
Abstract
Three-dimensional WC–Co hardmetal samples were fabricated using WC–Co nanopowder via two methods: selective laser melting (SLM) and fused deposition modelling (FDM). The carbon loss and phase transition during processing were controlled to minimise the degradation of mechanical properties of the cemented carbide. The SLM samples were manufactured from granule powder produced via spray drying, whereas the FDM process was carried out on a filament produced via injection moulding. During SLM, carbon loss occurred due to the high energy involved in the process. Owing to carbon loss, the relative density and Rockwell hardness of SLM processed samples were low. To overcome this, a stable WC phase cemented carbide was manufactured via FDM. The density of the sintered FDM samples was improved by increasing the packing density of the filaments. The carbide sintered samples had a relative density of 96.3%, hardness of HRA 89.06 and carbon content of 5.47–5.52 wt-%.
Keywords
Introduction
Cemented carbides with tungsten carbide (WC) and cobalt (Co) as the main components typically offer high hardness, wear resistance and toughness and are widely used as materials for tools and moulds [1,2]. Recently, the precision industry has used high-quality cemented carbides with excellent hardness and wear resistance to produce various complex designs [3]. However, manufacturing complex structures from a cemented carbide involves several steps due to the high strength and difficulty of processing, which can be costly and time-consuming. In addition, a large amount of waste is generated after processing, which emphasises the need to improve the economic efficiency of manufacturing. In response, many studies have investigated various three-dimensional (3D) printing techniques to develop an alternative way of manufacturing [4–6]. Cemented carbides with a high melting point are difficult to mould, but 3D printing facilitates the fabrication of components with a complex form or specialised internal shape. As the components are produced in their final desired shape, resources are utilised efficiently with minimal scrap generation. However, WC can increase the density of unstable components due to phase separation of WC, which is caused by carbon loss at high temperatures.
In this study, we employ selective laser melting (SLM) and fused deposition modelling (FDM) to control the carbon loss and phase separation of the WC powder and to improve the density of the printed components [7–11]. Nanocomposite WC–Co spherical powder was prepared as a precursor to manufacture a cemented carbide compact product using SLM processing. During the FDM process, a bar-shaped filament was manufactured from the WC–Co carbide powder, and the density of the 3D-printed sample was controlled according to the packing density of the raw material powder. The degree of phase separation due to carburisation was determined according to the amount of carbon to analyse the microstructure deformation and mechanical properties of the sample. The present study provides details about the sintering densification, shrinkage and mechanical properties of SLM and FDM processed WC–Co sample.
Experimental
Materials and processing parameters for granule powder fabrication and SLM processing.
Materials and processing parameters for granule powder fabrication and SLM processing.

Materials and processing parameters for filament fabrication and FDM processing.

Phase analysis of the sample was performed using X-ray diffraction (XRD; D/Max-2500VL/PC, Rigaku International Co.), and the amount of carbon was measured using a C/S analyser (PC controlled Carbon Sulfur Determinator, CS800 ELTRA Co). The hardness was measured using micro-hardness testing (HR-500, HRA Micro-Rockwell, Mitutoyo, Japan). The Archimedes method was used to measure the relative density. The corresponding equation to estimate the density is given as
 is the density of the sample,
is the density of the sample,
 is the density of water, W1 is the dry weight of the sample, W2 is the weight of the water-saturated sample in water and W3 is the weight of the water-saturated sample in air.
is the density of water, W1 is the dry weight of the sample, W2 is the weight of the water-saturated sample in water and W3 is the weight of the water-saturated sample in air.
WC–Co cemented carbide was produced via post-heat treatment after the SLM and FDM processing. The resulting sintered samples were produced from the same raw material powder comprising WC–Co powders. In the SLM processed sample, additional carbon was added to avoid the formation of the η phase and free carbon of tungsten carbide.
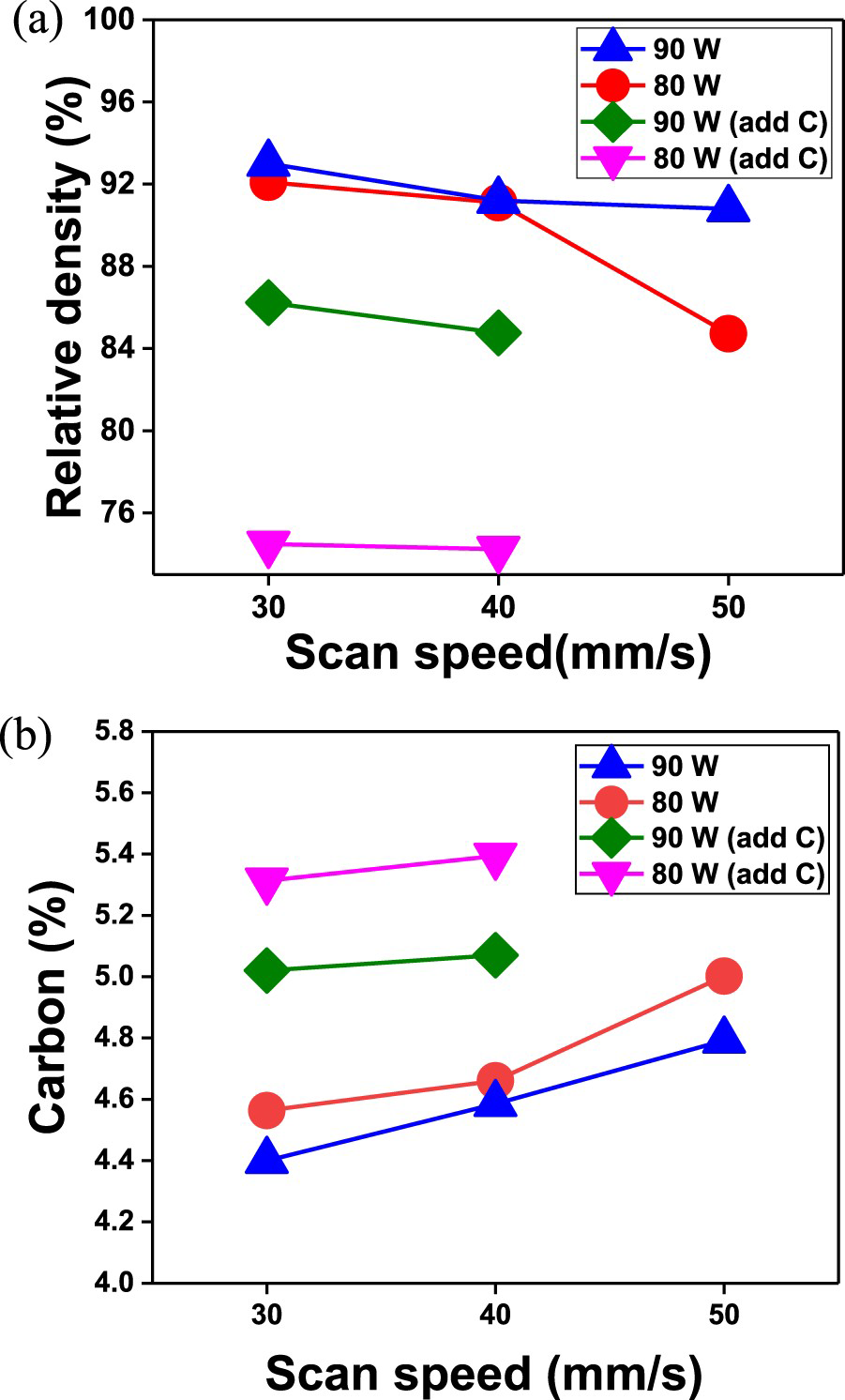
A detailed schematic diagram of the SLM process is shown in Figure 1. The effects of carbon addition and different process parameters, namely scan speed (30, 40 and 50 mm/s) and power (80 and 90 W), during printing were evaluated (Figure 2a). SLM processing with the granule powder under the same parameters led to a lower relative density in the sample with no additional carbon. The XRD results indicated that the lower relative density was due to the influence of the carbon remaining after phase separation and the additional carbon due to the formation of W2C phase (Figure 3) [15–17]. This establishes that carbon loss indeed occurred due to the high-energy laser irradiation.
Manufacturing of the sintered sample using SLM. Variation in properties due to additional carbon (3.4 wt-%) in (a) relative density (%) and (b) carbon content (wt-%) according to power (80 and 90 W), added C and scan speed (30, 40 and 50 mm/s). XRD patterns to evaluate the phase transformation of WC to W2C at (a) 80 and 90 W power according to added carbon and scan speed (30 and 40 mm/s).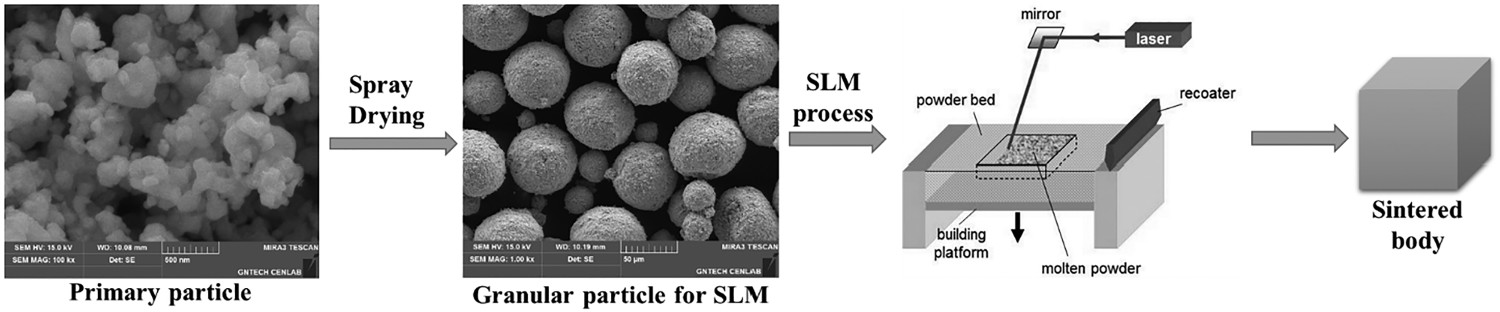
The carbon content decreased with increasing power (Figure 2b). This indicated that carbon loss accelerated with increasing energy, resulting in a smaller amount of carbon in samples synthesised at higher power. In contrast, increased scan speed led to higher carbon content. A higher scan speed is associated with a faster manufacturing speed, thereby decreasing the degree of carbon loss and lowering the relative density due to a shorter heat transfer time.
High-energy 3D printing via the SLM process takes place via a high-temperature thermal reaction, thus phase changes and carbon loss are inevitable. The phase change due to carbon loss was caused by the decomposition of the WC phase and generation of the W2C phase, even when additional carbon was used [18]. The W2C phase in the WC powder was analysed, and the W2C/WC ratios of the sintered bodies produced using the granular powder with and without additional carbon are shown in Figure 4. WC and W2C, though not quantitatively but qualitatively, are the same materials, processed identically, and have similar properties; thus, their microscopic properties can be compared. Therefore, their XRD full width at half maximum was estimated. The calculation was carried out using the Scherrer equation
W2C/WC ratio according to power (80 and 90 W), added C and scan speed (30, 40 and 50 mm/s).
The W2C/WC ratio tended to decrease with increasing scan speed due to the shorter duration of energy reaching the laser spot. Furthermore, the relative density increased with increasing power, where the higher density was attributed to improved sinterability when higher laser energy was used.
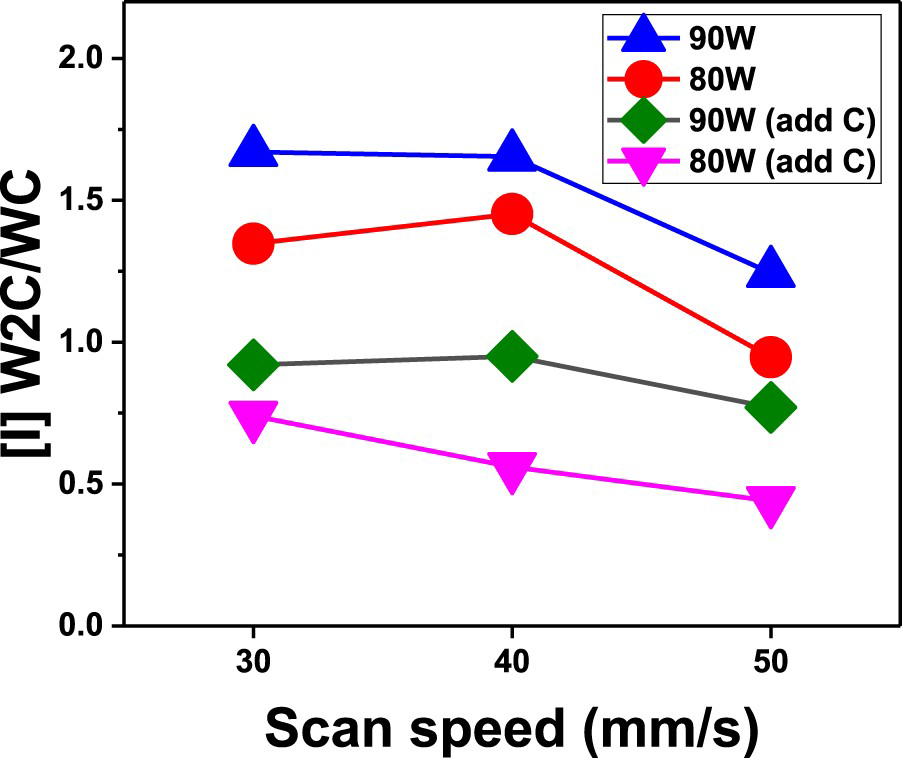
The sample produced via the powder metallurgy (PM) process exhibited a higher sintered density than the 3D-printed sample, despite its low density after moulding [19]. This demonstrated that the post-sintering behaviour was promoted by the energy accumulated inside during the tungsten carbide product moulding. In contrast, increasing the density of a 3D-printed product via high-density sintering after the initial FDM process had a lower effect compared to moulded products because the effect of this mechanical internal energy was relatively low. Field emission scanning electron microscopy (FE-SEM) was used to evaluate the increase in pore size due to the increased scan speed and decreased power (Figure 5) [16,20]. It was difficult to confirm the exact effect of scan speed and power on the pore size; however, a high scan speed and low power led to the formation of a large number of pores due to the lack of thermal energy.
FE-SEM analysis of samples produced at a scan speed and power of (a) 30 mm/s and 90 W, (b) 50 mm/s and 90 W, (c) 30 mm/s and 80 W and (d) 50 mm/s and 80 W.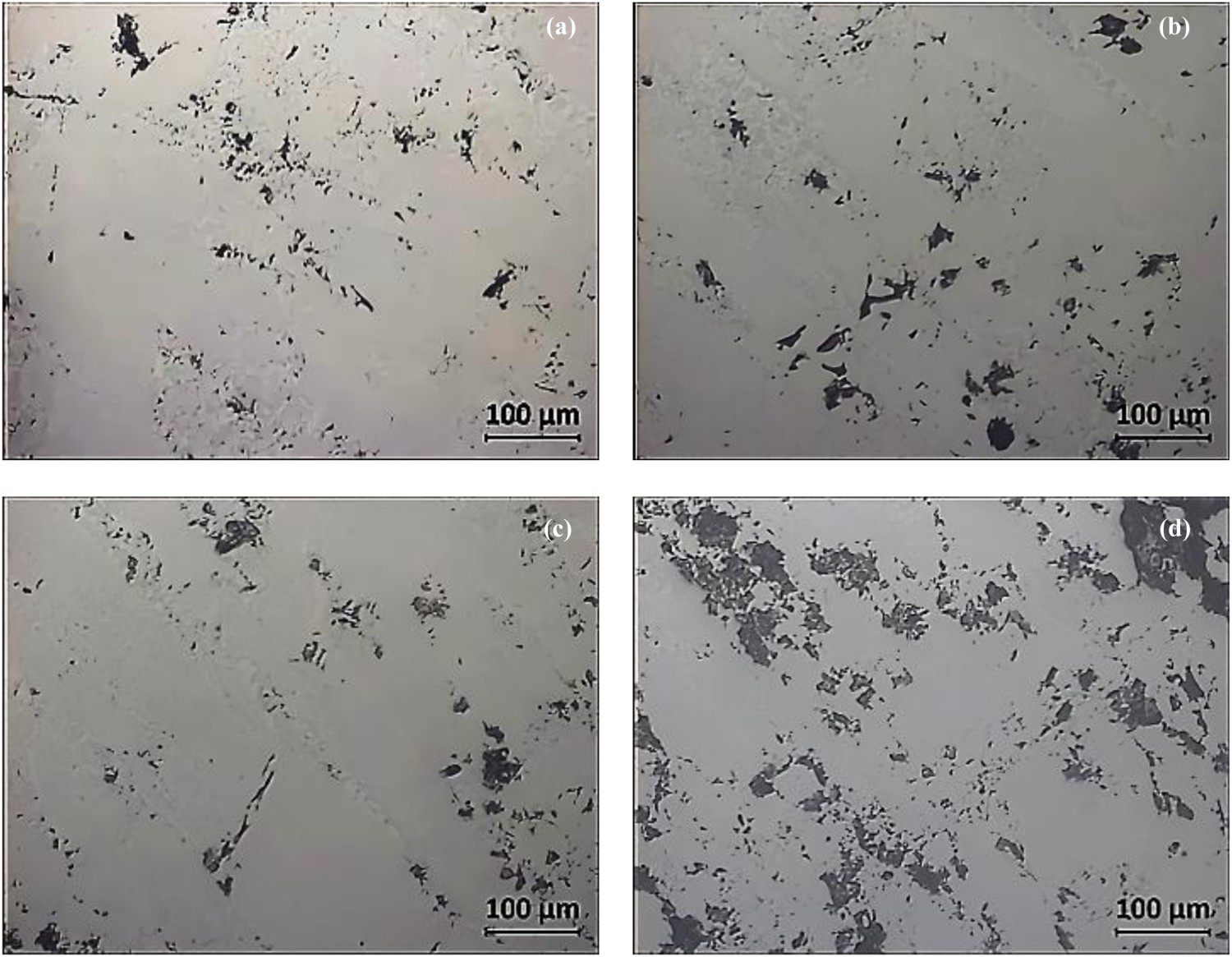
Control of the phase and shape of carbide in WC is very important while manufacturing the cemented carbide from a WC–Co composite powder to ensure high hardness and toughness. SLM offers the advantages of high dimensional accuracy, geometric freedom and simplicity. However, carburisation and phase control during the manufacturing of cemented carbide via SLM is challenging. Instead, FDM involves dissolving the organic binder at relatively low energy and can be explored as an alternative processing method to implement a high-grade WC–Co carbide with carbon loss and phase control (Figure 6).
Schematic diagram summarising the reason for opting for the FDM manufacturing process instead of SLM.
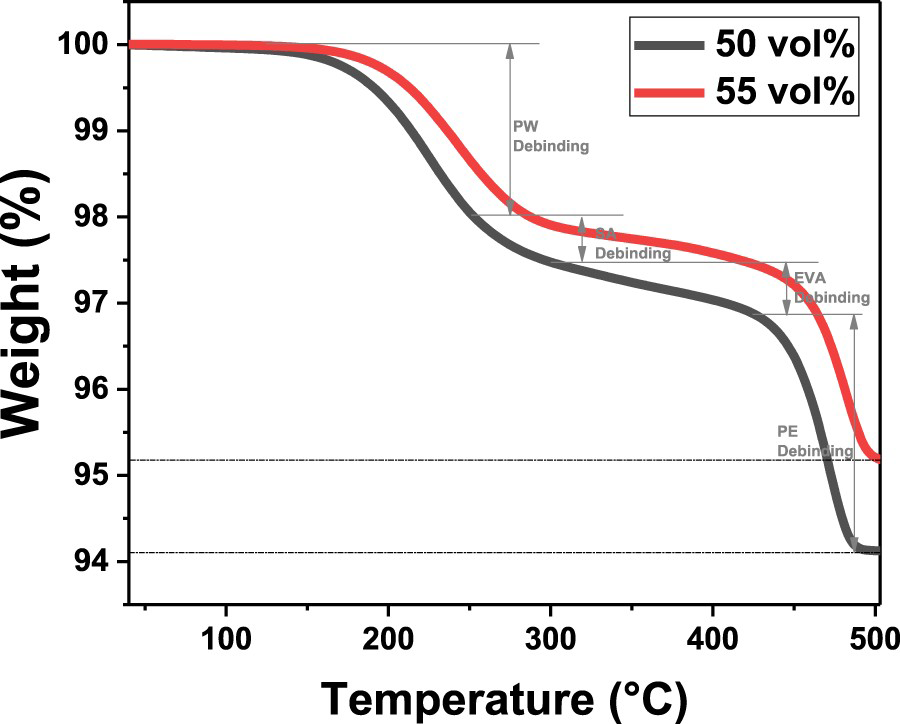
A detailed schematic diagram of the FDM process is shown in Figure 7, which involves melting and moulding of the feedstock. The sintering density of the 3D-printed sample will be compromised if the binder remains in the sample during high-density vacuum sintering after moulding. Therefore, the binder removal temperature was established based on TGA, which provided an insight into the debinding temperature and mass reduction at two packing densities of the WC–Co raw powder, namely 50 and 55 vol-%. All metals were removed at 500°C, regardless of the volume ratio of the metal (Figure 8).
Manufacturing of sintered part using FDM. TGA curve according to packing density (50 and 55 vol-%).
The complete debinding was analysed using FE-SEM (Figure 9). A series of images were acquired, including the WC–Co raw powder, WC–Co and binder mixture and sample after the various debinding steps. Specifically, PW was debinded using n-heptane after 12 h. The efficiency of the thermal debinding of EVA, PE and SA was improved by the solvent debinding of PW using n-heptane. However, it could not be deduced from the FE-SEM images whether the binder had been completely removed.
FE-SEM image at various stages in the FDM process. (a) WC–Co raw powder, (b) WC–Co and binder mixture, (c) PW debinded by n-heptane after 12 h and (d) thermal debinding of EVA, PE and SA at 500°C for 1 h.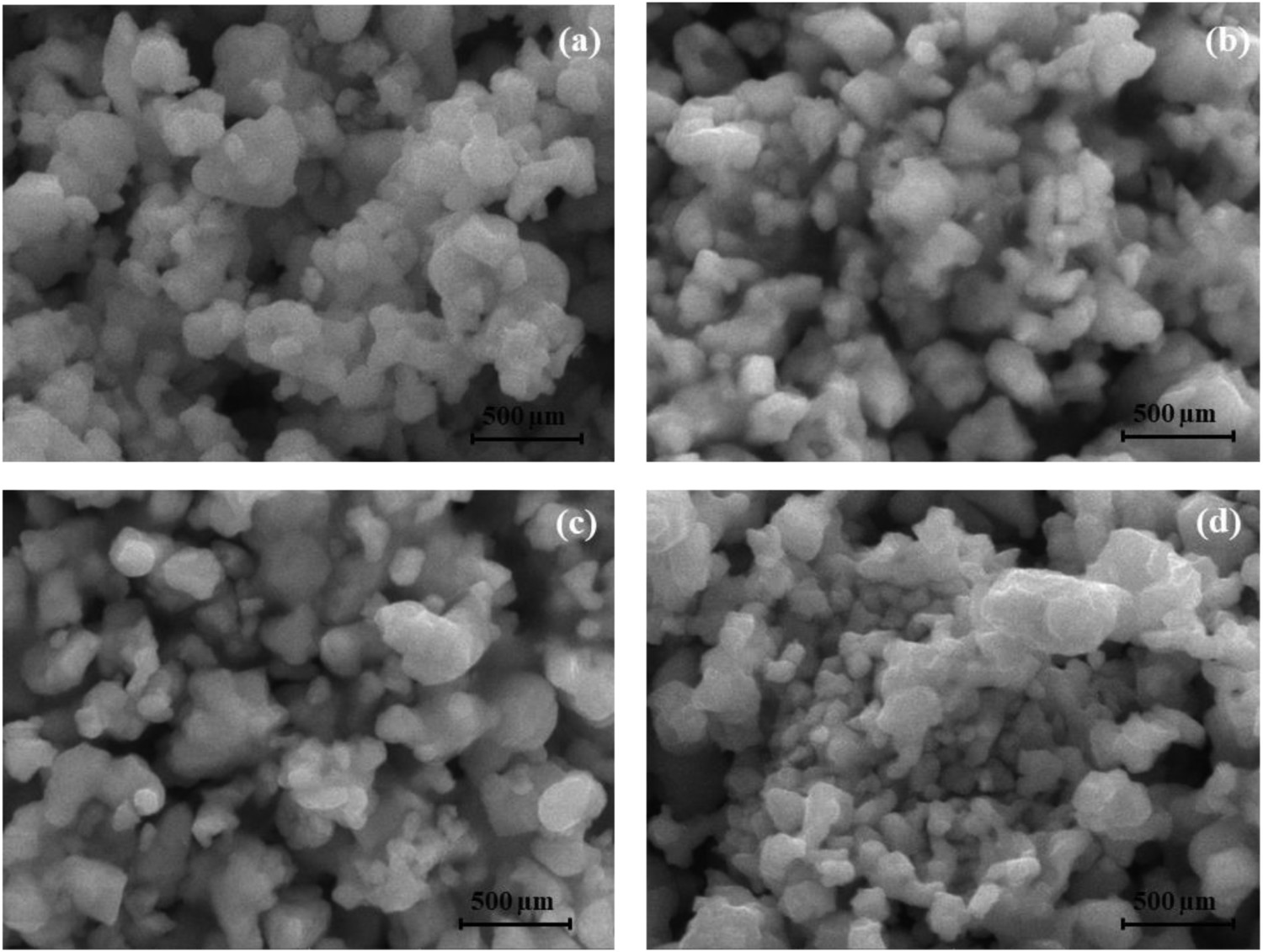
Vacuum sintering was performed to increase the density of the moulded part by removing the binders in the specimen. The FDM samples produced with increasing packing density (50, 55 and 100 vol-%) of the WC–Co raw powder were vacuum sintered, and the shrinkage and relative density were compared with the WC–Co moulded bodies manufactured by moulding and sintering using the conventional PM method (Figure 10) [21–23]. The density of the feedstock was affected by the characteristics of the FDM process (Figure 10), where the sintered density increased with green density, which was related to the increase in powder packing density. In addition, the green density produced by PM was lower than that produced by the FDM process, which led to a relative density of 99% due to high shrinkage. The shrinkage of the FDM samples (±20%) was similar to that associated with the conventional PM process. The lower shrinkage at higher powder packing volumes demonstrated that shrinkage can be expected when a higher packing density is used.
Relative density and shrinkage change after vacuum sintering according to packing density (50, 55 and 100 vol-%).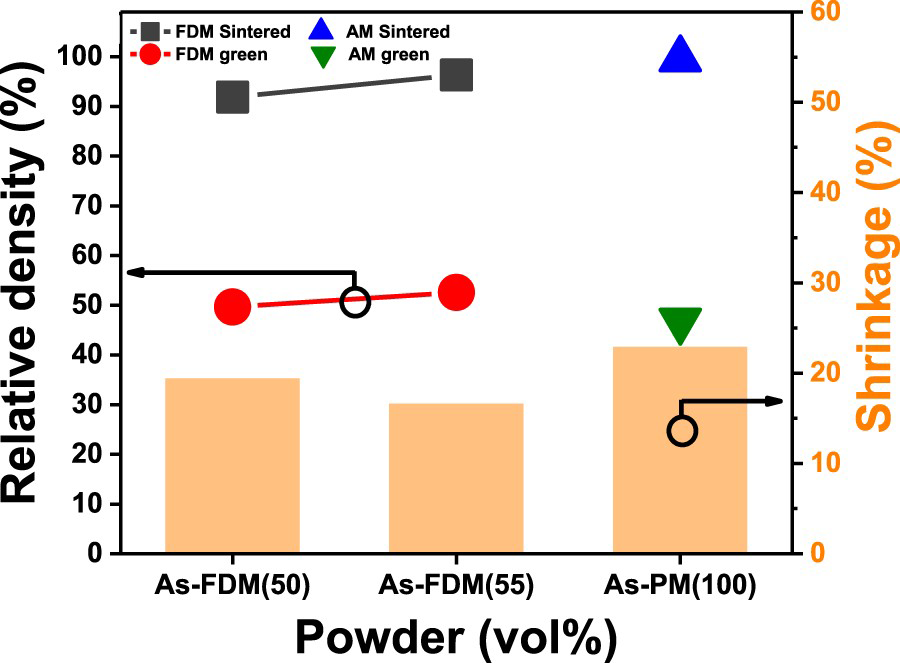
As discussed for the SLM process, carbon content and phase control are important when working with WC–Co. The carbon content and XRD patterns of the phases in the raw powder, filament, green, brown and metal during FDM are shown in Figure 11. The carbon content increased during FDM processing from the raw powder (5.4 wt-%) to the green (9.12 wt-% at 55 vol-%; 10.62 wt-% at 50 vol-%), and subsequently decreased in the metal (5.47 wt-% at 55 vol-%; 5.52 wt-% at 50 vol-%) (Figure 11a). The carbon content of the binder played a role in this behaviour. The XRD patterns during the FDM process only included peaks attributed to WC and Co, thereby confirming that no phase separation occurred from WC to W2C (Figure 11b).
(a) Carbon content (wt-%) and (b) XRD phase transformation according to packing density (50 and 55 vol-%).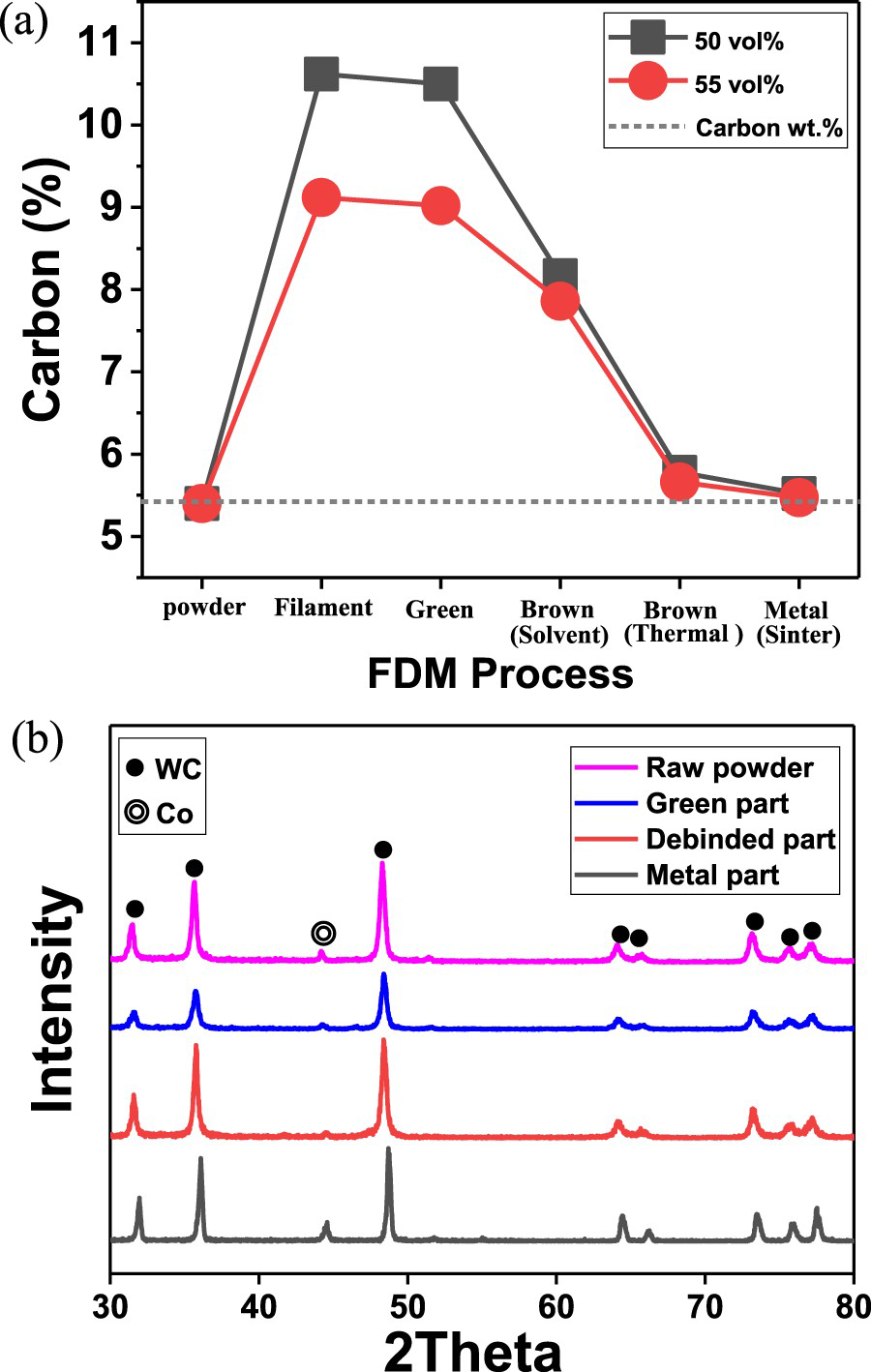
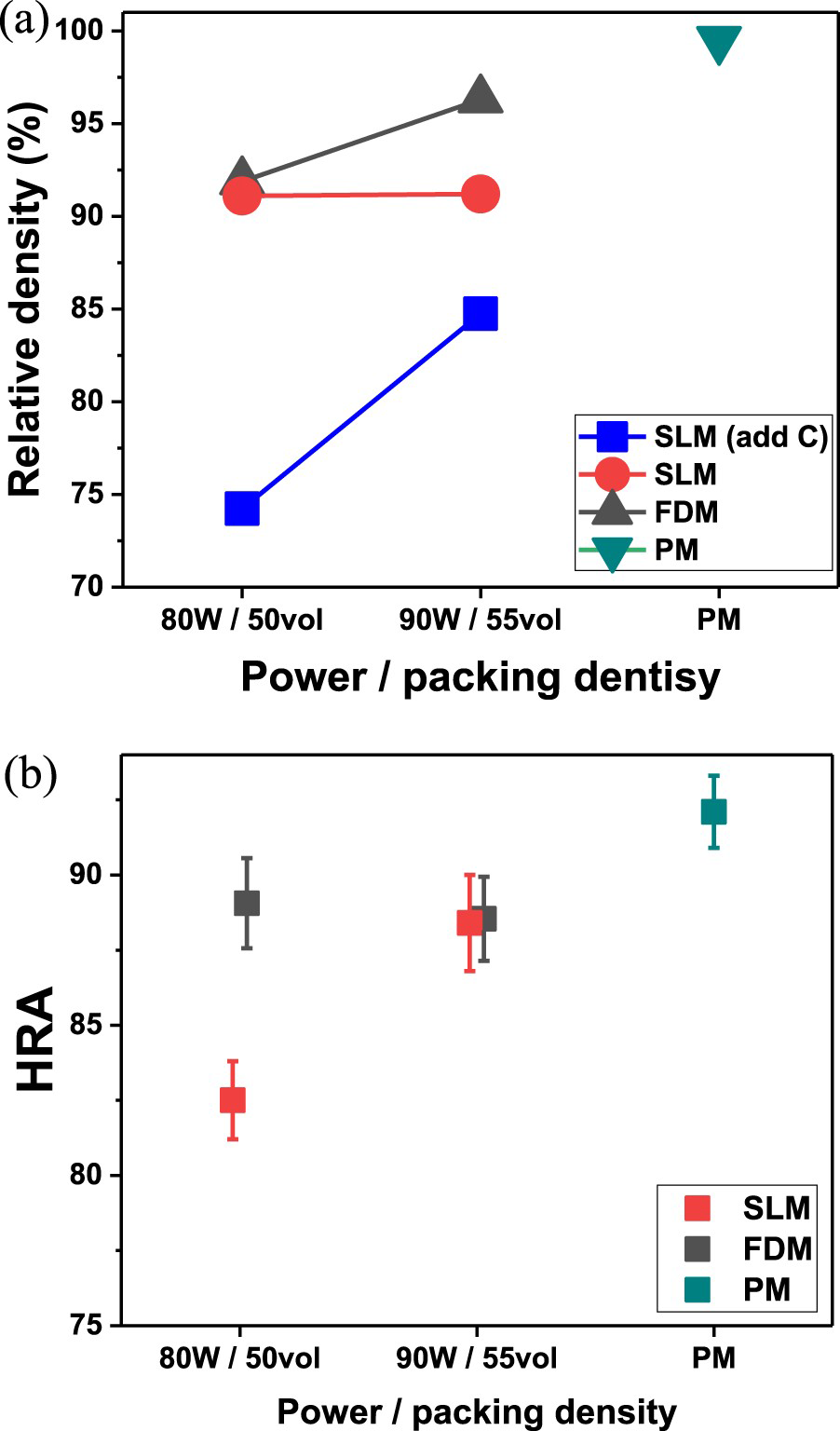
The carbon contents of the SLM, FDM and PM samples were compared (Figure 12a). The SLM samples contained a slightly lower amount of carbon due to carbon loss. The target carbon amount was ∼5.4–5.54 wt-%, but the W2C second phase and free carbon were also present in the sample, as illustrated by the number of second phases observed during XRD analysis. The relative density and hardness of the SLM and FDM samples were also compared to the conventional PM process (Figure 14) [24]. The excess carbon in the SLM process led to a decrease in density, which affected the hardness (Figure 13). The hardness of the FDM sample was also lower than that of the Rockwell hardness of PM [25,26].
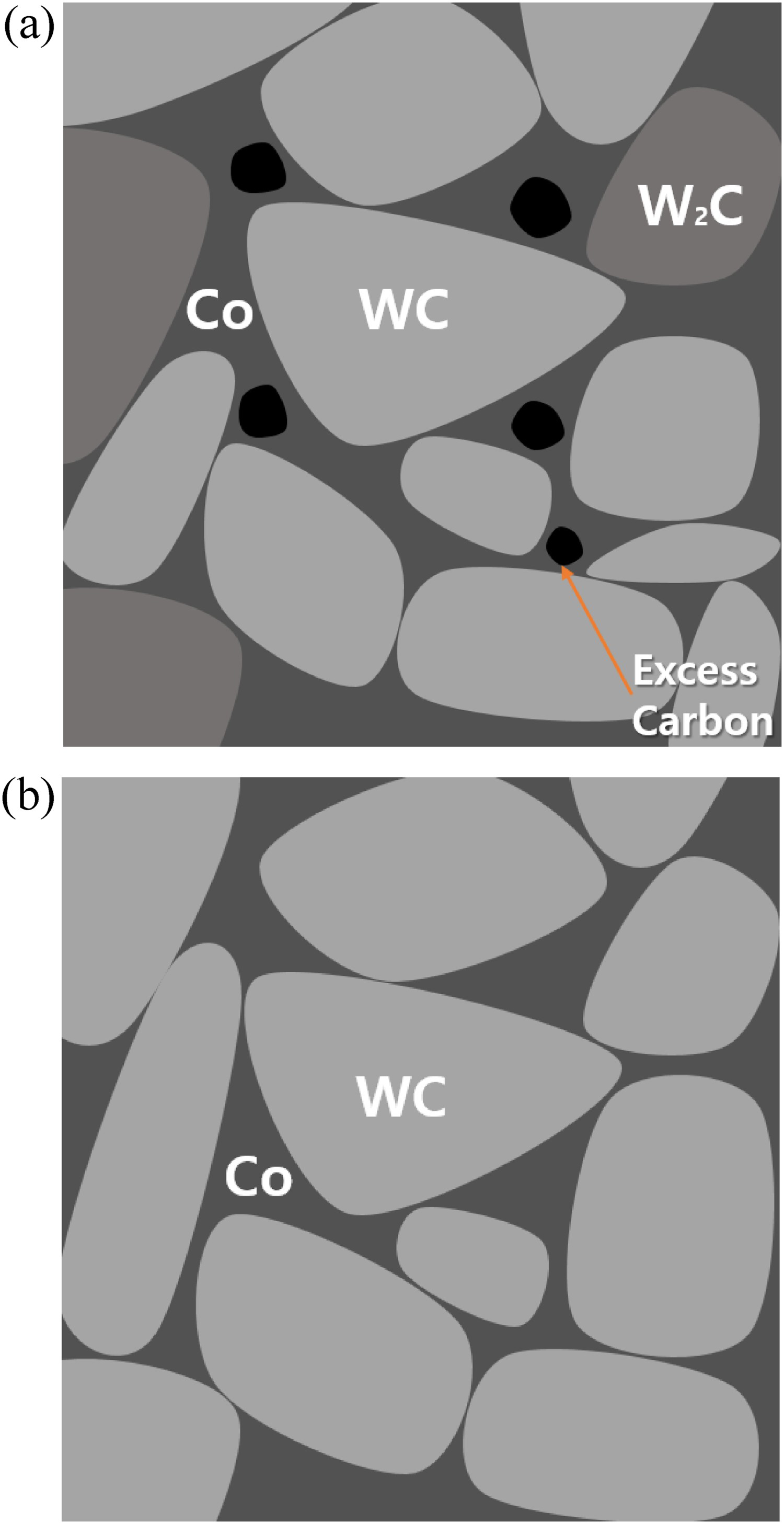
(a) Carbon content (wt-%) and (b) XRD phase transformation of FDM, SLM (with and without added C) and PM samples according to power (80 and 90 W) and packing density (50 and 55 vol-%). Schematic illustration of the microstructure of (a) SLM samples (WC, W2C, Co and excess carbon) and (b) FDM samples (WC and Co). (a) Density and (b) hardness of the FDM, SLM (with and without added C) and PM according to power (80 and 90 W) and packing density (50 and 55 vol-%).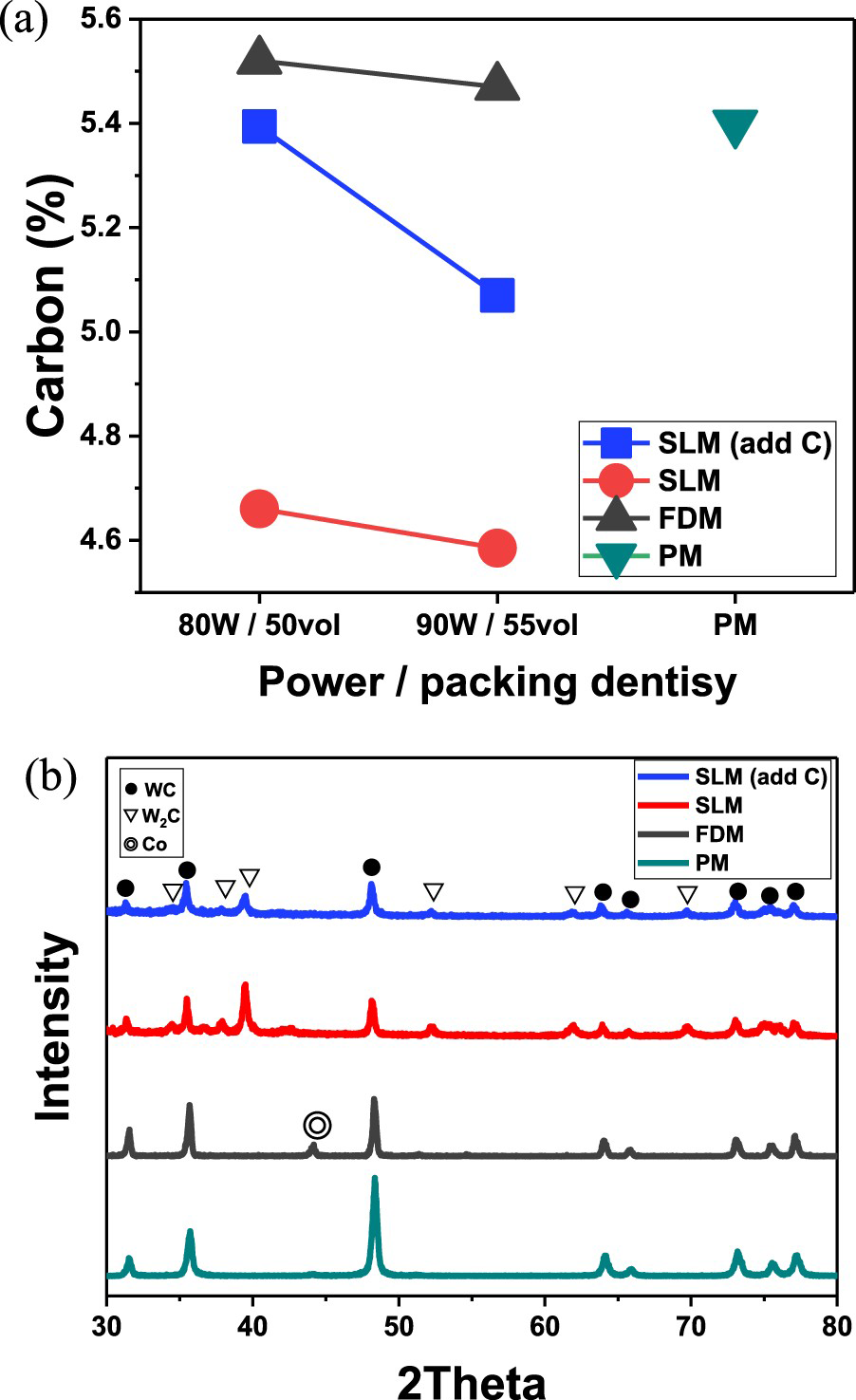
WC–Co cemented carbide was manufactured via SLM and FDM processing. The relative density, carbon content and XRD patterns were evaluated based on scan speed, power and added carbon as variables for the SLM process, and powder volume as a variable in the FDM process. High-quality cemented carbide production was achieved due to phase control.
A higher power during the SLM process led to a decrease in density, and an increase in carbon loss and W2C phase formation. An increased scan speed also led to a decrease in density but resulted in less carbon loss and W2C phase formation. Carbon control is the most important parameter for cemented carbide, and the W2C phase is an important factor that degrades the mechanical properties of cemented carbide (Figure 4). As carbon loss was associated with high-energy processing, additional carbon granular powder was included in the powder. However, the loss of density and carbon loss could not be avoided.
To avoid the phase change and carbon loss associated with the SLM process, cemented carbide was manufactured using low-energy additive manufacturing technique, namely FDM. This allowed for phase control of the WC–Co metal, where the filament with a higher packing density produced high-quality cemented carbide with increased density, less shrinkage and higher hardness. HRA ≒ 90 was high, and the hardness was greatly influenced by particle size, W2C, excess carbon, η phase and density. Therefore, it was difficult to control porosity and phase in the SLM process, whereas the FDM process could successfully control the phase.
It is recommended that further studies be conducted regarding the temperature, time and hot isostatic press for vacuum sintering. Furthermore, the effect of grain growth inhibitors on the microstructure and physical properties of cemented carbide should be evaluated.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).