
Abstract
The rings of rolling bearings are either through hardened with a martensitic or bainitic structure or case hardened. They differ in cleanliness, structure and residual stresses. The over-rolling fatigue resistance mirrors these differences. Typical results are given for over-rolling conditions causing classical fatigue, surface-initiated failure or failure by white etching cracking.
Keywords
Introduction
A bearing is expected to operate for a calculated duration or lifetime. However, different factors exist, which can reduce the lifetime of a rolling element bearing. Examples include hard particles in oil, which when over-rolled, damage the surface of the raceway, or additional impacts that cause white etching cracking (WEC) in bearing components. Proper selection of steel and heat treatment processes can aid in reducing the effects that are produced by these conditions. A high quality, i.e. a low amount and size of non-metallic inclusions in the bearing steel itself, is mandatory for regular operating conditions. The method of optimisation is the use of either through-hardening steel hardened to a martensitic or bainitic structure or a case-hardened steel with a martensitic structure in the case. They differ in structural composition including retained austenite and residual stresses.1–3
This paper will highlight the performances, which can be expected for different application conditions for these three variants.
Basics
All bearing grades undergo approximately the same production routes including vacuum degassing and soft bubbling as final steps before casting. The main difference between through- and case-hardening grades, which is affecting the steel cleanliness, is the carbon content.
The lower carbon content in case-hardening grades requires a significantly higher processing and casting temperature as compared to through-hardening grades. As a consequence, more gas such as oxygen is dissolved in the steel and has to be removed by the addition of more aluminium for desoxidation. However, not all of the formed Al oxides can be removed from the liquid steel by soft bubbling. As a consequence, the amount of larger oxidic inclusions of B-type (Al-based) as found in the final steel when rated according to ASTM E45 increases (see Fig. 1).
Content of Al-type inclusions in bearing steel bars with an oxygen content of 8–10 ppm; bars: 80 mm diameter/internal investigation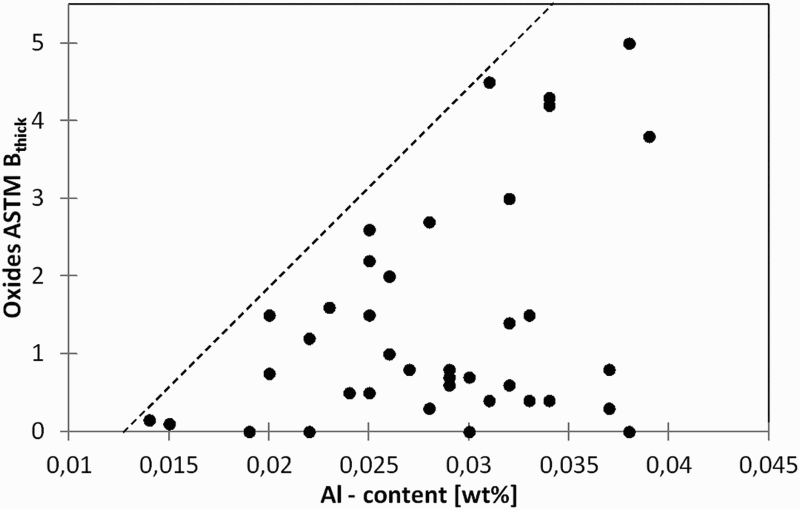
Additionally, comparative investigations of the cleanliness, performed on 100 bearing rings of 100–200 mm in diameter, produced from various steels from different regions, show that the average cleanliness of case-hardening steels in these accidentally selected rings is not as good as the cleanliness of through-hardening grades (Fig. 2). It is noteworthy to mention that there are clean case-hardened steels available on the market. However, it seems that the ones that were tested contained more oxygen on average and therefore it is a typical result, which fits to the theoretical expectation.
Cleanliness ratings acc. DIN 50602 (1985) on bearing rings from Europe, Asia and America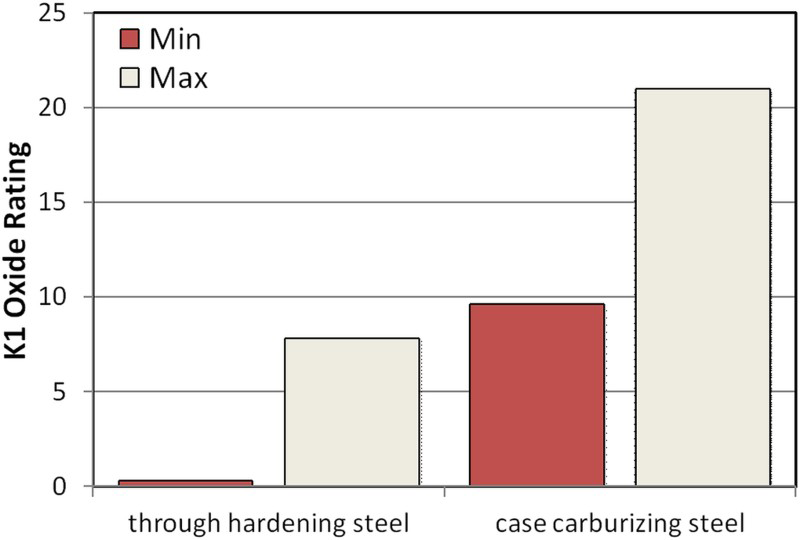
As the main focal point of rolling element bearing, improvement throughout the years has been the cleanliness of steel, 4 it is clear that such a result has a relationship to the fatigue behaviour of the bearings.
Another pronounced difference between through-hardening bearing components and case-carburised and - hardened ones is the residual stress distribution in the whole cross-section introduced by the heat treatment. Generally, case-hardened parts exhibit compressive residual stresses in the case due to the effect of different carbon contents in case and core and therefore different martensite start temperatures. For through-hardened parts, the situation is somewhat more complex. This is because the residual stress states can be modified by utilising different hardening processes. Here, a martensitic heat treatment leads to the formation of subsurface tensile stresses and a bainitic heat treatment to subsurface compressive stresses. 1
These two factors, i.e. inclusions and residual stress state, are considered significant for the rolling contact fatigue performance of bearings. While the local equivalent stress is raised around an inclusion, a compressive residual stress decreases the local equivalent stress. However, the classical fatigue failure is then driven by the processes of microstructural changes described in literature, i.e. for instance formation of white bands and butterflies. 5
The white etching crack failure mechanism differs strongly from the classical fatigue, and a so-called additional impact is necessary. This additional impact can either be an electrostatic, electrodynamic add-on, mixed friction at high velocities or strong mechanical dynamics. 6 Looking into the behaviour of different materials and heat treatments on their WEC behaviour, Holweger 7 and Stadler 8 stated that bearing parts manufactured with different materials and heat treatments are affected. Failures of through-hardened bearing components as well as case-hardened bearing components are reported. In comparison to this, Evans 9 published that the compressive stresses in case-hardened bearings may help against WEC formation. Additionally, Errichello et al. 10 concluded to use case-hardened steels, but only materials with a retained austenite content exceeding 20% are assigned to be resistant against WEC formation in wind turbine applications.
Lifetime testing
Rolling contact fatigue testing was done with the L17 test (see schematic in Fig. 3) using angular contact ball bearings of type 7205.
Sketch of test rig L17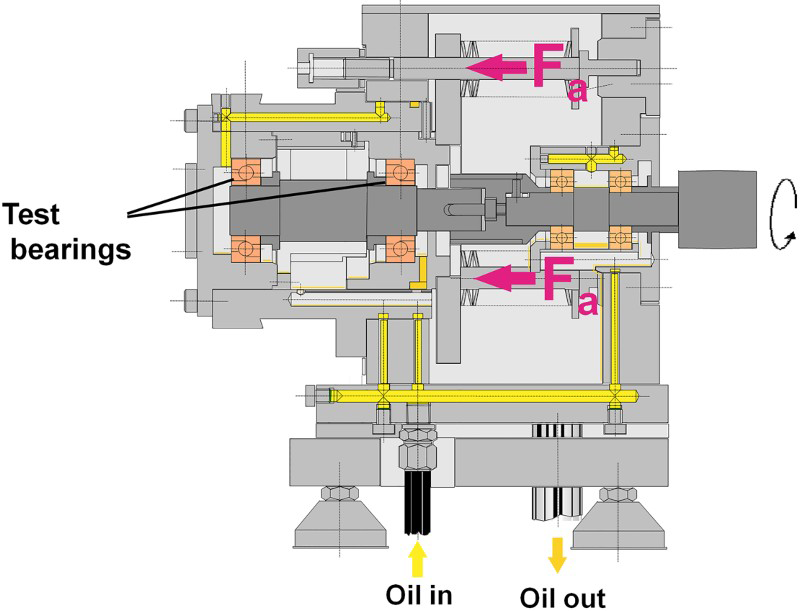
In the tests, the main test pieces are the inner rings of the 7205B angular contact ball bearings. As the test set-up is a symmetric bearing installation, the procedure of sudden death testing was applied for full lubrication testing. In case of one failure, both bearings will be removed and included in the statistical evaluation. One bearing is counted as a failure, whereas the undamaged bearing will be included as a suspended test. The targeted number of failures was 10 per batch. However, under given testing conditions and time frames, the number of failures was reduced in specific cases.
Testing of contamination effects on bearings does often bring up the problem of repeatability and comparability, as any test has to guarantee the identical size distribution, density and spatial distribution of foreign particles in the lubricant and the bearing raceway. Therefore, at FAG, a method was derived to circumvent this problem through the predamaging of raceways in a controlled manner. Consequently, to derive a performance under contamination, a procedure was defined with an application of HRC indentations in the bearing raceways. 11 The predamaging via HRC indentations was done with a constant indentation force of 200 N for all different materials. This is closely related to the actual over-rolling process of particles, which should result in different surface damage responses depending on the material properties. Sixteen HRC indentations were evenly spread in the contact region of the bearing inner rings.
The lifetime tests were performed under two different axial load levels to achieve specific testing conditions, which would lead to a good differentiability. For simulated particle contamination, conditions were chosen with a calculated κ value of 2.7 under a Hertzian pressure of P0 = 2650 MPa. Full surface separation testing was achieved with P0 = 2900 MPa and a calculated κ value of 2.7. Testing was done in both cases at a revolution speed of 12 000 rpm.
The tests for WEC lifetime of different materials were performed on an adapted FE8-test rig (see Fig. 4). Originally, this test rig is used for evaluation of lubricants regarding their ability to build up a lubricating film as a function of bearing operating condition and is standardised in DIN51819-1. Bein
12
and Surborg
13
found that by applying special test conditions (speed and pressure), and using a special lubricant on FE8, WECs are formed within the test bearings despite the expected wear-related damage. In our set-up, axial cylindrical roller bearings of type 81212 were used and the test parameters were adapted to achieve a κ value of 0.46 and a Hertzian pressure of P0 = 2075 MPa. To minimise any secondary influence of the rolling elements, ceramic Si3N4 rollers were used in this test. Besides the general bearing steel grades, samples from the high nitrogen steel Cronidur 30 were tested as well in this test procedure.
Sketch of the FE8-test rig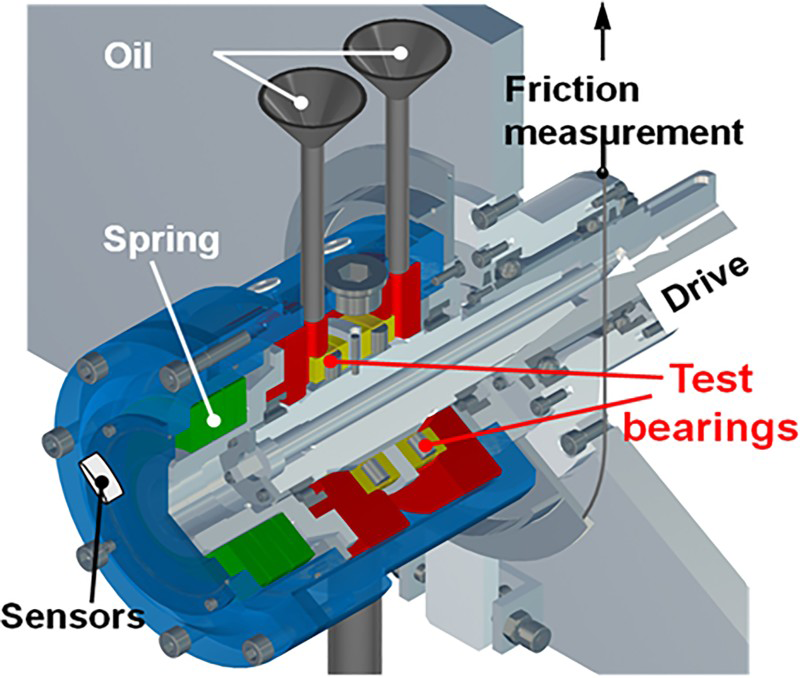
After failure, the bearings were analysed by means of light optical microscopy (LOM) as well as SEM to identify the origin of failure (surface or subsurface). Immersion ultrasonic testing with 25 MHz and metallographic investigation were applied additionally to evaluate the formation of white etching structures below the surface.
Sample preparation
Microcleanliness acc. to DIN 50602 (1985) Method K, minimum-rated inclusion size 3 (e.g. 300 µm²)
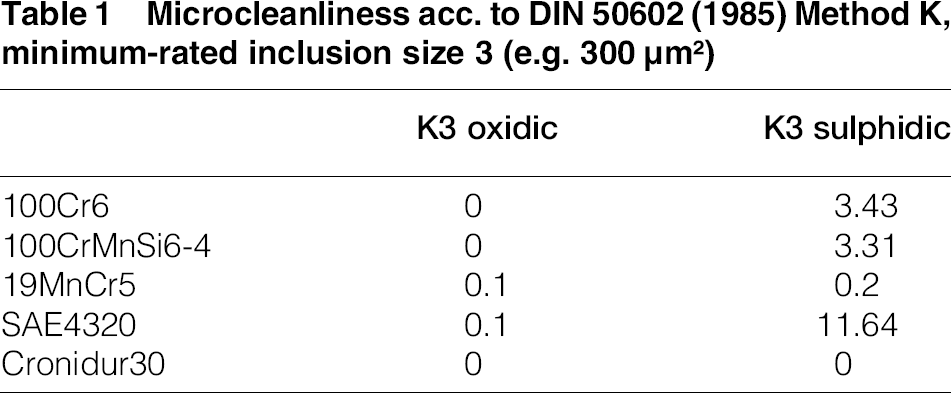
From this, it becomes apparent that the overall cleanliness of the samples is almost identical for the through-hardening grades. The case-carburising steels exhibit slightly higher oxide inclusion contents. Furthermore, comparing the 19MnCr5 material with the SAE4320, a large difference in the sulphidic inclusion content becomes visible. The SAE4320 exhibits a generally observable trend for case-carburising steels, i.e. increased sulphur content for ease of machining.
Sample properties (the values in brackets are those for the axial washers)
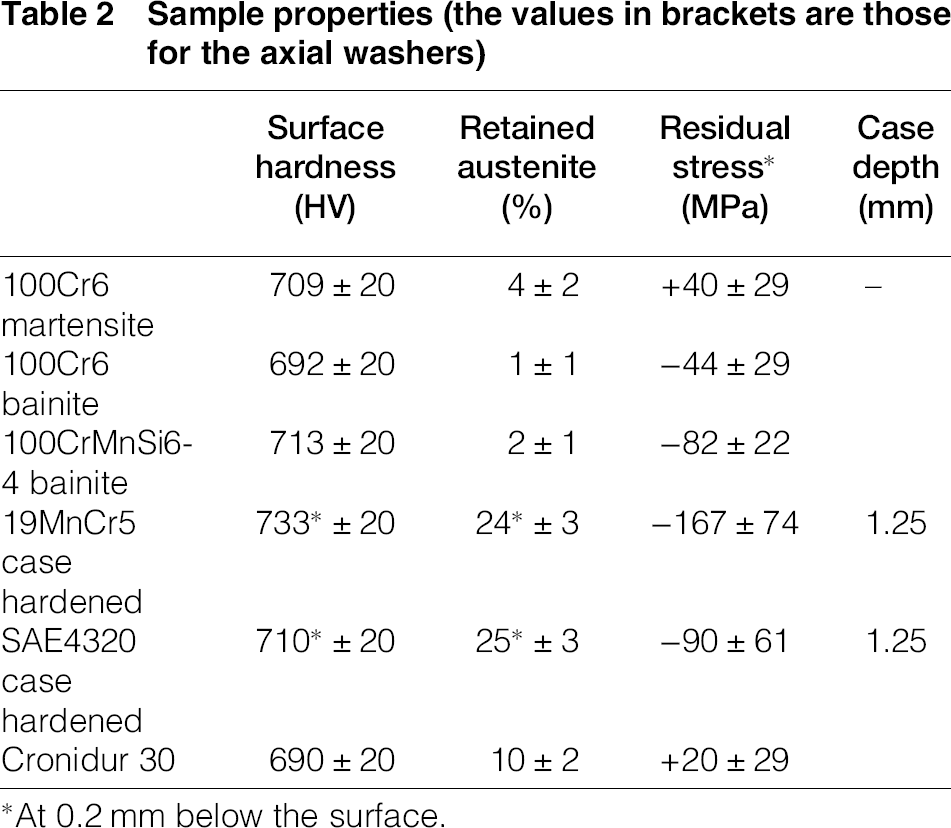
*At 0.2 mm below the surface.
The carburising steel samples were carburised at 940°C to a surface carbon content of 1%, rehardened from 830°C and tempered at 180°C. After these heat treatments, the samples of both steels exhibit comparable properties. Hardness profiles HV1 are displayed in Fig. 5.
Hardness profiles of case-hardened samples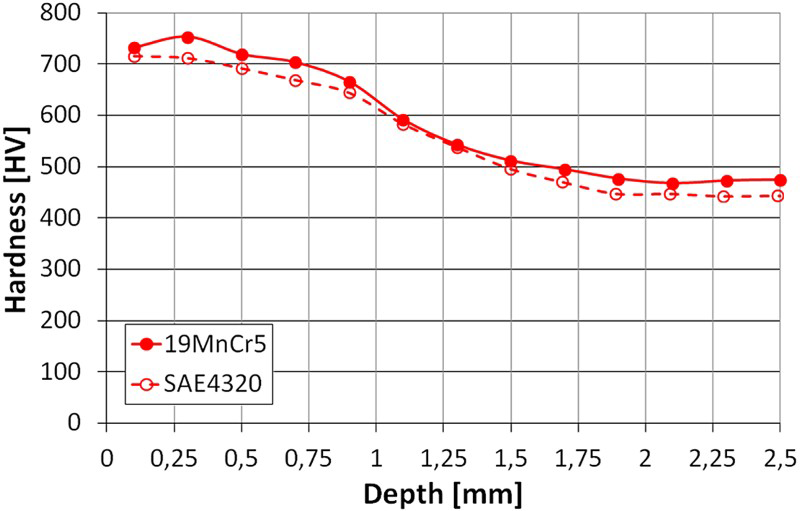
X-ray diffraction analysis has shown retained austenite contents of 25% and comparable compressive residual stresses of −90 to −110 MPa at a depth of 0.2 mm for both samples shown in Fig. 5.
Microstructural analysis was done with LOM in the hardened state after etching (etchant: Nital). In Fig. 6, the microstructures for all samples are shown at a magnification of 1000×. The fine martensitic needle structure is visible for the 100Cr6 sample, while no visible amount of retained austenite is present. Also, the bainite sample does not exhibit visible retained austenite but only a homogeneous bainitic microstructure with carbides. The microstructures directly at the material surface of the different case-carburising steels after heat treatment, i.e. carburising and rehardening, show a significant amount of retained austenite present within the fine martensitic microstructure. The surface quality of all parts was prepared according to general bearing quality.
Microstructures of the different materials in the heat-treated state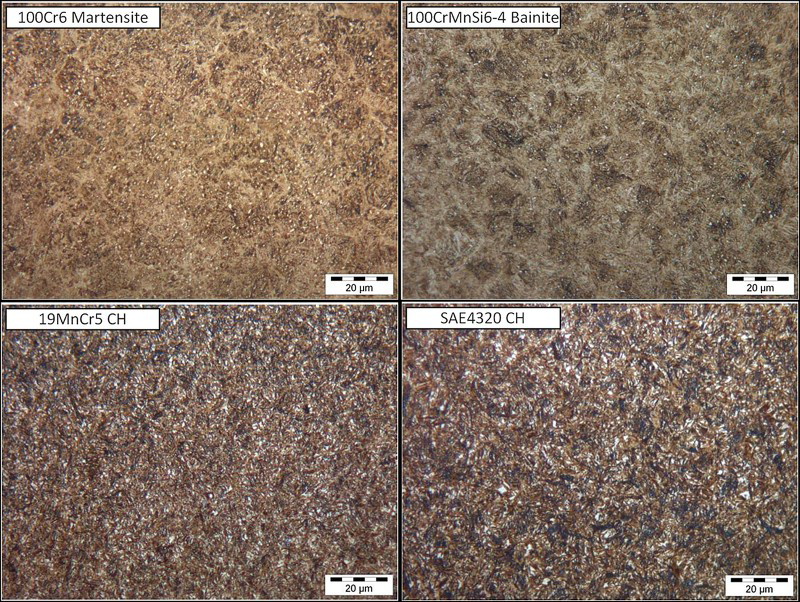
Testing results
Figure 7 displays the results of testing under full lubrication, i.e. full separation of mating surfaces for the 100Cr6 Martensite compared to 100CrMnSi6-4 Bainite and 19MnCr5 case hardened. The type of diagram used is a Weibull plot, which gives the probability of failure to a defined percentage (unreliability) as calculated from failed and suspended tests by the Weibull formula. It can be seen that under these testing conditions, no significant differences in fatigue life of the 100Cr6 and or 19MnCr5 can be seen. 19MnCr5 seems to have a slightly higher L10 life (10% failed bearings), i.e. a longer failure-free lifetime. However, all 10 failures did occur within the time frames of the 100Cr6 samples. The results of the bainitic samples do show some pronounced increase in performance compared to the other two batches. The calculation of L10(batch a)/L10(100Cr6) results in a material factor, taking 100Cr6 martensite as the basis. The material factor for the bainitic material is equal to 2 and 1.18 for the case-hardened material.
Weibull plot of L17 test results und full clean oil lubrication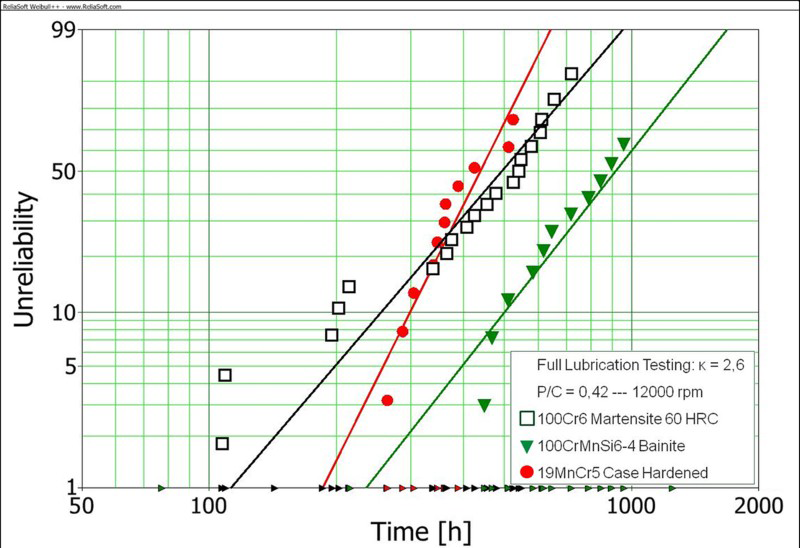
For the sake of clarity, the lifetime testing result under clean full lubrication of the second case-carburising steel SAE4320 is displayed with the 19MnCr5 result in Fig. 8. It can be seen that the SAE4320 samples did fail at a very early stage as compared to the 19MnCr5 samples; the L10 life is calculated to be only 20% of the L10 of 19MnCr5.
Weibull plot of L17 test results under full clean oil lubrication, batches of case-hardened samples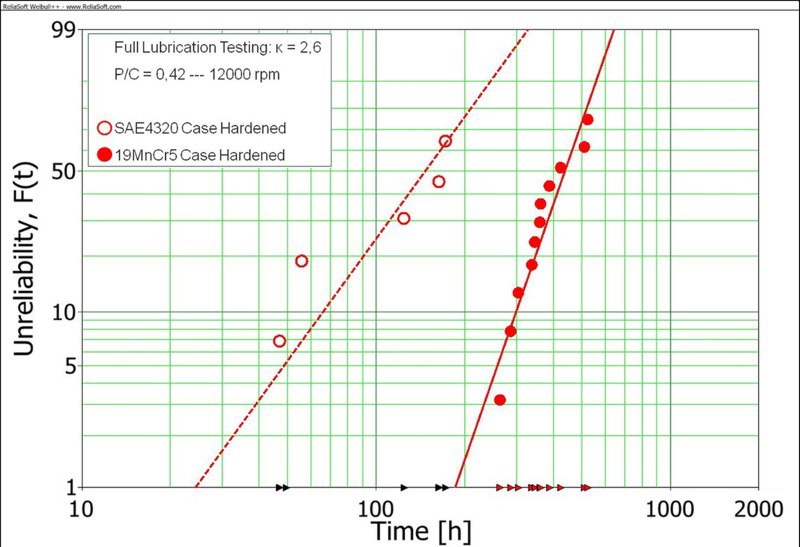
The test results with predamaged inner rings are given in Fig. 9. In comparison to the martensitic through-hardened bearings, the 19MnCr5 case hardened and the 100CrMnSi6-4 provide a lifetime, which is approximately 3× longer than the martensitic through-hardened bearings. A slightly longer life is seen on the bainitic rings.
Weibull plot of L17 test results under simulated particle contamination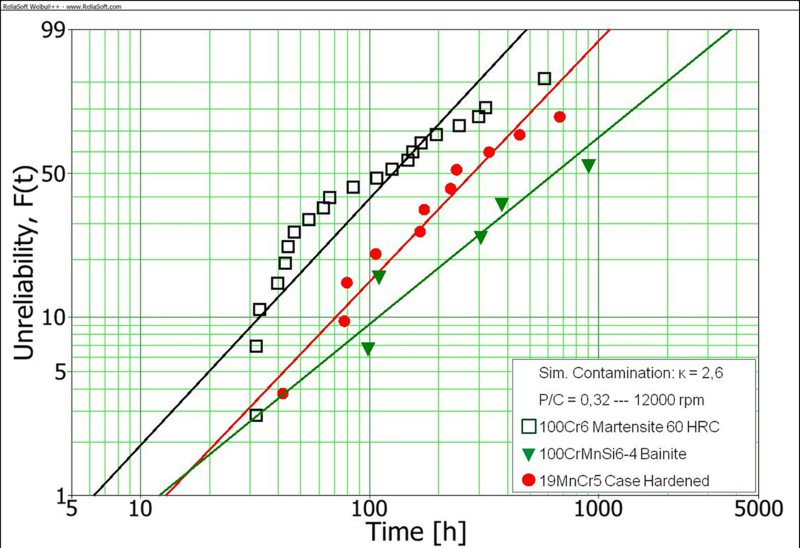
The Weibull plot of the WEC tests, performed on FE8, is shown in Fig. 10. Here, the low alloyed materials 100Cr6 martensite and bainite, as well as the case-hardened SAE4320, failed early, with failure times below 50 h. Noticeable is the high value of the slope of the Weibull curves β, which is the characteristic feature of WEC-related failures. In comparison to the former three variants, all Cronidur 30 bearings reached the termination criteria of 1000 h. For the sake of a better comparison, a curve for Cronidur 30 with a comparable Weibull slope of 10 was inserted into the diagram, even though no Cronidur 30 bearing failed. The very good performance on Cronidur 30 is not fully understood and seems to be a sum out of different factors, e.g. the high passivity, the stable microstructure and the low content of carbon. Therefore, Cronidur 30 meets the most of the preventive mechanisms against WEC formation given in Evans
9
.
Weibull plot of FE8 test results under WEC testing conditions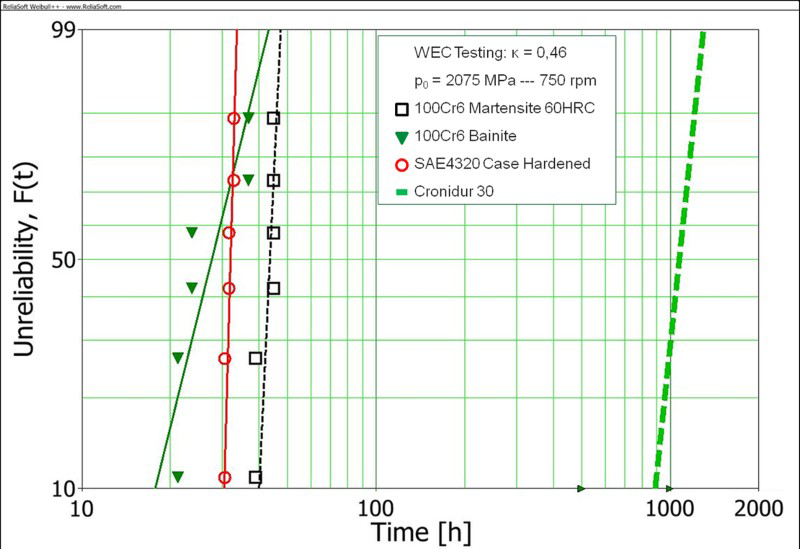
All bearings were investigated after testing via ultrasonic investigation with a frequency of 25 MHz and via a disc shape reflector (of 0.1 mm) to identify subsurface reflectors. The 100Cr6 variants and the samples out of case-hardened SAE4320 showed several reflectors over the whole circumference, whereas the Cronidur 30 samples were free of any indications. To confirm the presence or absence of WEC in the washers, microcuts were prepared on each variant, etched and investigated with LOM. Via this investigation, the results obtained with ultrasonic investigation were mirrored: the low alloyed variants showed several WEC, whereas the Cronidur 30 samples were free of any white structure. Representative pictures of axial microcuts can be found in Fig. 11. Although the depth of the maximum van Mises equivalent stress was calculated to be 0.13 mm, the WECs in the samples were found up to a depth of more than 0.25 mm, which meets the findings given in Holweger et al.
14
.
Axial microcuts of washers, made of different materials after test on FE8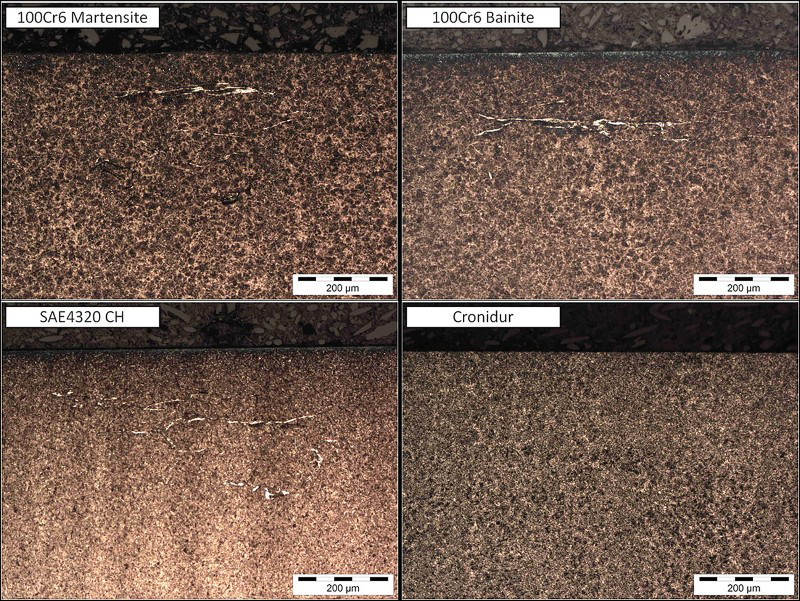
Discussion of lifetime testing
One of the main reasons for the increase in performance of clean case hardened as well as bainitic material in RCF performance can be related to the effect of residual stresses from heat treatment. Both bainitic- and case-hardened samples normally exhibit compressive residual stresses underneath the material surface, whereas the martensitic hardening of homogeneous material results in tensile stresses at the surface. As mentioned previously, it has been argued for a long time that compressive residual stresses in fact reduce the applied stresses to some extent.15 However, the denoted effect is hard to quantify and comparable tests are always complicated by the effect that processes affecting the stress state always modify the microstructure and – or local chemical composition. Comparing the results, the question then arises why the case-hardened parts of 19MnCr5 do not exhibit better performance under clean oil testing when compared to the martensitic 100Cr6. The cleanliness of the sample material seems to be comparable or even better for the 19MnCr5, when comparing the complete inclusion population, not exclusively the oxide count. The early failures and therefore poor performance of the SAE4320 in clean oil testing have to be clearly attributed to the presence of high numbers of sulphidic inclusions. It has to be noted that here, one of the shortcomings of light optical-based automated inclusion inspection becomes apparent. In reality, a large fraction of identified sulphide inclusions are in fact mixed oxysulphides,16 which cannot be differentiated in this method. Therefore, the evaluation of sulphides often leads to an underestimation of the harmfulness of such inclusions. The inclusion content does not explain the significant lifetime increase for 100CrMnSi6-4 bainite bearings, which, compared to 19MnCr5, exhibits a higher number of sulphides and lower compressive stresses.
One main factor that has not been noted so far and is unfortunately hard to grasp is the thermal stability of the microstructures. Compared to the martensitic-hardened 100Cr6 and case-carburised and -hardened steels, the bainitic transformation of materials leads to a more thermodynamically stable microstructure. Increased performance of the 100CrMnSi-6 becomes plausible under the following assumptions: (1) the steady state in rolling contact fatigue is a thermally activated process and (2) additional stabilisation of the microstructure is caused by the addition of Mn and Si as alloying elements.
Under the test condition of simulated contamination, the benefits of case-hardened parts became obvious when compared to a higher tempered martensitic 100Cr6 bearing. Here, the significant amount of retained austenite may lead to a more ductile material behaviour at the surface, which enables for a better deformability of the ridges of the indents which are the main failure location. However, the case-hardened parts are somewhat outperformed by the bainitic parts of 100CrMnSi6-4, where the ductility of the microstructure is caused by the extremely fine bainitic microstructure.
In comparison to the results on classical fatigue, the WEC tests of the different low alloyed materials revealed almost no difference in lifetime to WEC between the through-hardened variants of 100Cr6 and the case-hardened SAE4320. The structural differences as well as the different residual stress states might not have a pronounced impact. Also, a wide spread in the content of retained austenite did not impact on the WEC performance, which is contrary to the findings of Errichello et al.10 It seems necessary to note here that the failure mode observed in the field being known as axial cracking is also caused by the formation of WEC. In the case of a comparison of martensitic through-hardened bearings with martensitic case-hardened bearings, in fact case-hardened parts will seldom show the effect of axial cracking. The actual axial crack forms after the formation of WEC due to the large hoop stresses present in such bearings in combination with the location of WECs at a significantly higher depth underneath the surface compared to classical fatigue phenomena. The non-problematic behaviour of case-hardened parts here is explainable by the compressive stress state underneath surface and the soft ductile core of the material. However, WEC formation occurs and leads to spall formation but no axial crack.
The main question that has not been fully answered is what is the common denominator for all known additional loads leading to WEC formation, i.e. the failure-promoting process. Without clear identification of this, the explanation for different behaviours of materials is hard to prove. Of course, it can be argued that a comparable behaviour and the tendency of the displayed low alloyed steels, being hardened by case hardening after carburising, martensitic or bainitic heat treatments, can be expected, as the chemical composition of the material matrix is somewhat comparable for all. Even in the case of lower carbon content in case-hardened bearings, this is given as the excess carbon in the through-hardening grades is normally reduced via carbide formation. The matrix carbon content after all is comparable.
Summary and conclusion
It has been shown that under comparative testing, significant differences in bearing performance can be seen for conventional rolling contact fatigue in clean as well as in simulated contamination environments. The beneficial driving forces – at an overall sufficient strength – are at first a low amount of harmful inclusions, followed by compressive residual stress in the loaded zone, a high toughness and a high-temperature stability. In most cases, a case-hardened structure has no advantage at least against a bainitic through-hardened structure. In contrast, the performance can be worse.
All of this has no relationship to a WEC-based failure. Neither residual compressive stresses nor retained austenite protects the bearing ring from this failure mode.