
Abstract
In this study, the effects of Cu addition on AlFeMnTiSi0.75Cu x (x = 0, 0.25, 0.5, 0.75, 1.00; in molar ratios) high entropy alloys (HEAs) prepared via mechanical alloying and spark plasma sintering were investigated. The structure, phase, morphology and composition of HEA powders were analysed and the results revealed that the AlFeMnTiSi0.75Cu x HEAs exhibited a multiphase structure. Additionally, after sintering at 900 °C, the formation of BCC, µ and L21 phases in the densified HEAs was enhanced. The investigation of the hardness, nanoindentation and compressive properties revealed that the microstructural and mechanical properties of AlFeMnTiSi0.75Cu x HEAs were improved at the optimal Cu fraction (0.25 molar ratio). The nanoindentation results revealed that the AlFeMnTiSi0.75Cu x HEAs exhibited the highest hardness and elastic modulus (HIT = 19.2 GPa, EIT = 336 GPa). These results improve the current understanding of multiphase HEAs and may pave way for the development of advanced HEAs with superior mechanical properties.
Keywords
Introduction
Since their discovery, high entropy alloys (HEAs) have generated considerable interest among material researchers because of their several advantages over conventional alloys. One of the key benefits of HEAs is their high strength and toughness owing to their high mixing entropy caused by the random distribution of constituent elements in a solid solution [1,2]. Another advantage of HEAs is their versatile compositional space through which the properties of HEAs can be tailored to meet specific needs. Typically, HEAs contain at least five principal elements in varying fractions (5–35 at-%) in the solid solution matrix [3]. At high mixing entropies, various simple face-centered cubic (FCC), as well as body-centered cubic (BCC) solid solution structures, are formed [4,5]. However, the weak mechanical strength of FCC HEAs hinders their structural applications. Similarly, the brittle nature of BCC HEAs hinders their application in load-bearing safety structures. To overcome these drawbacks, versatile combinations of HEAs have been proposed in the existing literature [6–9]. Nevertheless, owing to their exceptional mechanical performance and thermomechanical stability, HEAs are employed in various applications, including in nuclear reactors, spacecraft components and additive manufacturing, and have attracted significant research [10–13].
Several studies have assessed the influence of individual elements on the phase stability of HEAs, as well as on the improvement of their strength and ductility. For example, Tong et al. [14] and Tsai et al. [15] demonstrated that the addition of 1–1.3 moles of Al to Al x CoCrCuFeNi stabilised a dual FCC + BCC structure and the addition of 2.3–3 moles of Al resulted in the formation of a complete BCC structure. In contrast, Dong et al. [16] reported the formation of only a BCC structure in AlCoCrFeNiV x , containing Al with a longer atomic bonding length than the remaining constituents owing to the transformation of FCC to BCC. Chen et al. [17] observed the formation of dual FCC and BCC structures after the addition of V (0.2–1 at-%) into Al0.5CoCrCuFeNi owing to the positive mixing enthalpy of Cu with other elements. Similarly, the phase separation of FCC from the BCC matrix occurred after the addition of Cu into AlCoCrFeNi, which induced a balance in the mechanical properties [18]. Nene et al. demonstrated the ability of Cu-containing HEA (Fe38.5Mn20Co20Cr15Si5Cu1.5) to balance the strength and ductility synergy at room temperature owing to the formation of twin and plate type interfaces [19]. Similarly, Xian et al. demonstrated the potential of Cu to simultaneously enhance the strength and ductility of CrMnFeCoNiCu x HEA [20]. Accordingly, the addition of Cu into HEAs has emerged as a popular strategy to achieve a balance in the mechanical properties of materials [21,22]. Recent reports on Cu-added HEAs have demonstrated that the addition of Cu promotes liquid-phase separation and the formation of a Cu-rich supersaturated solid solution with nanoprecipitates [23–25].
Several studies have explored the effects of the addition of metallic elements on the mechanical performance of HEAs. For example, some studies have added minute Si fractions to HEAs for automotive structural applications [7,26,27]. However, despite their many benefits, the development of robust HEAs for automotive structural parts, which can replace the Al–Si–Cu alloys, is still in its early stages, and further research is required to fully understand their properties and behavior. Most HEAs are manufactured through arc melting [28]; however, researchers have recently recognised the importance of powder metallurgy for the large-scale production of HEAs [29–32]. In addition, the mechanical alloying (MA) process has been demonstrated to improve the nano-structuring of the powder particles, thus expanding the potential applications of HEAs at the nano-scale. Furthermore, the spark plasma sintering (SPS) process helps in the preservation of the nanostructure of the HEA [33]. This study investigated the effects of Cu addition and multiphase separation on the mechanical properties of BCC-based HEAs and balance of the optimum strength–fracture strain. In addition, this study investigated the effect of Cu addition on the microstructure and mechanical performance of multiphase AlFeMnTiSi0.75Cu x (x = 0, 0.25, 0.5, 0.75, 1.0 molar ratio) HEAs prepared using MA and SPS.
Materials and methods
The constituent powders (i.e. Al, Fe, Cu, Mn, Ti and Si (> 99.9% pure, particle size ≈ 45 μ)) were purchased from Sigma-Aldrich in the USA, and were mixed at various molar ratios to prepare the HEA powders using the MA approach. Thereafter the HEA powders were ball-milled for 45 h at a ball-to-powder weight ratio of 10:1, and 0.3 wt-% stearic acid was used as the process control agent. After milling, the HEAs powder was green consolidated at 50 MPa and then densified using SPS (Dr. Sinter LAB, FUJI; Japan) at 900 °C for 8 min.
The morphology and phase evolution of the HEA powder and sintered HEAs were characterised using field-emission scanning electron microscopy (FE-SEM: JSM-7100F, Jeol; Japan) coupled with energy-dispersive spectroscopy (EDS). The structural evolution and phase analysis of HEAs were examined using X-ray diffraction (XRD: CuKα (λ) = 1.540598 Å, D8 ADVANCE, Brucker; Germany). The phase fraction of various phases was determined using the relation [18]:
The mechanical properties of the sintered HEAs were assessed using a Vickers microhardness tester (HM200, Mitutoyo; Japan), and the compressive tests were performed using a universal testing machine (UTM: Instron 3367, Instron; USA). Ten samples were investigated for each condition. The dimension of the sample was Ǿ 1.5 mm × 3 mm. The samples were polished to remove the adherent impurities on the surface before tests. The Vickers microhardness test was performed at 0.2 kgf loading force for 10 s. The strength, compression and fracture energy were calculated from the compressive stress–strain diagrams of the samples. The nanoindentation properties were measured using a Berkovich nanoindenter (Ultra-Precision Surface Mechanical Analysed, Anton Paar; Austria), and the loading parameters were 100 mN load and a rate of 1.3 N/s.
Results and discussion
MA of the powder HEAs
Figure 1 shows the XRD results of the AlFeMnTiSi0.75Cu
x
alloys with various Cu fraction (x = 0, 0.25, 0.5, 0.75, 1.00 in molar ratios). The XRD results suggested that the AlFeMnTiSi0.75Cu
x
HEAs exhibited BCC-based multiphase phase solid solution structure (Figure 1(a)), and confirmed the presence of the multiphase structure in the sample. In addition, BCC1, BCC2 and L21 peaks were observed in the XRD patterns (Figure 1(b)).
(a) XRD patterns of the AlFeMnTiSi0.75Cu
x
(x = 0–1.0 molar ratio) milled for 45 h. (b) Magnified view of (a).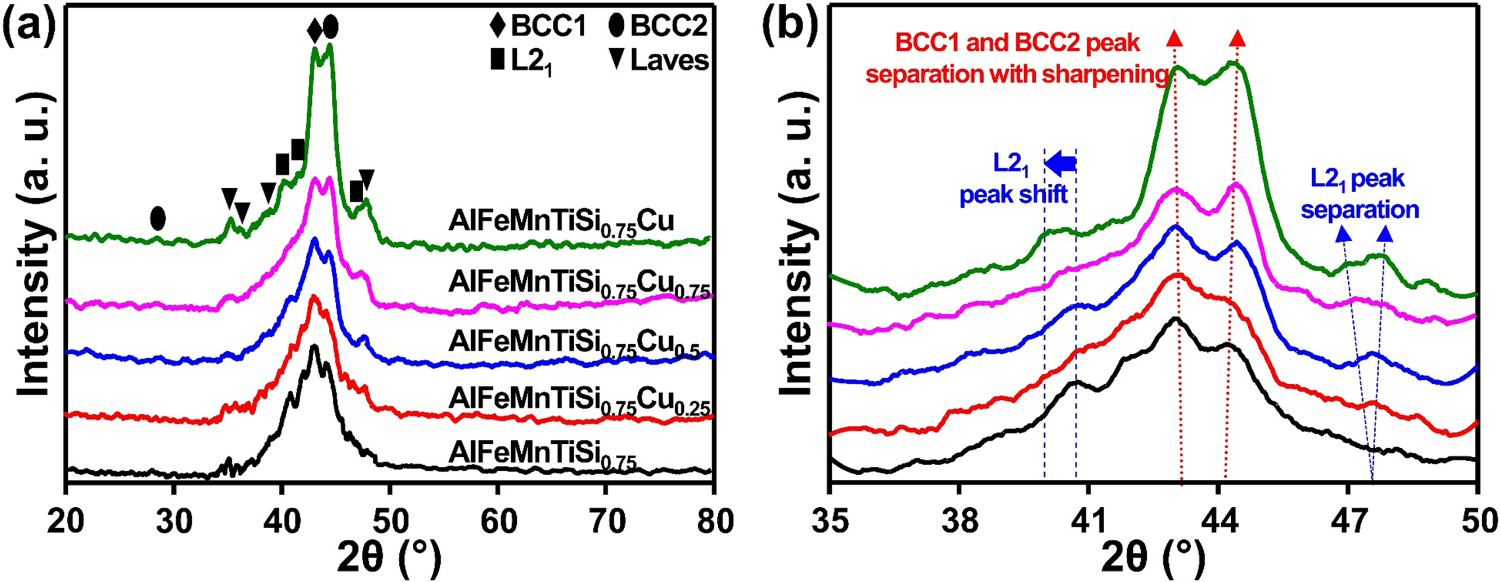
The gradual increase in the Cu content promoted the phase separation of BCC1 and BCC2. During the MA of the HEA powders, as expected, the XRD peaks broadened with increasing milling time. Consequently, the lattice strain increased, and the crystallite size was refined. The broadening of the XRD peaks indicates the lattice distortion and generations of imperfections in the lattice [34]. In addition, the degree of the disorderliness increased, and entropy of the system was enhanced. With an increase in the Cu molar ratios from 0 to 1, the intensity of the BCC peak increased gradually, whereas the peak broadening decreased. This is attributed to the enhancement of the MA of the HEA powders after the addition of Cu and the change in the entropy of the powder HEA. This indicated the preservation of the stability of the BCC lattice with the incorporation of Cu into AlFeMnTiSi0.75 HEA even after the addition of high amounts of Cu up to a molar ratio of 1. This behavior is attributed to the different phase transformation of powder-processed HEAs compared to arc-melting HEAs [1].
Figure 2 shows the SEM images of the AlFeMnTiSi0.75Cu
x
powder HEAs. The SEM image revealed the homogeneous dispersion of all the individual constituent elements in the HEA powder. However, Mn and Cu-rich particles are also observed in black, as indicated by the arrows. The presence of Ti-rich particles was notably observed in the SEM image of the AlFeMnTiSi0.75Cu HEA, which shows Ti particles not alloyed and the separation of the Ti-rich BCC phase from the parent BCC matrix. These results are consistent with the XRD results.
FE-SEM images of the cross-section of the powder AlFeMnTiSi0.75Cu
x
HEAs and the EDS analysis results. (a) x = 0, (b) x = 0.25, (c) x = 0.5, (d) x = 0.75 and (e) x = 1.0.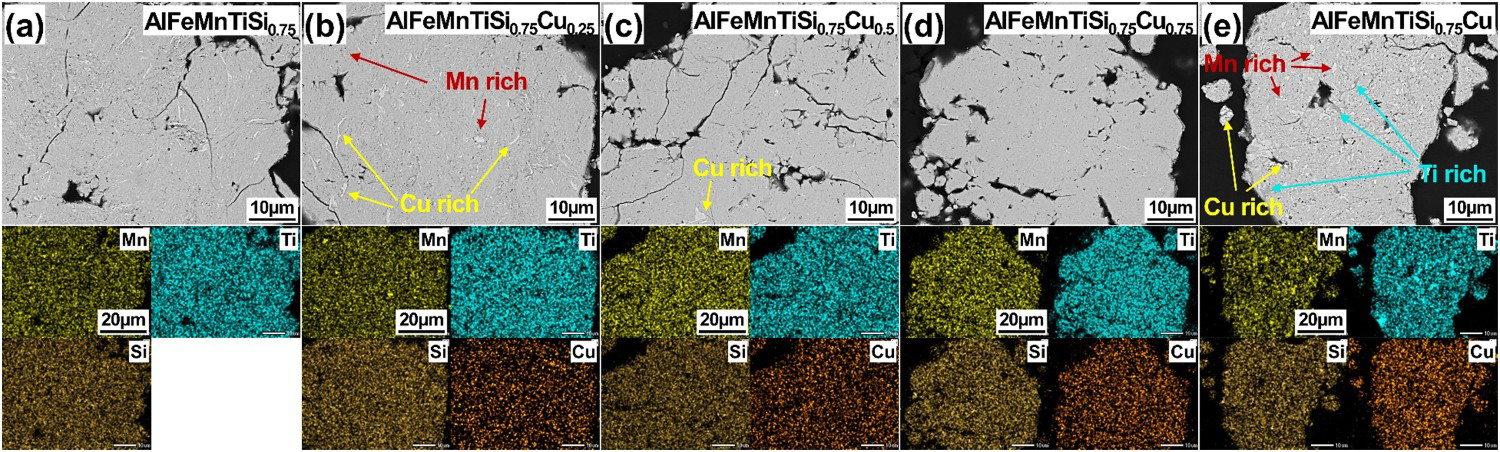
Phase formation of the as-milled AlFeMnTiSi0.75Cu x powder HEAs showing their thermodynamic parameters, crystallite size and lattice constant after 45 h milling.
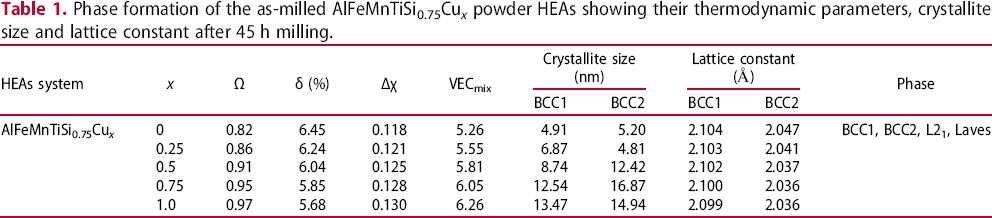
The lattice constants decreased with an increase in the Cu content (Table 1), which is ascribed to the short length of the Si non-metallic bonding (metallic bonding; Al: 143 pm, Fe: 126 pm, Mn: 127 pm, Ti: 147 pm, Cu: 128 pm, covalent bonding; Si: 116 pm). Accordingly, the Cu atoms infiltrated into the Si in the lattice, thus reducing the standard deviation of the average atomic bonding length, which improved the lattice distortion with a decrease in the lattice constant [27]. The calculated VEC values of the AlFeMnTiSi0.75, AlFeMnTiSi0.75Cu0.25, AlFeMnTiSi0.75Cu0.5, AlFeMnTiSi0.75Cu0.75 and AlFeMnTiSi0.75Cu alloys are 5.26, 5.55, 5.81, 6.05 and 6.26, respectively, which satisfied the criterion (VEC < 6.87 for the BCC phase) proposed by Guo et al. [35].
Figure 3 shows the XRD patterns of the AlFeMnTiSi0.75Cu
x
HEAs after SPS at 900 °C. The BCC1–BCC2 phases present in the powder HEAs were transformed into BCC/B2 with L21, Laves and μ phases in the AlFeMnTiSi0.75Cu
x
(Figure 3(a)). The magnified view of the XRD peaks between 2θ = 36.5–45.5° further resolved the minor peaks, L21, Laves, B2 and µ phases (Figure 2(b)). An increase in the intensity of the μ and L21 phase peaks upon the addition of Cu indicated the improvement of these phases in the BCC matrix. However, the σ phases were not observed in these HEAs, which is contrary to earlier reports [36]. This is because the HEAs system was designed without Cr and Ni, and the difference in the processing routes as compared to arc-melting HEAs fabricated in previous studies.
(a) XRD patterns of AlFeMnTiSi0.75Cu
x
HEAs after SPS at 900°C, (b) magnified view of (a).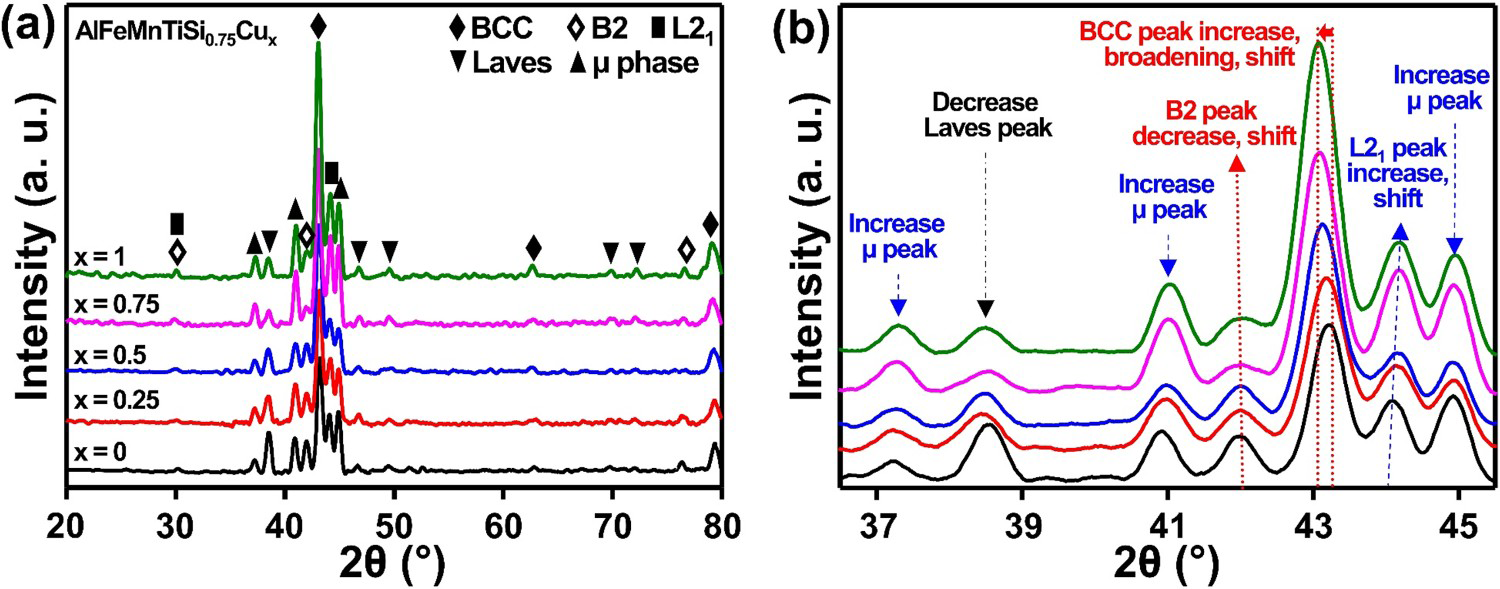
Phase distribution, phase fraction, lattice constant, and crystallite size of AlFeMnTiSi0.75Cu x after SPS.

Initially, when x = 0.25 and 0.5, the concentration of Cu atoms was smaller, thus the peak size was smaller. However, with a gradual increase in the content of Cu (x > 0.5), the peak size increased considerably. In addition, more atoms were introduced into the HEA lattice and the intensity of the XRD peak was enhanced. These results revealed that the addition of Cu resulted in a slight shift in the BCC peak to the left owing to the contraction of the lattice parameter because of the gradual introduction of Cu into the BCC matrix. Furthermore, the low VEC (<6.87) and the atomic size difference (δ < 6.6%) favored the formation of the BCC/B2 phases [31]. With an increase in the addition content of Cu, the VEC varied slightly, but was maintained at <6.87, whereas the electronegativity parameter increased. In addition, with an increase in the Cu addition content from 0 to 1, the Δχ increased from 0.118 to 0.130. The increase in the Δχ indicates the stability of the multiphase structure including L21, L12, Laves, μ and σ phases [18,37–40].
Figure 4 shows the phase separation and composition of the AlFeMnTiSi0.75Cu
x
HEAs after SPS. The image revealed that the BCC phases produced during MA resulted in the realignment of nano crystallites and the disappearance of defects resulted in the formation of new phases after SPS [18]. The SEM analysis of the AlFeMnTiSi0.75Cu
x
HEA revealed the presence of a BCC/B2 structure with equated grain structures in all the SPSed samples. The SEM-EDS compositional analysis results of the AlFeMnTiSi0.75Cu
x
HEA are presented, where two regions (light and dark grey colored) marked with arrows can be distinguished. The light grey colored area indicates the BCC phase, whereas the dark region indicates the Al, Al–Cu and Ti–Si-rich phases (Figure 4(a, b)). The darker needle-shaped precipitates were identified to be Ti–Si-rich phase, which separated from the Al–Cu-rich phase in the BCC matrix, whereas the fine black dots corresponded to Laves (Figure 4(c)). As shown in Figure 4(e), the predominant phase was a single BCC, with BCC/B2 phase separation occurring in the AlFeMnTiSi0.75Cu
x
HEAs with increasing Cu content.
FE-SEM images of AlFeMnTiSi0.75Cu
x
HEAs after SPS with the EDS mapping results. (a) AlFeMnTiSi0.75, (b) AlFeMnTiSi0.75Cu0.25, (c) AlFeMnTiSi0.75Cu0.5, (d) AlFeMnTiSi0.75Cu0.75 and (e) AlFeMnTiSi0.75Cu.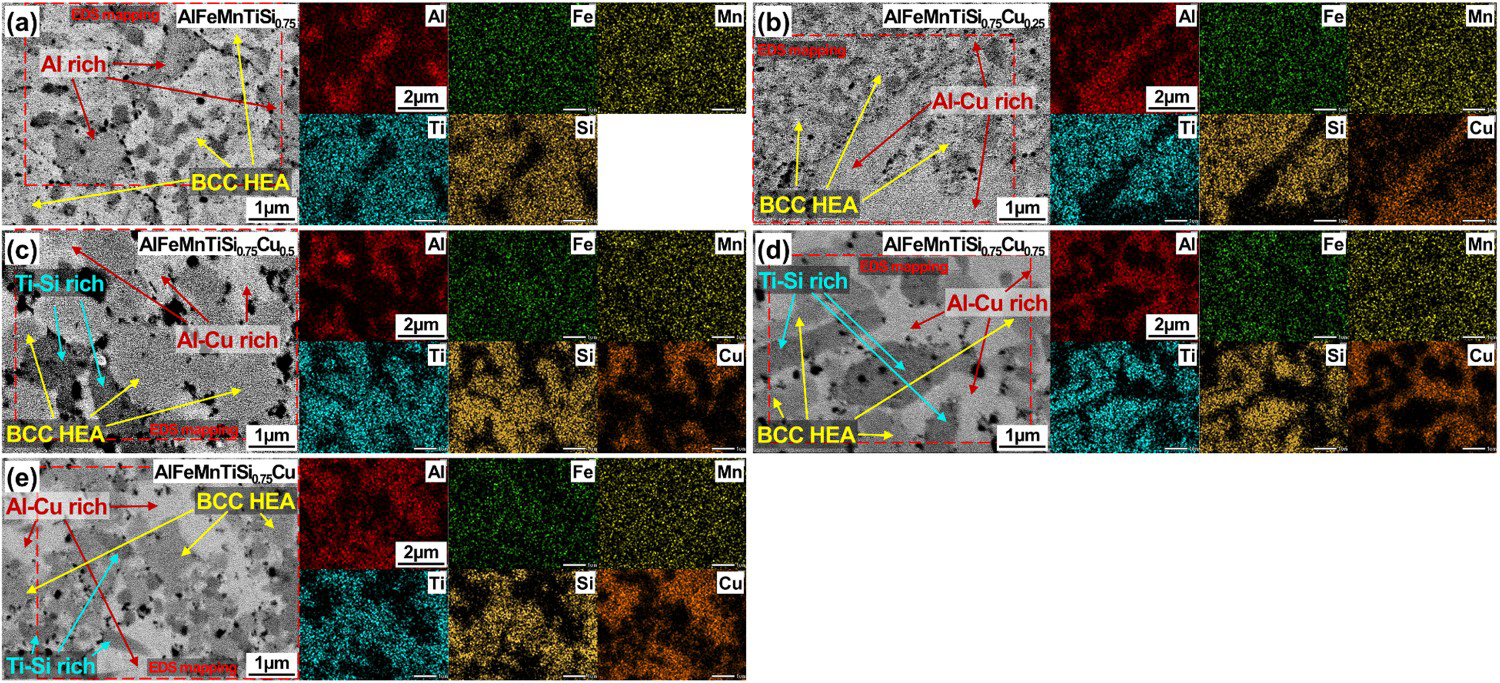
The addition of Cu to the HEA resulted in a preference for the BCC lattice, which was attributed to the low VEC and increasing Δχ of HEAs [26,28,37]. With increasing Cu fraction, lattice distortions occurred, resulting in the transformation of BCC to BCC/B2 [31,32]. Similar observations have been documented for AlCoCuCrFeNiSi x and Al0.5CoCuCrFeNiSi x HEAs, where BCC/B2 phase separation was observed, respectively [27,37,38].
The phase separation and alloying behavior were further confirmed using TEM investigations (Figure 5). The TEM samples were obtained using focused ion beam (FIB) after polymer coating and Pt coating to shield the surface during Pt coating and improve the electrical conductivity, respectively (Figure 5(a)). The phase transformation behavior of the HEAs with different Cu molar ratios can be determined by examining the VEC, δ and Δχ of HEAs, as discussed previously with reference to Tables 1 and 2.
(a) SEM image of the HEA sampling description for the TEM analysis using FIB. The bright field TEM image with SAED patterns of the AlFeMnTiSi0.75Cu
x
HEAs; (b) AlFeMnTiSi0.75, (c) AlFeMnTiSi0.75Cu0.5 and (d) AlFeMnTiSi0.75Cu.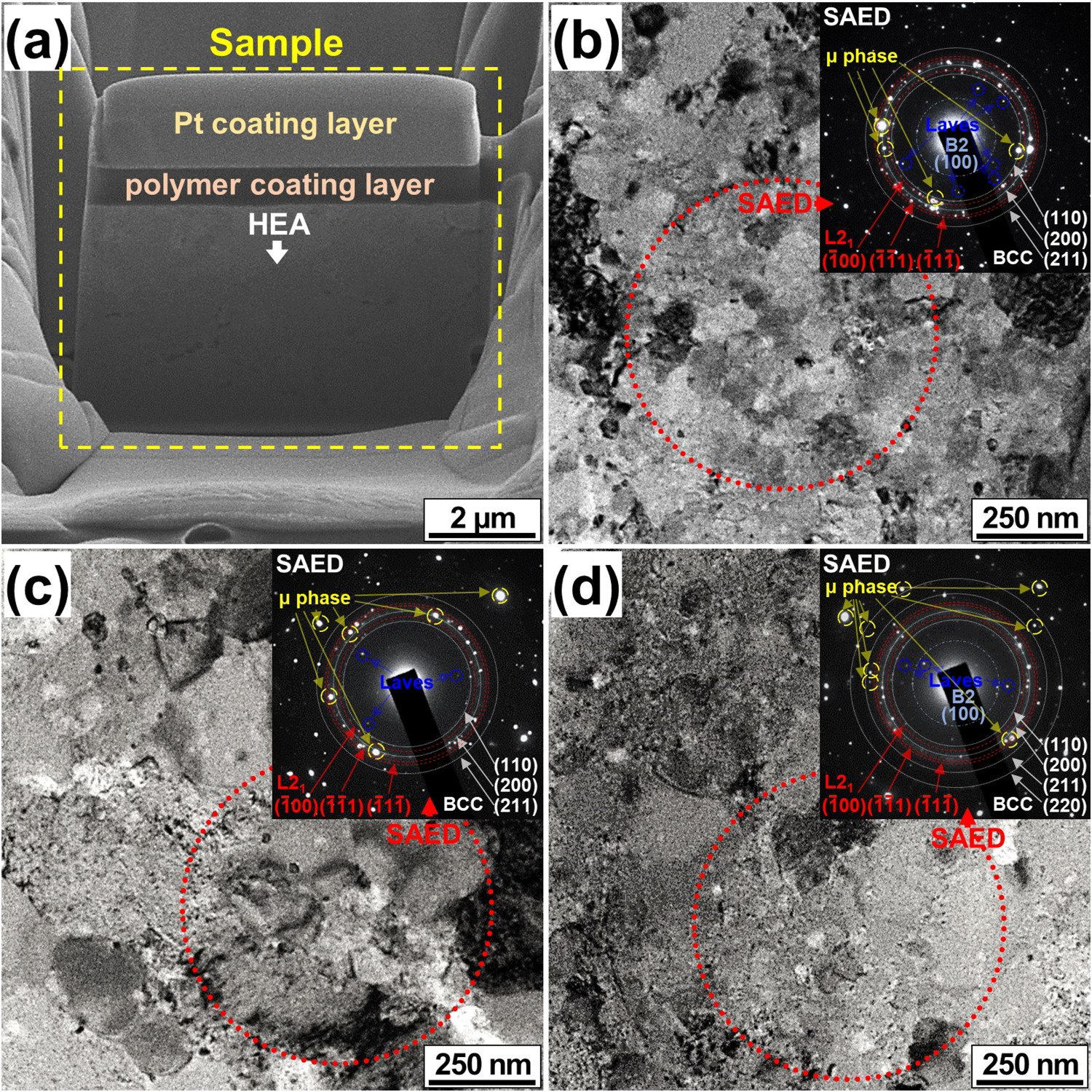
The TEM images confirmed the phase separation behavior of AlFeMnTiSi0.75Cu0.5 HEAs (Figure 5(b–d)), which exhibited the typical multiphase separation at the nano-scale grain size. The SAED patterns in Figure 5(a–c) were analysed to determine the BCC ((110), (200), (211)) and L21 ((−100), (−1−11), (−11−1)) with minor B2 (100), Laves and μ phase plane. Owing to the polycrystalline nature of the samples, the zone axis, which has been explained in the previous reports, could not be easily distinguished [41]. The TEM images revealed the presence of numerous multiphase (Laves, L21, µ phase) in the BCC matrix. A high mixing enthalpy of Si with other constituents enables its strong bonding to other elements, while the positive mixing enthalpy of Cu promotes the segregation of L21 and μ phase and a decrease in the metastable Laves and B2 phase in the BCC matrix [9,18,35,42]. Additionally, the Δχ parameter of HEAs progressively increased from 0.118 to 0.130 (Tables 1 and 2), which contributed to the stability of L21 and μ phase. This is consistent with the previous reports of Dong et al, who postulated that topologically complex precipitates in HEAs become highly stable at 0.110 < Δχ < 0.133 [43]. The decrease in the B2 phase in this study was attributed to the relatively high VEC for HEAs with high Cu fractions in this study, which is consistent with Guo's criterion [9,18,35]. In addition, existence of multiphase transformation dispersed within the BCC matrix improved the mechanical performance of AlFeMnTiSi0.75Cu x HEAs.
Figure 6(a) shows the calculated density, and density of the mechanically alloyed and sintered samples, and Figure 6(b) shows the microhardness values with indenter mark as a function of the Cu fraction in the AlFeMnTiSi0.75Cu
x
HEAs. The Vickers hardness of the AlFeMnTiSi0.75 HEA was 1022 ± 53 HV, which increased to 1038 ± 26 HV in AlFeMnTiSi0.75Cu0.25. Further, the AlFeMnTiSi0.75Cu0.5 HEA exhibited a slight decrease in the microhardness value and deviation. With an increase in the Cu addition amount beyond 0.5, the microhardness of the AlFeMnTiSi0.75Cu
x
HEA decreased drastically. When the number of Cu atoms in the lattice was small (x < 0.5), the hardness was higher. However, the introduction of a greater number of Cu atoms into the lattice resulted in the softening of the matrix owing to the ductility of Cu. The indentation test scores depicted the presence of cracks in the sample at x > 0.75 molar ratio, which confirmed the lower hardness of AlFeMnTiSi0.75Cu
x
HEAs (Figure 6(b)). The decrease in the microhardness of the AlFeMnTiSi0.75Cu0.75 and AlFeMnTiSi0.75Cu HEAs can be attributed to the segregation-induced cracking owing to dense μ phase precipitates in the BCC matrix. The calculated and sintered densities increased with an increase in the Cu fraction in the AlFeMnTiSi0.75Cu
x
HEAs. However, the densities of the powder HEAs decreased slightly after the addition of 0.75 and 1 molar ratios of Cu into AlFeMnTiSi0.75Cu
x
HEAs. These results can be attributed to the insufficient energy to alloy the TiMn-rich phase in the BCC matrix [5,6,26]. In addition, as the Cu fraction increased in the AlFeMnTiSiCu alloy system, the HEAs hardening was accelerated owing to the dispersion of the hard B2 phases and the increase in the BCC phase fraction. Similar observations were reported in a previous study [9,18].
(a, b) Density and microhardness with indenter marks of AlFeMnTiSi0.75Cu
x
HEAs. (c) Hardness-density graph comparing the AlFeMnTiSi0.75Cu
x
HEAs with conventional alloy and the HEAs density with microhardness.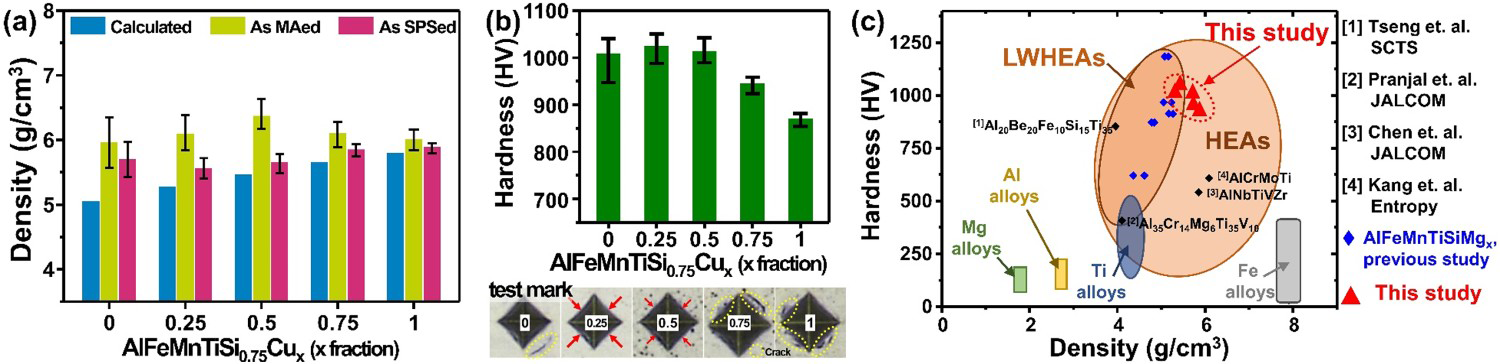
The change in the hardness with a change in the density of the alloy investigated in this study was compared to those of previously reported HEAs (Figure 6(c)). The HEAs in this study exhibited high hardness with a change in the density compared to conventional Al, Mg, Fe and Ti alloys, including previously reported Al-based and lightweight HEAs [44–48].
Compression tests were performed to verify the strength, deformation, elastic modulus and specific yield strength of the samples according to phase separation. The compression tests results of the AlFeMnTiSi0.75Cu
x
HEAs are shown in Figure 7. The engineering compressive stress–strain diagram of AlFeMnTiSi0.75Cu
x
HEAs is shown in Figure 7(a), and the true compressive strength and strain values of all the HEAs are presented in Figure 7(b). The AlFeMnTiSi0.75 HEA exhibited the highest true compressive yield (1495 MPa) and ultimate strength (1910MPa) and lowest strain (9.4%) (Figure 7(c)). In contrast, the yield and compressive strength values of the AlFeMnTiSi0.75Cu
x
HEAs decreased, whereas the strain increased significantly. The yield strength and compressive ultimate strengths of AlFeMnTiSi0.75Cu0.25 and AlFeMnTiSi0.75Cu0.5 HEAs were 835 and 1435 MPa, and 1180 and 1610 MPa, respectively. The strain of AlFeMnTiSi0.75Cu0.25 and AlFeMnTiSi0.75Cu0.5 HEAs increased gradually from 15.1 to 15.9%. With an increase in the molar ratio of Cu above 0.5, the strength of the AlFeMnTiSi0.75Cu
x
HEAs decreased, whereas the fracture strain increased (Figure 7(c)). This result indicates the balance between the compressive strength and fracture strain of AlFeMnTiSi0.75Cu
x
when x = 0.25–0.5. The increase in the compressive strength was owing to enhancement of the BCC phase fraction and the strengthening of the BCC matrix with the grain refinement as L21 and μ phase dispersion [18,26,27].
Compressive stress–strain curve of AlFeMnTiSi0.75Cu
x
HEAs; (a) engineering and (b) true. (c) Compressive strength and fracture strain of AlFeMnTiSi0.75Cu
x
HEAs. (d) Young's modulus and specific yield strength of AlFeMnTiSi0.75Cu
x
HEAs.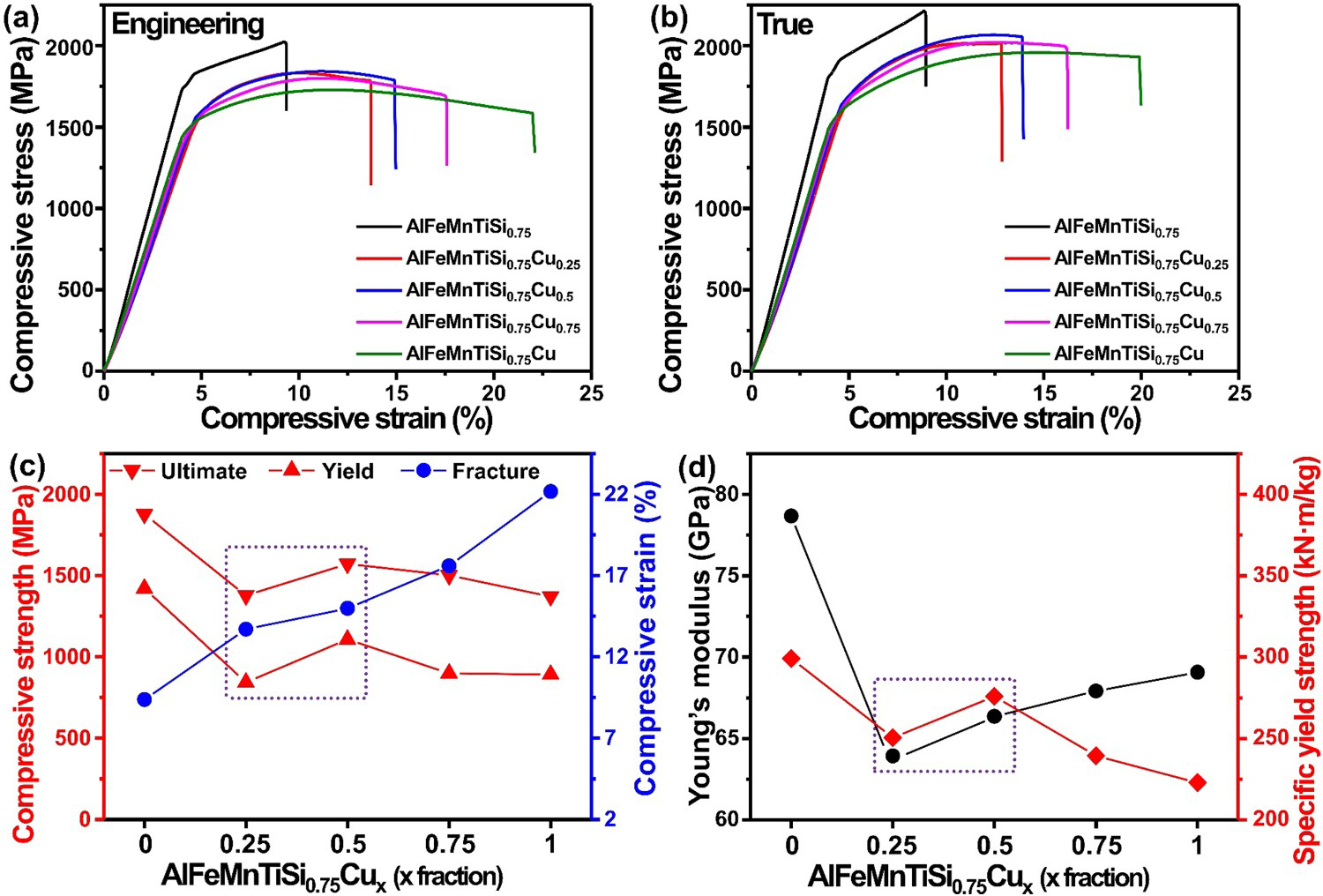
In addition, the Young's modulus and specific yield strength of AlFeMnTiSi0.75Cu0.25 and AlFeMnTiSi0.75Cu0.5 were lower than those of AlFeMnTiSi0.75, but the specific yield strength increased at a Cu molar ratio of 0.5 (Figure 7(d)). The decrease in strength of the AlFeMnTiSi0.75Cu x HEAs at Cu molar ratios of 0.75 and 1 indicated the weakening of the hardening of the BCC matrix by the large amount of L21 and μ phase with segregated phases [49].
The nanoindentation properties of AlFeMnTiSi0.75Cu
x
HEAs were also evaluated to investigate the mechanical properties and the nanoindentation load–displacement curves are shown in Figure 8(a). The nanoindentation hardness (HIT) and indentation elastic modulus (EIT) of the AlFeMnTiSi0.75Cu
x
HEAs as a function of the Cu fraction are shown in Figure 8(b). The HIT and EIT values of AlFeMnTiSi0.75 HEA were 15.1 and 293 GPa, respectively. After the addition of 0.25 molar ratio of Cu into the AlFeMnTiSi0.75 HEA, the HIT and EIT increased to 19.2 and 336 GPa, respectively. This result was ascribed to the presence of brittle B2 and Laves phase with the grain refinement of the BCC matrix during phase separation in AlFeMnTiSi0.75Cu0.25 HEA.
(a) Load–displacement curve obtained from the nanoindentation tests. (b) Comparison of the nanoindentation hardness (HIT) and indentation elastic modulus (EIT) of the AlFeMnTiSi0.75Cu
x
HEAs.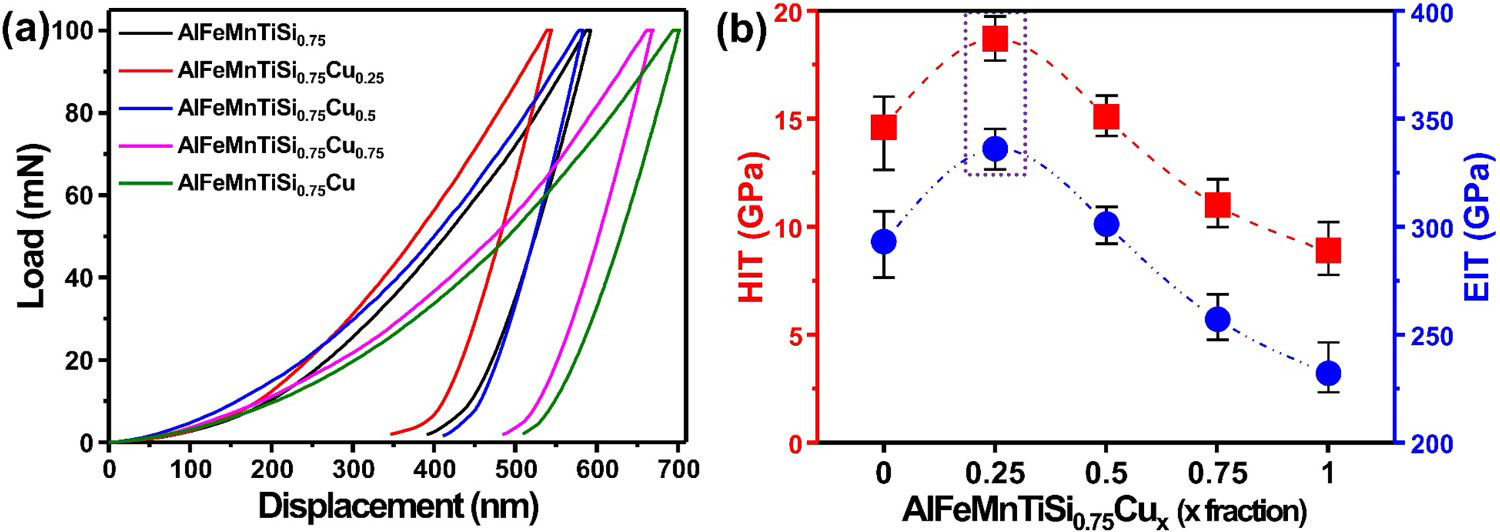
The HIT and EIT values decreased with increasing Cu fraction in AlFeMnTiSi0.75Cu x (x > 0.25), indicating the phase transformation from B2 and Laves phase to BCC, L21 and μ phase in AlFeMnTiSi0.75Cu0.5–1 HEAs, which is consistent with the fraction of phases in the XRD results. Moreover, this result is consistent with the results of previous nanoindentation studies on HEAs [50,51] in which brittle phases in AlFeMnTiSi0.75Cu x (x > 0.25) HEAs were scattered near grain boundaries and the overall strength reduced [52].
In this study, AlFeMnTiSi0.75Cu x HEAs with various Cu fractions (x = 0, 0.25, 0.5, 0.75, 1.0; molar ratios) were successfully fabricated using MA followed by SPS. The microstructural results revealed that the mechanical alloyed AlFeMnTiSi0.75Cu x HEAs were comprised of the BCC1- and BCC2-based multiphase. In addition, the BCC-based multiphase was observed in the AlFeMnTiSi0.75Cu x HEAs after SPS at 900°C.
The increase in the Cu molar ratio from 0.25 to 1 increased the BCC, L21 and μ phases, while decreasing the B2 and Laves phases. In addition, the lattice constant of the AlFeMnTiSi0.75Cu x HEAs increased, whereas the crystallite size of the BCC structure decreased. The phase separation behavior of these HEAs was influenced by the thermodynamic parameters (Ω, δ, Δχ and VECmix) of the HEAs.
Microhardness values of the AlFeMnTiSi0.75Cu0–0.5 were high, but decreased drastically with an increase in the Cu molar ratio in the AlFeMnTiSi0.75Cu x HEAs above 0.75. The compressive properties of HEAs revealed that a balance of the strength and strain was achieved at a Cu molar fraction of 0.25 mole in AlFeMnTiSi0.75Cu x HEAs, but the strength decreased at Cu molar ratios of above 0.5, and the strain also increased.
The AlFeMiTiSi0.75Cu0.25 HEAs exhibited the highest HIT (19.2 GPa) and EIT (336 GPa), indicating that the addition of Cu into the AlFeMnTiSi alloy system improved the microstructure and nanomechanical properties of the BCC-based multiphase HEAs.
Footnotes
Acknowledgements
This work was supported by the National Research Foundation of Korea (NRF) grant funded by the Korean government (MSIT) (No. 2021R1A2C1005478).
Authors contribution
Hansung Lee: Conceptualisation, Methodology, Validation, Investigation, Visualisation, Writing – Original Draft, Writing – Review & Editing. Ashutosh Sharma: Resources, Writing – Original Draft, Writing – Review & Editing, Visualisation, Supervision. Minsu Kim: Experiment, Investigation. Byungmin Ahn: Conceptualisation, Writing – Review & Editing, Supervision, Project administration, Funding acquisition.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Data availability statement
The data required to reproduce these findings cannot be shared at this time, as the research data are confidential.