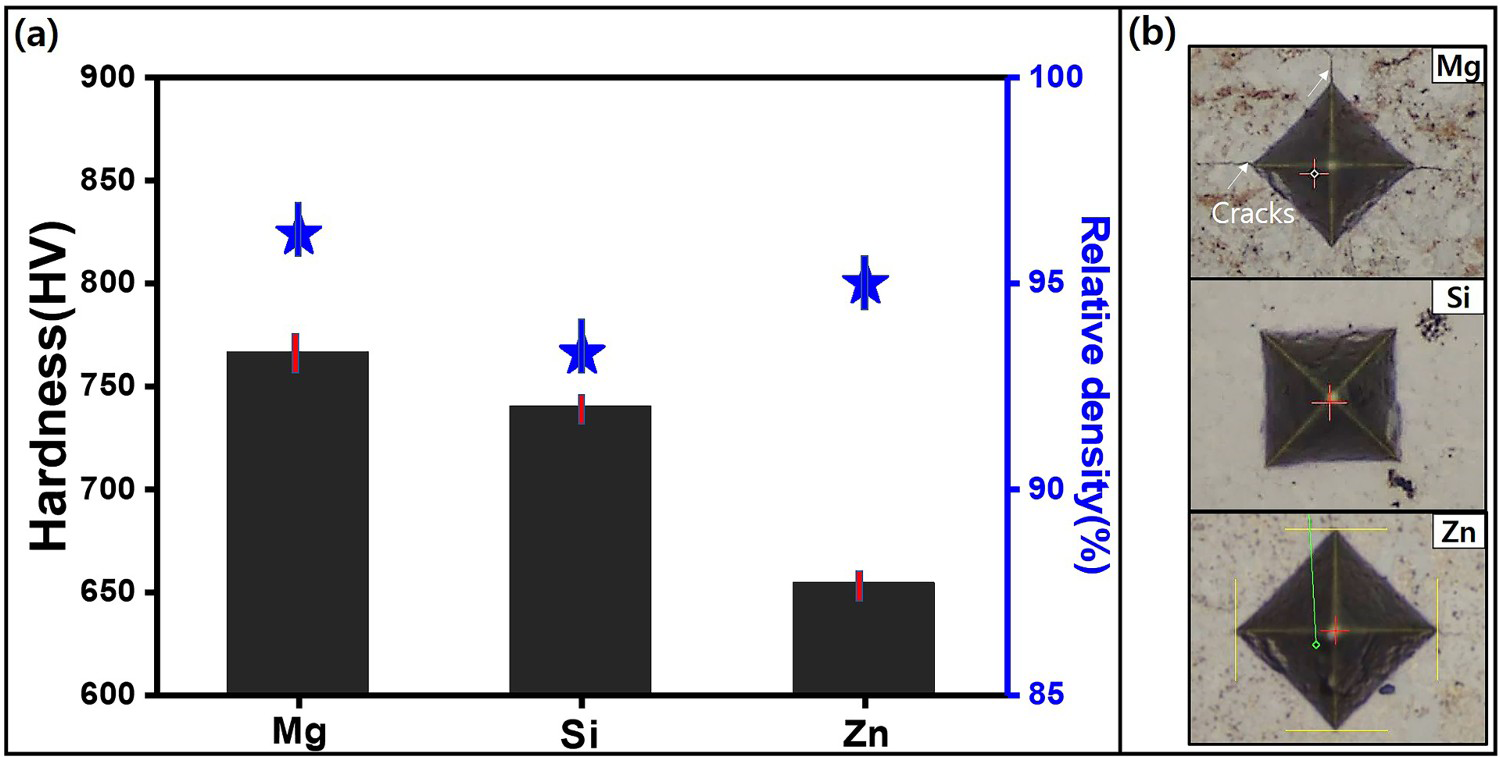
Conclusions
The effect of light and heavy metals in AlCuFeMnTi HEA was studied by mechanical alloying of powders for 45 h and SPS at 700°C. The milled HEA consisted of major BCC1 and BCC2 phases except the unalloyed Ti, Si and precipitated Cu2Mg in Mg-containing HEA. The SPS process improved the alloying and increased the BCC phase fraction. For AlCuFeMnTi–Si HEA, BCC1 and BCC2 phases were formed. In AlCuFeMnTi–Zn, the BCC2 phase was prominent after SPS and γ-Cu5Zn8 brass was observed that may be due to the high diffusivity of Zn towards Cu. It was found that the addition of Mg and Si promotes the BCC1 while the addition of Zn increases the BCC2 phase fraction. The microhardness of HEAs was highest when Mg is added followed by Si and Zn. Thus, the density and mechanical properties of the AlCuFeMnTi HEAs can be tailored by the addition of suitable light and heavy metals.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).