
Abstract
The role of solid-state deformation of cast structures in controlling the morphological transformations, accompanying their subsequent melting is critically assessed. When dendritic morphologies, present after casting, are subjected to solid-state deformation with a strain level sufficient to trigger recrystallisation, they are replaced by equiaxed grain structures. Heating of such structures to temperatures of the solidus-liquidus range initiates melting at triple junctions and along grain boundaries, causing disappearance of dendrites, which are replaced by globular features. The semisolid slurry formed this way exhibits thixotropic properties, positively affecting its flow behaviour and properties after solidification. Although a variety of conventional and exotic deformation techniques generate very fine grain structure after recrystallisation, it does not lead to substantial differences in morphological characteristics of the semisolid slurry.
Introduction
Casting is an essential technique used for millennia to manufacture components from a variety of metals and other materials. The properties of a cast component are affected by a combination of its integrity (soundness) determined by a concentration of casting defects and the alloy microstructure, created during solidification. For a specific alloy, both factors are controlled by solidification progress of the overheated molten metal. The casting parameter most frequently used to optimise the solidification outcome is the solidification rate. Applying a sufficiently high solidification rate helps avoiding an extensive dendrite growth, which promotes microstructural refinement and diminishes macro-segregation [1].
A further improvement in casting properties may be achieved by elimination of dendrites, inherently present in castings, through applying a physical or mechanical treatment of a molten alloy termed liquid metal engineering [2]. Alternatively, a solidification outcome may also be changed by a solid-state deformation of as-cast precursors prior to melting. When followed by reheating to the solidus-liquidus range, the treatment replaces dendritic forms with novel features having a globular morphology [3]. The globular particles positively change the flow behaviour of an alloy in semisolid state so it can efficiently be formed without defects typical for casting [4,5]. The concept is applicable to thixoforming of net-shape components from a variety of ferrous and non-ferrous alloys using precursors having a form of bulk billets, coarse particulates or fine powders.
So far, commercialisation of thixoforming is limited and to overcome this technology gap, understanding and optimising the billet manufacturing process is required. A mystery created by a lack of clear explanation of the dendrite-to-globule transformation mechanism caused that almost four decades after the original invention [6], researchers are still looking for a deformation method of casting that would lead to thixotropic microstructure with optimum characteristics in terms of the size and sphericity of solid particles within the slurry. Many deformation scenarios explored in the literature are so complex and costly that impractical outside of the laboratory environment.
This paper reviews critically a concept of deformation enhanced melting to clarify conditions necessary for a generation of thixotropic structures in semisolid state.
Fundamental deformation requirements
In order to convert a dendritic structure into equiaxed grain morphology, the former has to be deformed. Historically, it was believed that a specific deformation pattern of cast structures is required to generate the globular morphologies during subsequent partial melting. According to the original invention by Young et al. in 1983 [6], a hot deformation followed by cold deformation, called strain induced melt activation (SIMA) was required. This condition was later simplified when Kirkwood et al. in 1992 [7] concluded that only the cold/warm deformation portion of the original two-step sequence is sufficient to achieve the same effect. In different turn, Woodhead in 1997 [8] stated that the first portion of the original invention, i.e. just hot deformation, is the only prerequisite of achieving a globular morphology after partial melting. In all three inventions, deformation specifications were based on the assessment of the outcome rather than on the analysis of the theory behind morphological changes.
After considering microstructural changes during deformation of cast structures, one can conclude that both the cold and hot processes will generate the outcome required for the successful dendrite-globule transformation. During cold working (also called work-hardening) the low deformation temperature, typically below 0.3 to 0.5 of the melting temperature, does not allow atoms to rearrange themselves so defects introduced are stored in the material [9]. The effective deformation depth for cold deformation approach is limited. It should be emphasised that warm and cold deformations technically refer to the same phenomenon of deformation below the recrystallisation temperature. When cold worked metal is subjected to heating, changes take place within cold-deformed structure so new grains are generated by nucleation and growth. Therefore, recrystallisation occurs later at the stage of material preheating to semisolid forming. For recrystallisation to take place a critical level of cold working is needed; otherwise, recrystallisation does not occur.
During hot working the dislocations can rearrange and only little strengthening is achieved. The microstructure and mechanical properties during hot forming are controlled by work hardening, dynamic recovery and dynamic recrystallisation. Dynamic recovery is the sole softening mechanism in metals where climb and cross slip of dislocations are easy as in aluminium, α-Fe or most BCC metals with high stacking-fault energy (stacking faults in crystalline structures are planar-type defects) [9]. By contrast to static recrystallisation, during dynamic recrystallisation, new grains form during deformation, without application of an annealing treatment. Thus, after hot deformation, preheating to semisolid forming aims only at partial melting of the material.
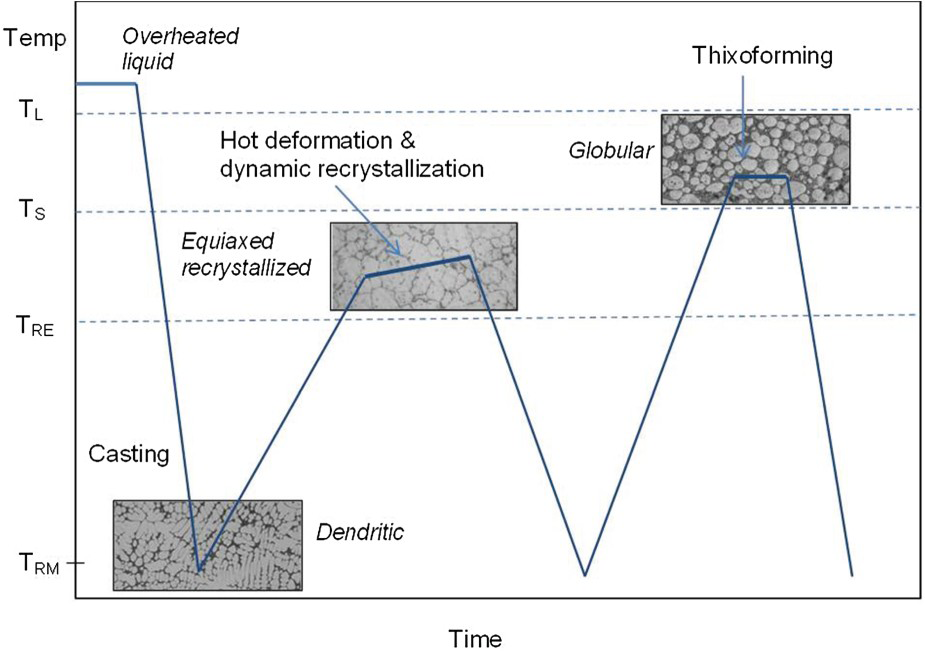
An analysis of the original invention, its modifications and numerous experiments described within last decades leads to conclusion that either cold or hot deformation being sufficient to trigger recrystallisation is the essential requirement for successful dendrite to globule transition during melting. The schematics explaining this concept are shown in Figures 1 and 2. When the cold-worked structure requires subsequent heating to induce static recrystallisation, hot deformed structures experience dynamic recrystallisation at the deformation temperature. Thus, both represent equivalent paths, leading to an equiaxed grain structure at the beginning of melting. The essential difference is in a depth of deformation penetration. In this respect, hot deformation is obviously capable of penetrating through larger cross sections.
Transformations of cast dendritic morphology after cold deformation followed by heating to semisolid state and thixoforming: TL – liquidus temperature, TS – solidus temperature, TRE – recrystallisation temperature, TRM – room temperature. Transformations of cast dendritic morphology after hot deformation followed by heating to semisolid state and thixoforming: TL – liquidus temperature, TS – solidus temperature, TRE – recrystallisation temperature, TRM – room temperature.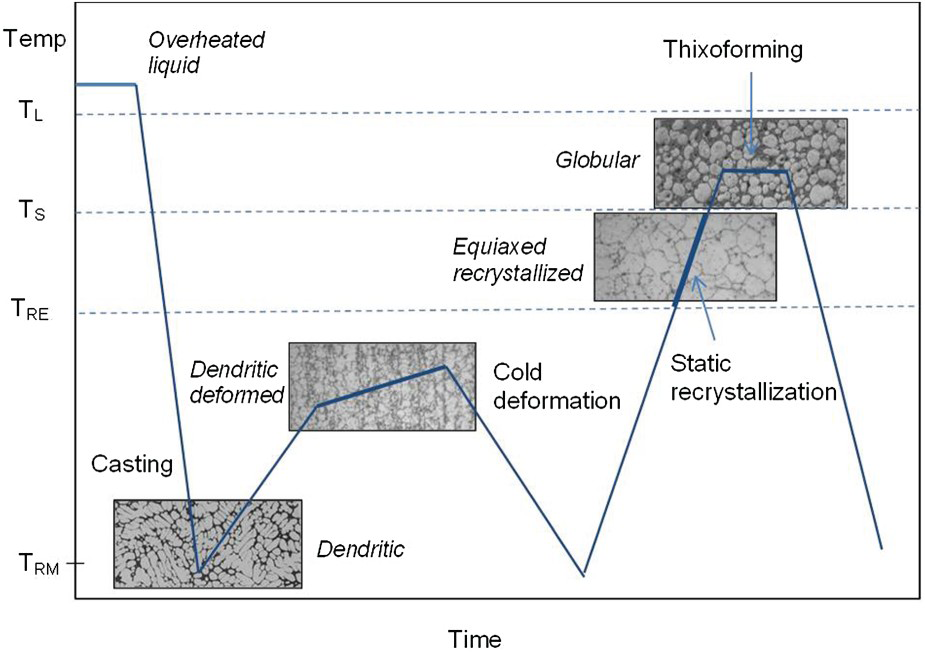
Techniques of deformation implementation
The deformation treatment of as-cast microstructure in solid state may involve a single step or multi-step physical processing conducted using a variety of deformation techniques. There is a long list of potential techniques applicable to impose strain to cast structures for the purpose of influencing their subsequent melting [3]. In addition to conventional deformation methods, severe plastic deformation or their combinations are used in multistep processes.
The conventional deformation methods include rolling, extrusion, compression, drawing or forging [10–12]. When applying these techniques the primary focus here is to impose deformation rather than to create the specific geometric shape of a final component. Each processing imposes different amount of strain on material. The severe plastic deformation is capable of imposing ultra-high strain [13,14]. In practice, all methods of severe plastic deformation are applicable including: equal channel angular extrusion (pressing), twist extrusion, high pressure torsion, multi-directional forging and repetitive extrusion and upsetting. Literature provides also examples of multistage deformation scenarios utilising combinations of different deformation techniques [15].
All methods exploring solid state deformation prior to melting and solidification have limitations in terms of billet sizes due to the requirement of exceeding the critical strain imposed to the whole cross-sectional area. When selecting the specific technique the economy factor should also be considered since it affects the component cost.
Deformation inherited from manufacturing process
In addition to deformation deliberately imposed on bulk castings (Figure 3(a)), there are products where deformation is a side effect of the manufacturing process. This applies, in particular, to coarse particulates and powders manufactured by mechanical comminuting.
Feedstock for thixoforming with imposed cold deformation: (a) titanium alloy billet deformed by extrusion; (b) magnesium alloy coarse particulates manufactured by mechanical comminution – top view; (c) nickel alloy powder manufactured by ball milling – polished section.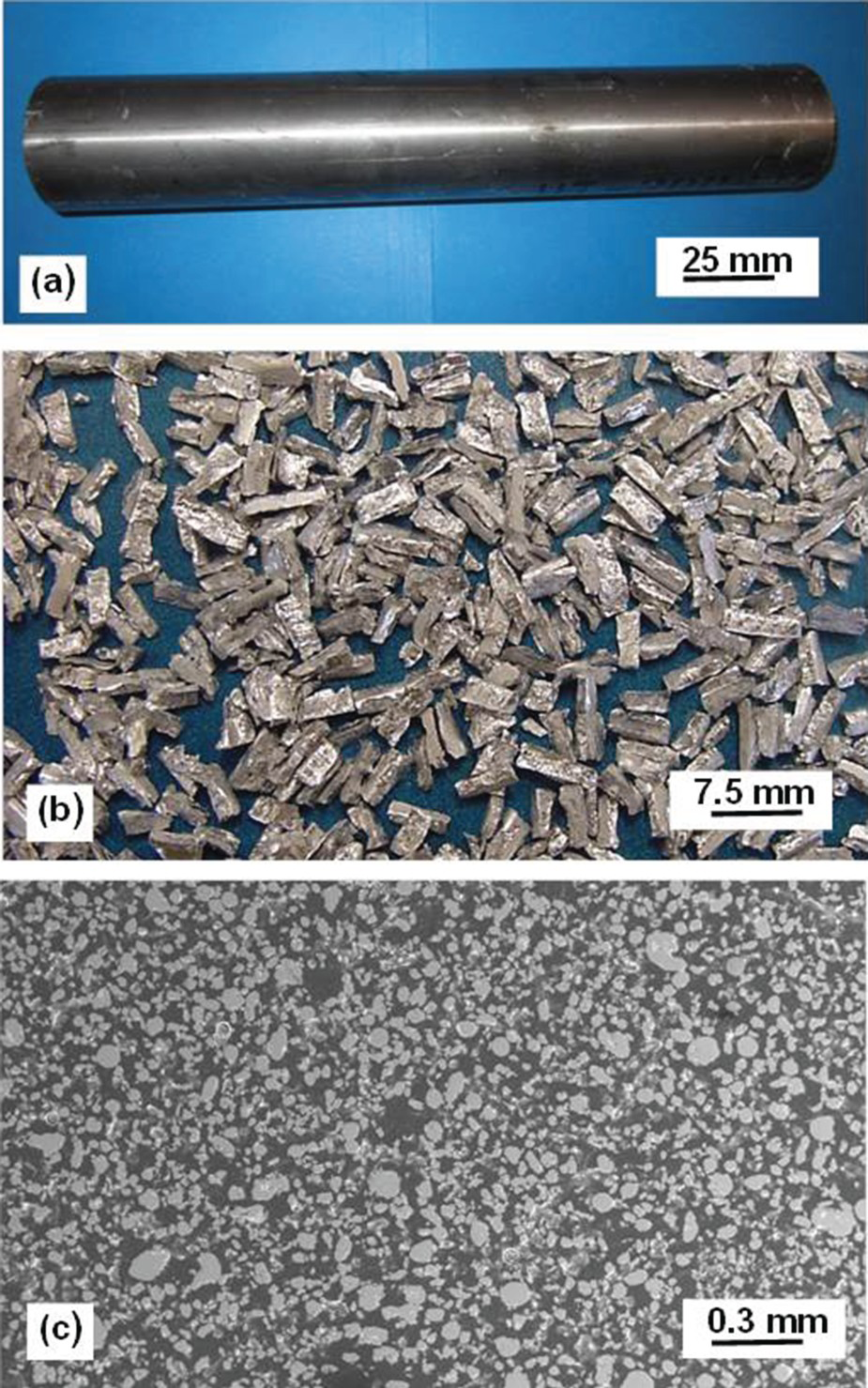
Coarse particulates
This form of feedstock covers relatively coarse particulates with a size of the order of several millimetres that are used in a variety of chemical, pharmaceutical, military and metallurgical applications (Figure 3(b)). The coarse particulates are called chips, granules or pellets, depending on their shape and manufacturing technique [16,17]. In thixoforming, they may be used directly or after consolidation into larger billets. Coarse particulates are generally manufactured by mechanical comminuting of cast ingots where the material passes through rolls with cutting teeths located around their surfaces. After cutting, chips are separated based on size using sieving. In some cases they may be collected as byproduct during machining of components, offering an effective way of alloy recycling.
Powder feedstock
Powders are defined as particles that are usually less than 1 mm in size with most of the metal particles used in powder metallurgy being in the range of 5 to 200 µm (Figure 3(c)). There are three main methods of powder production: (i) mechanical, (ii) chemical and (iii) physical (atomisation) leading to different sizes and shapes. The primary destination of metal powders is in powder metallurgy processes that include compaction and sintering, powder forging, hot isostatic pressing, metal injection moulding or additive manufacturing. Powders produced by mechanical comminution experience deformation and when heated to semisolid state transform into slurry with spheroidal solid particles. It should be mentioned that powders as well as coarse particulates produced by other techniques, as rapid solidification, may also transform to thixotropic slurries upon sole heating but that transformation is controlled by different mechanisms [18,19].
For a purpose of powder thixoforming, green billets are first created by blending and cold pressing a powder mixture, which are then partially melted [20]. However, powder may be partially melted without compaction to create semisolid slurry. Since powders and coarse particulates can be used to mix the different types and contents of alloys and reinforcements this idea has great potentials in the preparation of special alloys and composites [21–23]. There are limitations on use of some powders due to their high reactivity with oxygen, which can lead to explosion as is the case with magnesium [24].
Partial melting of recrystallised structures
After solid-state deformation the billet is subjected to partial melting where only a fraction of an alloy volume is converted into liquid. During melting, there is no external agitation involved. The equiaxed grain structure developed after recrystallisation experiences melting after exceeding the solidus temperature (Figure 4(a)). The process starts at triple junctions and continues through liquid penetration along grain boundaries (Figure 4(b)).
Dendrite-to-globule transformation during melting of deformed cast structures of Mg–9Al–1Zn magnesium alloy: (a) partial recrystallisation of deformed alloy with still present image contrast from dendrites; (b) exceeding solidus temperature with melting of triple junctions and melt penetration along grain boundaries. Polished and etched sections; (c) entrapped liquid within solid particles (SEM). Fig. (c) is reproduced from [27].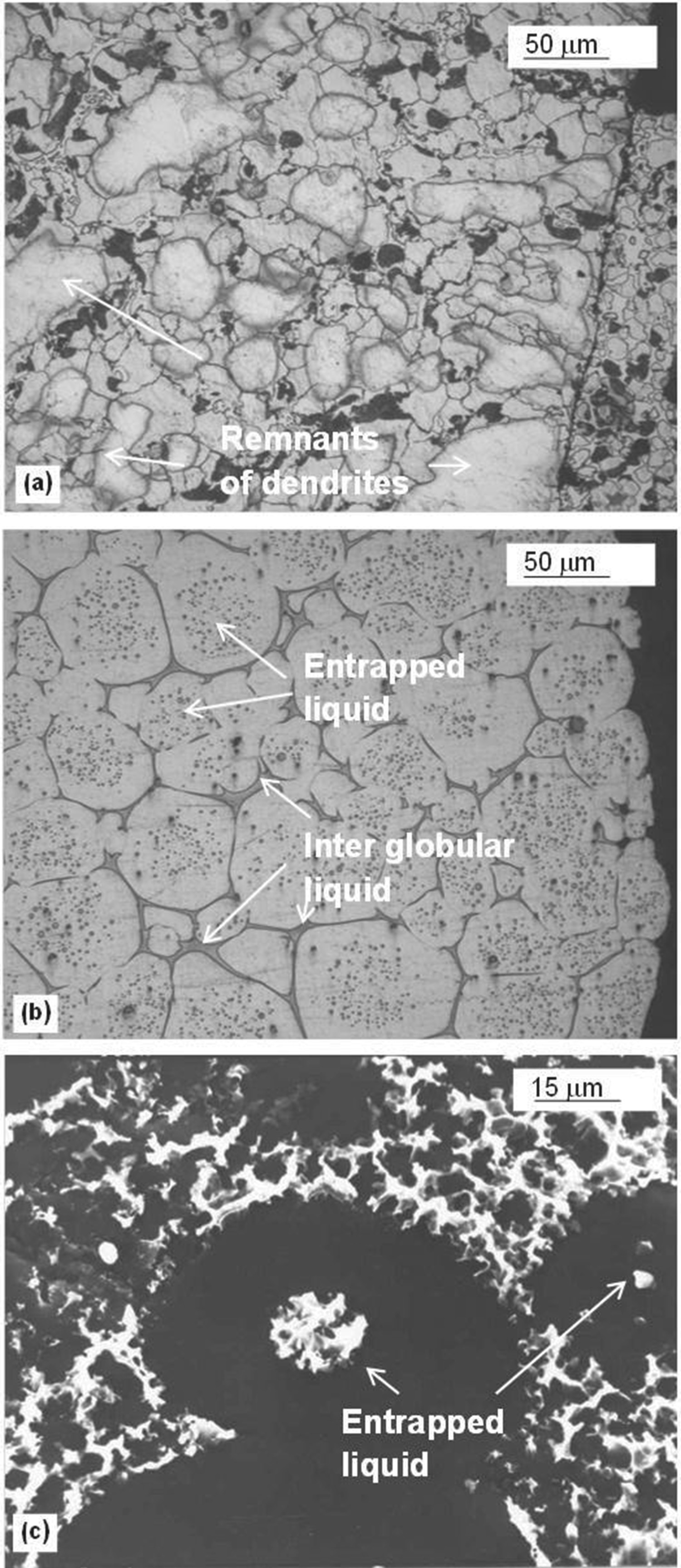
In addition to melting along grain boundaries, liquid pools called ‘entrapped liquid,’ are also formed first inside grains (Figure 4(b)) and then continue to evolve inside solid particles (Figure 4(c)). This feature originates from chemical segregation and intermetallic compounds, present inside grains. In semisolid state the entrapped liquid is seen as detrimental from a slurry flow point of view, since it does not contribute to overall liquid separating solid particles. After solidification, however, it is seen beneficial since it improves strength of particles.
The microstructural evolution during partial melting is driven by a reduction of interfacial energy between solid and liquid phases and is controlled by diffusion [25]. Unfortunately, the initially fine grain, developed after recrystallisation, is subjected to coarsening (Figure 5). If heating rate is slow, especially at sub-solidus temperatures, grains may coarsen substantially. After melting starts, solid particles in semisolid slurry experience further growth, essentially by coalescence and Ostwald ripening [26]. Since thixoforming is conducted at low liquid fractions, a reduction in solid particle size observed at final stages of melting shown in Figure 5, does not apply here.
Schematic showing an evolution of grain size in solid state and solid particle size in semisolid state during heating of a recrystallised alloy to solidus – liquidus range.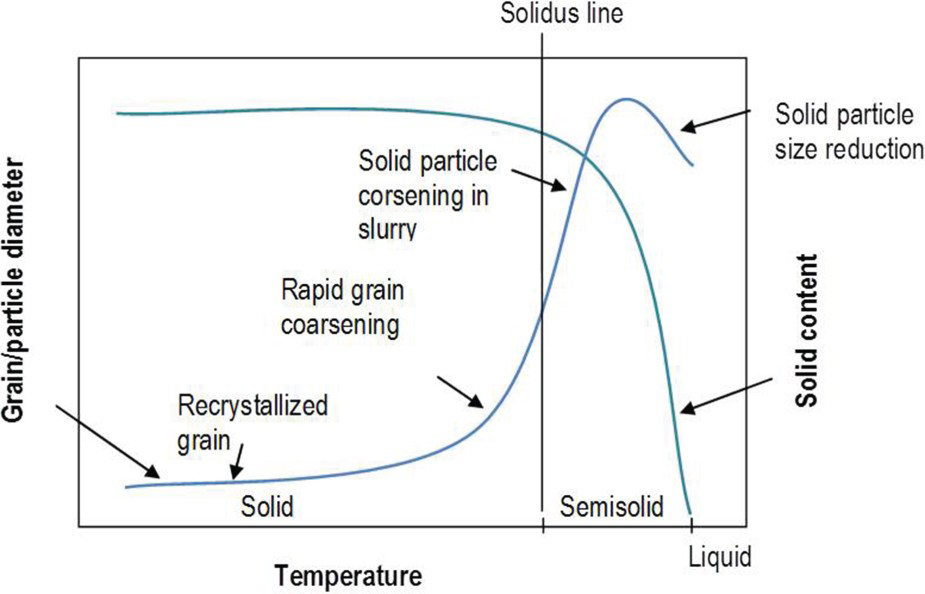
Solidification of partially molten alloy
There is a difference between solidification of fully molten alloy and semisolid slurry. In the latter case, only liquid fraction with a chemical composition different than the overall solid alloy is subjected to solidification. Another difference is a presence of solid particles within liquid alloy, which act as substrates for nucleation. The composition of the liquid fraction depends on temperature within the solidus-liquidus range. For a simple phase diagram, the lower temperature is accompanied by higher content of the lower melting point element. Thus, the regions between globules are rich in the lower melting point element, since these regions represent the last liquid to solidify.
After solidification the liquid fraction that transforms into a solid, connects the primary solid particles in the final product. Its properties are, therefore, essential for entire microstructure, created during semisolid processing. As documented by fractographic observations, the interface between the primary solid and solidified liquid fraction represents a weak region that is prone to cracking during alloy failure [27]. Thus, there are efforts oriented towards controlling properties of the solid-liquid interface. In addition to chemical composition that may cause embrittlement, the remnant liquid solidification areas are prone to solidification defects, as is the case in cast structures.
Thixotropic structure and its relation with pre-melting deformation
When transforming dendritic structures into new globular morphologies, the question arises what are the optimum characteristics of the semisolid slurry required for thixoforming. In the first approximation, these characteristics include the small size and spherical shape of solid particles [19]. Since the alloy is only partially melted during heating to the solidus-liquidus range, solid particles remain as an alloy (billet) portion, which does not completely melt. The unmelted solid influence depends on its content within the melt, which in some cases may exceed 70%, emphasising its importance. During thixoforming, the size of the solid globules originates from the grain size in the solid state after recrystallisation. However, as shown earlier in Figure 5, the final particle size is many times larger than the initial grain.
There is a perception in the literature that characteristics of solid particles depend on solid state deformation prior to melting. To generate small particles with perfect roundness many complex deformation scenarios were tested, including multistage processes involving conventional and severe plastic deformations. It is obvious that the severe deformation is capable producing nanometre size grain. However, due to growth of grains and then solid particles during preheating to semisolid forming, differences that existed at the recrystallisation stage disappear after entering the solidus liquidus range.
Effect of solid state deformation prior to partial melting on size of solid particles in semisolid slurry of different alloys.

aECAP – equal channel angular pressing.
bECAE – equal channel angular extrusion.
Role of alloy grade in morphological transformations
To assess the role of deformation in morphological transformations during melting the alloy chemistry has to be involved. The predominant portion of alloys tested at laboratory and industrial scales belongs to casting grades based on Al, Mg, Zn, Cu, Fe or Co [32,35,36]. Among them, majority represent aluminium casting grades A356 or A357 with good fluidity and castability due to high content of Al-Si eutectics.
There is an interest in alloys designed for wrought processing, known of having better performance and offering higher mechanical properties than cast grades. For clarity, this refers to alloys with chemical composition designed for wrought processing but being in as-cast state. To manufacture a billet for thixoforming these alloys in as-cast state are subjected to cold or hot deformation treatment. According to experimental trials, the high strength wrought specification aluminium alloys can be thixoformed but their negative factor is a low content of eutectics and narrow solidification range what makes them more difficult to process. Moreover, some wrought high strength aluminium alloys, which are typically used in forging, are not well suited for semisolid forming, especially because they have a tendency for hot cracking during solidification.
It is intriguing to see in Table 1 that different alloys subjected to a variety of deformation techniques developed after partial melting the thixotropic structure with globular particles being within the same range of magnitude of 30-100 µm. The same observation relates to bulk billets, coarse particulates and fine powders. Although there is a difference of orders of magnitude in the raw material size, after partial melting the solid particle size in bulk billets, coarse particulates and powders is very similar.
Challenges with industrial implementation of the concept
Solid-state deformation of cast alloys prior to partial melting is explored for manufacturing billets for thixoforming from a variety of alloys. After many decades of development the technology is still limited to low volume niche markets and is not a part of mass production. Although the properties after thixoforming exceed those after casting, they are still below the level achieved for wrought alloys after conventional processing. As a premium manufacturing technology with a substantial cost involved into raw material preparation, thixoforming cannot compete with low-cost conventional casting but should rather target the complex multistage techniques used to manufacture net-shape components from wrought materials [3]. An example of a net shape machine housing, manufactured using coarse particulates of magnesium alloy along with its microstructure is shown in Figure 6(a,b).
Industrial application of semisolid forming with thixotropic slurry of Mg-9Al-1Zn magnesium alloy generated after partial melting of coarse particulates: (a) net shape machine component; (b) component microstructure with globular solid particles surrounded by solidified liquid fraction (polished and etched section).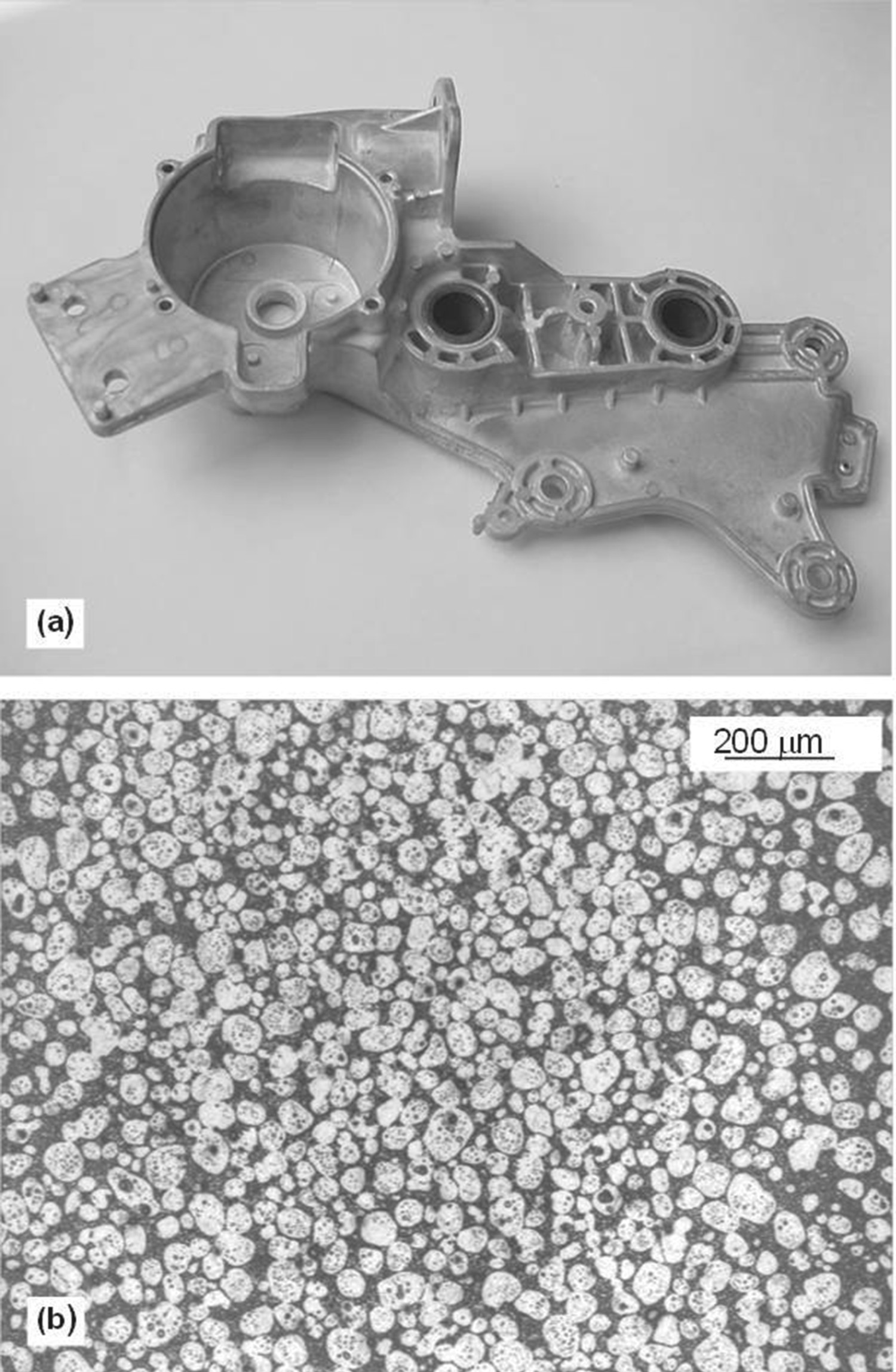
Since all deformation scenarios lead to similar characteristcs of the slury the research should aim at properties of alloys after thixoforming. This challenge is of more general nature, not only specific for solid state deformation route of billet preparation for thixoforming. The same problem exists for billet preparation for thixoforming through liquid metal engineering [1] and for semisolid processing in general.
At present, there is no single alloy developed specifically for thixoforming and all materials used were designed for either casting or wrought processing. It appears that there is a need for novel alloys that would take advantage of unique processing conditions existing in semisolid state. The characteristics of such alloys from a processing point of view were defined some time ago [37]. So far, there is no such specification for alloy requirements from the property perspective.
There is a basic rule in heat treatment of engineering alloys that care must be exercised to avoid incipient melting of grain boundaries [38]. The same applies to hot forming [39]. It is known that loss of properties follows incipient melting of grain boundary phases. It appears that during applying conventional alloys to thixoforming this rule is violated. Another input for alloy design may be finding that a reduction in content of solid particles in the slurry led to increase both strength and ductility of the conventional cast alloy [27]. As a support of such a role of the primary solid particles there is also an observation that during semisolid processing of magnesium alloy the maximum strength and ductility were obtained for microstructure where solid particles were completely absent [40]. Since alloys are subjected to partial melting before thixoforming and contain large volume fraction of solid particles in their microstructure, conventional grades may not be well suited to achieve properties they typically develop after conventional processing.
Conclusions
An analysis of the original invention, its modifications and numerous experiments described within last four decades leads to a conclusion that either cold or hot deformation with a strain level sufficient to trigger recrystallisation is the key requirement for successful dendrite to globule transition during subsequent partial melting. Although the hot work provides larger penetration depth of deformation, there are no substantial differences in morphological characteristics of semisolid slurry, obtained after both treatments. The specific two-step deformation scenario of the original invention does not define the universal condition for dendrite to globule transition and term stress induced melt activation (SIMA) should rather be seen as a broad synonym for a variety of thermomechanical treatments explored for controlling the solidification microstructure.
There is no obvious correlation between the technique of imposing the solid-state deformation on cast structures and morphological characteristics of semisolid slurry, formed after subsequent partial melting. The complex and costly deformation scenarios, involving conventional and severe plastic deformation techniques or their combinations, do not lead to substantial differences in morphological characteristics of semisolid slurry, expressed by the size and sphericity of solid particles. It appears that the research focus should shift from a search for the optimum deformation scenario leading to the best morphological characteristics of the slurry to design of novel alloys that would take advantage of unique processing conditions, existing during thixoforming and, in general, during semisolid processing.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author.