
Abstract
The microstructure and mechanical properties of hot-extruded Mg-5Sn-4Al-2Ce alloy in the form of rapid solidification ribbons (RS-extruded TAE542) are investigated. The results show that rapid solidification causes ultra-fine a-Mg grains (250 nm) and massive dispersive Mg2Sn and Al11Ce3 particles (80–400 nm) in the rapidly solidified (RS)-extruded alloy. As a result, the yield strength and elongation of RS-extruded TAE542 alloy reached 366 MPa and 15.2%, increasing by 72 and 26%, respectively, when compared with that of hot-extruded TAE542 alloy made from a homogenised ingot (HI-extruded TAE542).
This paper is part of a thematic issue on Light Alloys.
Introduction
Magnesium alloys are expected to be widely used in structural metallic components due to low density and high specific strength, compared to iron, titanium and aluminium alloys [1,2]. It is greatly significant to extend their engineering applications on automotive industries, which is beneficial for energy conservation and emission reduction. However, Mg alloys are not yet widely used, which is primarily attributed to the relatively inferior mechanical properties at room and elevated temperatures [3,4]. Therefore, massive and in-depth research studies have been conducted in order to optimise the integrated performance of Mg alloys. The grain refinement is usually considered as one of the most effective ways to strengthen and toughen Mg alloys [5]. Hall–Petch equation quantitatively expresses the relationship between grain size and yield strength. Rare earth and alkaline earth elements exhibit super-duper grain refinement effect on Mg-(Al, Zn) alloys. Intermetallic phases with good thermal stability, such as Al11RE3, Al2Ca, Mg12RE, MgZnRE and Ca2Mg6Zn3 phases, are generated and distributed on the grain boundary, and the phases can inhibit grain growth [6–10]. Rapid solidification (RS) generally obtains fine microstructure, supersaturated solid solution and non-equilibrium phases, which can vastly improve the mechanical properties of Mg alloys [11–15]. Common rapid solidification techniques include gas atomisation (GA), ultrasonic atomisation (UA), planar flow casting (PFC) and melt-spinning (MS) techniques [16]. Thermal deformation processing is also an effective approach to fine grains by dynamic recrystallisation (DRX), and it is usually applied to Mg-Al, Mg-Zn and Mg-Sn alloy systems [16–18]. Kawamura et al. [19] have prepared the Mg97Zn1Y2 alloy with excellent yield strength above 600 MPa by the melt-spinning technique and hot extrusion.
Sn has been certified that it can improve the mechanical properties of Mg-Sn alloys at room temperature and elevated temperature because of the Mg2Sn phase with a high melting point of 1043 K [20]. Cast and wrought Mg-Sn-Al-Ce alloys have good mechanical properties, especially at elevated temperature. However, exceedingly coarse Mg-Sn-RE and Al-RE phases are harmful to the strength and ductility of Mg alloys [21]. It is well known that rapid solidification makes a big difference for matrix and intermetallic phases. Research studies on the influences of rapid solidification on extruded Mg-Sn-Al-RE alloys are significant to optimise Mg-Sn-Al-RE alloys further. The aim of the paper is to investigate the effect of rapid solidification on the microstructure and mechanical properties of hot-extruded Mg-5 wt-% Sn-4 wt-%Al-2 wt-%Ce alloy.
Experimental procedure
The Mg-5 wt-%Sn-4 wt-%Al-2 wt-%Ce alloy was prepared from pure Mg (99.95%), pure Sn (99.98%), pure Al (99.98%) and Mg-30 wt-%Ce master alloy by conventional casting with the protection of a RJ-2 flux. Rapid solidification ribbons were produced by the melt-spinning technique, and the rapid ribbons are 80–120 µm thick and 3–5 mm wide. The RS ribbons were comminuted and made into billets by cold compaction. Besides, some of cast ingots were homogenised at 853 K for 48 h. Both the RS billets and homogenised ingots were homogenised at 573 K for 600 s, and then extruded into bars with 25 : 1 extrusion ratio and 2 mm s−1 extrusion speed. The extruded alloy made of RS ribbons (RS-extruded TAE542) and the extruded alloy made of homogenised ingots (HI-extruded TAE542) are obtained.
The phase structures were analysed by X-ray diffraction (XRD, Dan Dong Fang Yuan, DX-2006). The microstructure characterisations were performed using a scanning electron microscope (SEM, JEOL, JSM-6490LV) with energy-dispersive spectrometer (EDS) and transmission electron microscope (TEM, JEOL 2100F) equipped with EDS and selected area electron diffraction (SAED). The specimens for SEM observation were etched with a solution of 4 vol.-% nitric acid + ethyl alcohol after polish. The samples for the TEM were prepared by the ion-beam thinning technique. The tensile samples were 15 mm in gauge length and 3 mm in gauge diameter. The tensile tests were conducted on an electro-universal testing machine (Instron5569) with a strain rate of 1.0 × 10−3 s−1 at room temperature, according to the ISO 6892-1 : 2016. The ultimate tensile strength (Rm), the yield tensile strength (Rp0.2) and percentage elongation after fracture (A) were averaged over four specimens. The fracture surfaces were observed by the SEM.
Results and discussion
Phases analysis
Figure 1 shows XRD results of (a) RS ribbons, (b) RS-extruded alloy and (c) HI-extruded alloy. The RS ribbons are composed of α-Mg, a few Al11Ce3 and Mg2Sn phases. It indicates that most of Sn, Al and Ce in the RS ribbons are dissolved into α-Mg matrix due to the high cooling rate of rapid solidification. After hot extrusion, the intensities of Mg2Sn phase increase remarkably in RS-extruded TAE542 alloy, which indicates that almost Sn in α-Mg matrix is precipitated out. Besides Al11Ce3 and Mg2Sn phases, MgSnCe phase [22] is also found in the HI-extruded TAE542 alloy.
X-ray diffraction patterns of the TAE542 alloys: (a) RS ribbons; (b) RS-extruded alloy; (c) HI-extruded alloy.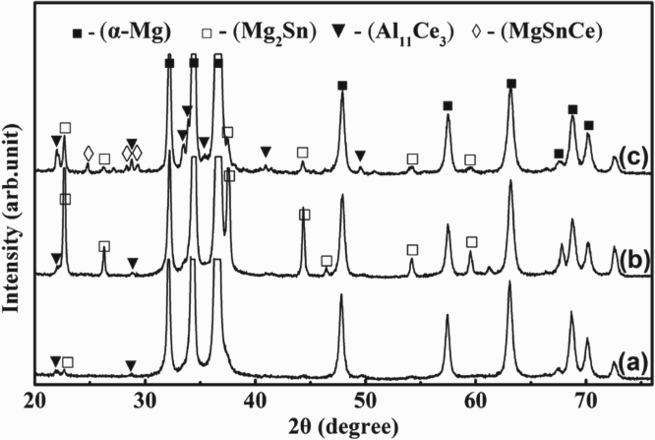
Microstructural characterisation
Figure 2 shows the microstructure of (a) RS ribbons, (b) RS-extruded alloy and (c) HI-extruded alloy. The grains of the RS ribbons are composed of dendritic and some equiaxed grains, and the grain size is only about 2.3 µm (Figure 2(a)). Meanwhile, only a few small particles are distributed on grain boundaries, which are Al11Ce3 and Mg2Sn phases according to the XRD results in Figure 1(a). For the RS-extruded alloy, a large quantity of fine dispersive particles are found (Figure 2(c)), and the particles are Mg2Sn phase and Al11Ce3 phase according to the XRD results in Figure 1(b). The grain size of the RS-extruded alloy is refined further to about 0.25 µm, as shown in the inset of Figure 2(b). As shown in Figure 2(c), the grain size of HI-extruded alloy is about 3.6 µm, and the second-phase particles are located along the extrusion direction. The coarser particles are Ce-containing phases (Al11Ce3 and MgSnCe), the finer particles are Mg2Sn phases according to the XRD results in Figure 1(c), and the results are also in agreement with those obtained by other researchers [23]. In summary, the RS-extruded alloy shows ultra-fine microstructure.
SEM images of the TAE542 alloys: (a) RS ribbons; (b) RS-extruded alloy and along with TEM bright field image; (c) HI-extruded alloy.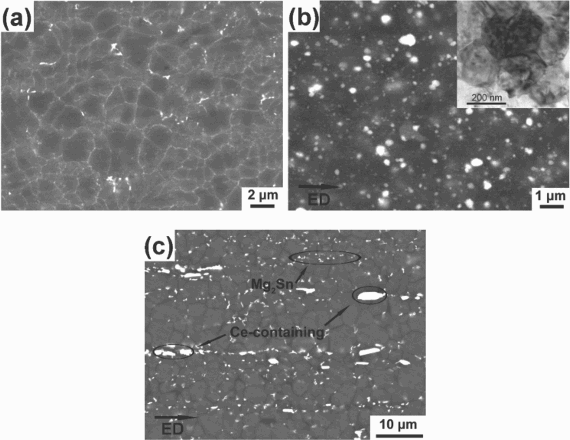
The microstructure of the RS-extruded TEA542 alloy is analysed further by the TEM with corresponding EDS spectrums and SAED patterns, as shown in Figure 3. It can be seen that the grain size of α-Mg matrix is 250–450 nm (Figure 3(a)). A certain amount of Al atoms are dissolved in the α-Mg matrix, while Sn atoms are not found in the inset of Figure 3(a), which suggests that the Sn atoms in the α-Mg matrix is more apt to precipitate out [18]. Besides, spherical particles are found in the α-Mg matrix and analysed by the TEM-EDS and SAED (Figure 3(b)). The results indicate that the spherical particles are the Mg2Sn phase (Cubic, Fm-3m, a = 0.6763 nm), which is consistent with the XRD results of RS-extruded alloy in Figure 1(b). Meanwhile, the grain size of spherical Mg2Sn particles is about 80–200 nm. Rod-like particles are also found in RS-extruded and analysed by the TEM-EDS and SAED (Figure 3(c)). Combined with the XRD results in Figure 1(b), the rod-like particles (400 nm) are Al11Ce3 phase (Orthorhombic, Immm, a = 0.4935 nm, b = 1.3025 nm, 1.0092 nm), which consistently matches the results of similar research studies [24]. The fine particles play an important role in suppressing the growth of α-Mg grains in dynamic recrystallisation through grain boundary pinning [25]. Fine Mg2Sn and Al11Ce3 particles can inhibit α-Mg grain growth effectively, and ultra-fine grains of α-Mg were obtained.
TEM bright field images of the RS-extruded TAE542 alloy with corresponding EDS spectrums and SAED patterns.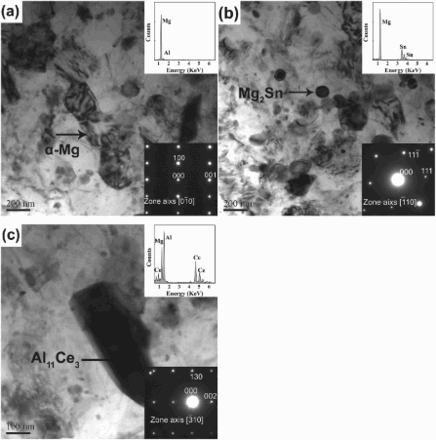
Mechanical properties
Figure 4 shows the tensile properties of (a) RS-extruded alloy and (b) HI-extruded alloy at room temperature. Compared with the ultimate tensile strength (Rm), yield tensile strength (Rp0.2) and percentage elongation after fracture (A) of the HI-extruded TAE542 alloy, those of the RS-extruded TAE542 alloy are 395 MPa, 366 MPa and 15.2%, increasing by 34, 72 and 26%, respectively. The excellent mechanical properties of RS-extruded alloy are attributed to ultra-fine grains and missive dispersive particles (Mg2Sn and Al11Ce3), as shown in Figure 2(b). The grain size of RS-extruded alloy is only about one-fifteenth of that of the HI-extruded alloy. Fine grains significantly enhance both yield strength and plasticity, and the fine particles further enhance yield strength by impede dislocation movement. The yield ratio of extruded TAE542 alloy from RS ribbons is 0.93, while that of conventional extruded magnesium alloys is only 0.72, which is a distinguishing feature of wrought rapid solidification magnesium alloys [12–14]. The capacity of work hardening of RS-extruded alloy is obviously below that of RS-extruded, and the reason may be that ultra-fine grains cause grain boundary sliding and decrease of twinning [26]. Besides, the mechanical properties of RS/PM TAE542 alloy are superior to similar RS/PM Mg alloys made by other rapid solidification techniques. The tensile yield strength of Mg-5 wt-%Al-2 wt-%Zn-1 wt-%Si-1 wt-%Pr alloy made by the planar flow casting technique and Mg-7 wt-%Al-1 wt-%Zn-1 wt-%Y alloy made by the gas atomisation technique is 343 and 310 MPa, respectively [27]. That is because the melt-spinning technique gains a higher cooling rate during solidification, compared with gas atomisation planar and flow casting techniques.
Tensile stress–strain curves of the extruded TEA542 alloys: (a) RS-extruded alloy and (b) HI-extruded alloy.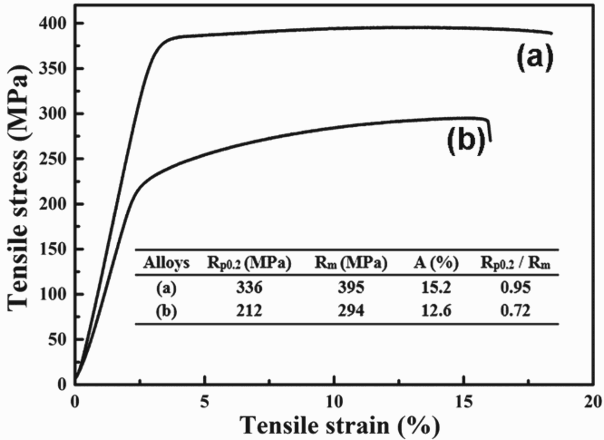
The fractography of the tensile test specimens is shown in Figure 5. The tensile fracture surface of extruded TAE542 alloys shows a feature of typical ductile fracture, and intermetallic particles are on the bottom of the equiaxed dimples. The equiaxed dimples are bounded with shear lips, but the size and depth of the dimples of the HI-extruded TEA542 alloy were obviously lager and deeper. High-density second-phase particles and α-Mg grains cause high-density micropores in plastic deformation, and then uniform and fine dimples form during the fracture process in RS-extruded TAE542 alloy.
Fracture surfaces of (a) RS-extruded TEA542 alloy and (b) HI-extruded TEA542 alloy.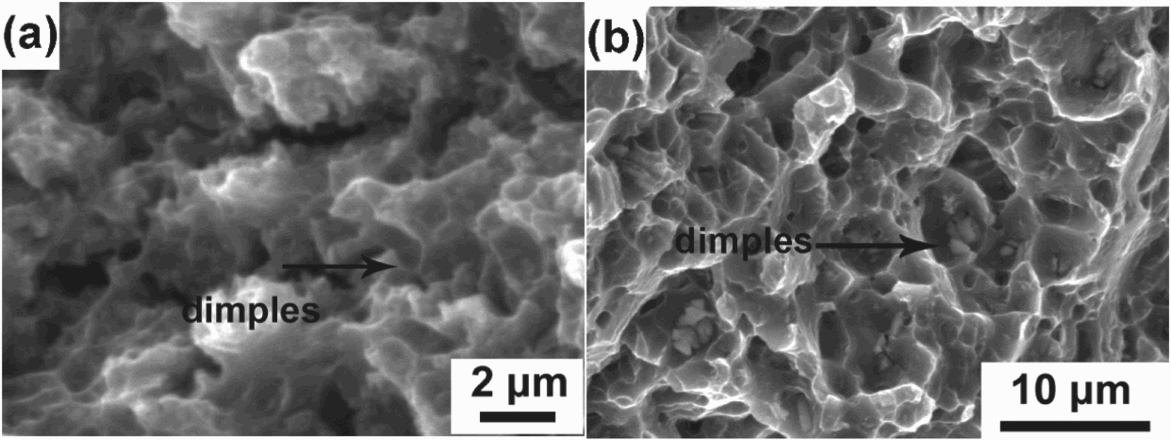
Conclusions
The RS-extruded TAE542 alloy made of rapid solidification ribbons shows ultra-fine α-Mg grains (∼250 nm) and a large quantity of dispersive Mg2Sn and Al11Ce3 particles (80–400 nm), which are much smaller than the sizes of the precipitates in the HI-extruded TAE542 alloy from its homogenised ingot. Compared with HI-extruded TAE542 alloy, the tensile strength, yield strength and elongation of RS-extruded TAE542 alloy reach to 395, 366 MPa and 15.2%, increasing by 34, 72 and 26%, respectively.