
Abstract
ABSTRACT
The eutectic FeNiCoCrTi0.6Nb0.4 high-entropy alloy coating (HEAC) is annealed in Argon at 450°C, 850°C and 1050°C to investigate the thermal stability. The results show that annealed coatings are all composed of BCC solid solution and Laves phase with no production of new phases. The fine eutectic cells can be maintained at a higher temperature in that continuous intracellular coarsening does not occur until annealing at 1050°C. With the increase of annealing temperature, the microhardness and wear resistance of FeNiCoCrTi0.6Nb0.4 coating increase first and then decrease slightly. Especially, the microhardness of FeNiCoCrTi0.6Nb0.4 annealed at 1050°C is only 6.03% lower than that of unannealed one, and the wear rate is only 10.70% higher than that of unannealed one, which strongly indicates that eutectic FeNiCoCrTi0.6Nb0.4 HEAC has excellent thermal stability and can be well applied in high-temperature environments.
Keywords
Introduction
With the rapid development of industry and agriculture, the service requirements to be met by structural parts have evolved from a single working condition to the complex and integrated environments [1], which requires structural parts to simultaneously possess excellent properties such as high hardness, wear resistance and high-temperature stability.
In recent years, high-entropy alloy (HEA), containing at least five equiatomic or near-equiatomic elements, has become a hot spot in the industry [2]. The HEA with special effects of high-entropy, hysteresis diffusion, lattice distortion and cocktail has been extensively studied to discover its excellent physical, chemical and mechanical properties [3–7]. Researches [8,9] show that high-entropy characteristic makes HEAs easier to get simple solid solutions instead of intermetallic compounds. However, it seems that HEAs with a single solid solution cannot meet the requirements of high hardness and wear resistance. Therefore, some HEAs with both solid solution and second phase have been developed to simultaneously guarantee the high plasticity and strength [10,11]. Particularly, the microstructure of HEAs is usually fine and relatively stable due to the intrinsic hysteresis diffusion. The literature [12] shows that AlCrFeNiMo0.2 HEA, composed of BCC solid solution and B2 intermetallic compound, produces a σ phase after annealing at 750°C–950°C for 6 h. The CoCrFeNiMo HEA annealed at 900°C for 1 h precipitates σ and μ phases from FCC solid solution, which results in the increase of brittleness [13]. The CoCrFeNiMn HEA, containing a certain amount of carbon, precipitates the M7C3 carbides after annealing at 800°C, which causes significant annealing hardening [14]. The 6FeNiCoCrAlTiSi HEAC annealed for 5 h under 1150°C produces lots of TiSi, some TiSi2 and little unknown phases. Additionally, the microstructure of 6FeNiCoCrAlTiSi is coarsened significantly, which reduces the hardness and affects the mechanical properties to a certain extent [15]. The above researches indicate that annealing will cause the precipitation of microstructure and the change of properties. Thus, it is essential to study the thermal stability of HEAs systematically, which will play a strong guiding role in the application of HEAs in mechanical engineering, aerospace and other fields.
The eutectic FeNiCoCrTi0.6Nb0.4 high-entropy alloy coating (HEAC) was synthesised by laser cladding in this study, whose thermal stability is an important index of structural materials was systematically researched. Specifically, the evolution of phase and microstructure, the mechanical properties and strengthening mechanism, the friction characteristics and wear-resistant mechanism of FeNiCoCrTi0.6Nb0.4 coating after annealing at 450°C, 850°C and 1050°C have been deeply investigated.
Materials and methods
The Co, Cr, Nb, Fe, Ti and Ni powders purchased from Aladdin were used to synthesis the FeNiCoCrTi0.6Nb0.4 powder. The purity, size and molar content of raw powders are shown in Table 1. Those powders were mixed thoroughly by a planetary ball mill filled with argon as protective gas. The milling parameters were set as the rotation speed of 500 rev min−1, the mixing time of 2 h and the mass ratio of ball to material is 10:1. Afterward, FeNiCoCrTi0.6Nb0.4 powder was dried in a vacuum oven at 100°C for 2 h, and the morphology of FeNiCoCrTi0.6Nb0.4 powder is displayed in Figure 1.
The morphology of FeNiCoCrTi0.6Nb0.4 powder. The purity, size and molar content of raw materials.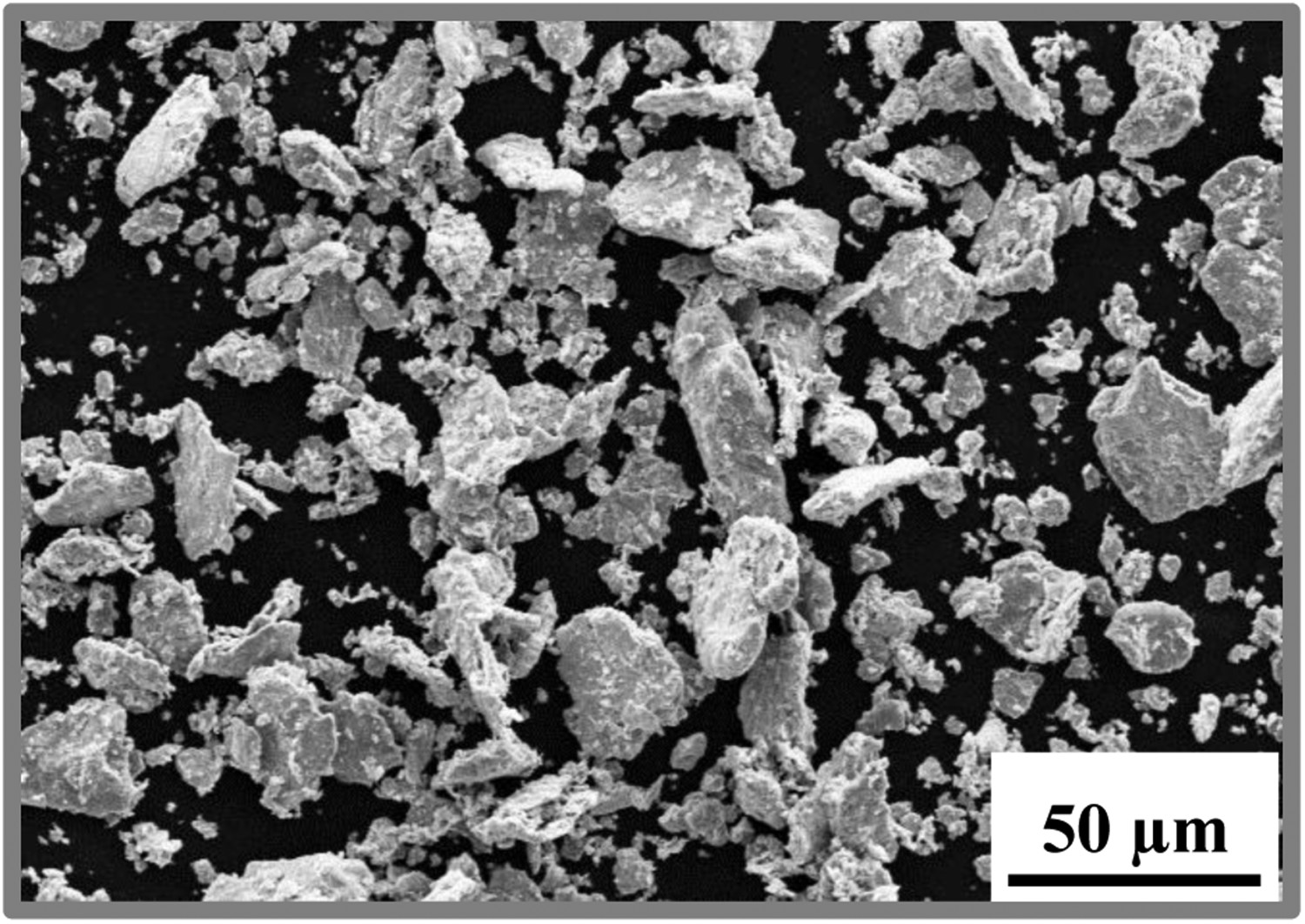
The chemical composition of 45 steel (wt-%).

The laser cladding was conducted on TruDisk12003 disk-type solid-state laser equipment (wavelength 1030 nm). The schematic diagram of laser cladding is illustrated in Figure 2. The FeNiCoCrTi0.6Nb0.4 powder bed with the thickness of 1 mm was preplaced on the substrate before laser cladding. The Argon with a flow rate of 20 L min−1 was applied to protect the coating from oxidation. The optimised cladding parameters were set as follows: laser power 1300 W, scan speed 6 mm s−1 and spot diameter 3 mm. The annealing treatment was carried out at 450°C, 850°C and 1050°C for 5 h in Argon.
The schematic diagram of laser cladding.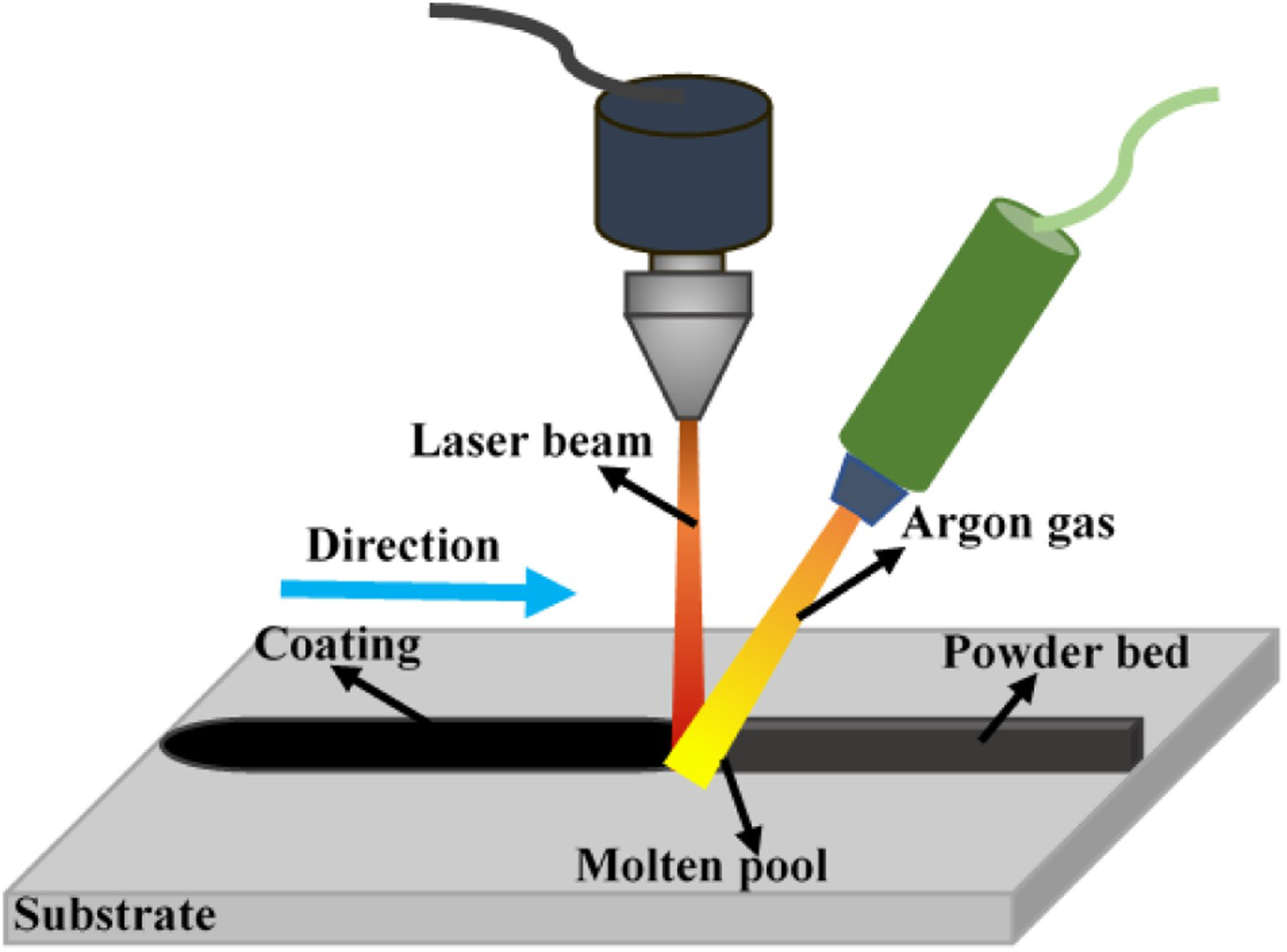
The metallographic samples of cross section of coatings were obtained using bonding wire electrode cutting (WEC). The phases were identified by Bruker D8 Advance X-ray diffraction (XRD) using Cu radiation target at 40 kV and 40 mA with the scanning speed of 2° min−1 from the 2θ of 30°–90°. The optical microscopy (OM) and the Hitachi Se4800 Field Emission Scanning Electron Microscope (FESEM) equipped with Bruker Quantaxe400 Energy Dispersive Spectroscopy (EDS) were employed to characterise the cross-sectional morphology and microstructure.
The parameters of wear tests.

Macroscopic states
The typical macro-morphology of central part of cross-sections and the line scan results are shown in Figure 3. The coatings are free of pores and cracks. The content of each element presents a continuous transition at the interface, and the elements in coating exist inside the substrate in a low and stable concentration, which suggests that good metallurgical bonding is formed between coating and substrate. In addition, as annealing temperature increases, the fluctuation of line scan curves increases, signifying a certain degree of segregation in FeNiCoCrTi0.6Nb0.4 after annealing, which is closely related to the stability of microstructure at higher temperature.
The line scan results of cross section of coatings: (a) as-solidified, (b) after annealing at 450°C, (c) after annealing at 850°C, (d) after annealing at 1050°C.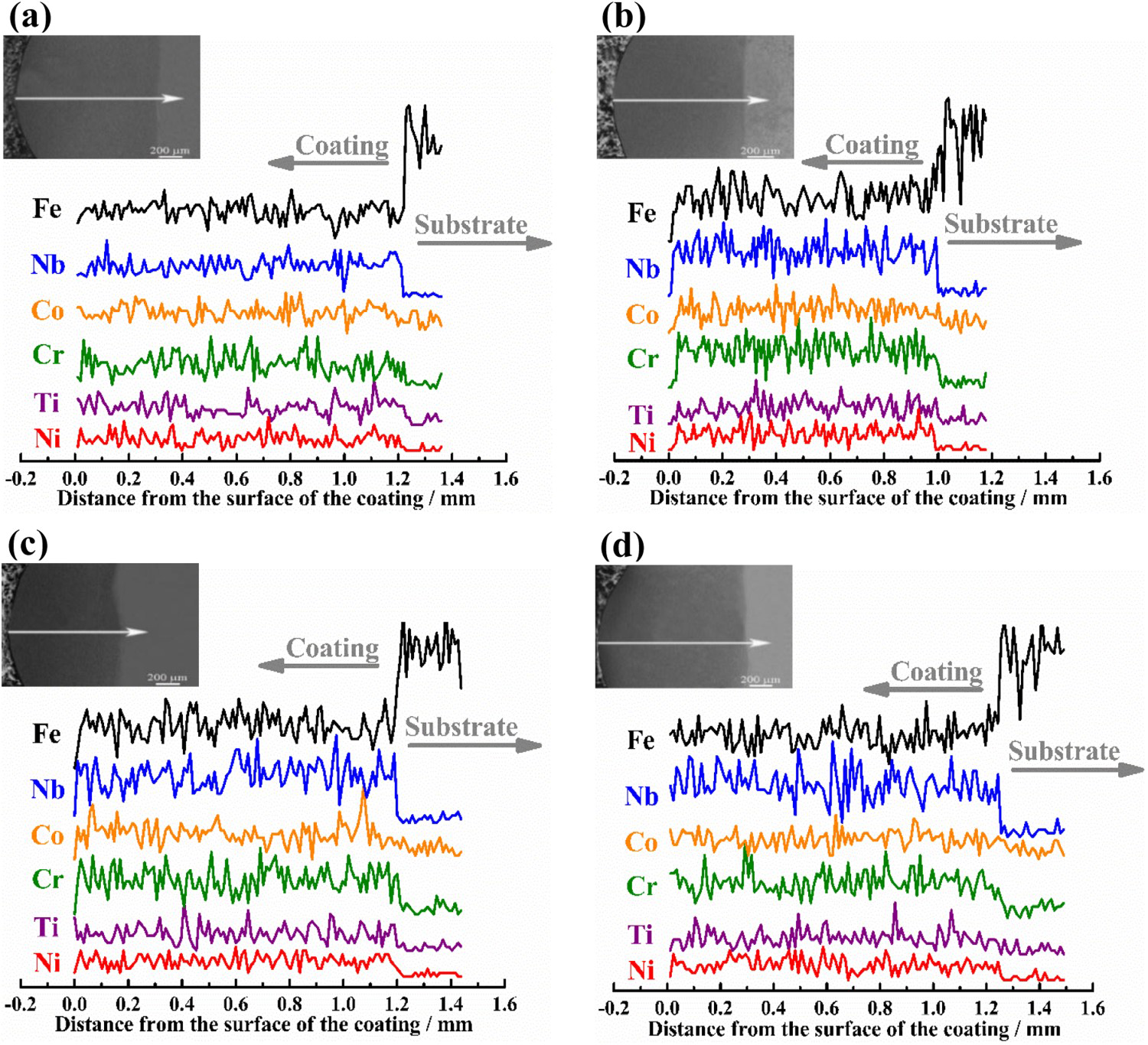
The XRD patterns are revealed in Figure 4. It illustrates that coatings are all composed of BCC solid solution and Laves phase, which is far below the maximum number of phases specified by Gibbs phase law in that high-entropy effect significantly reduces the free energy and inhibits the ordering and segregation [16]. Evidently, the content of Laves phase decreases while that of BCC solid solution increases with the increase of annealing temperature, implying that BCC solid solution may be a stable phase in FeNiCoCrTi0.6Nb0.4 at a higher temperature, which is similar to the results of Zhang [17]. Specifically, there is no production of new phase even after annealing at 1050°C, which indicates that eutectic FeNiCoCrTi0.6Nb0.4 HEAC has good thermal stability.
The XRD patterns of solidified and annealed coatings.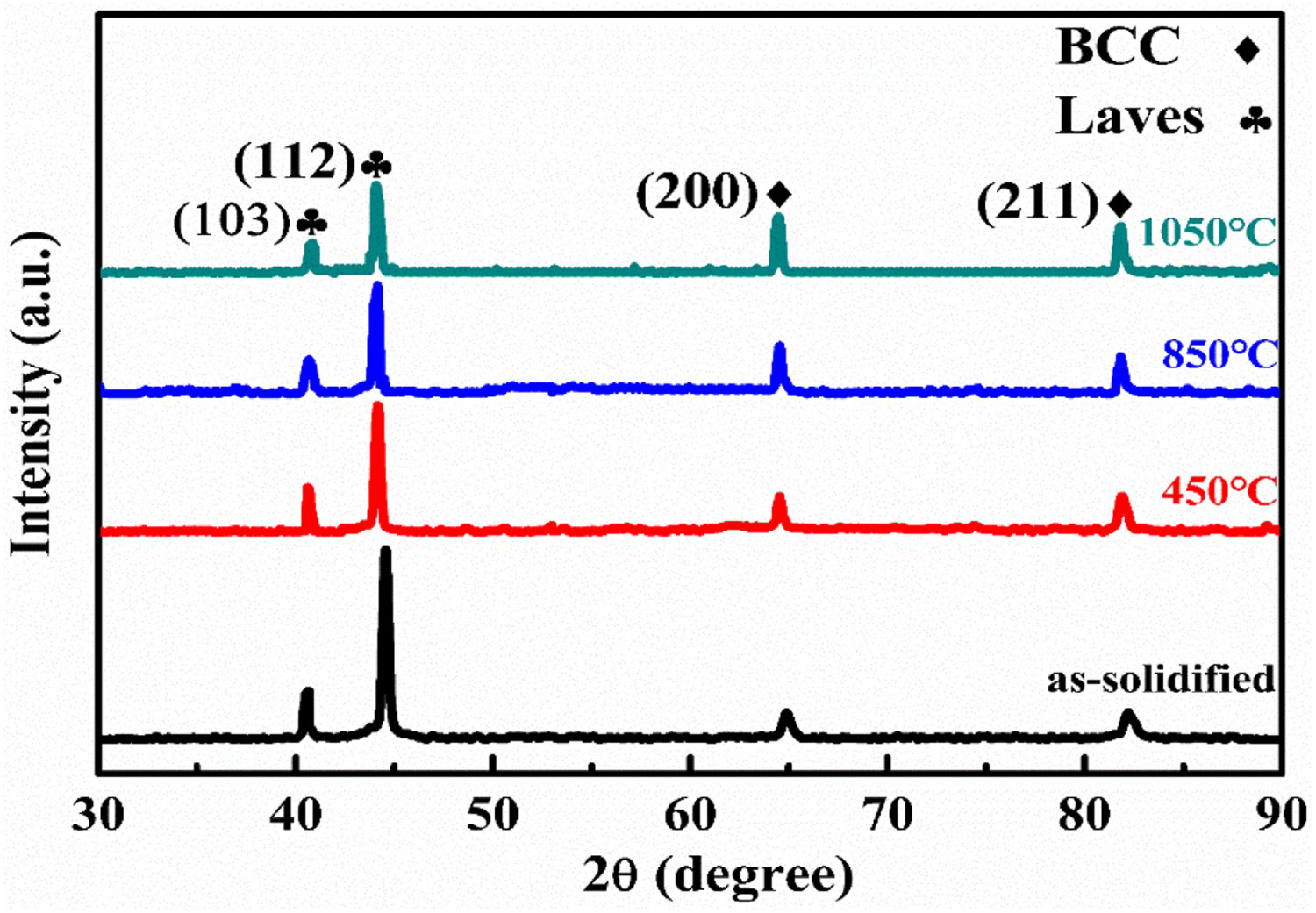
The SEM photographs of microstructure of coatings are displayed in Figure 5. The as-solidified FeNiCoCrTi0.6Nb0.4 is composed of eutectic cells with alternating grey–black and grey–white lamellae. As annealing temperature rises to 850°C, the intracellular layers are refined, and only the slight discontinuous cell boundary coarsening occurs because the diffusion coefficient of grain boundary is equal to that of crystal lattice while the diffusion activation energy of grain boundary is half of that of crystal lattice [18]. When the annealing temperature is as high as 1050°C, the lath-like structure in FeNiCoCrTi0.6Nb0.4 radiates from cell centre to boundary with the discontinuous cell boundary coarsening and the continuous intracellular coarsening, which is caused by high temperature that stimulates the reactivation of atomic diffusion to result in the serious phase boundary migration. Besides, the elements concentration gradient between different phases also acts as a driving force to further promote the atomic interdiffusion.
The SEM photographs of microstructure of coatings: (a) as-solidified, (b) after annealing at 450°C, (c) after annealing at 850°C, (d) after annealing at 1050°C.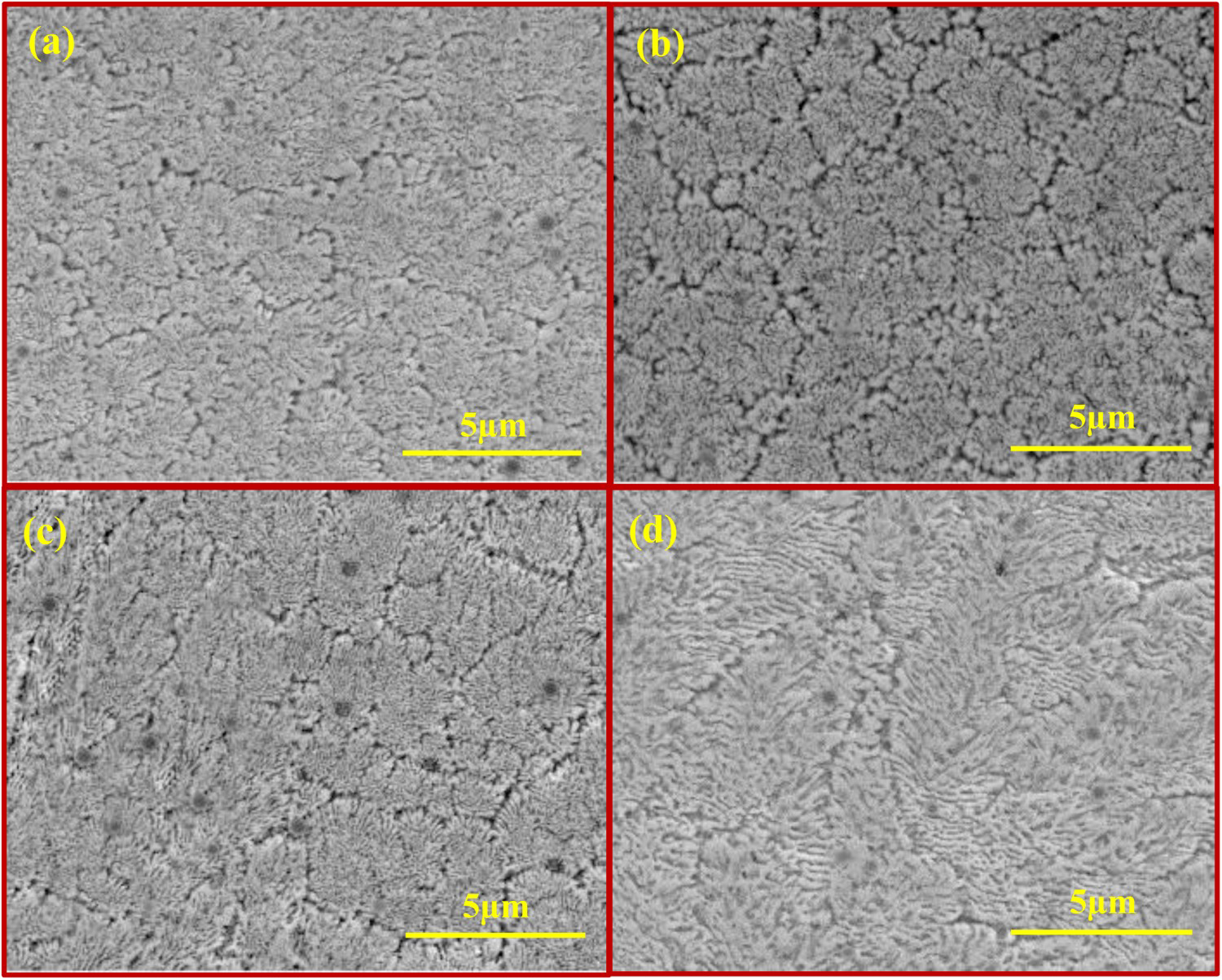
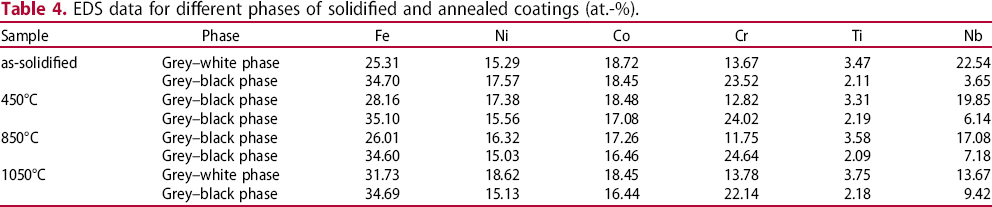
The results of EDS tests of phases are revealed in Table 4. The grey–black phase, rich in Fe and Cr, is recognised as BCC solid solution. The grey–white phase, containing more Nb, is identified as Laves phase corresponding to the XRD. As annealing temperature increases, the Nb enriched in Laves phase diffuses into the BCC solid solution to a certain extent, which is the direct reason that Laves phase aggregates, coarsens and decomposes when annealing at 1050°C. Furthermore, the results of elemental distribution of microstructures are displayed in Figure 6. It is clear that FeNiCoCrTi0.6Nb0.4 only undergoes a slight elemental segregation even after annealing at 1050°C for 5 h, which suggests that microstructure of eutectic FeNiCoCrTi0.6Nb0.4 has good high-temperature stability. First, the stress distribution in different directions in crystal lattice of FeNiCoCrTi0.6Nb0.4 is different, which affects the direction of atomic movement, making the diffusion path increase and the diffusion rate decrease [19]. Second, the free volume of solid solution packed densely by multiple elements is very small, which also makes atomic diffusion more difficult. Third, the cohesive energy (ΔHmix) of multi-component HEAs is much higher than that of single/fewer component alloys [19], which increases the average atomic bond breaking energy to strongly hinder the atomic movement and diffusion.
The elemental distribution of microstructure of each coating: (a) microstructure before annealing, (b) microstructure after annealing at 450°C, (c) microstructure after annealing at 850°C, (d) microstructure after annealing at 1050°C, (e1–j1) elemental distribution before annealing, (e2–j2) elemental distribution after annealing at 450°C, (e3–j3) elemental distribution after annealing at 850°C, (e4–j4) elemental distribution after annealing at 1050°C. EDS data for different phases of solidified and annealed coatings (at.-%).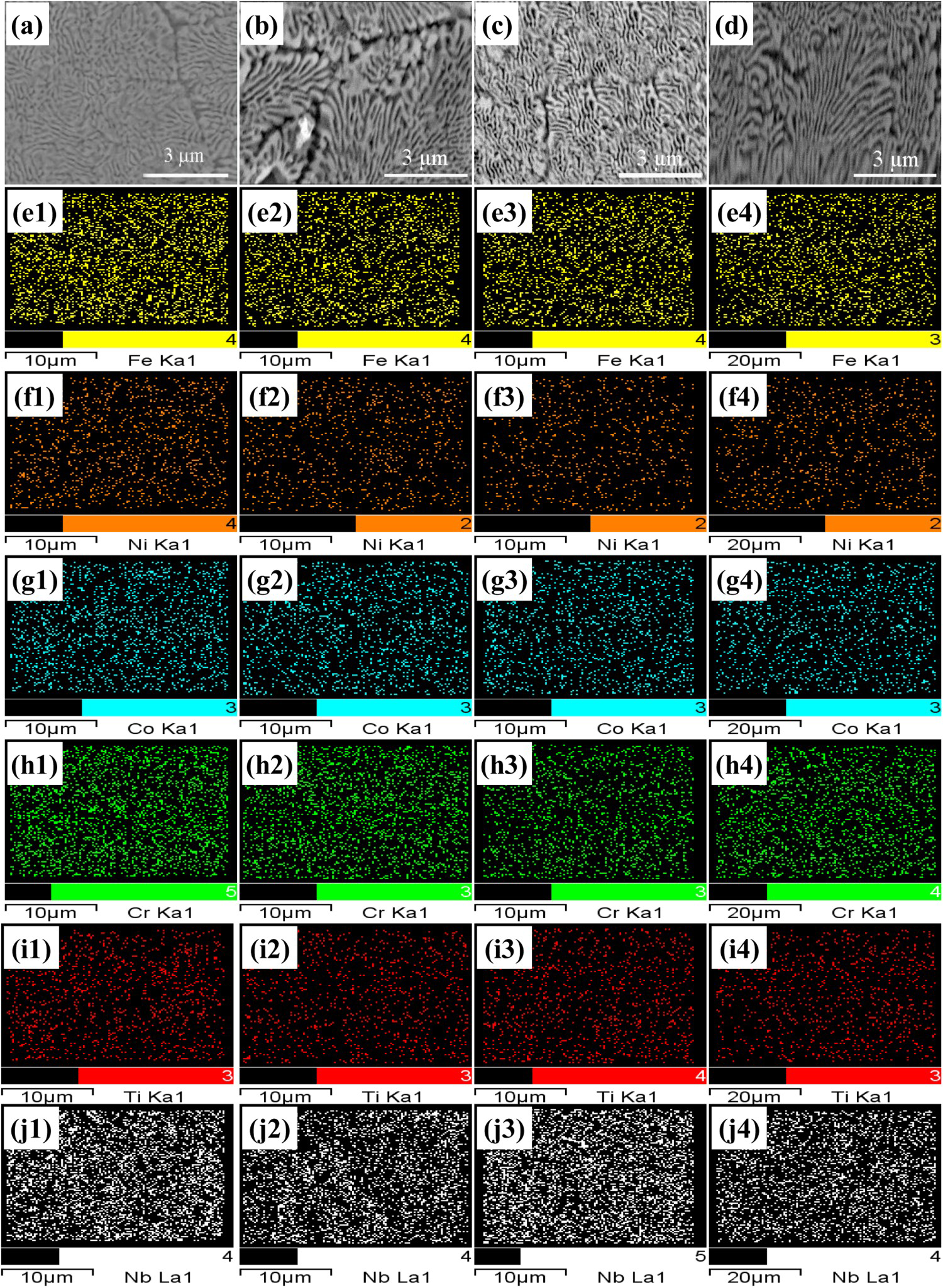
The microhardness distribution and the average microhardness of coatings are displayed in Figure 7. As annealing temperature increases, the average microhardness of eutectic FeNiCoCrTi0.6Nb0.4 increases first and then decreases slightly. The microhardness improvement of FeNiCoCrTi0.6Nb0.4 after annealing at 450°C and 850°C can be mainly attributed to the microstructure refinement in that grain boundaries can strongly hinder dislocation movement and generate a better fine-grain strengthening effect. Especially, the microhardness of FeNiCoCrTi0.6Nb0.4 only produces a slight decrease of 6.03% even after annealing at 1050°C, which mainly benefits from the sluggish diffusion that elemental re-distribution in FeNiCoCrTi0.6Nb0.4 is much slower during annealing [20,21]. Specifically, the slight decrease occurs in microhardness after annealing at 1050°C owing to the coarsening of lamellar microstructure and the re-dissolution of Laves phase that fine-grain strengthening effect and second phase strengthening effect are weakened. Moreover, the occurrence of dislocation annihilation and the elimination of residual stress [22], weakening the solid solution strengthening effect of BCC phase, is also the reason for the decrease of microhardness.
The microhardness of solidified and annealed coatings: (a) microhardness distribution, (b) average microhardness.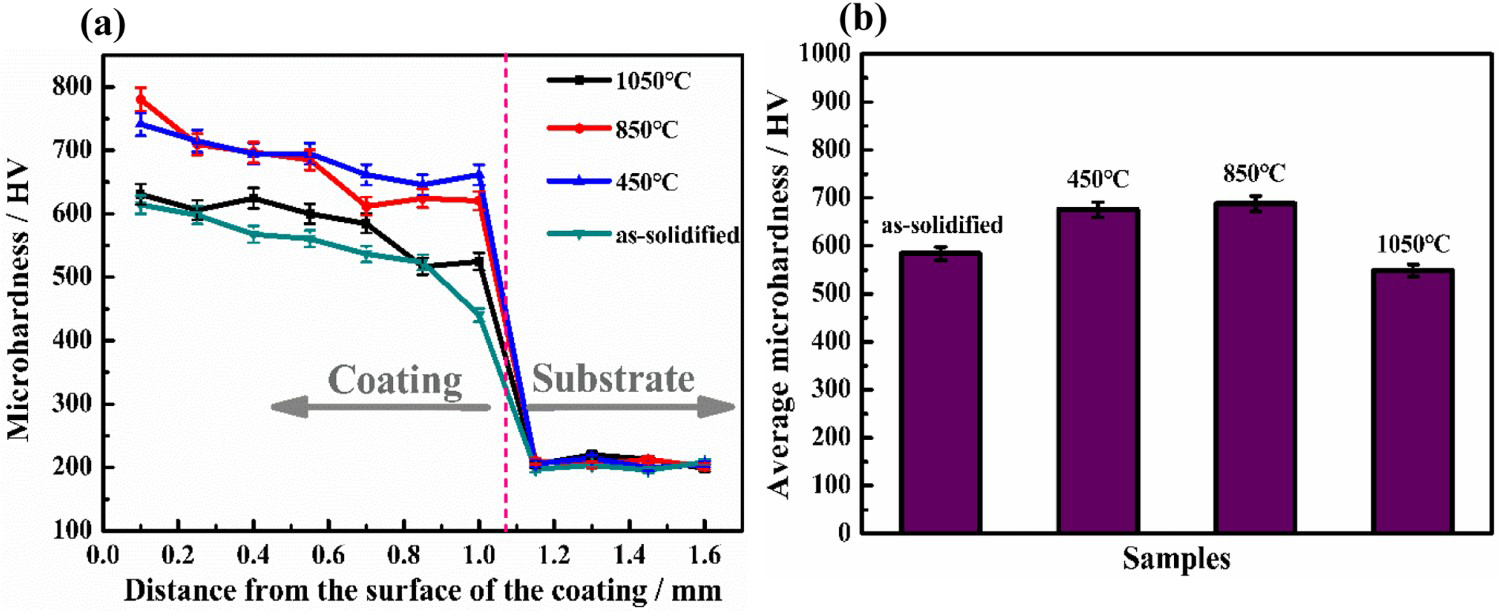
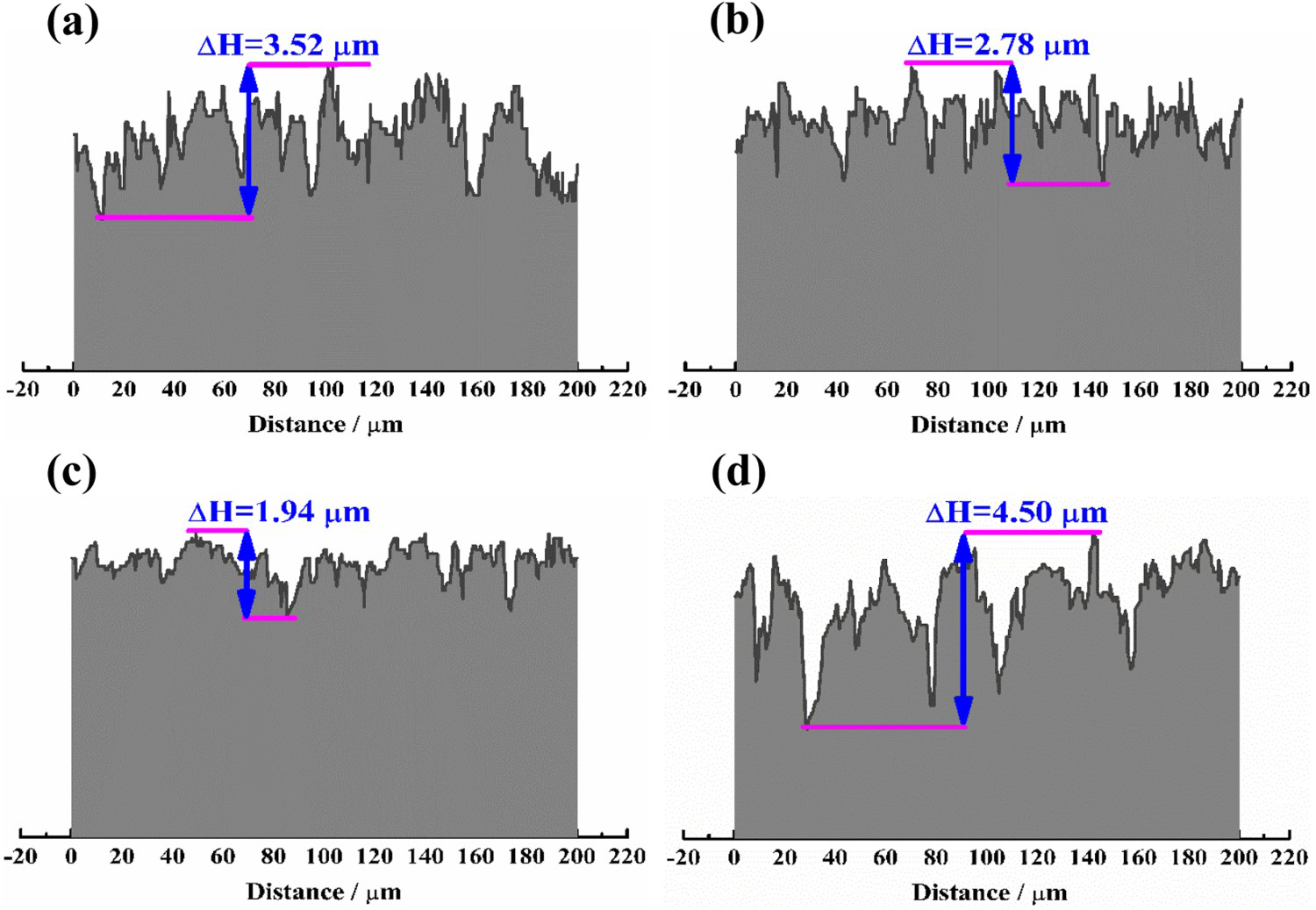
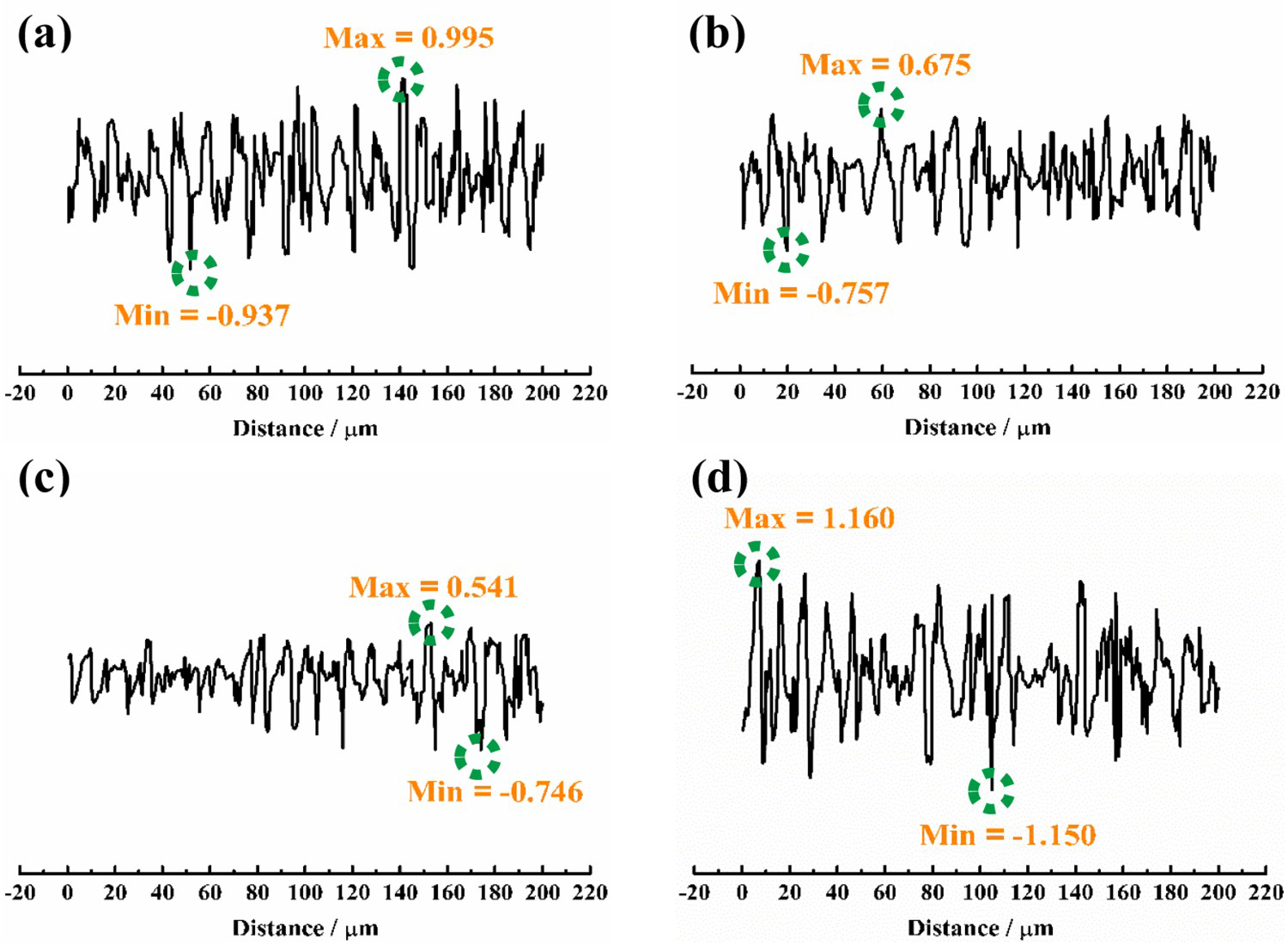
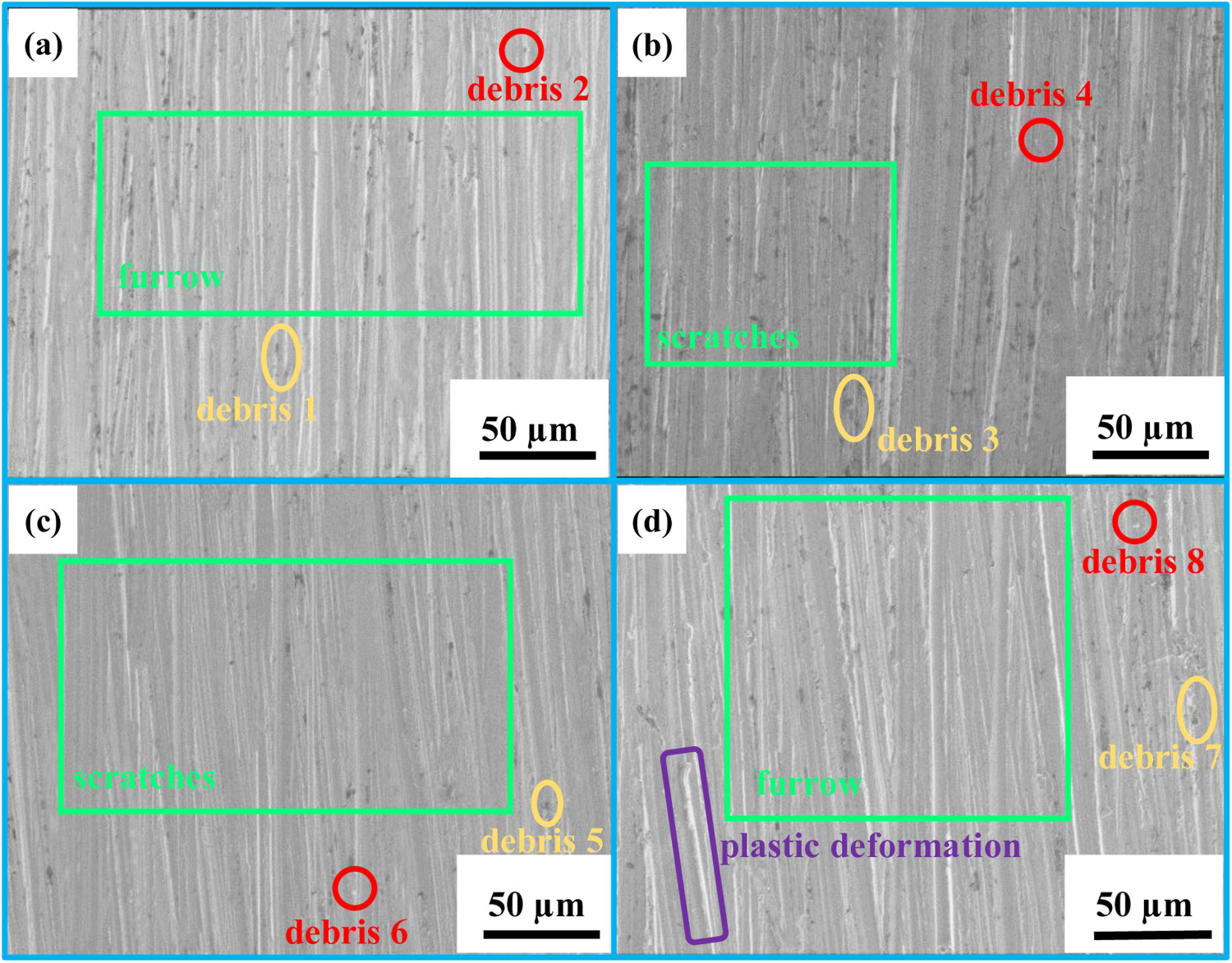
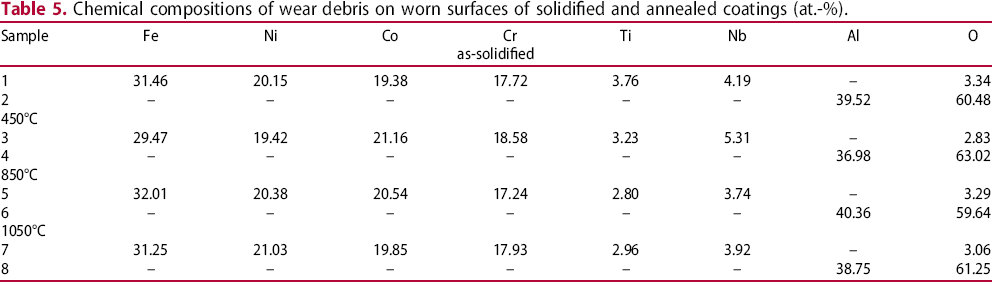
Figure 8 displays the wear rate of coatings that decreases first and then rises slightly. Simultaneously, the maximal wear depth of solidified and annealed coatings shown in Figure 9 is 3.52, 2.78, 1.94 and 4.50 µm, respectively. And the roughness displayed in Figure 10 is 1.932, 1.432, 1.287 and 2.31. It clearly points out that the wear resistance of eutectic FeNiCoCrTi0.6Nb0.4 increases first and then decreases slightly with the increase of annealing temperature. The as-solidified FeNiCoCrTi0.6Nb0.4 with relatively low microhardness is easier to be cut by hard Al2O3 under the combined action of normal force and tangential force, so that worn surface of as-solidified FeNiCoCrTi0.6Nb0.4 in Figure 11 is covered with deep furrows parallel to the sliding direction. When annealing temperature rises to 850°C, the plastic deformation resistance of FeNiCoCrTi0.6Nb0.4 is significantly increased due to the intense fine-grain strengthening effect, which makes the worn surface only produce shallow scratches instead of deep furrows. Additionally, debris on the worn surfaces is tested by EDS. The results (Table 5) indicate that debris 1, 3, 5 and 7, whose composition is similar to that of coatings, are damaged material peeled off from the coating. The debris 2, 4, 6 and 8, rich in Al and O, are judged to be hard Al2O3 particles peeled off from the friction pair due to the severe friction. Evidently, the wear rate of FeNiCoCrTi0.6Nb0.4 after annealing at 1050°C is only 10.7% higher than that of the unannealed one, which strongly proves that eutectic FeNiCoCrTi0.6Nb0.4 HEAC has good wear resistance even after annealing at 1050°C and it can be a good candidate material at high temperatures.
The wear rate of solidified and annealed coatings. The two-dimensional profile of worn surfaces of coatings: (a) as-solidified, (b) after annealing at 450°C, (c) after annealing at 850°C, (d) after annealing at 1050°C. The roughness of worn surfaces of coatings: (a) as-solidified, (b) after annealing at 450°C, (c) after annealing at 850°C, (d) after annealing at 1050°C. The morphology of worn surfaces of coatings: (a) as-solidified, (b) after annealing at 450°C, (c) after annealing at 850°C, (d) after annealing at 1050°C. Chemical compositions of wear debris on worn surfaces of solidified and annealed coatings (at.-%).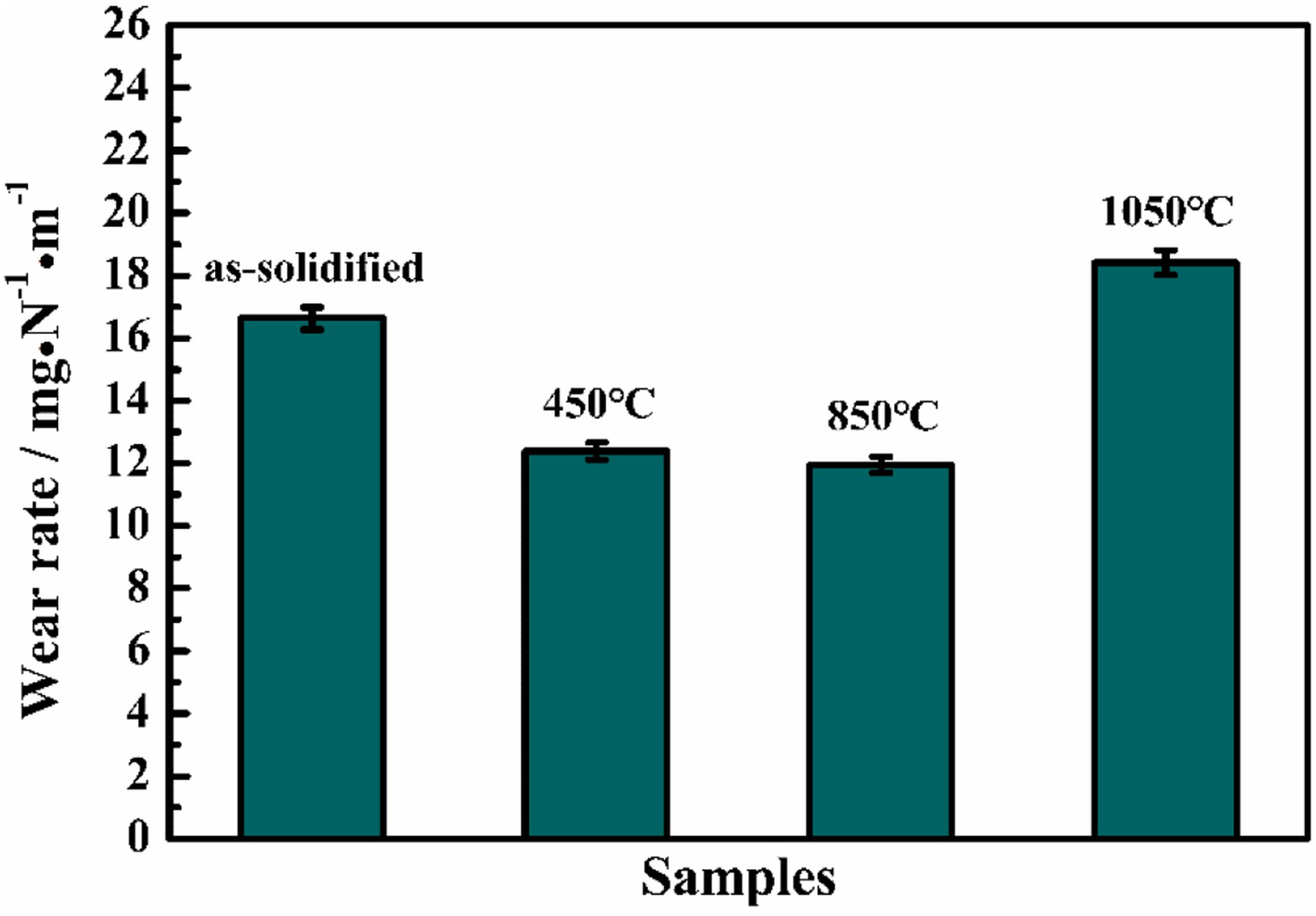
The eutectic FeNiCoCrTi0.6Nb0.4 HEAC synthesised by laser cladding is annealed in Argon at 450°C, 850°C and 1050°C to investigate the thermal stability. Specifically, the phase, microstructure, mechanical properties, strengthening effects and wear-resistant mechanism after annealing have been deeply investigated. The main conclusions are as follows:
The annealed FeNiCoCrTi0.6Nb0.4 coatings are all composed of BCC solid solution and Laves phase without production of new phases. As annealing temperature increases, the content of Laves phase decreases while that of the BCC solid solution increases. The fine eutectic cells in FeNiCoCrTi0.6Nb0.4 coating can be well maintained at least 850°C for that continuous intracellular coarsening does not occur until annealing at 1050°C. As annealing temperature increases, the microhardness of FeNiCoCrTi0.6Nb0.4 coating increases first and then decreases slightly. The microhardness after annealing at 1050°C is only 6.03% lower than that of the solidified one. As annealing temperature rises to 1050°C, the wear resistance of eutectic FeNiCoCrTi0.6Nb0.4 coating increases first and then decreases slightly. Particularly, the wear rate after annealing at 1050°C is only 10.70% higher than that of the solidified one.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).