
Abstract
A new microstructural design is proposed to develop a strong and ductile quenching and partitioning (Q&P) steel with low yield ratio. This steel has a heterogeneous dual phase microstructure which is developed by varying austenite thermal stability through Mn segregation. The heterogeneous microstructure contains large austenite grains which contribute to the low yield strength. The ultra-high tensile strength and good ductility are ascribed to the enhanced strain hardening behaviour resulted from the continuous transformation-induced plasticity (TRIP) effect. The present microstructural design enables a conventional medium Mn steel with high tensile strength, good ductility and low yield ratio, which promises easy forming and potential applications in automotive industries.
This paper is part of a Thematic Issue on Medium Manganese Steels.
Introduction
Advanced high strength steel (AHSS) is desirable for developing lightweight structural components to reduce greenhouse gas emission and improve energy efficiency in automotive industry [1]. Among the third generation AHSS, both quenching and partitioning (Q&P) steel and medium Mn transformation induced plasticity (TRIP) steel have attracted much attention due to their high strength and good ductility [2–4]. Recently, the concept of Q&P has been applied to the medium Mn steel, leading to the development of medium Mn Q&P steel [5,6]. Although the medium Mn Q&P steel has an excellent combination of tensile strength and ductility [5–8], it generally has a high yield to tensile ratio (Y/T ratio), which is undesirable for cold forming process. The steel sheet with high yield strength requires high forming force, making it challenging to produce structural parts [9]. Moreover, the high yield strength of steel sheet is detrimental for profile fixability during press forming process [10]. Therefore, the strong and ductile medium Mn Q&P steel with low Y/T ratio will facilitate its cold forming process and therefore application in automotive industry.
In general, the medium Mn steel has a Mn content in the range of 3–12 wt-%. Undesirably, the Mn segregation is frequently observed in medium Mn steels [11–13], which is due to the rejection of Mn into the interdendritic areas during solidification process [14]. The complete removal of the Mn segregation requires a prolonged high temperature homogenisation [15], which is not cost-effective. It is well known that the Mn element is an effective austenite stabiliser [16]. Therefore, the Mn segregation could lead to the different thermal stability of austenite grains and therefore the heterogeneous distribution of phases.
In this contribution, we utilise the Mn segregation to design a heterogeneous dual phase microstructure with retained austenite grains embedded in the martensite matrix. The corresponding steel has an ultra-high tensile strength, a good ductility and a low Y/T ratio. The low yield strength of present Q&P steel is ascribed to the initiation of plastic yielding in large austenite grains. The high tensile strength and good ductility is ascribed to the enhanced strain hardening behaviours resulted from the TRIP effect.
Experimental procedure
The model steel employed for the present investigation has a chemical composition of Fe-10Mn-0.2C-2Al-0.1 V (in wt-%). This steel is cast and forged into strips with a thickness of 12 mm, followed by air cooling down to room temperature. The ASTM E8 substandard tensile specimens with a gauge length of 25 mm and a thickness of 4 mm are wire cut along the longitudinal direction of the forged strip. Then the tensile specimens are tempered at 300°C or 350°C for 10 mins. Note that no austenitisation is performed before the tempering process to preserve the Mn segregation. The purpose of present tempering process is to reduce the residual stress and to improve the austenite mechanical stability by C partitioning. The tensile tests are performed under a strain rate of 5 × 10−4 s−1 at ambient temperature by using an MTS 810 machine equipped with a 25 mm extensometer. Two tensile tests are performed for each tempering condition to confirm the reproducibility of mechanical properties. The scanning electron microscope (SEM) observation and electron backscattered diffraction (EBSD) measurement are performed by using FEG SEM Leo 1530. The step size for EBSD measurement is selected as 0.5 or 0.05 μm. To prepare the EBSD samples, the electro-polishing is employed to remove the deformation layers induced by the conventional mechanical grinding. The electro-polishing is performed by using a solution of 25% perchloric acid and 75% ethanol (vol.-%) under a fixed voltage of 15.8 V and a current of 800 mA. The analysis on the Mn segregation is performed by using the energy dispersive X-ray spectrometry (EDS) equipped in FEG SEM Leo 1530 at 20 kV. To capture the martensitic transformation during tensile deformation, the X-ray diffraction (XRD) tests are performed by using Co Kα radiation source with a wavelength of 1.788 Å on interrupted tensile tested samples. The phase fraction is estimated by measuring the peak intensities of (2 0 0)α, (2 1 1)α, (2 0 0)γ, (2 2 0)γ and (3 1 1)γ. The C partitioning during the tempering process is estimated by considering austenite peaks of (2 0 0)γ, (2 2 0)γ and (3 1 1)γ.
Results and discussions
The as-forged steel has a heterogeneous dual-phase microstructure of austenite and martensite (Figure 1). The austenite volume fraction is estimated to be 0.31 according to the XRD measurement. The austenite grains have sharply different grain size (Figure 1(a,b)). The large retained austenite grains have an average grain size of 22 ± 4.8 μm while the small austenite grains have an average grain size of 1 ± 0.34 μm. The large austenite grains are located in the Mn-rich region (dashed ellipse in Figure 1(b,c)) with reduced martensitic transformation while the small austenite grains are situated in the Mn depleted region (solid green ellipse in Figure 1(b,c)) with intensive martensitic transformation. The Mn segregation could align in the forging direction (Figure 1(c)). The distance of Mn band is around 120 μm. The large and small austenite grains can also be revealed by SEM images (Figure 1(d–f)). The quantitative value of Mn content in large austenite grain and adjacent martensite are found to be 13.4 wt-% and 12.8 wt-%, respectively. In contrast, the Mn content in small austenite grain and adjacent martensite that are far away from the large austenite grain is estimated to be 10.4 wt-% and 10 wt-%, respectively (Figure 1(e)).
(a) EBSD phase image of austenite in forged sample. Note that the martensite is only coded with band contrast. Black line and white line represent the high angle (>15°) and low angle (<5°) grain boundaries, respectively. (b) The orientation image of austenite phase in (a). TD: transverse direction; LD: longitudinal direction; STD: short transverse direction. (c) The distribution of Mn element in forged sample. The ellipses in (b) and (c) mark the positions of austenite grains with varied grain size and Mn content. (d) SEM image of forged sample. γ: austenite, α’: martensite. The upper left inset is the EDX diffraction profile of large austenite grain. The open circles mark the positions for the EDX spot measurements. (e) The magnified view of dashed rectangle in (d). (f) The magnified view of fine austenite grains and fine martensite in intensively transformed region. (Colour online)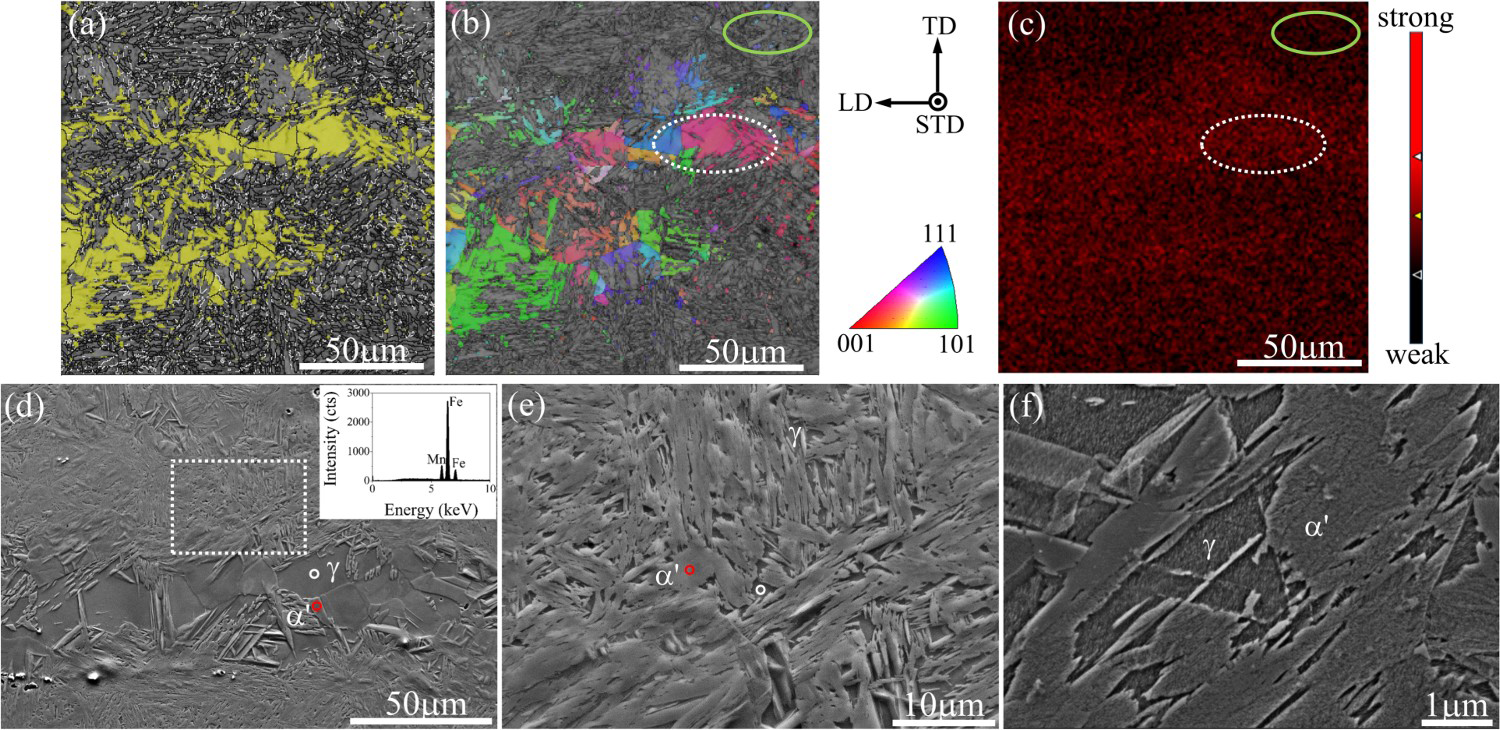
Figure 2(a) shows the tensile properties of the present forged steels with or without tempering treatment. As compared to the tempered samples, the as-forged specimen demonstrates a lower yield stress, a slightly higher ultimate tensile strength and substantially lower ductility (Figure 2(a)). The above phenomenon has been previously reported in the martensitic steel [17]. The tempering process is effective in reducing the residual stress, preventing the early yielding and consequently leading to a higher yield strength of tempered samples [18,19]. Nevertheless, the tempering process leads to cementite precipitation in martensite matrix, reducing the strain hardening capability of martensite and thus a slightly lower ultimate tensile strength [17]. Generally, the tempered samples demonstrate attractive mechanical properties, including the low yield strength (650–700 MPa), high tensile strength (1500–1600 MPa) and good uniform elongation (14.6%–17%). The high tensile strength in the presence of low yield strength is realised by an extraordinary work hardening capability over a large strain regime (Figure 2(b)).
(a) Engineering stress-strain curves of present steels. Curve a and b represent the forged sample treated by tempering at 300°C and 350°C for 10 mins, respectively. Curve c represents the forged sample with no tempering. (b) The corresponding true stress-strain curves and the work hardening curves of (a).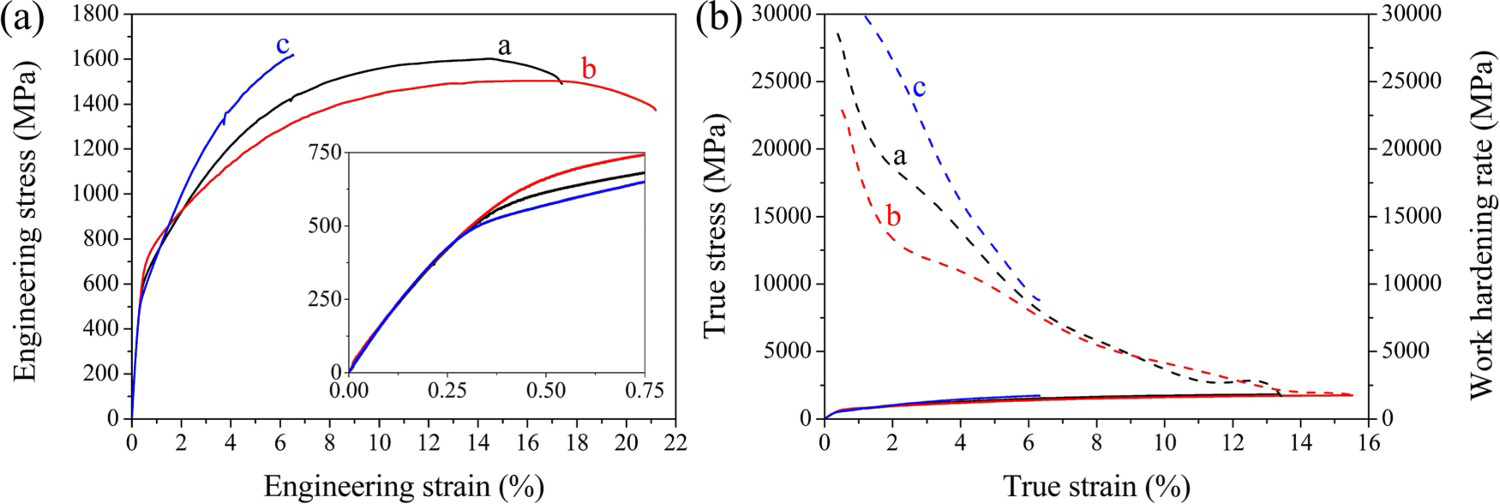
The low yield strength of the present steels can be ascribed to the existence of large austenite grains in the heterogeneous dual-phase microstructure (Figure 1(a,b)). Since the martensite has a much higher nanohardness than the retained austenite grains [20], the plastic yielding should be initiated from the soft austenite phase. The austenite volume fraction in the present steel after tempering at 350°C is estimated to be 0.3 ± 0.016 according to the XRD measurements. The austenite phase has different grain size (Figure 1), including the large austenite grains (22 ± 4.8 μm) and the small austenite grains (1 ± 0.34 μm). The grain boundary strengthening (σ
gb
) can be estimated from the Hall-Patch relation as follows [21,22]:

As compared to the as-forged sample, the tempered samples demonstrate a high work hardening capability over a larger strain regime (Figure 2(b)). The improved strain hardening behaviour in tempered sample could be due to the enhanced transformation induced plasticity (TRIP) effect (Figure 3(a)) [26,27]. The TRIP effect is closely related to the mechanical stability of austenite grains. Note that the tempering process does not change the morphology and volume fraction of austenite grains. Nevertheless, the tempering process could change the C content in austenite grains due to the possible C partitioning from martensite into austenite [2]. Assuming that the partitioning of substitutional elements (Mn/Al) is negligible during tempering process [28], the increased austenite lattice parameter as observed from the XRD profiles can be solely ascribed to the C enrichment [29]. Therefore, the increased C content in austenite grains after tempering at 350°C is estimated to be 0.498 ± 0.214 wt-%. Consequently, it is reasonable to expect that the austenite grains in the as-forged sample have low mechanical stability, leading to the exhaustion of TRIP effect at low strain level and thus poor ductility. Although the strain gradient plasticity effect is reported to operate in metallic materials with heterogeneous microstructure [30,31], the enhanced work hardening capability of the tempered sample as compared to that of the forged sample suggests that the TRIP effect is more important than the strain gradient plasticity effect because the tempered samples and the as-forged sample have similar microstructure (Figures 1(a) and 3(b)).
(a) The volume fraction of austenite at different engineering strains in present steel used to obtain curve b in Figure 2 (b). The error bar represents the standard deviation of two XRD measurements. EBSD orientation image of austenite phase at (b) 0% strain and (c) 5% strain. The ellipses in (c) mark the transformation behaviour of austenite grains at different regions. (d) The magnified view of dashed rectangle in (c). (e) The corresponding phase image of austenite in (d). Note that the martensite is only coded with band contrast. (f) EBSD orientation image of austenite phase at 15% strain. Note that the representative areas are selected to represent the microstructure evolution during deformation. (Colour online)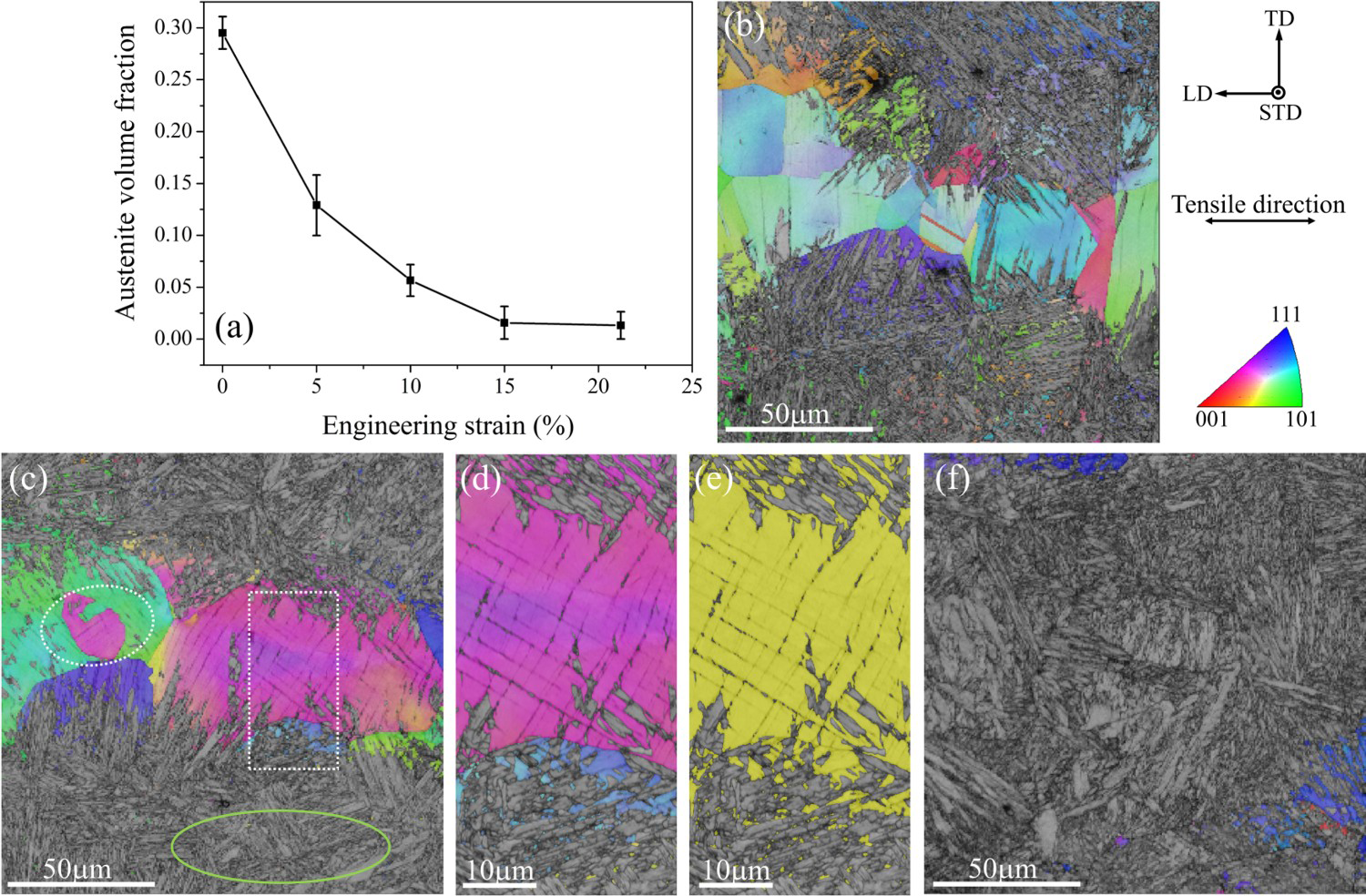
The mechanical stability of austenite grains is governed by different factors such as compositions [32], grain size [33,34] and orientation [35]. Since both small and large austenite grains are obtained from the prior austenite grains with random orientation during quenching process, the effect of orientation on the mechanical stability of small and large austenite grains should be similar. Nevertheless, the compositions and grain size could affect the mechanical stability of small and large austenite grains in present steel. It is found that the large austenite grains with high Mn content can still be observed after 5% strain (dashed ellipse in Figure 3(c)), though they could have certain martensitic transformation with formation of very fine martensite grains (Figure 3(d,e)). In contrast, few small austenite grains can be detected in the Mn depleted regions after 5% strain (solid green ellipse in Figure 3(c)). The large austenite grains disappear after the plastic strain of 15% (Figure 3(f)). Thus, it may be reasonable to conclude that the large austenite grains with high Mn content are more stable than the small austenite grains with low Mn content. Therefore, the mechanical stability of austenite grains in the present medium Mn Q&P steel is mainly determined by the Mn content. In other words, the chemical composition is more important than the grain size in stabilising the retained austenite grains in the present steel. It is expected that the strain hardening of the present steel is mainly from the TRIP effect from the large austenite grains, owing to their larger fraction (Figure 1) [3] and proper mechanical stability [36].
The present steel has an ultra-high tensile strength and relatively low yield ratio (Figure 4). As compared to the dual phase (DP) steel [37,38], the present steel has a much higher tensile strength while maintains a comparable yield ratio (Figure 4). The remarkable higher ultimate tensile strength of the present steel is due to its high strain hardening capacity induced by the formation of hard fresh martensite (Figure 3). Moreover, as compared to the Q&P steels [7] and medium Mn TRIP steels [11,12,36], the present steel has a lower yield ratio but still develops a similar tensile strength (∼1500 MPa) (Figure 4). The above comparison confirms the effectiveness of present microstructural design strategy in developing a strong and ductile steel at low yield ratio.
The yield ratio vs. ultimate tensile strength of the present steel as compared to those of other high strength steels, including dual phase (DP) steel [37,38], martensitic steel [39], TRIP steel [40,41], Q&P steel [7], and medium Mn steel [11,12,36]. YS: yield strength; UTS: ultimate tensile strength. Note that two tensile properties for each tempering condition of present steel are included to confirm the reproducibility.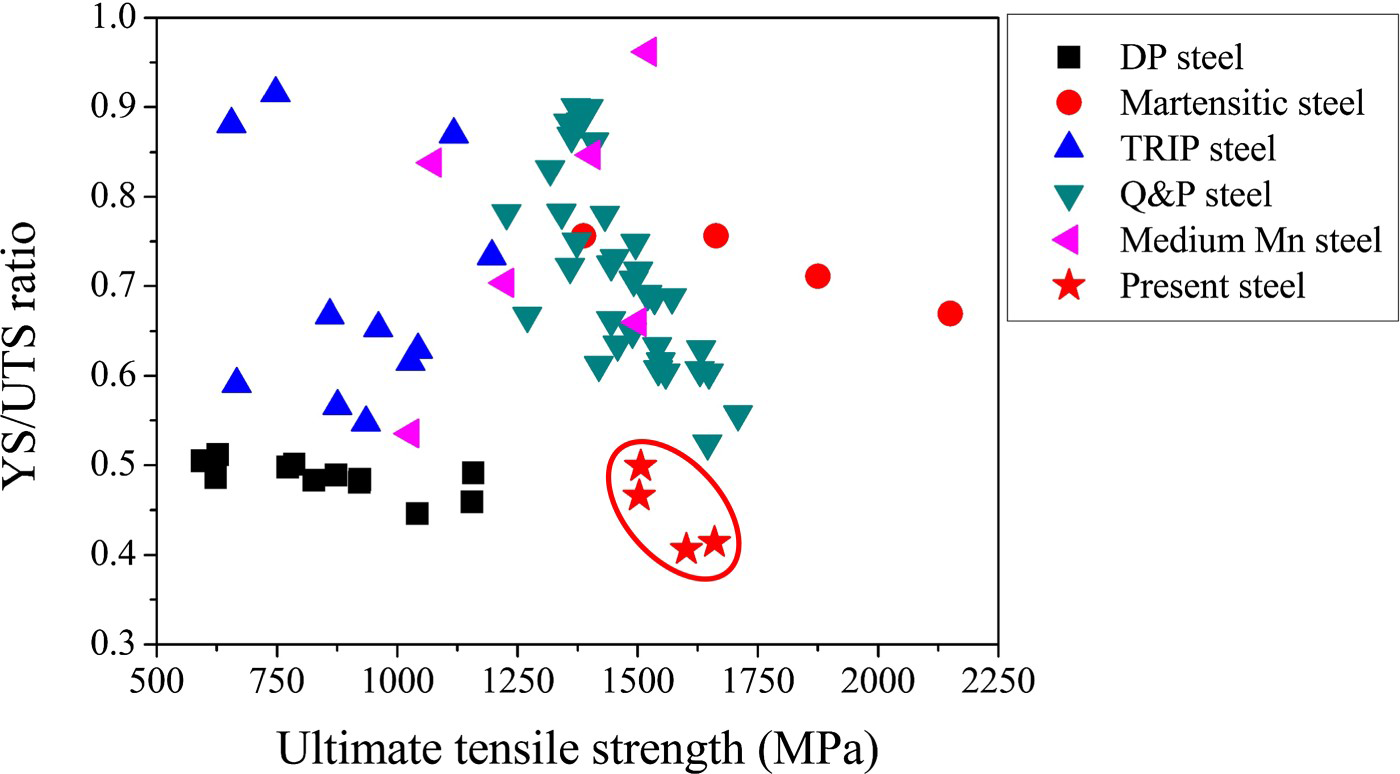
Conclusions
In this study, a strong and ductile medium Mn Q&P steel with low yield ratio is designed by utilising the Mn segregation. The microstructure evolution of the medium Mn Q&P steel during plastic deformation is captured by XRD and EBSD measurements. The relationship between the microstructure evolution and the tensile behaviour is established. The following conclusions are made:
The austenite grains have a bimodal grain size distribution, including the large austenite grains and small austenite grains. The presence of large austenite grains at room temperature is ascribed to the relatively higher Mn content induced by Mn segregation. The large austenite grains yield earlier than the small austenite grains and martensite phase during uniaxial tension, resulting in the low yield strength of the present medium Mn quenching and partitioning steel. The improved strain hardening behaviour of the medium Mn quenching and partitioning steel is resulted from the continuous TRIP effect. The TRIP effect is mainly contributed by the martensitic transformation in large austenite grains, owing to the large volume fraction and the proper mechanical stability. As a result, the present steel demonstrates an ultra-high tensile strength and a good ductility.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.