
Abstract
The influence of long-term thermal exposure on the microstructure and microhardness of a new Ni–Fe-based superalloy, for advanced ultra-supercritical coal-fired power plants, was studied. Spherical γ′ particles were coarsened with the increase of aging time, while the volume fraction of γ′ was decreased. The amount of M23C6 carbides was increased with aging time at 750°C, and the coarsening rate of the width of M23C6 was consistent with that of the LSW model. The microhardness of the alloy was maintained following 935 h of aging time and then was slightly decreased. It was found that the transition from the strongly coupled dislocations model to the Orowan model was dependent on the size and volume fraction of γ′.
Introduction
In order to improve the thermal efficiency and decrease the emissions of (C,N,S)O x in coal-fired power plants, advanced ultra-supercritical (A-USC) power plants have been developed. The steam conditions of the new boiler system will include a temperature of 700°C and a pressure of 35 MPa [1]. To date, ferritic and austenitic heat-resistant steels are widely used in power plants at a steam temperature below 650°C. When the steam temperature is approximately 700°C, the temperature capacity of the superheater/reheater should be 750°C [2]. In order to meet the increased steam temperature and pressure specifications, some advanced Ni-based superalloys, including INCONEL® 740H®, CCA 617 and HAYNES® 282® alloy, were developed. However, among these newly developed high temperature alloys, significant amounts of Co were added, which substantially increased the alloy cost [3–5]. Recently, a new Ni–Fe-based superalloy was designed in order to provide microstructural stability, excellent creep-rupture strength, high resistance to oxidation and low cost. The key feature of the new alloy is the amount of Fe, more than 20 wt-%, which helped reduce the amounts of the costly Co. Like most of the Ni-based superalloys, this alloy is primarily strengthened by the precipitation of fine γ′ precipitates in the disordered γ matrix, pinned by relatively small and blocky M23C6 carbides at grain boundaries.
One of the characteristics of service performance of the components in A-USC plants is the higher longevity. It is generally accepted that the stability of the microstructure in alloys is a significant factor in order to maintain their mechanical properties and ensure long service time [6,7]. Ni-based superalloys are sensitive to various microstructural changes during long-term aging, such as coarsening of γ′ and carbides. The stress rupture-related properties deteriorate, as a result of the coarsening of the strengthening phases and the topologically close-packed (TCP) phase formation [8,9]. Microstructure and phase instability are considered as the issues to be concerned when employing advanced superalloys [10–12]. Long-term aging can simulate the application conditions of components and evaluate the phase stability of alloys.
The service life of superalloys for 700°C-class A-USC power plant is usually defined on the basis of 100 000 h creep-rupture strength at 750°C. However, it is too long and costly for the development and evaluation of new materials. In order to speed up the development process of new alloy, some life assessment approaches, especially the Larson–Miller parameter, Manson–Haferd parameter and Milshire–Scharning Model based on experimental values within thousands of hours are used to predict the service life, and the predictions always show good agreement with the experimental results [13]. In this study, the evolution of γ′ phase and carbide in a Ni–Fe-based superalloy after thermal exposure at 750°C for 3000 h were examined. Also, the relationship of the alloy microhardness on the microstructure evolution, during long-term exposure at application temperatures, was studied. More experiments with longer time would be given in following time.
Experimental
A new Ni–Fe-based superalloy, namely HT700B2, was investigated in this study. The detailed chemical composition is Ni–20.0Fe–18.0Cr–1.0Mo–1.0W–0.8Nb–2.4Ti–1.8Al–0.15Si–0.5Mn–0.15Cu–0.003B–0.06C (wt-%). The cast ingot was homogenised at 1200°C for 24 h and hot forged and rolled at 1150°C into a 10-mm-thick plate, followed by air cooling. Then, the specimens were solution treated at 1150°C for 1.5 h, followed by aging at 840°C for 1 h, and air cooled to 760°C and held for 16 h. Subsequently, the specimens were heat treated at 750°C for 500 h, 935 h or 3000 h and then air cooled.
Following aging, standard metallographic techniques were employed for the specimens’ preparation. The specimens were polished and then etched, using a solution of 4 g CuSO4, 20 mL HCl and 20 mL H2O. A Hitachi-S4800 field scanning electron microscope (SEM) was used for the observation of the microstructure. The size of γ′ phase and carbides was determined by the Image-Pro Plus software. More than one hundred particles were measured in order to minimise the measurements error. The volume fraction of γ′ was determined by area fraction measurement methods on SEM images. Microhardness was measured by a MHVD-1000ts-type microhardness tester with a load of 100 g for 10 s. JMatPro 8.0 was used to calculate the coarsening behaviour of γ′ particles.
Results and discussion
Coarsening of γ′ particles
Representative SEM micrographs for the aged samples, at different aging times, are presented in Figure 1. The distribution of γ′ in the alloy, after solution annealing and aging treatment, is provided in Figure 1(a). An average grain size of approximately 97 µm was measured following the heat treatment. Following aging at 750°C, the γ′ precipitates were homogeneously dispersed in the γ matrix. The size of γ′ phase was increased with the increase of aging time, and the γ′ phase morphology was maintained as spherical due to the absence of applied stresses. This implies a strong coherency with the matrix and a low degree of mismatch between the lattice parameters of γ′ and γ phases. Moreover, the higher stability of γ′ shape suggests enhanced precipitation strengthening of γ′, which will contribute to improving the mechanical performance.
Morphology of γ′ precipitates in the sample aged for different times: (a) 0 h, (b) 500 h, (c) 935 h and (d) 3000 h.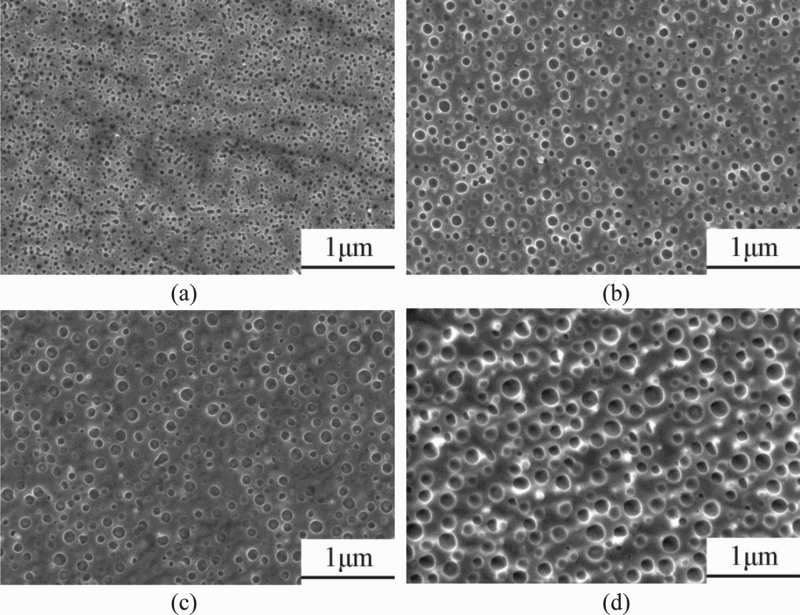
The variation of γ′ particle size and volume fraction in the long-term aging samples were investigated. The measured and calculated diameter values of γ′ particles from the experiments and simulation results of the JMatPro software are provided in Figure 2(a). The determined average diameter of γ′ particles following 0, 500, 935 or 3000 h was 39, 84, 107 and 135 nm, respectively. The coarsening rate at the initial exposure stage was higher and then gradually decreased with the increase of aging time. It was concluded that the JMatPro results were consistent with the experimental results, which predicted that these particles would coarsen at 750°C. Also, additional micrographs were used for measuring the γ′ fraction. The results in Figure 2(b) show that by increasing aging time, the volume fraction of γ′ is slightly decreased, which is contradictory with the observations of alloy 740 [14]. As the aging time was further increased, the average size of γ′ gradually increased, and the volume fraction of γ′ slightly decreased. It was indicated that the distance between adjacent γ′ particles became larger, and the variation of γ′ particle spacing had much more effect on the volume fraction of γ′ than that of γ′ coarsening. The dissolution of small γ′ particles and combination of large γ′ particles resulted in the coarsening of γ′. The diameter of γ′ particles and their distance from the adjacent γ′ particles have a significant effect on both the cutting and the Orowan mechanisms, which will be discussed below.
Determined γ′ size and volume fraction: (a) comparison between calculated and experimentally observed coarsening of γ′, (b) volume fraction of γ′.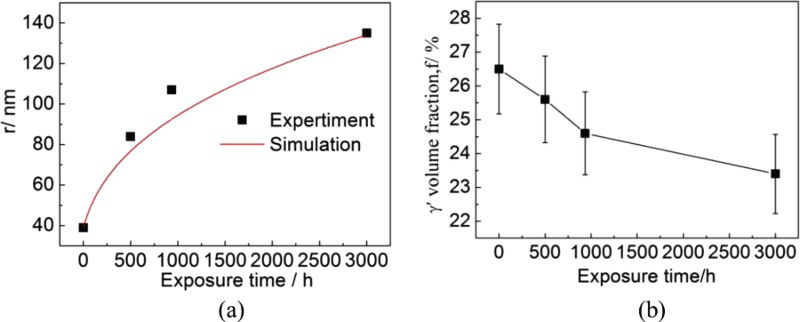
It had been proposed that coarsening of γ′ in Ni-based superalloys could be described by the Lifshitz– Slyozov–Wagner (LSW) model [15,16], which was related to the theory of diffusion-controlled Ostwald ripening. The power law expression is as follows:
Plot of γ′ size 
 is the average radius of the precipitates at time t,
is the average radius of the precipitates at time t,  is the mean particle size at the onset of coarsening (at
is the mean particle size at the onset of coarsening (at  ) and k is the coarsening rate coefficient. As seen in Figure 3, the
) and k is the coarsening rate coefficient. As seen in Figure 3, the  values are plotted as a function of the aging time t. The plotted curve in the present study follows the relation described by Equation (1). This suggests that γ′ phase is coarsening in this alloy by following the standard kinetics of diffusion-controlled particles’ growth. The value of the correlation coefficient of 0.94896 was obtained from the trendline.
values are plotted as a function of the aging time t. The plotted curve in the present study follows the relation described by Equation (1). This suggests that γ′ phase is coarsening in this alloy by following the standard kinetics of diffusion-controlled particles’ growth. The value of the correlation coefficient of 0.94896 was obtained from the trendline.
 vs. aging time during aging at 750°C.
vs. aging time during aging at 750°C.
The size of γ′ is one of the major factors that affect the degradation of superalloys; thus, this study was focused on the evolution of γ′ particles in the long-term aging. The fact that the size of γ′ phase was increased with the increase of exposure time has also been reported for other Ni–Fe-based superalloys [11]. In these alloys, the morphology was maintained spherical, which is consistent with the results of the present study. However, for the Ni-based superalloy Inconel 740H, the morphology of γ′ particles was altered from spherical to cubic, by increasing the exposure time at 810°C [14]. The shape of γ′ in Inconel 740H changed from sphere to rounded cubic forms with increasing precipitate size, which related to a low surface energy and lattice mismatch. Compared to Ni-based single crystal superalloys, γ′ phase was always nucleated as sphere and subsequently transformed to cube, during the solid state transformation process. The morphological transformation of γ′ was associated with the coherency degree of γ′ and γ matrix. It has been indicated that, with the service temperature reaching approximately 60% of the melting temperature, a reduction in the γ/γ′ lattice mismatch is beneficial for the mechanical properties. The contribution of lower lattice mismatch, which is responsible for creep-rupture life, was estimated in terms of the γ′ stability at medium temperature [17].
Microstructural change of M23C6 carbides
The evolution of carbides along the grain boundaries is shown in Figure 4. Discrete, fine, granular-type Cr-rich M23C6 carbides, with approximately 0.1–0.7 µm in diameter, were precipitated at the grain boundaries, as received from the sample with the initial heat treatment. The length and width of M23C6 carbides increased, by increasing the exposure time, and the volume fraction of the carbides gradually became higher. At the terminal exposure time of 3000 h, small quantity of short rodlike carbides was found along the grain boundaries.
Evolution of M23C6 carbides in the sample aged for (a) 0 h, (b) 500 h, (c) 935 h and (d) 3000 h.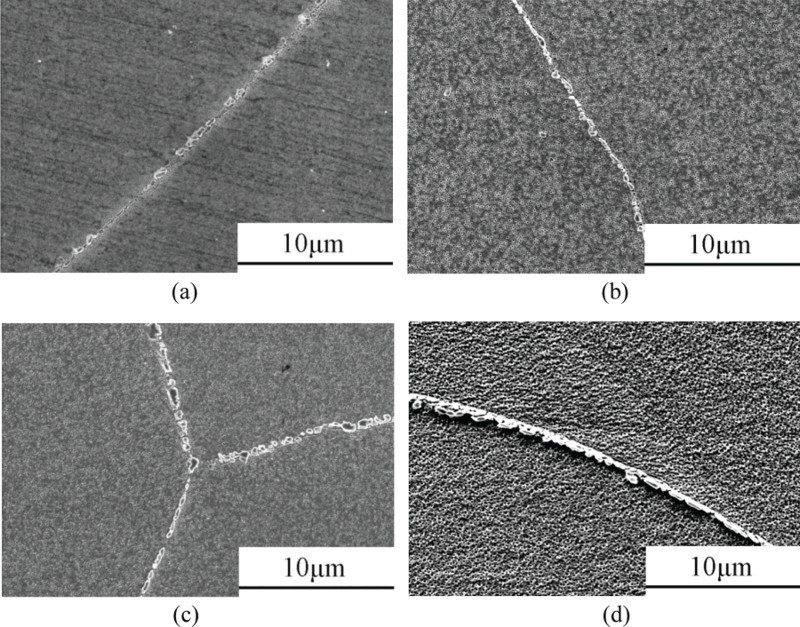
In order to describe the coarsening mechanism of M23C6 carbides adjacent to the grain boundaries, the length and width of carbides were carefully determined. The parameters of the length and width (L3–L03) of carbides as a function of aging time are illustrated in Figure 5. The results showed that the coarsening rate of the width of the carbides fits with the LSW model. Also, the coarsening rate of carbides during the first 935 h of aging was higher; however, it gradually decreased at higher aging times. The variation tendency of carbides coarsening is not monotone increasing. In fact, both the solvus temperature of M23C6 and the aging temperature are critical to the carbides’ growth. The nucleated carbides would grow up with the thermal exposure time. Meanwhile, with increasing the aging time, partial M23C6-type carbides would dissolve in the matrix due to solute diffusion in the alloy. The dissolving behaviour of M23C6 was discovered following long-time aging at 750 and 800°C [18].
Plot of M23C6 size  vs. aging time during aging at 750°C.
vs. aging time during aging at 750°C.
The volume fraction and morphology of carbides along grain boundaries are important for creep life. The fine distribution of M23C6 can be considered as beneficial for creep strength. However, the substantial coarsening of M23C6 carbides decreased the grain boundaries strengthening during the aging process [19]. Furthermore, the increased width of M23C6 at the grain boundaries caused a decrease in impact toughness values, which significantly promoted embrittlement in the alloy [20]. So the preventing of carbides’ coarsening is essential to the grain boundary strengthening. Wang et al. [21] reported that the nucleation and growth of M23C6 during long-term aging might be suppressed by P additions.
Variation of microhardness
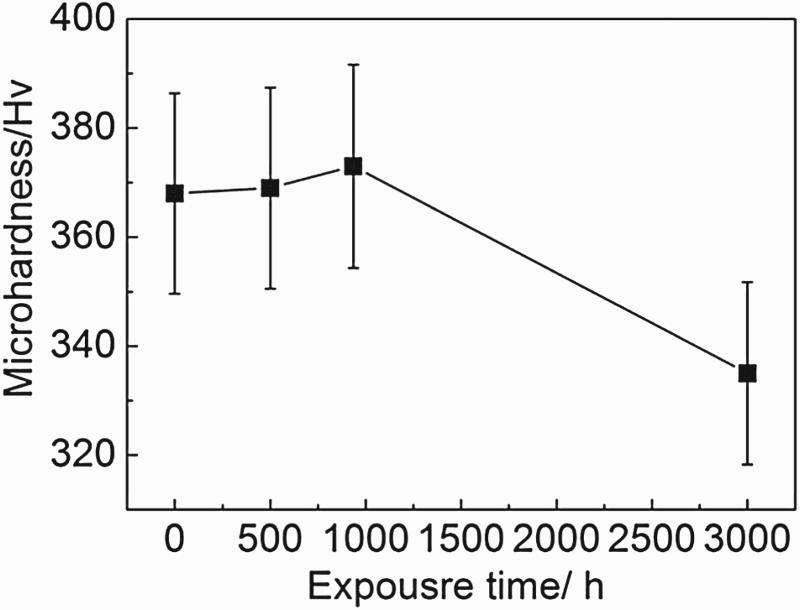
Figure 6 presents the overall relationship of microhardness with aging time. The microhardness was maintained, following 935 h thermal exposure, and then slightly decreased, following 3000 h of aging. It is well known that precipitation strengthening is usually controlled by the cutting mechanism, which can be subdivided into two models: the weakly coupled dislocations (WCD) model and the strongly coupled dislocations (SCD) model. Furthermore, in the case of coarse precipitates, precipitation strengthening of superalloys can be controlled by the Orowan mechanism. The critical resolved shear stress (CRSS) Δτ would change with the increase of γ′ particles’ size. The equation of the three models can be written as follows [15,22]:
Variation of microhardness during aging time. Theoretical analysis of critical resolved shear stress vs. different radius of γ′.

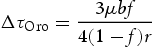
 , f is the volume fraction of γ′ phase, r is the radius of γ′ particles, μ is the shear modulus, T is the line tension of the dislocations and ω is a dimensionless constant. As shown in the equations, the variables related to the aging time and temperatures are f and r. In order to calculate Δτ, the γ′ volume value, used at the present study, was 0.265, which was obtained in the as-received sample. The rest of the parameters were as follows:
, f is the volume fraction of γ′ phase, r is the radius of γ′ particles, μ is the shear modulus, T is the line tension of the dislocations and ω is a dimensionless constant. As shown in the equations, the variables related to the aging time and temperatures are f and r. In order to calculate Δτ, the γ′ volume value, used at the present study, was 0.265, which was obtained in the as-received sample. The rest of the parameters were as follows:  ,
,  ,
,  ,
,  and
and  [22]. The theoretical Δτ as a function of γ′ size was obtained by Figure 7. For a given radius value of γ′ particles, the lowest CRSS is primarily contributing to the strengthening mechanism. By increasing the γ′ particles’ size, the dominated strengthening mechanism of the alloy changed from the WCD to the SCD model and finally to the Orowan mechanism. It was found that the transition from the WCD to SCD model occurred at a critical radius (rWS) value of approximately 22.5 nm. However, the subsequent transition from the SCD to Orowan model occurred at a higher critical radius (rSO) value of 33.4 nm. For this theoretical calculation, there was a clear transition of the governing mechanism from SCD cutting to Orowan mechanism, which was different from the results reported in the Inconel 740 alloy [14]. For Inconel 740 alloy, there was a transition of the governing mechanism from WCD cutting to Orowan mechanism, and there was no obvious SCD cutting mechanism with increasing γ′.
[22]. The theoretical Δτ as a function of γ′ size was obtained by Figure 7. For a given radius value of γ′ particles, the lowest CRSS is primarily contributing to the strengthening mechanism. By increasing the γ′ particles’ size, the dominated strengthening mechanism of the alloy changed from the WCD to the SCD model and finally to the Orowan mechanism. It was found that the transition from the WCD to SCD model occurred at a critical radius (rWS) value of approximately 22.5 nm. However, the subsequent transition from the SCD to Orowan model occurred at a higher critical radius (rSO) value of 33.4 nm. For this theoretical calculation, there was a clear transition of the governing mechanism from SCD cutting to Orowan mechanism, which was different from the results reported in the Inconel 740 alloy [14]. For Inconel 740 alloy, there was a transition of the governing mechanism from WCD cutting to Orowan mechanism, and there was no obvious SCD cutting mechanism with increasing γ′.
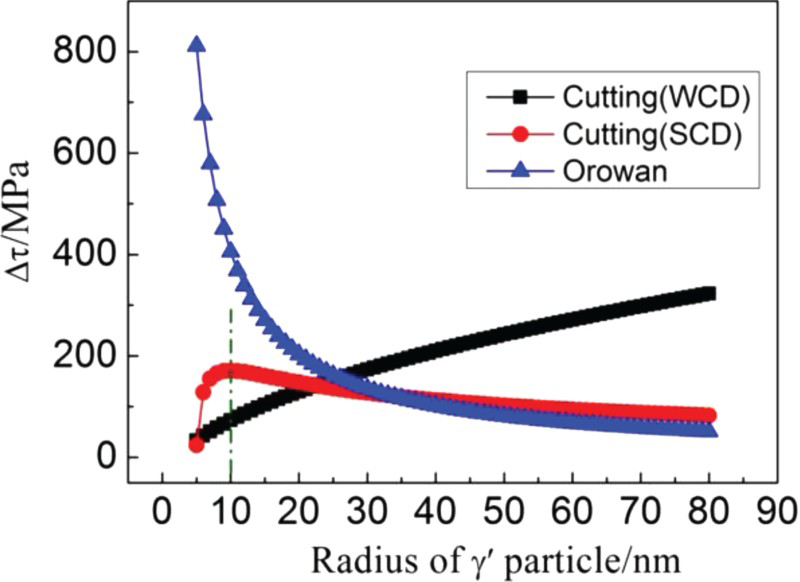
In Figure 7, the γ′ volume fraction was considered as a constant value. However, the γ′ volume fraction of the present alloy was slightly decreased during the long-term aging time. It is generally accepted that the dislocations shear particles mechanism or the dislocations by-pass particles mechanism does not refer to the changes of γ′ volume fraction. In order to study the effect of γ′ volume fraction on microhardness, the effect of γ′ volume fraction on the particles strengthening mechanism is demonstrated in Figure 8. The value of rSO is continuously decreased with the decrease of γ′ volume fraction, whereas the value of rWS is maintained. This indicates that the transition from the WCD model to SCD model was less affected by the γ′ volume fraction. With the dissolution and combination of smaller γ′ particles, the decrease in volume fraction of γ′ phase may also decrease the strength of the alloy. After exposure for 3000 h, it was clear that the γ′ volume fraction was slightly decreased, which would accelerate the transition from the WCD model to Orowan mechanism. One extreme case is that the SCD cutting mechanism could be eliminated during the coarsening process of γ′.
Influence of γ′ volume fraction on critical transition radius of γ′.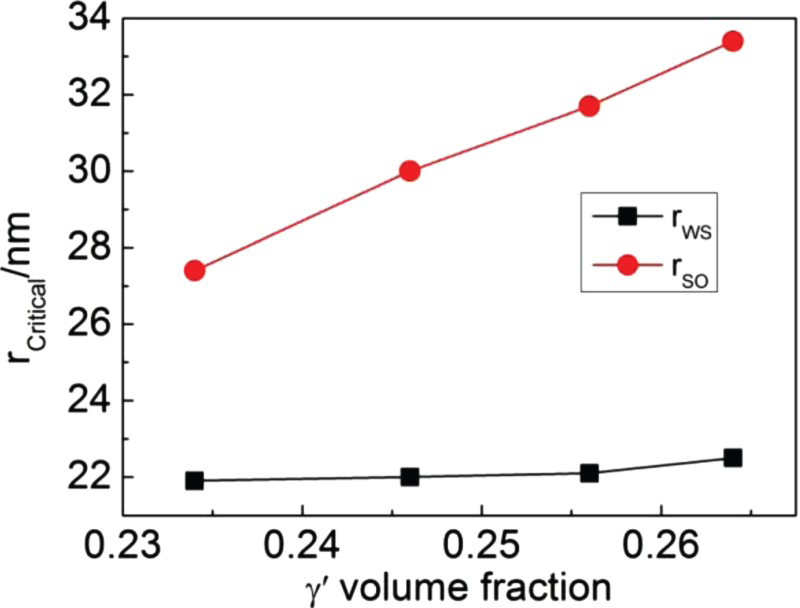
The average γ′ size is higher than that of the rSO following aging for 500 h, so the dislocations that bypass particles became the main strengthening mechanism and the alloy strength would decrease with the coarsening of γ′. However, although there was a decrease in the volume fraction of γ′ by increasing aging time, the microhardness of the alloys maintained high values. It is commonly recognised that the strength of the superalloys was predominantly related to the precipitation of γ′ particles and the γ matrix, while all the microhardness testing was performed within the grains. In general, the variation of solid solution strengthening of superalloys was minimal during the thermal exposure at a constant temperature [19]. Therefore, although the effect of γ′ on the microhardness might have been slightly decreased, the variation of microhardness implies that the amount of contribution rate of γ′ precipitation strengthening was minimal following aging for 935 h.
Conclusions
By increasing aging time at 750°C, the average size of γ′ particles and blocky type M23C6 carbides was continuously increased. The coarsening rate of the width of M23C6 carbides and γ′ particles was consistent with the LSW model. No η phase or other detrimental phases were discovered in the long-term aged samples. The overall microhardness was almost kept constant until the aging time 935 h and then slightly decreased with aging time. The calculation of the critical radius of the γ′ particles, for obtaining maximum strength, was approximately 20–35 nm. For the Ni–Fe-based superalloy, the transition from SCD to Orowan model is significantly dependent on the size and volume fraction of γ′ particles. Also, the transition from the WCD to SCD model was less influenced by the volume fraction of γ′.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.