
Abstract
The microstructural evolution and precipitation behaviour of Nb-V-Mo and single V containing transformation-induced plasticity-assisted steels with an acicular/bainitic ferrite matrix were investigated by a heat treatment up to the austenite formation range. It was found that during the heating stage the acicular/bainitic ferrite matrix resisted recrystallisation, while cementite and martensite were decomposed and austenite was formed in the acicular/bainitic ferrite. Both Nb-V-Mo and V containing steels after the heat treatment showed a microstructure consisting of a polygonal ferrite matrix with small islands of pearlite. During these transformations, the microscopy observations showed that 0.04 wt% Nb and 0.08 wt% Mo additions to the 0.16 wt% V microalloyed steel considerably reduced the growth-coarsening of microalloy precipitates.
Keywords
Introduction
The transformation-induced plasticity (TRIP)-assisted steels are frequently produced through hot rolling or intercritical-annealing/annealing after cold rolling, followed by a rapid cooling to the bainite transformation range.1–4 Developments in designing TRIP-assisted steels have been achieved by the addition of microalloying elements which are useful in manipulating the microstructure and improving the mechanical properties of steels.
Nb and Ti carbides/carbonitrides are formed at high temperatures in austenite and V carbide/carbonitride precipitates at lower temperatures, which can primarily control the microstructural evolution through the thermomechanical processing. 5
Hot rolled TRIP-assisted steels with an acicular/bainitic ferrite matrix are widely produced by a rapid cooling after the final finishing pass to the bainite transformation range which can significantly prevent an extensive precipitation. The microalloying elements can therefore precipitate as carbide/carbonitride during subsequent heat treatments at temperatures around 550–700°C.6–9 These precipitates, in particular with a size of ≤ 15 nm, serve as a means for the precipitation strengthening of steels.5,9 However, during the subsequent heat treatments it is difficult to predict the precipitation behaviour due to the coexistence of precipitation and growth/coarsening.
The present study is a continuation of the previous work 9 and is an attempt to better understand the microstructural evolution and V-carbide precipitation behaviour during a subsequent heat treatment after hot rolling. For comparative purposes, two types of hot rolled Nb-V-Mo and V containing steels with an acicular/bainitic ferrite matrix were studied. It has been shown that the precipitation behaviour of multiple microalloy additions differs from that of a single addition which can significantly influence the microstructural evolution and mechanical properties.5,8,10–12 Although in TRIP-assisted steels the microstructural evolution and single microalloy additions during the thermomechanical processing has received much attention in the literature, there are very few reports on the effects of multiple microalloy additions. From these studies the effects of 0.04 wt% Nb and 0.08 wt% Mo additions on the precipitation behaviour of 0.16 wt% V microalloyed TRIP-assisted steels have been established.
Experimental procedure
Chemical composition of the investigated steels, wt%

Both hot rolled steels were subjected to a heat treatment up to austenite formation range to investigate the microstructural evolution and precipitation behaviour (i.e. precipitation and coarsening of the precipitates), in particular the effect of Nb-Mo additions on microalloy precipitates. Samples with a size of 15 × 15 × 1 (mm3) were heated from room temperature up to 1000°C at a heating rate of 40°C min−1 and immediately cooled at the same rate to room temperature. An induction furnace equipped with a controllable heating-cooling system was used to prepare the samples at room atmosphere.
Differential scanning calorimetry (DSC) was used to track the microstructural evolution during the heat treatment. A heat-flux type Netzsch 404C thermal analysis apparatus was used for DSC test with argon as a protective gas with flow 50 ml min−1. An empty alumina pan was used as a reference. Each disk shape sample with a diameter of 3 mm and weight ranging from 30 to 40 mg was placed in an alumina pan.
Additionally, reactions during heating were characterised using the DSC by a combination of consecutive heating and reheating runs from room temperature up to 1000°C and 1200°C. The evolution of microstructure was further studied by characterising the microstructure of water quenched samples at different temperatures during the heating stage. Clearly, it was not possible to quench samples during the DSC test. Thus, the heat treatment, followed by water quenching was performed using separate samples by the above mentioned furnace.
Specimens after heat treatment were ground and polished according to standard methods. The characterisation of microstructure and precipitation behaviour was performed by optical microscopy, SEM–TEM and microanalysis [i.e. energy dispersive spectroscopy (EDS)] and X-ray diffraction (XRD) analysis. Secondary electron imaging was undertaken using a FEI-InspectF SEM at 20 and 10 kV. More details of microstructural evolution were characterised by conventional TEM microscopy using a Philips EM420 at 120 kV. The microalloy precipitates were studied by a TEM (FEI-TECNAI-20) operating at 200 kV. Specimens subjected to thermomechanical processing were used to prepare thin foil and carbon extraction replica samples. TEM disk specimens were ground according to conventional manners. The disks were then thinned to perforation by twin jet electropolishing using an electrolyte of 5% perchloric acid, 35% butoxyethanol and 60% methanol solution at −35°C and 20 V. 13 Replica samples were prepared according to standard procedures using 2% Nital etchant. In both SEM and TEM techniques the EDS microanalysis was applied to investigate the presence of heavy elements such as Nb, V and Mo in precipitates.
A D5000 Siemens X-ray diffractometer with Co Kα radiation was used to estimate the average volume fraction of retained austenite. XRD data were collected from 40 to 130 degree with a scanning rate of 0.1 degree min−1 and a step size of 0.02 degree. Rietveld refinement was performed by the Topas Academic package software V5.0 in order to characterise the retained austenite.
A Universal hardness tester was used for Vickers hardness testing according to ASTM E 92–82. The Vickers hardness was determined using a load of 10 kg and 20 s holding time before unloading. Average hardness was calculated from at least 10 measurements per each specimen.
Results and discussion
Initial microstructure
Figure 1 shows the optical, SEM and TEM micrographs corresponding to the initial microstructure of Steels 1 and 2. It is clear from the optical micrographs of both steels that the prior austenite grain boundaries are surrounded by the allotriomorphic ferrite.
14
A closer look by SEM and TEM elucidated that the interior regions (i.e. dark regions in the optical micrographs) are acicular/bainitic ferrite, martensite and cementite. The XRD analysis confirmed that a reasonable amount of retained austenite was formed in the microstructure during prior hot rolling (i.e. 9.7 and 2.7 vol.% in Steels 1 and 2, respectively). Of particular note was that the microstructure of these regions (i.e. dark regions in optical micrographs) consisted of a high density of dislocations (Fig. 1c and g). It is believed that these dislocations were mainly formed due to bainite and martensite transformations during the cooling stage.
15
Further TEM–EDS analysis showed an extensive distribution of microalloy precipitates in the initial microstructure of both steels only in a random manner (e.g. Fig. 1h). It is not possible to reliably determine the presence of small amounts of N in the precipitates due to the instrumental limitations of EDS analysis. Thus, to avoid producing misleading data it is assumed from the observed EDS C-peak that the precipitates contain only carbon. Although it is impossible to quantitatively determine the carbon content of carbide by EDS, the microalloy precipitates are assumed to be the MC-type carbide.
The initial microstructure of Steels 1 and 2, showing the features at different magnifications, a, b and c optical, SEM and TEM micrographs of Steel 1, respectively, d selected TEM micrograph, showing cementite in Steel 2, e, f and g optical, SEM and TEM micrographs of Steel 2, respectively, h Selected TEM micrograph of Steel 2 and a typical corresponding EDS spectrum (arrows indicate VC precipitates)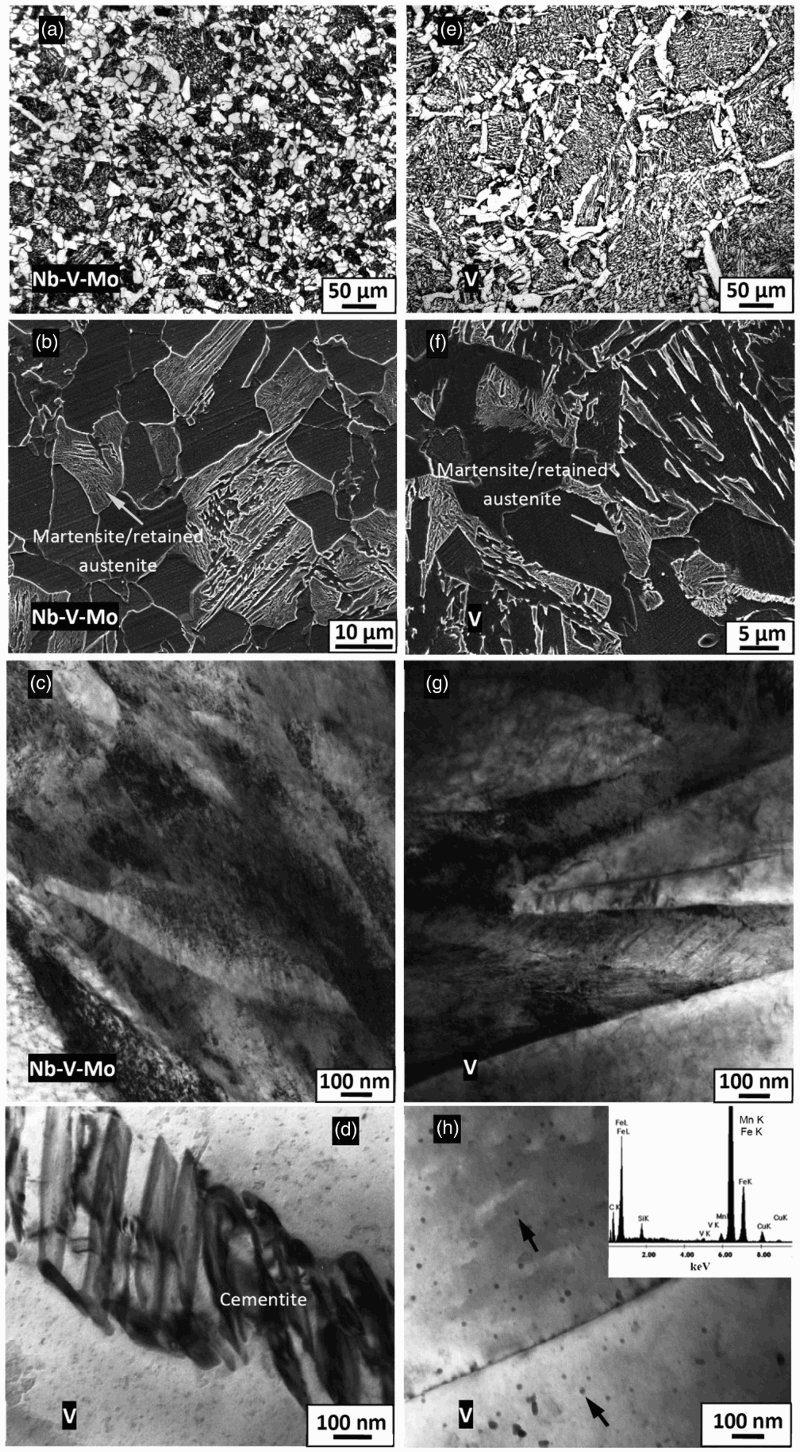
Microstructural evolution during the heating stage
The lowest temperatures for the dissolution of VN and VC under equilibrium conditions were calculated using the following equations.
16


The calculations give the dissolution temperatures of around 995 and 850°C for the VN and VC, respectively. These results suggest that the thermal stability of the precipitates would reduce by increasing the temperature up to 1000°C.
Figure 2a compares typical DSC curves corresponding to Steels 1 and 2. Only two separate endothermic peaks were observed in both steels up to 1000°C. The Ac1 and Ac3 temperatures were estimated under equilibrium conditions by the Thermo-Calc software using TCFE6 database. It was clear that the observed DSC peaks were between the Ac1 and Ac3 (i.e. 699 and 875°C, respectively). It has been frequently reported in the literature that the first DSC peak is attributed to the Curie temperature where the second peak corresponds to the austenite formation (Fig. 2).17,18 The cooling curve in all samples showed an exothermic peak exactly at the same temperature (i.e. ∼740°C) where the first peak had been observed through the heating stage. Repeating DSC heating runs demonstrated that the position of first peak is repeated irrespective of the number of re/heating runs up to 1000 or 1200°C. It was also found that the occurrence of this peak is not dependent on the initial structure. These results are in agreement with other reports in the literature,17,18 suggesting that the first peak corresponds to the Curie temperature. From the reheating runs, it was also found that in both steels the second peak was associated with a reversible reaction once the sample is heated up to 1000°C. This peak was significantly diminished when samples had been heated up to 1200°C. This will be further elucidated in the next section.
a DSC curves of Steels 1 and 2, b Typical DSC curves of Steel 1, showing re/heating runs up to 1000°C and 1200°C, respectively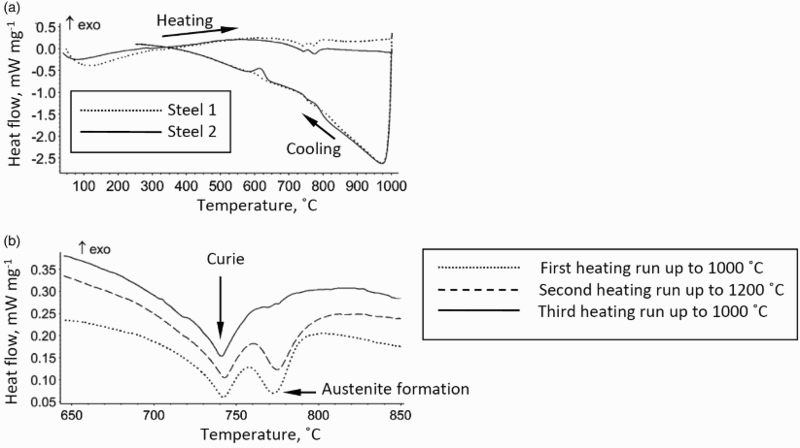
Figure 3 shows the micrographs of the water quenched samples of both steels at 800°C. A comparison between optical micrographs in Figs. 1 and 3 demonstrated that the ferritic constituents with lath morphology in the dark regions did not recrystallise during heating up to 800°C. This is in agreement with the findings of other researchers who also reported that the bainite with low angle grain boundaries shows high resistance to annealing.19,20 A possible explanation of this phenomenon is inferred by taking into account the effect of interfaces. It is generally accepted that the parallel sides of lath morphology ferrite constituents are low-energy, coherent/semi-coherent boundaries and therefore immobile.14,21,22 These structures necessitate a higher level of energy for the recrystallisation. Ueji et al. in 2002 also reported that around 50% plastic strain in a martensitic microstructure leads to subdivision of martensite laths. They showed that introduced heterogeneous subdivisions provide potential sites for the formation of new grains.
23
These results also suggest that the absence of recrystallisation could reduce the rate of dislocation annihilation.
Micrographs corresponding to the microstructure of the water quenched samples at 800°C, showing the absence of recrystallisation in the acicular/bainitic ferrite and the decomposition of secondary phases, a and b optical and SEM micrographs of Steel 1, respectively, c and d optical and SEM micrographs of Steel 2, respectively, arrows indicate acicular/bainitic ferrite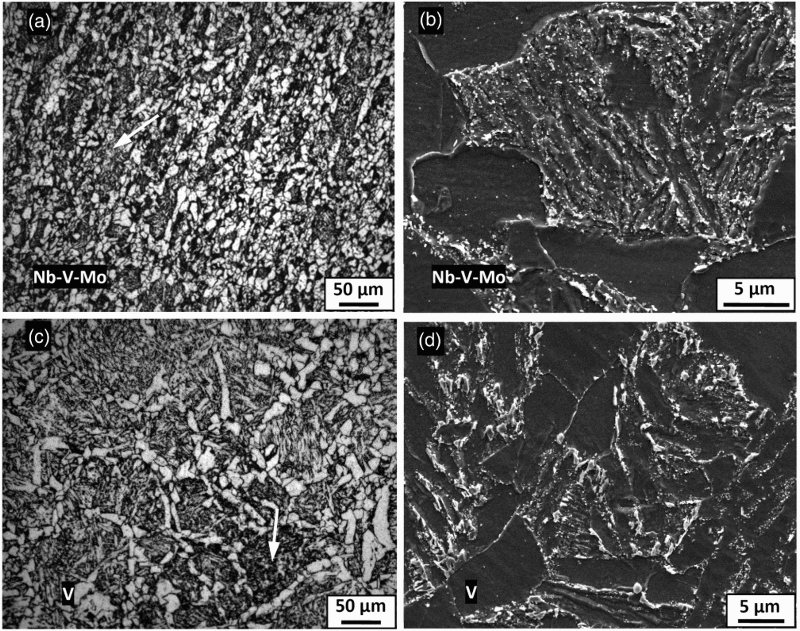
A closer look by SEM showed that the secondary phases were replaced with new features during second DSC peak, though the lath structure of ferrite remained in both steels. It was clear that the martensite decomposed while a high density of bright spheroidised particles (with a feret diameter of 183 ± 63 nm) formed along the boundaries of lath ferritic constituents. Additionally, the SEM observations showed a random number of bright features with lath morphology in the vicinity of spheroidised particles. However, the EDS spectra acquired from SEM microscopy even at lower voltage (i.e. 10 kV) failed to show the peaks corresponding to the microalloying elements in these features. This was probably due to the relative small size of these particles compared to the interaction volume of beam. It is therefore impossible to suggest that whether or not these features contain microalloy elements.
Microstructural evolution after the cooling stage
The microstructure of both steels after slow cooling (i.e. 40°C min−1) from 1000°C to room temperature showed a polygonal ferrite matrix with small islands of pearlite (Fig. 4a–d). The ferrite grain size in Steel 1 appeared to be finer than Steel 2. A possible explanation of this phenomenon arises from the effect of microalloy precipitates on pinning the mobile grain boundaries. It has been established in the literature that the recrystallisation-growth could accelerate the coarsening of pre-existing precipitates.24–26 In fact, the migration of grain boundaries sweeps the precipitates, and hence the higher diffusivity of grain boundaries accelerates the coarsening of precipitates. This shows that the precipitates in Steel 1 perhaps more effectively pinned down the grain boundaries compared to Steel 2 due to the lower rate of precipitate coarsening. In this context, the key findings corresponding to the precipitation behaviour are discussed in the next section.
Micrographs of slow cooled (i.e. 40°C min−1) samples after a first heating run in DSC test, a and b optical and SEM micrographs of Steel 1 after heating up to 1000°C, respectively, c and d optical and SEM micrographs of Steel 2 after heating up to 1000°C, respectively, e and f optical micrographs of Steels 1 and 2 after heating up to 1200°C, respectively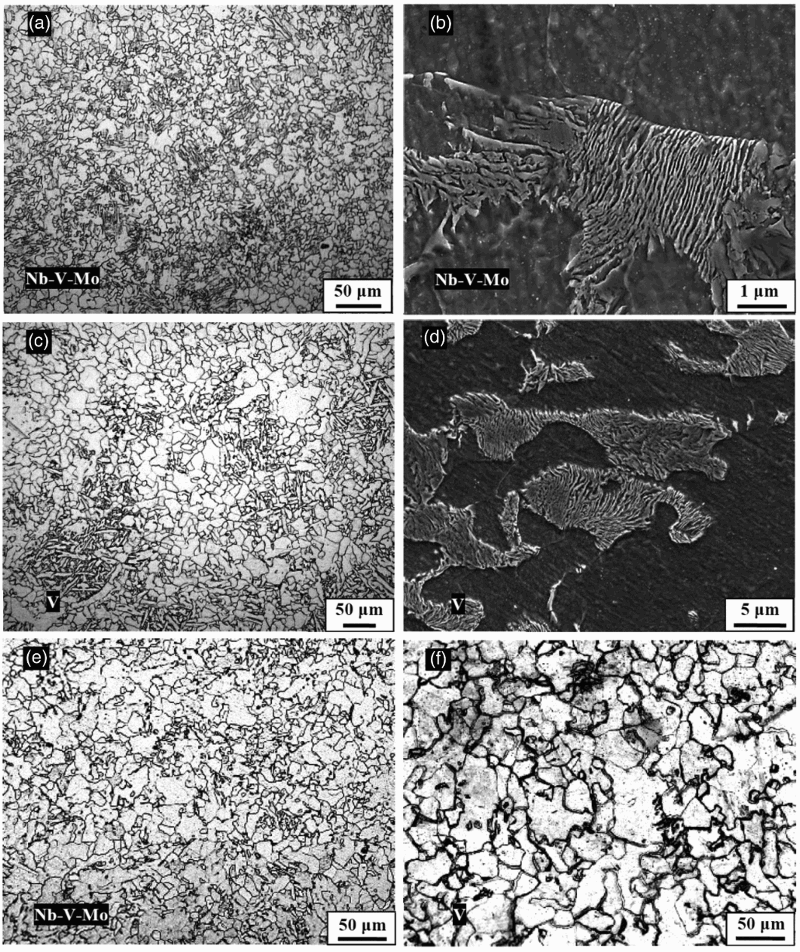
SEM observations showed small pearlite islands in the microstructure of heat treated samples (Fig. 4b and d). This indicates that the newly formed austenite with a presumably higher carbon concentration compared to ferritic matrix was the source of pearlite formation during the slow cooling stage. However, as the repeat of the heat treatment is accompanied by austenite formation and subsequent transformation of austenite to pearlite, the pearlite could exist in the microstructure at room temperature. Microscopy observations indicated that the microstructure of both steels constitutes a fully polygonal ferrite and a trace amount of pearlite after cooling at a rate of 40°C min−1, from 1200°C to room temperature (Fig. 4e and f). This coincides with the significant disappearance of the second DSC peak in both steels (Fig. 2b). It can be thus inferred that a very rapid growth of austenite into pearlite until the completion of pearlite dissolution during reheating runs was responsible for the occurrence of the second DSC peak (e.g. Fig. 2). These results agree with the earlier conclusions, showing that the second DSC peak during the first heating run corresponds to the austenite formation.
Precipitation behaviour
Figure 5 shows typical carbon extraction replica micrographs at the same magnification for both steels. TEM-EDS analysis indicated the presence of Nb(V,Mo)C and VC in Steel 1, and VC in Steel 2. In Steel 1, TEM analysis also showed that the chemical composition of the majority of precipitates before and after the heat treatment was Nb(V,Mo)C. The Cu and Fe peaks were present in most of the EDS spectra. The Cu peaks result from the copper grid and TEM holder and the Fe peaks in replica samples arise from the extraction of iron during the etching process.
a–d Typical carbon extraction replica micrographs and corresponding typical EDS spectra for Steels 1 and 2 after heat treatment up to 1000°C, respectively, e precipitate size distributions of Steel 1 with mean diameters of 15.6 and 17.7 nm before and after heat treatment, respectively, f precipitate size distributions of Steel 2 with mean diameters of 16.7 and 36.4 nm before and after heat treatment, respectively, g precipitate size distribution and corresponding cumulative frequency diagram of samples after heat treatment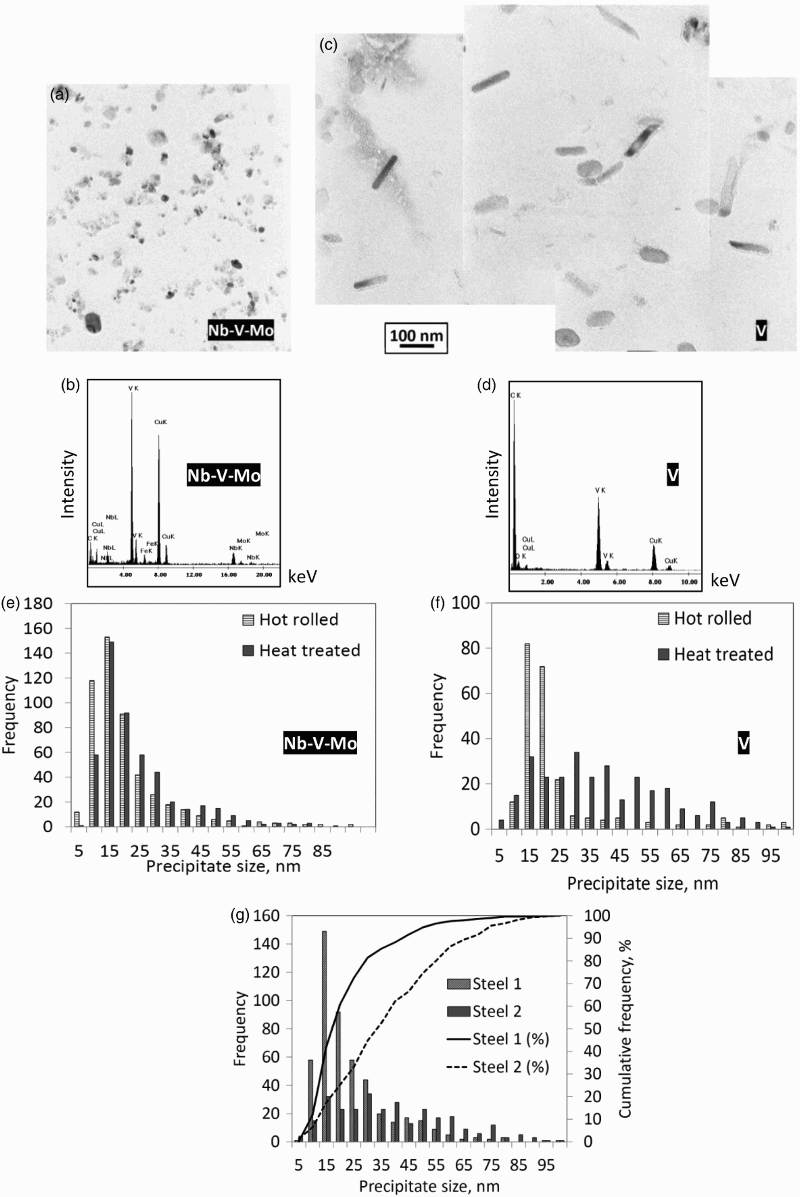
It is noteworthy that the TEM micrographs show a projected image from the 3D shape of precipitates. However, after the heat treatment, the morphology of the precipitates in Steel 1 did not generally change and they were found to have a spherical morphology. In contrast, in Steel 2 the majority of precipitates changed from the spherical to an oval morphology (e.g. Fig. 6). During coarsening (Ostwald ripening), precipitates in general should become spheroidised to decrease the surface area. This might not occur when the interfacial energy is orientation dependent.
27
Yamasaki and Bhadeshia in 2003 observed similar morphology after coarsening of V4C3 precipitates during tempering of a Fe-C-V martensitic steel with orientation relationship (OR) of Baker-Nutting with ferrite.
28
They found that the mismatch of parallel straight sides is significantly lower than the perpendicular plane, i.e. 2.1% vs. 30%. Previous studies have shown that V(C,N) in Steel 2 are primarily formed in ferrite whereas Nb(V,Mo)(C,N) in Steel 1 extensively precipitate in austenite.
9
The precipitates nucleated in austenite would lose their coherency during transformation to ferrite.29,30 Although there is no available data about the OR of precipitates in this study, it is thought that the OR of V(C,N) in ferrite was likely the reason for the oriented growth-coarsening of the precipitates.
Typical carbon extraction replica micrograph and corresponding SAED pattern (FCC crystal structure with [211] zone axis), showing a typical oval shape VC precipitate in Steel 2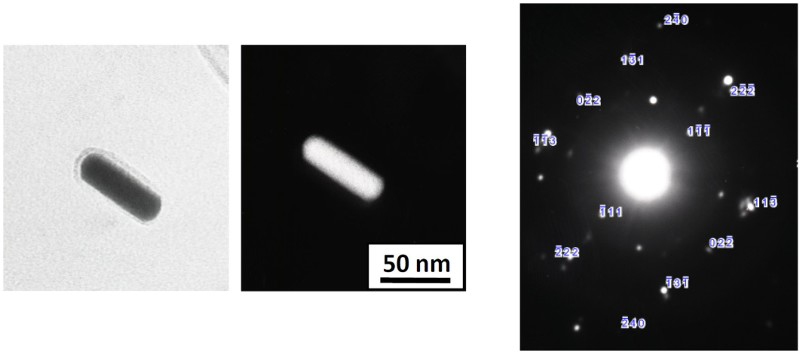
The statistical analysis of microalloy precipitates using replica samples showed a considerable increase in the size distribution and average diameter of VC precipitates in Steel 2 compared to Nb(V,Mo)C and VC precipitates in Steel 1 after the heat treatment (Fig. 5). In Steel 1, it is evident that the majority of carbide precipitates grew to a size of 10–15 nm while they did not tend to coarsen further during the heat treatment. It was also found that the increase in the average density of precipitates in Steel 1 was much greater than Steel 2 (Fig. 7). In this context it is impossible to make a definitive statement as to whether the observed difference was primarily due to the coarsening of precipitates. However, the microstructural characterisations evidenced that the precipitation coarsening would be influenced by mechanisms such as the retention of highly dislocated structure of acicular/bainitic ferrite, austenite formation and temperature increases during the heating stage as well as ferrite recrystallisation-growth.6,7,24,31 According to the microscopy observations, two possible explanations can be offered for the observed differences. Firstly, the majority of precipitates in Steel 1 are Nb(V,Mo)C whereas in Steel 2 the precipitates are VC. The details of microalloy precipitation in the studied steels during hot rolling are given elsewhere
9
and it has been shown that the Nb(V,Mo)(C,N) are mainly formed at higher temperatures (i.e. over ∼830°C) compared to V(C,N). Several researchers have also demonstrated that the multiple additions of microalloying elements can increase the temperature stability and reduce the coarsening rate of precipitates. In fact the coarsening rate of less soluble precipitates is slower than more soluble ones.5,11,12 It can be inferred that the addition of Nb served an important role in controlling the precipitation behaviour which therefore reduced the overall coarsening rate of precipitates in Steel 1. Another explanation lies in the effect of Mo on reducing the growth-coarsening of observed NbMo(V)C precipitates. Presumably, Mo could reduce the interfacial energy of the precipitates which in turn lowered the rate of growth-coarsening of Nb containing carbides.32–35 However, an investigation into the role of, for example, Mo, on coarsening is currently an active topic for further studies.
The number of microalloy precipitates per unit area (average density), measured from the carbon extraction replica samples of Steels 1 and 2 before (i.e. hot rolled) and after the heat treatment up to 1000°C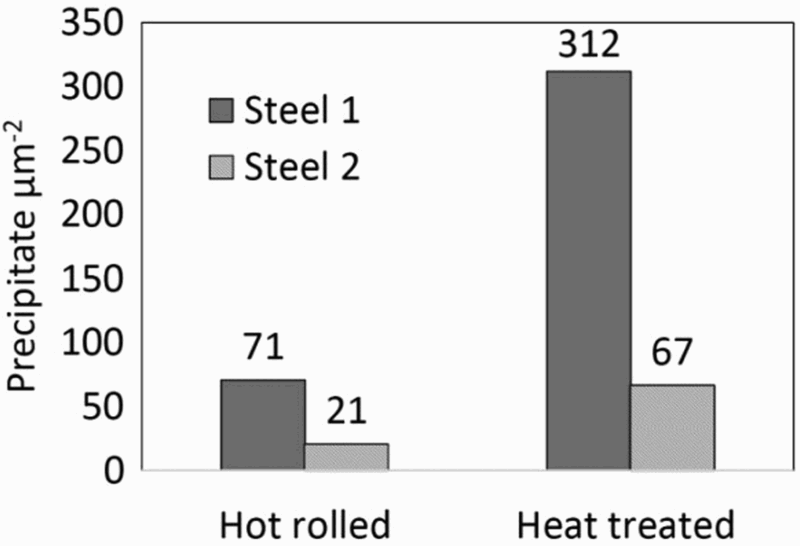
Vickers hardness
A comparison between hardness measurements after the heat treatment showed significant reductions in the hardness of both steels, though the hardness of Steel 1 was greater than Steel 2 (Fig. 8). The effect of microstructural evolution and precipitation behaviour during the heat treatment on the hardness results are discussed next.
Average Vickers hardness values for Steels 1 and 2, before and after the heat treatment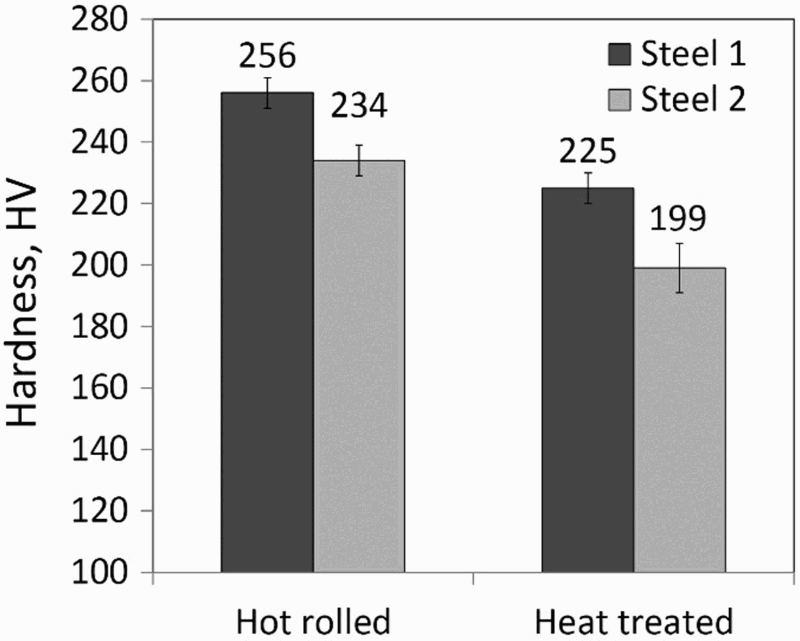
Several researchers have shown that multiple mechanisms contribute to the hardening of steels, i.e. the lattice friction stress, solid solution hardening, dislocation hardening, precipitation hardening and grain refinement.5,21,36 It is well known that the hardening contributions of lattice friction stress and solid solution depend upon the crystal structure and chemical composition of steel and it is assumed they are constant during the heat treatment. Additionally, the formation of a polygonal ferrite structure after the heat treatment suggests that the dislocation density in both steels could be reduced due to recovery-recrystallisation, resulting in the softening of steels. It can be thus inferred that the contributions of microalloy precipitates and ferrite grain size were the main reasons for the observed difference in the hardness of the steels after the heat treatment.
Both shearable and nonshearable nano-scale precipitates can increases the hardness of steels by acting as obstacles against dislocation motion, though their magnitudes are different. It has been shown in the literature that the precipitates with a diameter larger than approximately 5 nm are more resistant to shearing mechanisms. 5 Although in this work there is still uncertainty in the estimation of the shearable to nonshearable transition diameter for microalloy precipitates, it is assumed that the observed precipitates are nonshearable. The Ashby–Orowan theory has been extensively used in the literature to estimate the precipitation hardening of non-shearable precipitates in steels. 5 This theoretical method is proportional to the volume fraction and inverse average diameter of precipitates. TEM observations showed no statistically meaningful variation in the size distribution of precipitates with a size of over around 5 nm in Steel 1 (Fig. 5). By contrast, the average diameter and size distribution of precipitates in Steel 2 considerably increased. It was clear from the size and average density of precipitates that the volume fraction of precipitates increased in both steels. Note that the precipitation hardening is mainly related to precipitates with a size of less than roughly 15 nm.5,8 Therefore the larger fraction of precipitates with a size of less than 10–15 nm in Steel 1 compared to Steel 2 could be a reason for the observed higher hardness of Steel 1.
As discussed earlier the ferrite grain size of Steel 1 was significantly finer than Steel 2 after the heat treatment. According to the Hall–Petch relationship the hardness is proportional to the reverse mean grain size.5,21 It can be inferred that the lower growth-coarsening of ferrite in Steel 1 compared to Steel 2 was another reason for the higher hardness of Steel 1.
Conclusions
The present study provides evidence about the microstructural evolution and precipitation behaviour of Nb-V-Mo and V containing TRIP-assisted steels with an acicular/bainitic ferrite matrix during a subsequent heat treatment after hot rolling. The main conclusions that can be drawn from this study are as follows:
At the heating stage, the lath shaped structure of acicular/bainitic ferrite resisted recrystallisation and the martensite and cementite decomposed up to the intercritical annealing range. In addition, austenite was formed in the acicular/bainitic ferrite matrix. After the heat treatment, the microstructure of both steels consisted of a polygonal ferrite matrix with small islands of pearlite. In Nb-V-Mo containing steel the ferrite grain size was finer than V containing steel. According to the microscopy observations, this effect was attributed to the more effective pinning of mobile grain boundaries by microalloy precipitates due to the lower rate of precipitate coarsening. After the heat treatment, the hardness of both steels decreased, though the hardness of Steel 1 was greater than Steel 2. According to microscopy observations, this effect was attributed to the lower growth-coarsening of microalloy precipitates and ferrite grain. In Steel 1 the majority of precipitates were Nb(V,Mo)C and TEM-EDS analysis showed that the chemical composition of precipitates did not significantly change after the heat treatment. After the heat treatment the average number of microalloy precipitates per unit area increased in both steels. It was also found from the TEM analysis that 0.04 wt% Nb and 0.08 wt% Mo additions to 0.16 wt% V microalloyed steels could significantly reduce the growth-coarsening of microalloy precipitates.