
Abstract
High oxygen Ti6Al4V alloys are fabricated by vacuum sintering and hot rolling using hydrogenation-dehydrogenation Ti6Al4V powder and ZrO2 powder as raw materials. The complete dissolution of oxygen and zirconium atoms results in an increase in lattice constant and strength. As-rolled Ti64-ZrO2 sample exhibits a bimodal structure with a fine acicular α phase of around 1 μm. Ti64-0.75 ZrO2 alloy with equivalent oxygen content close to 0.6 wt.-% presents a good combination of the high tensile strength (1180.2 MPa) and sufficient elongation (7.3%). Therefore, the critical oxygen content for the ductile-to-brittle transition of powder metallurgy Ti6Al4V alloy can be improved by suitable preparation methods. The formation of a fine β transformation structure may be one of the reasons for maintaining sufficient ductility.
Introduction
In recent years, titanium has been one of the most attractive materials in aerospace, automotive industry and petrochemical engineering due to its good properties such as specific strength, high thermo-stability and extremely outstanding corrosion resistance [1–3]. Among them, Ti6Al4V (Ti64 or Grade 5) possesses excellent comprehensive performance and becomes the most widely used titanium alloy, accounting for about 60% of global titanium production [4]. However, the currently popular multi-step energy-intensive, high-cost traditional ingot metallurgy, coupled with a buy-to-fly ratio, seriously prevent the widespread commercial application of titanium alloys [5,6]. Compared with ingot metallurgy, powder metallurgy (PM) has the advantages of near net shape, lower energy consumption, and no composition segregation, so it is considered as a potential method for manufacturing low-cost titanium components [7,8].
However, two inevitable issues with PM titanium alloys are high interstitial element content and the existence of pores. Titanium has an intrinsic affinity for oxygen and oxygen tends to occupy the octahedral sites in the lattice in the form of interstitial atoms, which can improve the strength but is often accompanied with the large sacrifice in ductility. Of particular concern is that reported research results show that there exists a critical level of oxygen content around 0.33 wt.-% for PM Ti6Al4V alloy, above which the tensile ductility drops dramatically until reaching total brittleness [9]. Therefore, some efforts have been devoted on how to control oxygen contamination in PM titanium alloys, such as using titanium dihydride as a raw material and introducing trace rare metal elements [3,7,10–13].
Recently, several researches have indicated that PM titanium with oxygen concentration above the critical oxygen content threshold fabricated by spark plasma sintering (SPS) and hot extrusion exhibits both high strength and elongation, which breaks the strength-ductility trade-off dilemma [14,15]. Compared with other traditional sintering technologies, SPS can achieve rapid sintering at a lower temperature to obtain samples with smaller grain size and reduce materials loss during sintering [16–18]. But it is expensive and difficult to fabricate large-size parts, so SPS is not an ideal method for preparing high-performance PM titanium materials. Traditional vacuum pressure-less sintering using irregular titanium powder can overcome these difficulties. However, the increase in oxygen content hinders powder contact during sintering and thus affects the density of final product. If the threshold of oxygen limitation in PM titanium materials was broken out, its development would usher in a huge process.
In the periodic table, zirconium and titanium belong the same subgroup and possess similar chemical properties and crystal structure, so there is a continuous solid solution zone in the Ti-Zr binary phase diagram [19,20]. This means that zirconium can dissolve indefinitely in titanium and will not strongly hinder the sintering of titanium powder. Zirconium is usually considered as a neutral solid solution element in titanium and can improve the corrosion resistance and mechanical strength of titanium [21–24]. In addition, recent reports indicate that zirconium has a weakening effect on the phase transition temperature of titanium [25]. And in our previous study, it was found that the grain size of pure titanium under the same sintering conditions showed a trend of increasing with the increase in ZrO2 content [26]. Thus it can be expected that zirconium may have promoting densification effect due to higher self-diffusion rate of β-Ti, which provides certain guarantee for the densification of vacuum pressure-less sintered Ti6Al4V products [27]. Therefore, powder metallurgy Ti6Al4V alloy with high oxygen concentration and good mechanical properties might be expected by adding zirconium dioxide (ZrO2) via vacuum pressure-less sintering and hot deformation, to trade off the oxygen threshold in powder metallurgy titanium alloy.
In this study, hydrogenation-dehydrogenation (HDH) Ti6Al4V powder and ZrO2 particles were used as raw materials to prepare a series of Ti64 alloys with different oxygen contents by conventional vacuum pressure-less sintering and hot rolling. ZrO2 effects on the sintering densification, microstructure evolution and room temperature mechanical properties were investigated, and the strengthening mechanism was also discussed.
Experimental procedure
HDH Ti6Al4V powder (99.5%, D50= 9 µm, purchased from Beijing Jinwu Technology Development Co. Ltd) and zirconium dioxide powder (99.9%, D50= 1.62 µm, purchased from Beijing Zhongnuo Advanced Materials Technology Co. Ltd) were used as raw materials. These powders were weighed according to the mass per cent concentration of ZrO2 in the Ti6Al4V powder of 0, 0.5, 0.75, 1.0, 2.0 wt.-% in a glove box filled with high purity argon, and then blended by Y-shape mixer for 4 h. After that, the mixtures were cold-isostatic-pressed into green compacts of 45 × 45 × 72 mm3 at a pressure of 200 MPa for 60 s. The sintering process was accomplished using a vacuum sintering furnace (RVS-500G, Shenyang Hengjin Vacuum Technology Co. Ltd) at 1120°C for 2 h under a high vacuum of 2 × 10−3 Pa, with a heating rate of 2°C min–1. Then, the sintered samples (33 × 33 × 58 mm3) were cooled down to room temperature in the furnace and blocks with a height of 20 mm were cut from the sintered billet. Finally, the blocks were multi-pass rolled unidirectionally into sheets with a height of 10 mm (50% reduction) at 1050°C followed by air cooling to ensure that the samples were fully densified. For simplicity, the samples were named as Ti64-xZrO2 (x = 0, 0.5, 0.75, 1.0, 2.0) according to the ZrO2 content.
Densities of as-sintered and as-rolled samples were determined by Archimedes method. Microstructures were characterised using an optical microscope (OM, Olympus BX51M, Japan) and field emission scanning electron microscope (FESEM, Zeiss SUPRA55, Germany) equipped with energy-dispersive spectroscopy (EDS). Specimens for microstructure observation were prepared by standard metallographic procedure and finally etched with chemical reagent (H2O: HF: HNO3= 88: 2: 10). Grain size analysis was conducted using optical microstructures and SEM images. Grain sizes of the samples are measured from OM images using Image Pro Plus 6.0.
Phase composition and lattice parameters were analysed by X-ray diffraction (XRD, Rigaku TTRIII, Japan) with Cu Kα radiation operated at 40 kV and 40 mA between 30° and 90°. ELTRA ONH-2000 analyzer was employed to quantitatively evaluate the interstitial oxygen and nitrogen contents and the samples were grinded before testing to remove the surface oxide layer, thus ensuring the result accuracy. Room temperature tensile tests were carried out on a universal testing machine (CMT4105, 100 kN, China) according to ASTM E8/E8M-16a. The tensile specimens (dimensions shown in Figure 10(b)) were cut parallel to the rolling direction and three repeated tests were performed to guarantee the reproducibility. Fractographic morphology was inspected by field emission scanning electron microscope.
Results and discussion
Microstructural characterisation
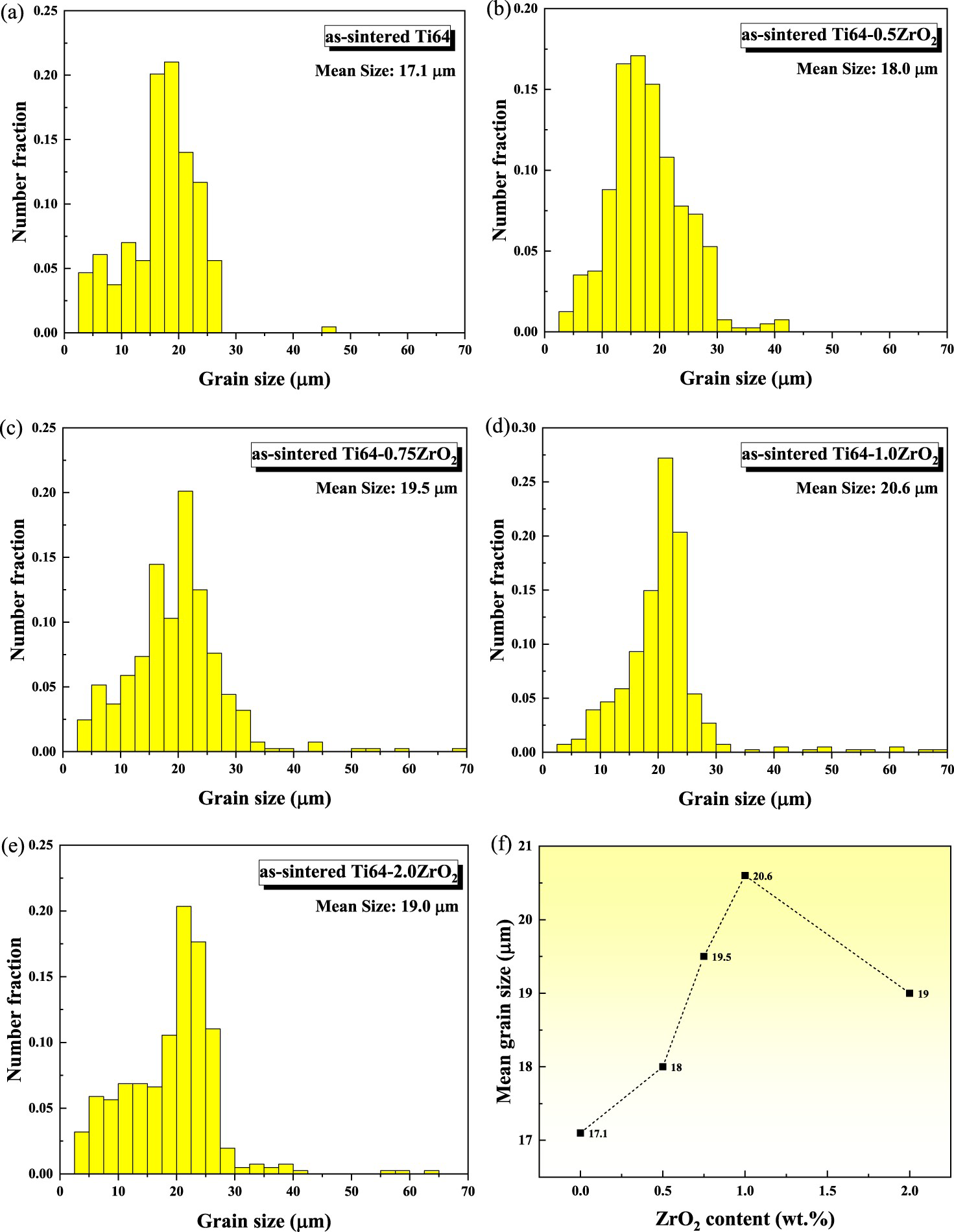
Figure 1 displays the optical microstructures of as-sintered and as-rolled Ti64-xZrO2 samples, where all the as-sintered alloys exhibit near-equiaxed α and intergranular β structure without ZrO2 segregation, and a considerable number of residual pores can be observed. Table 1 summarises the density results of each sample before and after rolling. It can be seen that with the increase in ZrO2 content, the relative density of as-sintered sample shows a trend of first increase and then decrease. After rolling, the difference in relative density can be basically eliminated. The grain size distributions of Ti64-ZrO2 samples are shown in Figure 2. It can be found that compared with Ti64, the mean grain size of ZrO2-added sample increases significantly, which is mainly related to the increase in zirconium content. As mentioned earlier, recent report indicates that Zr addition can decrease the phase transition temperature of Ti with α-stabiliser and weaken the stabilising effect of α-stabiliser [25]. It is well known that the self-diffusion rate of β-Ti is several orders of magnitude higher than α-Ti, so the sintering densification can be accelerated at the same sintering temperature and the grain size of ZrO2-added sample is larger [28]. In addition, the grains gradually transform from equiaxed to short rod-shaped when ZrO2 content exceeds 0.75 wt.-%. It is worth noting that a small amount of parallel lamellar structure (red dotted rectangle area in Figure 1(d1)) is observed in the Ti64-1.0 ZrO2 sample. When ZrO2 content is further increased to 2.0 wt.-%, some of the short rod-shaped grains are replaced by continuous fine equiaxed grains (yellow dotted rectangle area in Figure 1(e1)). The microstructure of as-sintered sample is mainly on account of the synergistic effect of zirconium, oxygen and residual pores. The appearance of lamellar structure indicates that the density of this sample is relatively high, so α-Ti grains grow rapidly along a specific direction strictly following the Burgers orientation relationship during the cooling process [29]. For the Ti64-2.0 ZrO2 sample, it can be speculated that the α-stabilising effect of oxygen is stronger, and the increase in phase transition temperature leads to a relative decrease in the density, so continuous fine equiaxed grains appear.
Optical microstructures of (1) as-sintered and (2) as-rolled Ti64 samples with ZrO2 content of (a) 0 wt.-%, (b) 0.5 wt.-%, (c) 0.75 wt.-%, (d) 1.0 wt.-%, (e) 2.0 wt.-%. Grain size distributions of as-sintered Ti64-xZrO2 samples: (a) Ti64, (b) Ti64-0.5 ZrO2, (c) Ti64-0.75 ZrO2, (d) Ti64-1.0 ZrO2, (e) Ti64-2.0 ZrO2, (f) comparison plot of mean grain size. Density of as-sintered and as-rolled samples with different ZrO2 additions. ρt -theoretical density, ρsintered -density of as-sintered sample, ρrolled -density of as-rolled sample, ρrs -relative density of as-sintered sample, ρrr -relative density of as-rolled sample.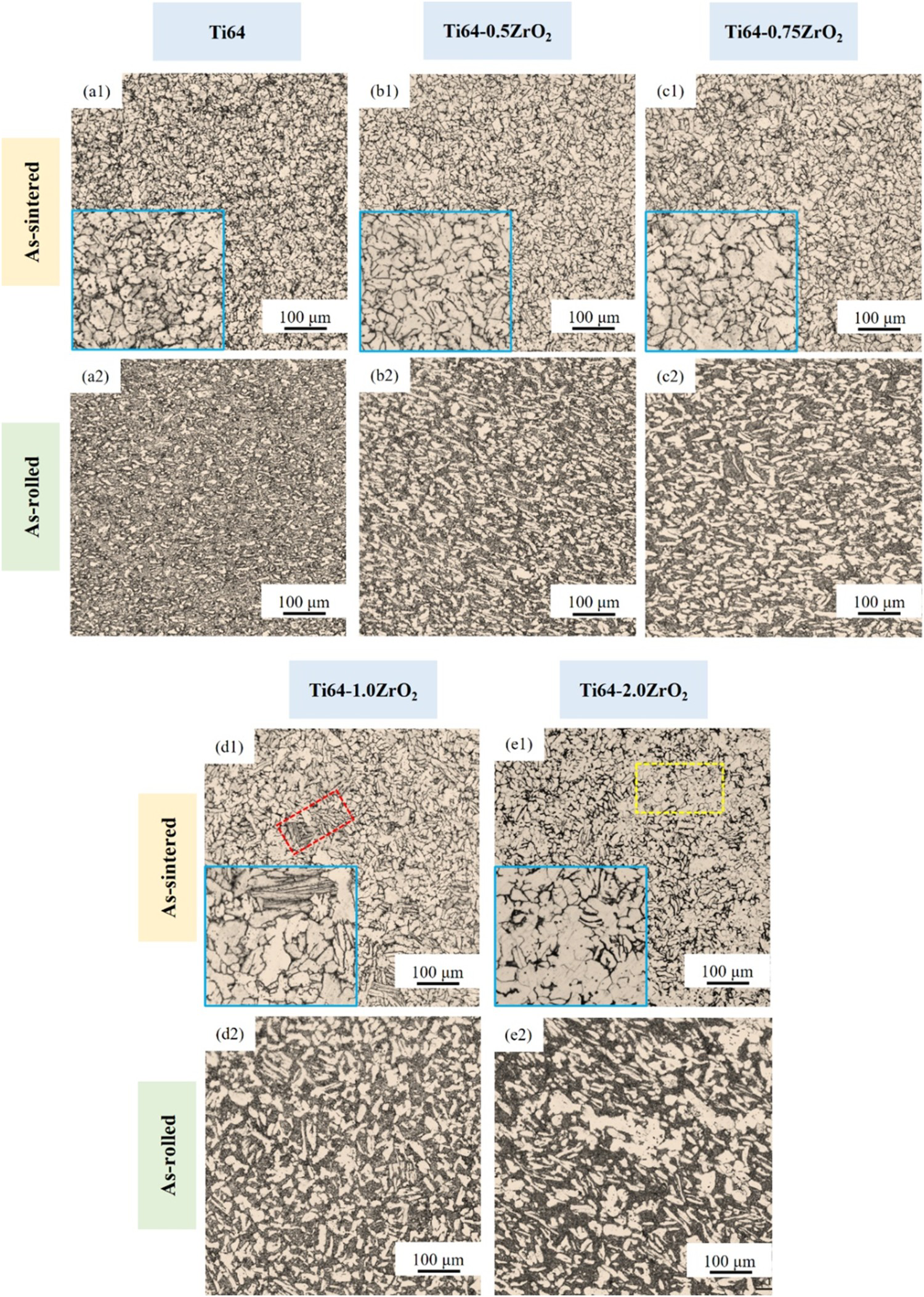

Microstructures of as-rolled alloys have significantly changed compared with the as-sintered samples, presented by primary α structure (bright part) and β transformation structure (darker part), as shown in Figure 1(a2–e2). It can be seen from Figure 1 that most of the primary α grains tend to be elongated along the rolling direction and a small part is nearly equiaxed. Figure 3 presents the grain size distribution of primary α structure, in which the grain size of as-rolled Ti64 is significant smaller than that of other samples. This may be due to a large number of pores in as-sintered Ti64, which effectively hinder the grain growth during the hot rolling process. In addition, the grain size of primary α phase increases with the increasing of ZrO2 content, which is basically consistent with the trend of grain size change in the as-sintered samples. It should be noted that there are still continuous α grains in the as-rolled Ti64-2.0 ZrO2 alloy, which results in larger mean size of primary α grains. It can also be seen that the grain size of as-sintered sample determines the grain size of primary α phase in as-rolled samples to a certain extent. Besides, the inhomogeneous structure of as-sintered sample can remain in the as-rolled sample, which may negatively affect the mechanical properties.
Grain size distributions of primary α structure in as-rolled Ti64-xZrO2 samples: (a) Ti64, (b) Ti64-0.5 ZrO2, (c) Ti64-0.75 ZrO2, (d) Ti64-1.0 ZrO2, (e) Ti64-2.0 ZrO2, (f) comparison plot of mean grain size.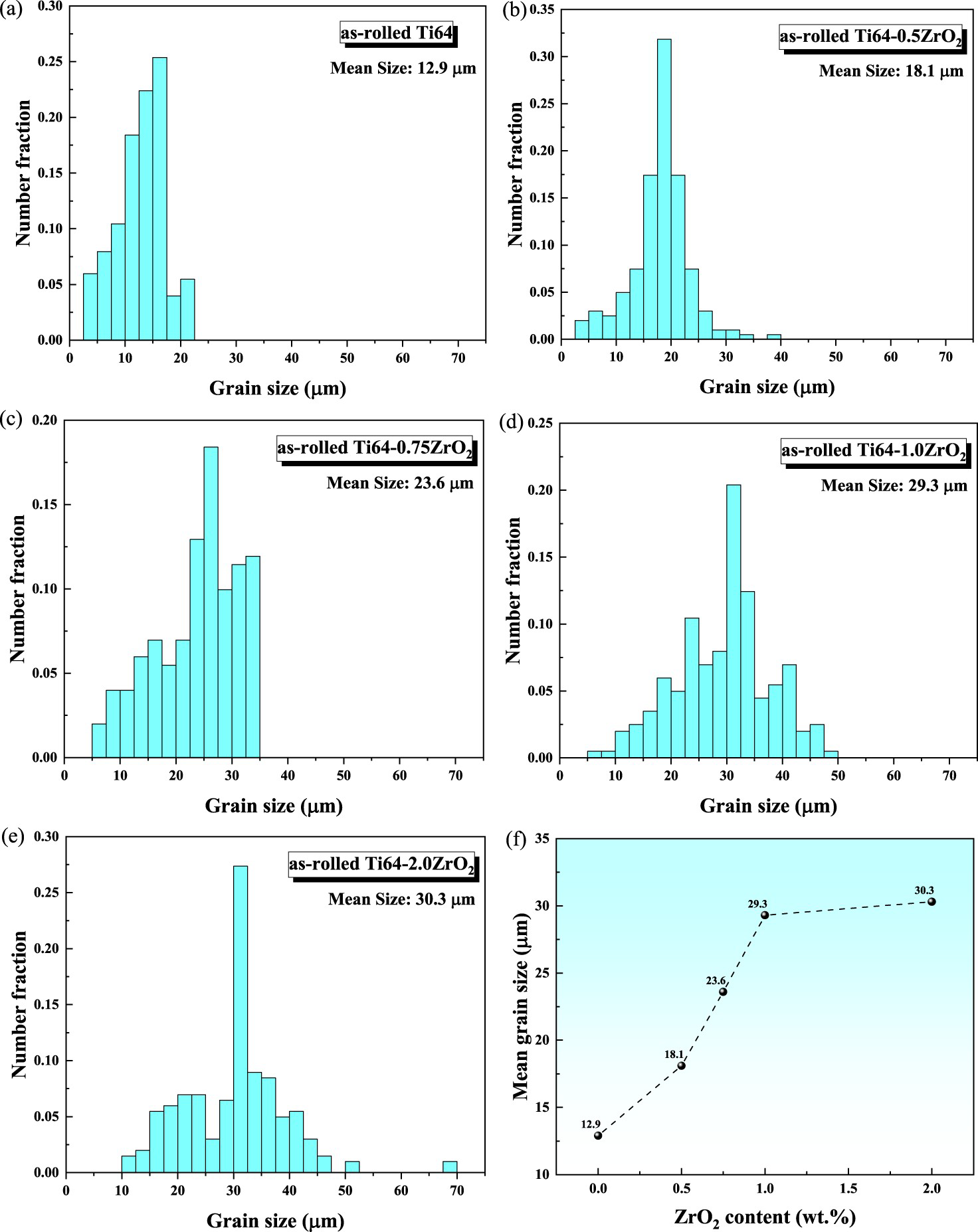
Figure 4 displays the SEM images of β transformation structure at high magnification. Intergranular β phase and fine acicular α phase (thickness around 1 μm) can be observed between the primary α grains in all samples, which is the typical microstructure of titanium alloys processed within the α+β region [30]. Obvious pores can be found in the as-rolled Ti64 alloy, but the density results show that the relative density is more than 99.9%, which may be due to the residual stress after rolling, and stress corrosion occurred under the corrosion effect of the etching solution [31].
SEM images of as-rolled Ti64-xZrO2 samples: (a) Ti64, (b) Ti64-0.5 ZrO2, (c) Ti64-0.75 ZrO2, (d) Ti64-1.0 ZrO2, (e) Ti64-2.0 ZrO2.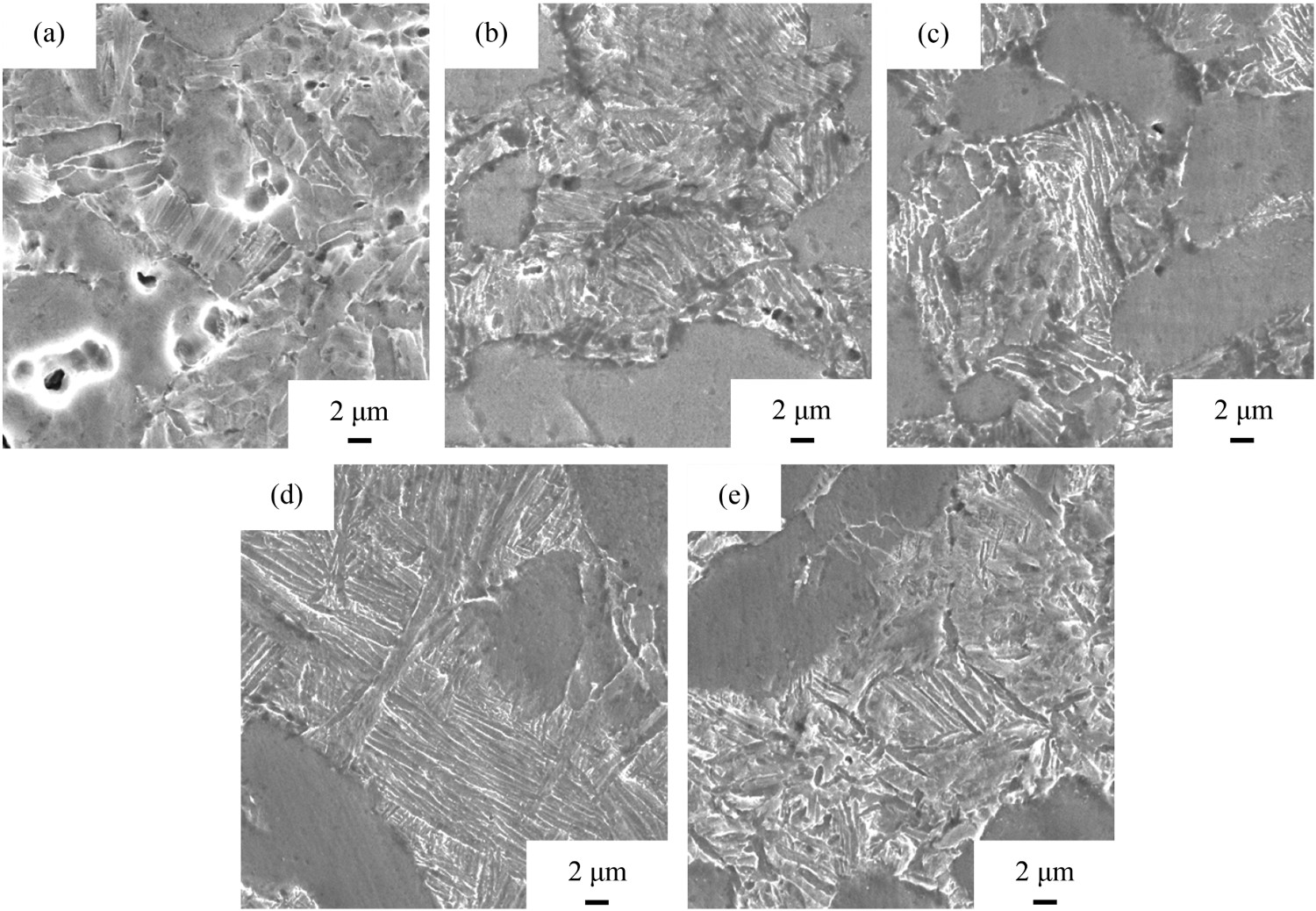
Element distribution mapping of as-sintered Ti64-2.0 ZrO2 sample is shown in Figure 5. It can be found that no obvious segregation distribution of Zr and O elements is observed in the analysis area of Ti64-xZrO2 samples. It can be inferred that ZrO2 may have been decomposed and sufficient element diffusion may be accomplished during the sintering process [32,33]. But this needs to be combined with other test results to make a final determination. Generally, the solid solution of foreign atoms or the material deformation can lead to the distortion of titanium lattice, which will shift the position of the diffraction peak in the XRD pattern. Therefore, to better understand the solid solution of ZrO2 and avoid lattice distortion caused by hot rolling, XRD analysis is performed on the as-sintered samples and the lattice constants are calculated according to Bragg's law, as shown in Figure 6. It can be clearly seen that only hcp α-Ti phase and bcc β-Ti phase can be detected in all samples from a wide range (30°-90°), which is similar to the results reported in previous work [34]. It is worth noting that the diffraction peaks around 35° and 38° represent the { Elemental distribution mapping of as-sintered Ti64-2.0 ZrO2 samples. (a) XRD results of as-sintered Ti64-xZrO2 samples, and (b) dependence of lattice constant on ZrO2 content. } prismatic plane and {0002} basal plane of titanium, which are related to the lattice constants a and c, respectively. Positions of these two diffraction peaks shift to the left with the increase in ZrO2 content, which demonstrates that foreign atoms (such as oxygen and zirconium) solubilize into the titanium lattice. As shown in Figure 6(b), the lattice constants show an increasing trend as the content of ZrO2 increases from 0 to 2 wt.-%. According to the reported results, the oxygen interstitial solution atoms in titanium crystal occupy the octahedral vacancies and are thermally stable in the lattice, leading to an increase in lattice constant c [35]. Furthermore, since the atomic radius of Zr (1.62 Å) is larger than that of Ti (1.47 Å), the substitution of Zr atoms for Ti atoms can increase the lattice constant a [36,37]. Also, it can be obviously seen from Figure 6(b) that the lattice constants a and c of Ti64 are 2.9271 and 4.6703 Å, respectively, which are significantly smaller than those in the PDF standard card (a: 2.9505 Å, c: 4.6826 Å). The difference in lattice constant of Ti64 is due to the solid solution of aluminium (atomic radius 1.43 Å) and vanadium (atomic radius 1.34 Å) alloying elements, which randomly replace the positions of Ti atoms (atomic radius 1.47 Å) in the lattice and the reduction in atomic radius distorts the lattice.
} prismatic plane and {0002} basal plane of titanium, which are related to the lattice constants a and c, respectively. Positions of these two diffraction peaks shift to the left with the increase in ZrO2 content, which demonstrates that foreign atoms (such as oxygen and zirconium) solubilize into the titanium lattice. As shown in Figure 6(b), the lattice constants show an increasing trend as the content of ZrO2 increases from 0 to 2 wt.-%. According to the reported results, the oxygen interstitial solution atoms in titanium crystal occupy the octahedral vacancies and are thermally stable in the lattice, leading to an increase in lattice constant c [35]. Furthermore, since the atomic radius of Zr (1.62 Å) is larger than that of Ti (1.47 Å), the substitution of Zr atoms for Ti atoms can increase the lattice constant a [36,37]. Also, it can be obviously seen from Figure 6(b) that the lattice constants a and c of Ti64 are 2.9271 and 4.6703 Å, respectively, which are significantly smaller than those in the PDF standard card (a: 2.9505 Å, c: 4.6826 Å). The difference in lattice constant of Ti64 is due to the solid solution of aluminium (atomic radius 1.43 Å) and vanadium (atomic radius 1.34 Å) alloying elements, which randomly replace the positions of Ti atoms (atomic radius 1.47 Å) in the lattice and the reduction in atomic radius distorts the lattice.
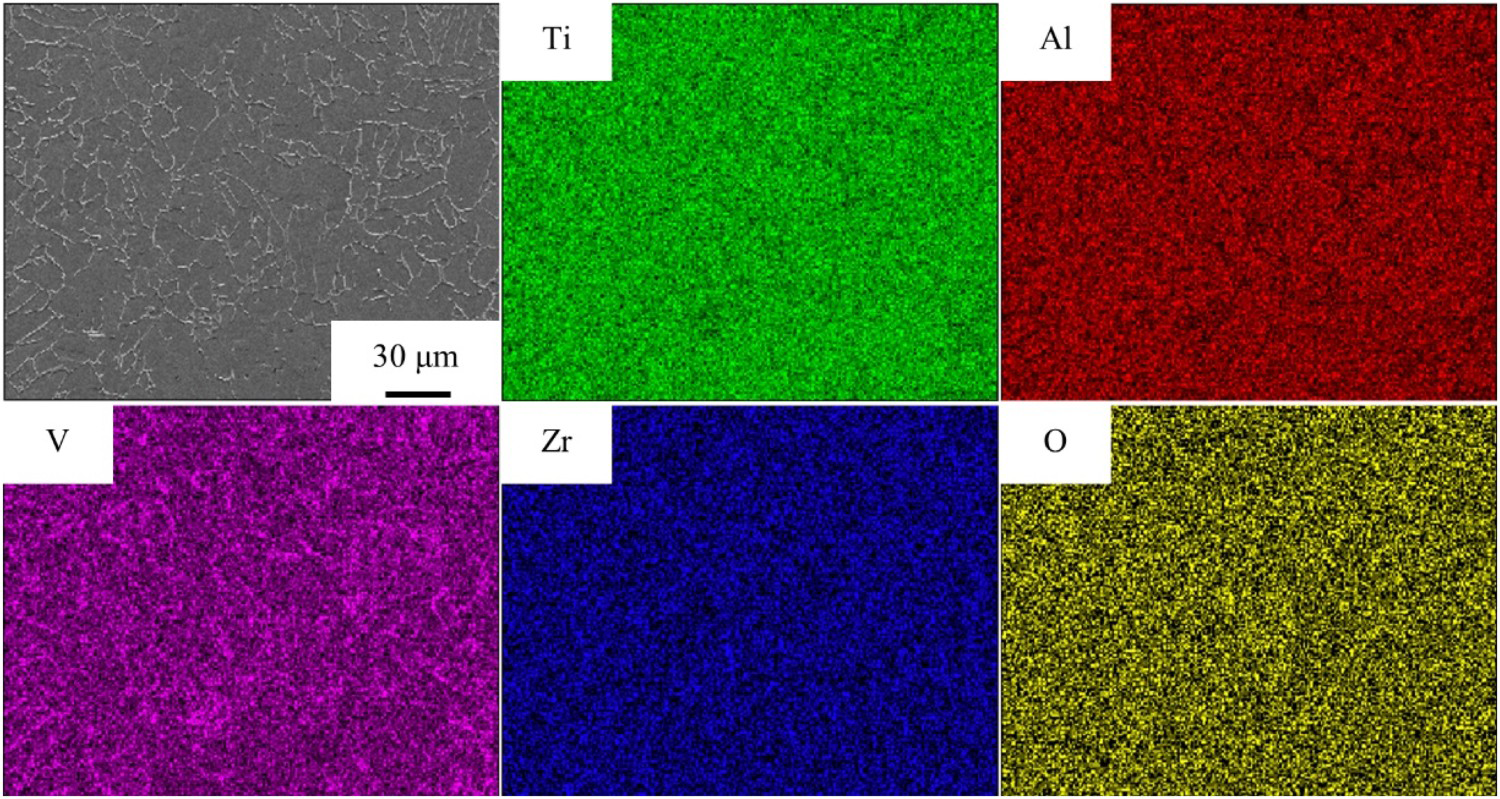
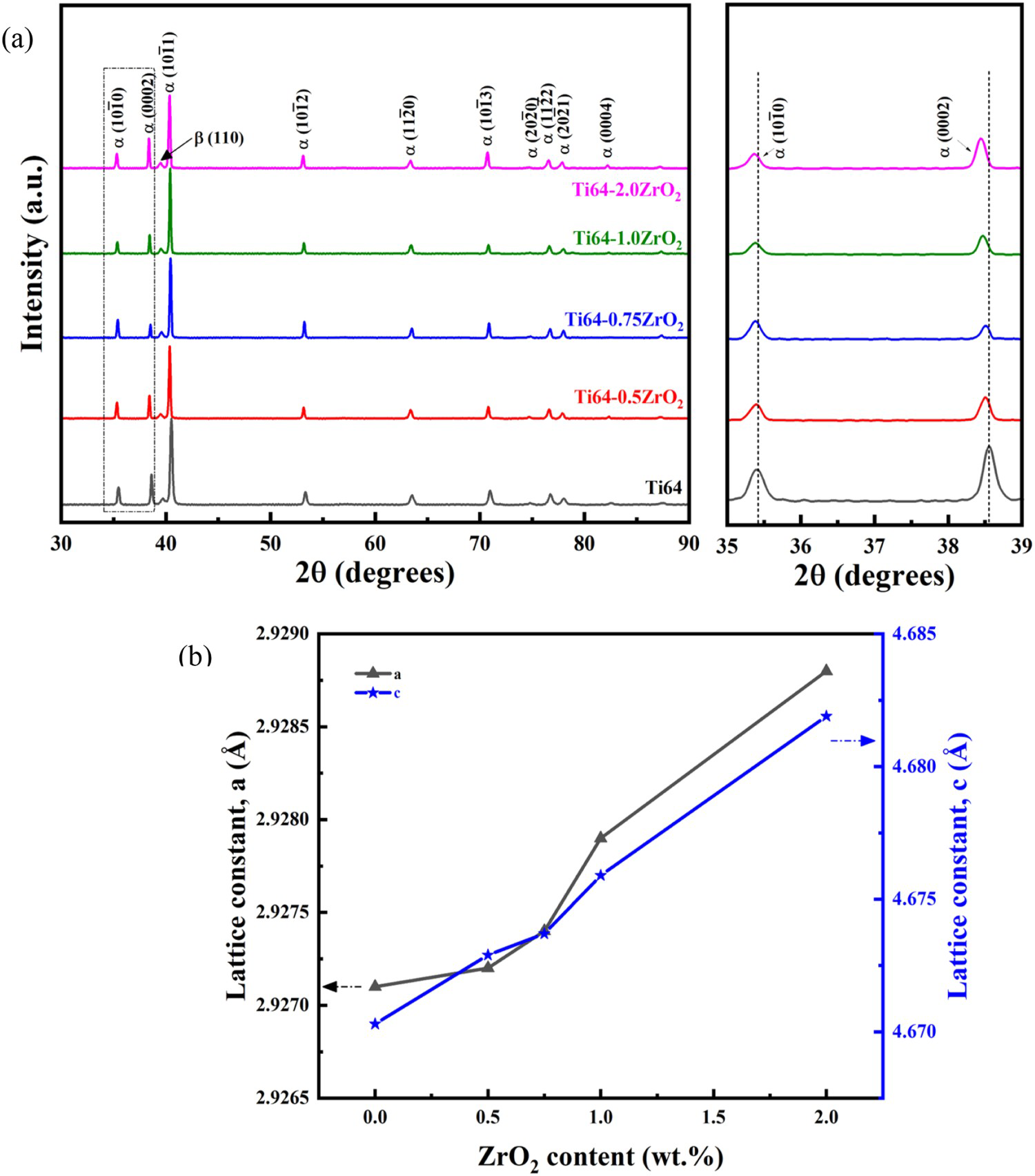
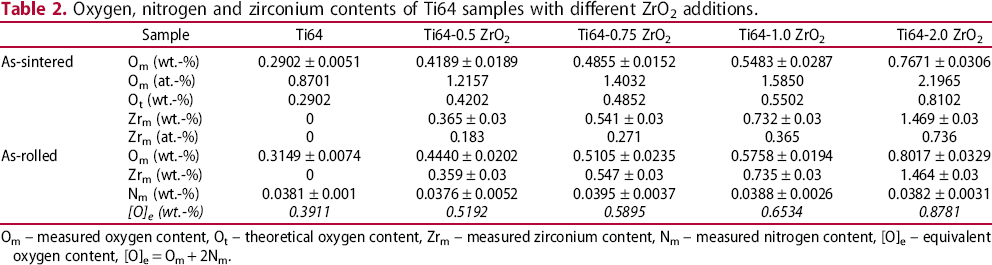
Table 2 summarises the oxygen, nitrogen and zirconium contents of all samples. The oxygen and nitrogen elements of Ti64 sample originate from the surface of raw HDH Ti64 powder and the environment during the preparation process. Figure 7 reveals the relationship between ZrO2 content and the measured oxygen content of as-sintered samples, and the theoretical oxygen content is also plotted for comparison. It can be clearly found that ZrO2 content has a strong proportional relationship with the measured oxygen content. The difference between the measured oxygen content and the theoretical oxygen content is very small, which not only shows that there is no oxygen pollution from other sources during the preparation process, but also indirectly indicates that ZrO2 has been completely dissolved into Ti64. That is, no individual ZrO2 particles are present in the Ti64-ZrO2 samples.
Dependence of oxygen content on ZrO2 content. Oxygen, nitrogen and zirconium contents of Ti64 samples with different ZrO2 additions. Om – measured oxygen content, Ot – theoretical oxygen content, Zrm – measured zirconium content, Nm – measured nitrogen content, [O]e – equivalent oxygen content, [O]e= Om+ 2Nm.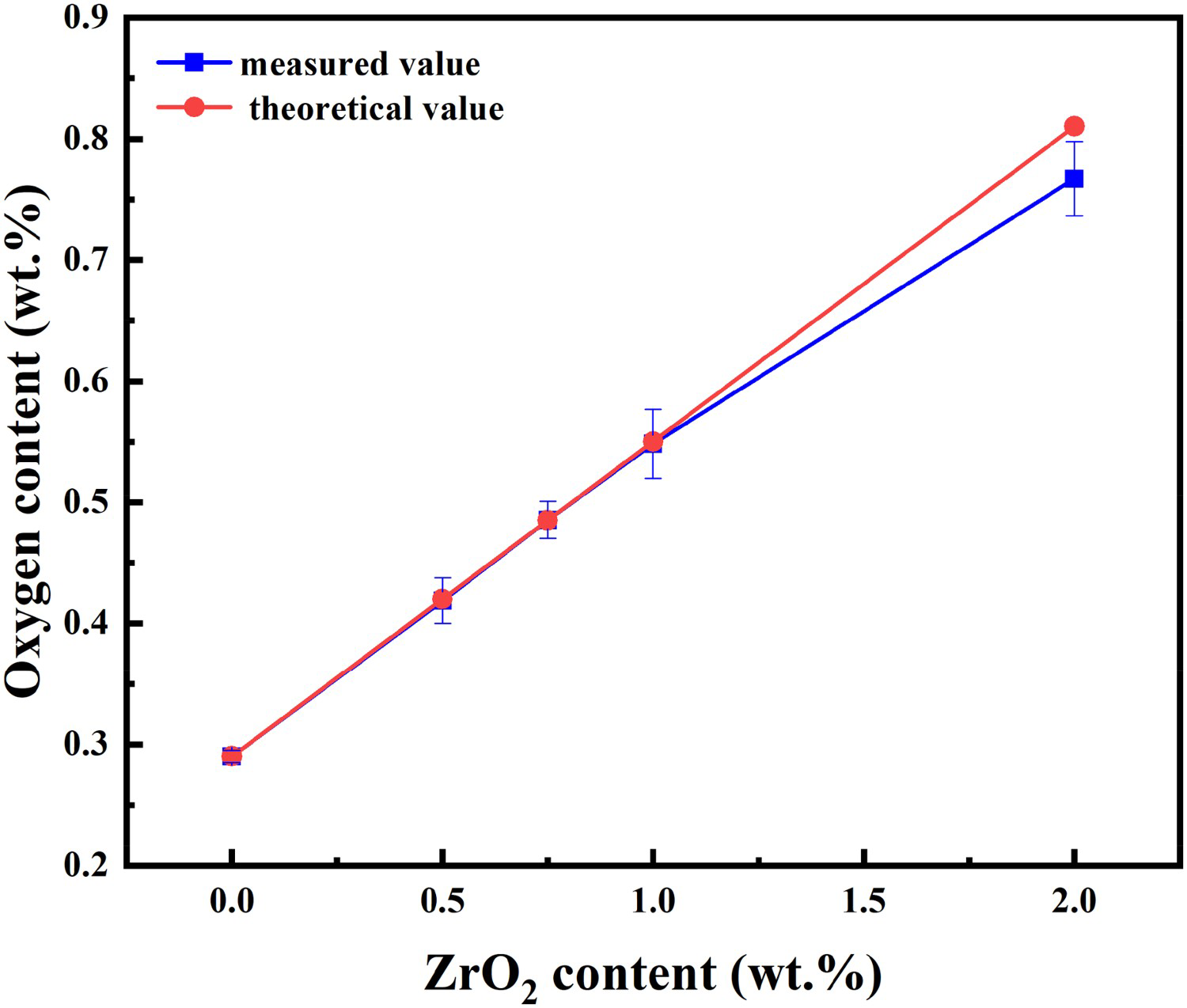
Since the lattice structure of titanium is deformed by the solid solution of foreign atoms, the dependence of lattice constants on oxygen content in the a-axis and c-axis directions of the as-sintered samples is first analysed, as shown in Figure 8. It is assumed that the lattice expansion caused by zirconium and oxygen atoms does not affect each other. The lattice constant changes of titanium by only oxygen atoms in Ti64-ZrO2 materials in this study should be similar to the effect of oxygen in Ti64-TiO2 material. The gradients of the lattice constant caused by oxygen in a-axis and c-axis directions are 0.1 × 10−3 Å/at.-%O and 5.0 × 10−3 Å/at.-%O, respectively [34]. The liner fitting results (dotted red line in Figure 8) of the data points in this study show that the lattice constant gradients of Ti64-ZrO2 sample in the a-axis and c-axis directions are 1.37 × 10−3 Å/at.-%O and 8.83 × 10−3 Å/at.-%O, respectively, which is obviously higher than that in the reference. Therefore, it can be concluded that the difference in lattice constant is related to the lattice expansion caused by the solid solution of zirconium atoms. Figure 9 displays the relationship between the change of lattice constants in a-axis and c-axis and the content of zirconium atoms in as-sintered samples. This result means that the lattice of titanium expands in both a-axis and c-axis directions with the increase in zirconium solute content, which makes the values of Δa(O) and Δc(O) in this study higher than that in the literature.
Dependence of lattice constants (a) a and (b) c on oxygen content. Relationship between the change of lattice constants in a-axis (a) and c-axis (b) and the content of zirconium atoms in as-sintered samples.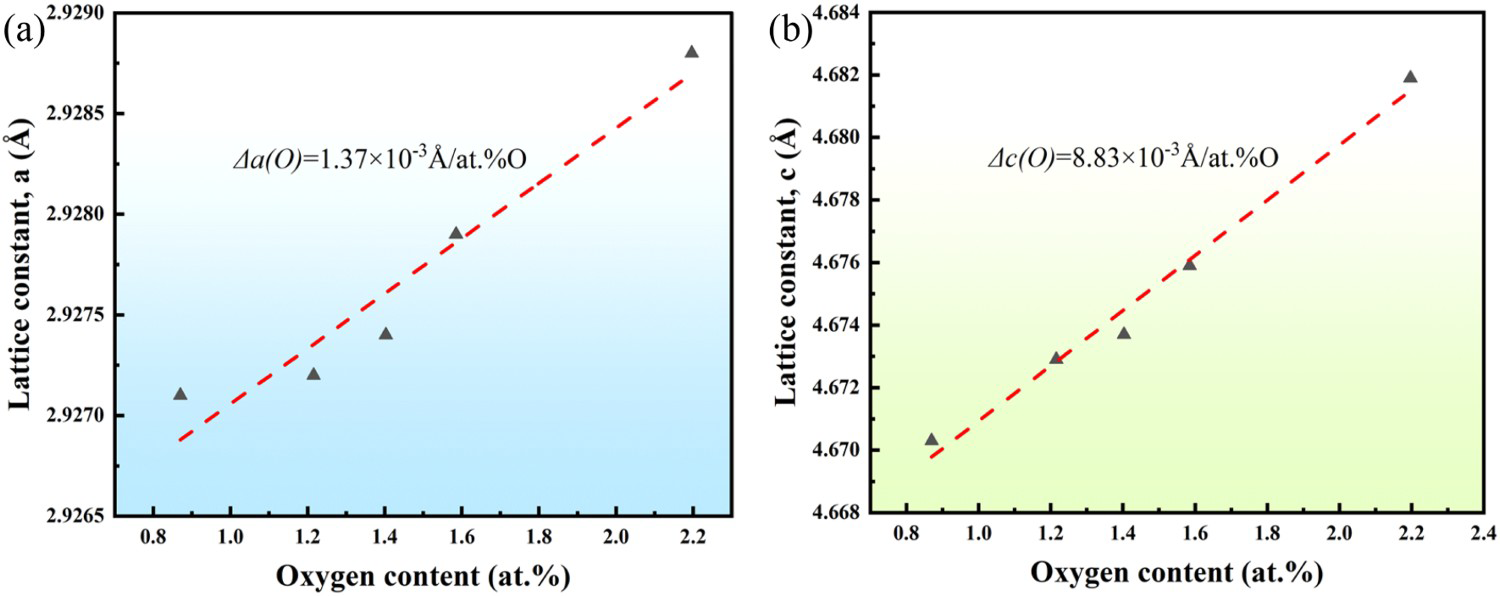
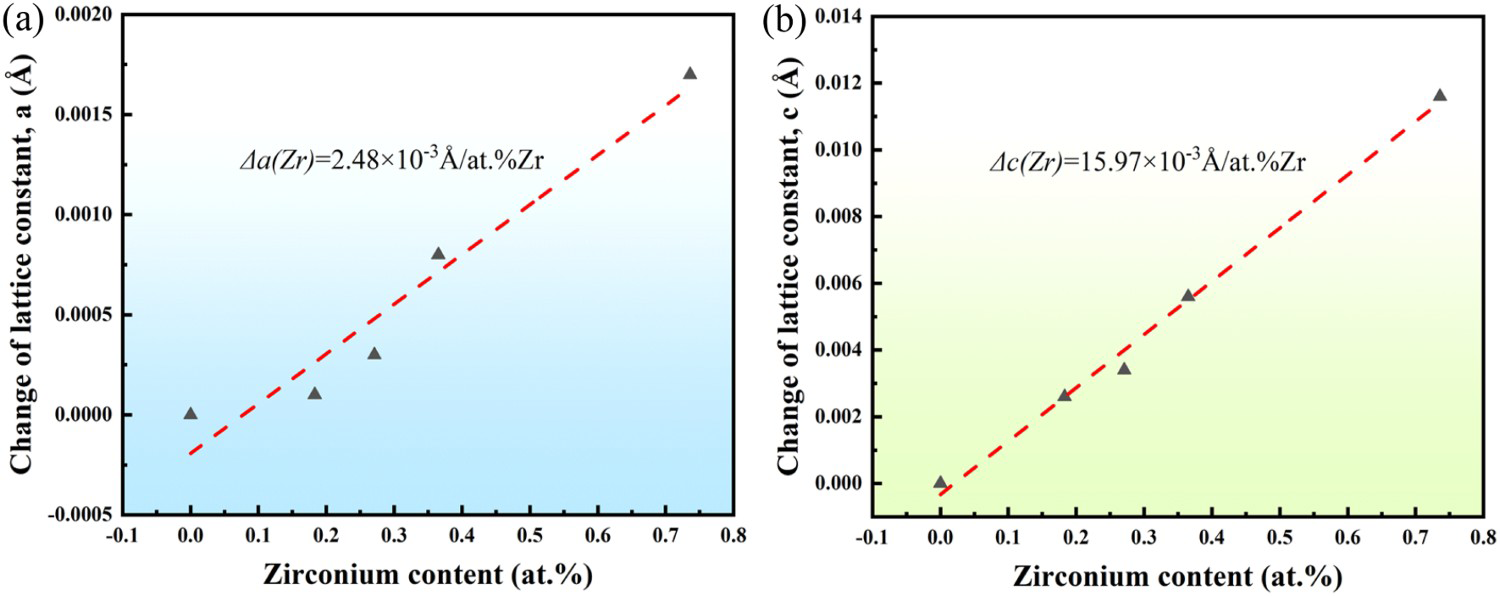
Table 3 presents the ultimate tensile strength (UTS), yield strength (YS), hardening indicators (YS/UTS) and elongation (EL.) of as-rolled Ti64-xZrO2 samples obtained from tensile tests, and the corresponding stress–strain curves are illustrated in Figure 10. The UTS (from 1101.9 to 1214.0 MPa, increasing by 10.2%), YS (from 978.9 to 1099.3 MPa, increasing by 12.3%) and YS/UTS (from 0.888 to 0.917) all increase significantly with increasing ZrO2 content from 0 to 1.0 wt.-%, which is mainly due to the strengthening effect of solid solution atoms [38]. In addition, although the elongation of as-rolled samples decreases with the increase in ZrO2 content, Ti64-0.75 ZrO2 alloy still exhibits good comprehensive mechanical properties, showing high yield strength (1082.3 MPa, increasing by 10.6% compared with Ti64), sufficient elongation (7.3%) and highest YS/UTS value (0.917). It should be noted that the equivalent oxygen content of Ti64-0.75 ZrO2 sample is close to 0.6 wt.-%, which is much higher than the critical oxygen content (0.33 wt.-%) of Ti64 alloy in the literature [9]. This indicates the potential to fabricate Ti64 alloy with a balanced combination of high strength and sufficient ductility by vacuum sintering and hot rolling. However, with further increasing the content of ZrO2, the elongation drops sharply until reaching total brittleness, which suggests that the oxygen threshold of PM Ti64 alloy in this study may be around 0.6 wt.-%.
Room temperature tensile tests of the as-rolled Ti64-xZrO2 samples: (a) stress–strain curves, (b) dimensions of specimens (mm in units). Tensile properties of as-rolled samples with different ZrO2 addition.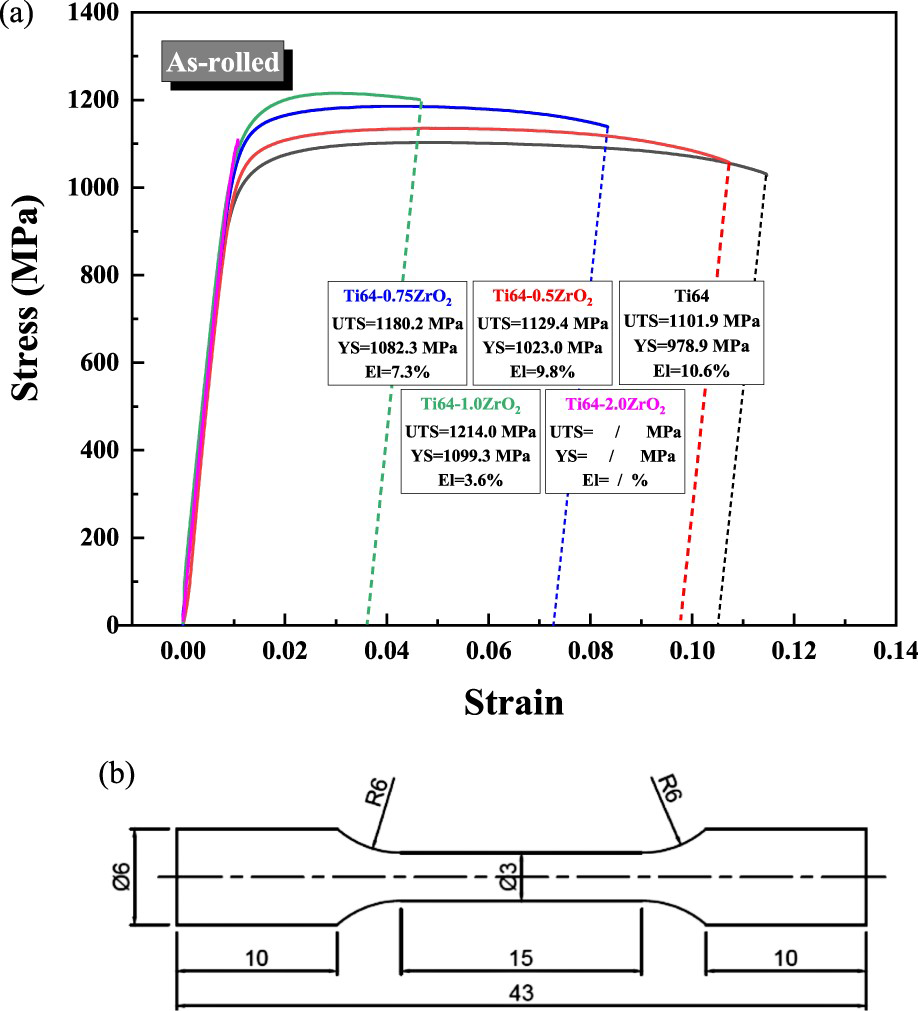

To better understand the change of room temperature elongation, the fracture morphologies of as-rolled Ti64-ZrO2 samples after tensile tests are observed, as shown in Figure 11. When ZrO2 content varies from 0 to 1.0 wt.-%, the fracture morphologies are similar and are consisted of grey cleavage planes and white plastic zone, showing a hybrid-fracture mode. However, the area of the plastic zone decreases with the increase in ZrO2 content, while the area of the cleavage zone increases, which shows a decrease in elongation. Combined with the microstructure of as-rolled samples observed before, it can be found that the cleavage zone should correspond to the primary α grains with transgranular fracture. In addition, a large area of river patterns appears in Ti64-2.0 ZrO2 sample, indicating high brittleness and low elongation. Hence, the observation of fracture morphologies reveals the fact that the variation of ZrO2 content leads to the transition of fracture mode.
Fracture morphology of as-rolled Ti64-xZrO2 samples: (a) Ti64, (b) Ti64-0.5 ZrO2, (c) Ti64-0.75 ZrO2, (d) Ti64-1.0 ZrO2, (e) Ti64-2.0 ZrO2.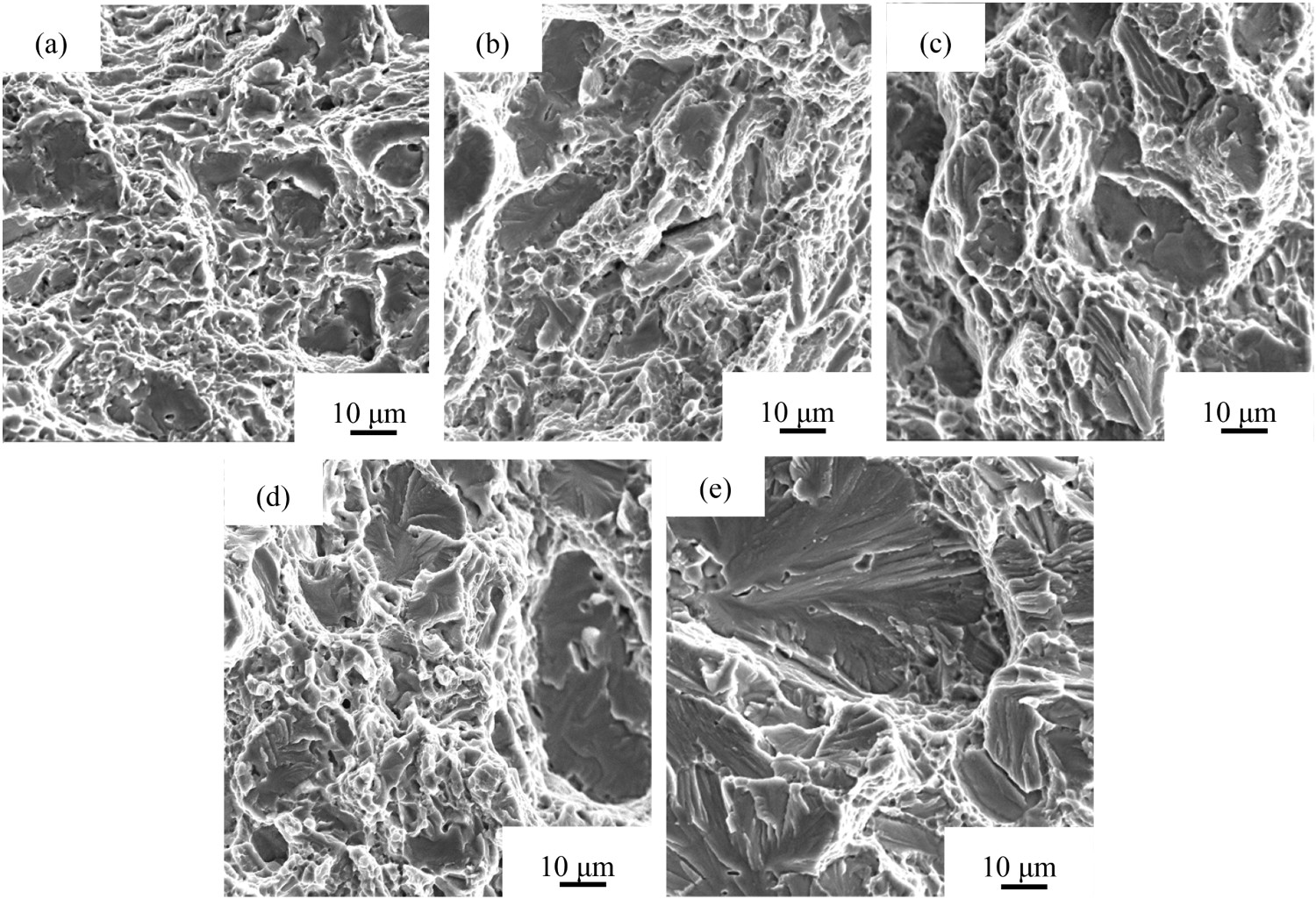
So far, it can be clarified that the effect of ZrO2 content on the room temperature tensile properties of Ti64 alloy. Zirconium dioxide has been decomposed into zirconium and oxygen atoms in the titanium lattice during the sintering process, which plays an obvious solid solution strengthening effect and improves the strength of Ti64 sample. For the as-rolled Ti64-0.75 ZrO2 sample, although the increase in ultimate tensile strength is 7%, the decrease in ductility is 31%. However, it is also worth noting that as-rolled Ti64-0.75 ZrO2 sample with an equivalent oxygen content of about 0.6 wt.-% still exhibits sufficient ductility (7.3%), indicating that the negative effect of oxygen on ductility can be reduced by appropriate preparation methods. Mechanical properties of the materials are the macroscopic manifestations of the microstructure. Hot rolling not only effectively eliminates pores, but also changes the microstructure. The bimodal structure replaces the near-equiaxed or short rod-shaped grains, and fine β transformation structure can increase the path and difficulty of crack propagation, thereby improving the ductility of the as-rolled sample. Nevertheless, grain growth of primary α grains with transgranular fracture increases the brittleness of titanium materials. Therefore, it can be inferred that reducing the grain size of primary α by controlling hot rolling parameters may further increase the critical oxygen content of powder metallurgy Ti64 alloy, breaking through the strength-ductility trade-off dilemma and obtaining PM Ti64 alloy with a very desirable combination of high tensile strength and high ductility.
In this study, high oxygen Ti6Al4V alloys with a combination of high strength and sufficient ductility are successfully prepared using the mixture of HDH Ti6Al4V powder and ZrO2 powder via vacuum sintering and hot rolling. The microstructure evolution, element distribution, phase composition and mechanical properties are investigated. The conclusions are summarised below:
With 0.75 wt.-% ZrO2 addition, the sample exhibits mechanical properties of 1180.2 MPa in UTS, 1082.3 MPa in YS, 7.3% in elongation. Although the oxygen content is close to 0.6 wt.-%, the samples still possess sufficient room temperature ductility. The increase in strength is attributed to oxygen and zirconium atoms derived from ZrO2 that are completely dissolved in Ti6Al4V alloy. The formation of fine β transformation structure may be the factor for maintaining sufficient ductility. One potential approach is proposed to increase the oxygen threshold in PM Ti6Al4V alloy with a combination of high tensile strength and high ductility.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).