
Abstract
The objective of this study was to investigate the effects of alloying elements on mechanical and thermal characteristic of Al-6wt-%Si-0.4wt-%Mg–(Cu) foundry alloys after heat treatment using a universal testing machine and a laser flash apparatus. Solid solution treatment of samples was carried out at 535°C for 6 h before quenching samples in warm water. Artificial ageing treatment was conducted at various temperatures ranging from 180 to 220°C for 5 h. When Cu was added to increase the mechanical strength of Al-6wt-%Si-0.4wt-%Mg alloy, its thermal conductivity decreased. After adding 0.1wt-%Ti to an Al-6 wt-%Si-0.4wt-%Mg-0.9wt-%Cu alloy, ultimate tensile strength (UTS) was improved 18 MPa compared to that of Ti-free alloy at ageing temperature of 180°C. The addition of Ti facilitated the formation of θ′-Al2Cu and Q′-phase, which resulted in increased UTS at room temperature. In the case of Cu-free Al-6wt-%Si-0.4wt-%Mg alloy, adding Ti to the alloy did not affect the UTS.
Keywords
Introduction
To downsize engine in vehicles, the use of a smaller sized engine is needed without compromising its power. Even if engine capacity and the number of cylinders of the engine are reduced, the engine power should not be weakened. Therefore, stronger and lighter materials are needed to realise engine downsizing. Al–Si alloy systems are the most commonly used as Al foundry alloys in various mechanical and thermal applications for which strength at high temperature is important [1–4]. In particular, Al–Si foundry alloys with Mg and Cu additions are widely used in automotive engine components such as engine blocks and cylinder heads due to their excellent fluidity and castability [5–8]. It is known that Si addition provides excellent wear resistance, high heat transfer coefficient, and low thermal expansion coefficient [4,6].
The addition of Mg and Cu into the Al–Si alloy system can also enhance mechanical properties by promoting precipitation of secondary phases with a simple heat treatment [9–12]. Many commercial ternary Al–Si–Mg alloys have a three-phase (at normal ageing temperatures) composition consisting of equilibrium phases of primary Al, β, and primary Si [13]. Figure 1 shows a two-dimensional visualisation of a section of a complex Al–Si–Mg ternary system [14]. Under these circumstances, when Cu is added, coexisting equilibrium three-phase fields will expand into three tetrahedron composition spaces. There is a four-phase equilibrium inside each of these spaces consisting of two common phases (namely Al and Q-phase) and three other phases (θ, β, and Si) [15,16]. Tavitas-Medrano et al. [10] have reported that metastable θ′-Al2Cu is a major strengthening phase responsible for the precipitation-hardening response produced by Al-6wt-%Si-0.4 wt-%Mg–3.5 wt-%Cu alloy. Currently, A356, A365, and A319 alloys are mainly used as automotive cylinder head alloys. These alloys contain Si of 6–10wt-% due to its desirable characteristic of castability. These alloys have a tensile strength of 260–300 MPa and a thermal conductivity of 120–160 W m−1·K at room temperature [17]. With increasing demands for lighter weight due to economic and environmental aspects, conventional Al–Si–Mg foundry alloys need to have a better mechanical and thermal performance for an automotive engine in the future. It has been reported that the addition of elements for increasing mechanical strength decreases the thermal conductivity of Al–Si–Mg alloys [18]. Therefore, it is necessary to optimise the amount of alloying element to improve both properties at the same time. Thus, the objective of this study was to investigate the effect of alloying elements on mechanical strength and thermal conductivity. Effects of trace alloying elements in improving conventional Al–Si–Mg alloy are also discussed based on observed overall results.
Calculated ternary of the Al–Si–Mg liquidus surface [14].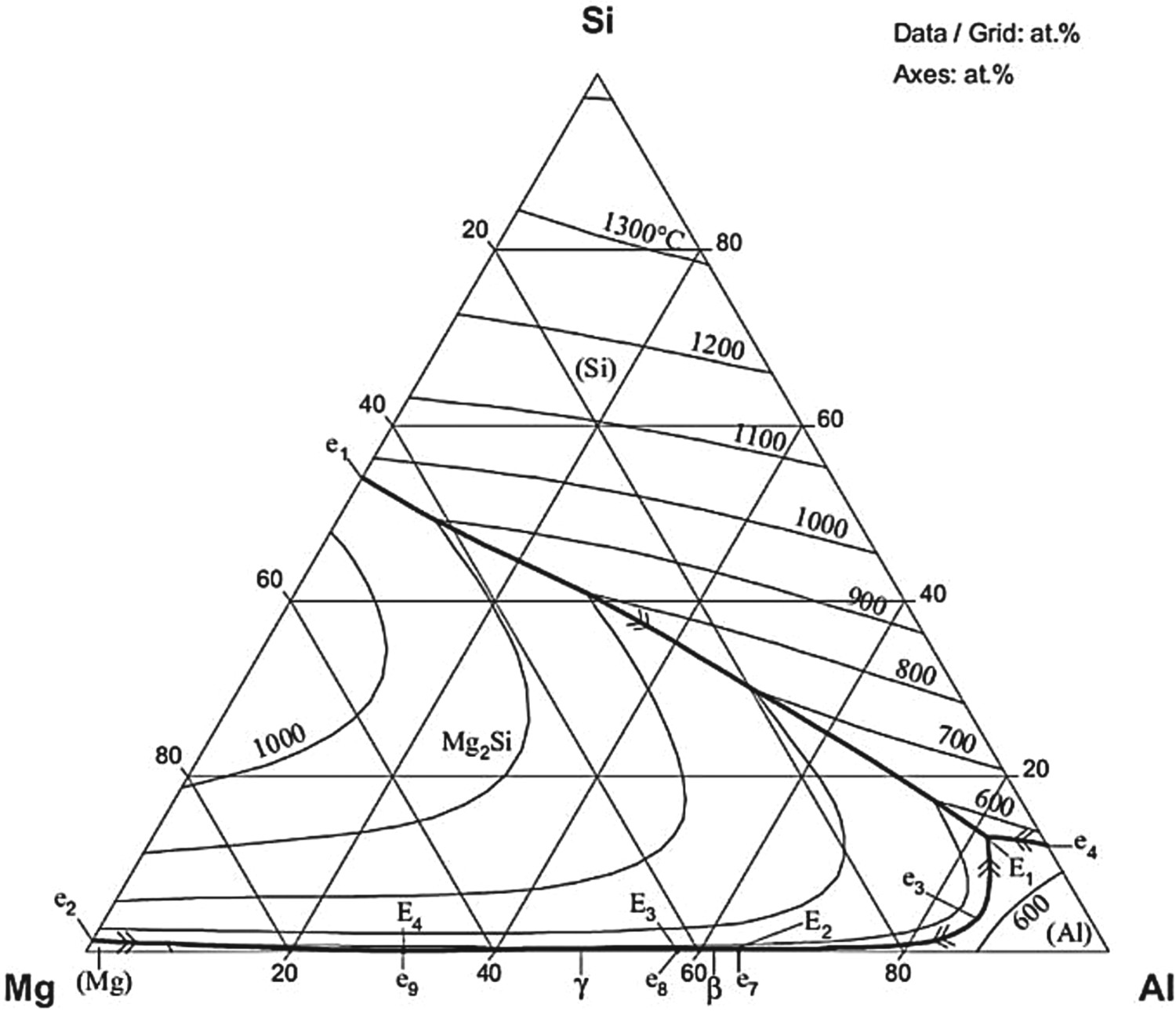
Experimental details
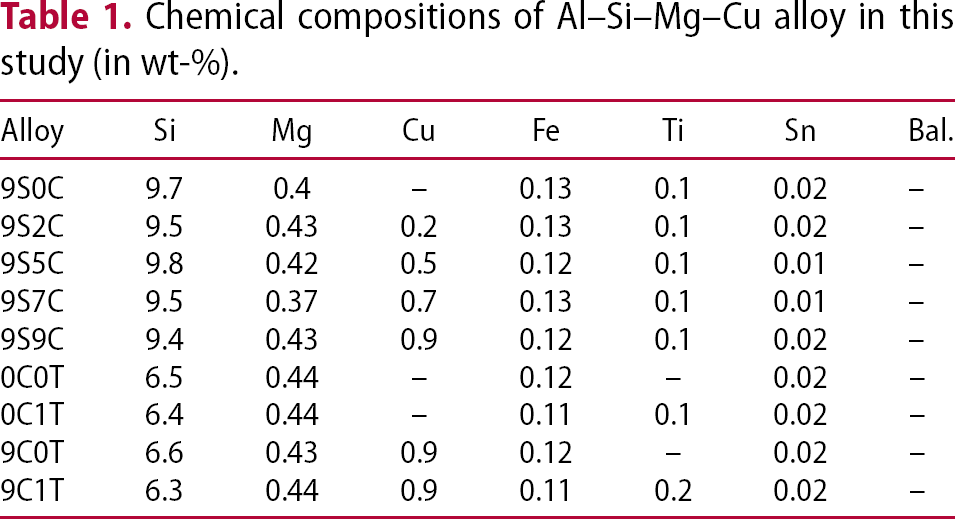
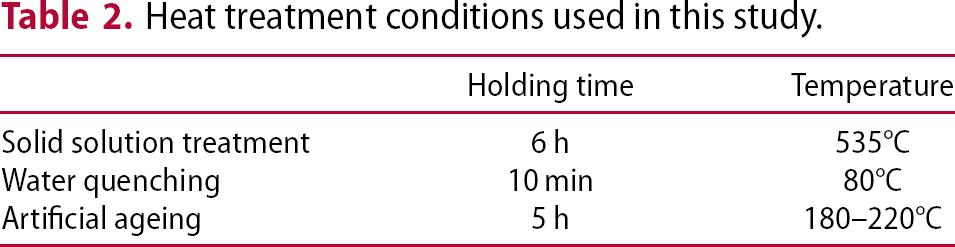
Al–Si–Mg alloy specimens with various Si (6.5–9.5 wt-%) and Cu (0–1.0 wt-%) contents were manufactured as shown in Table 1. Letters of S, C, and T in the first column are abbreviations of Si, Cu, and Ti, respectively. Numbers in front of S, C, and T represent wt-% of Si, Cu, and Ti, respectively. The melting temperature was 730 ± 5°C. The melt was degassed by using Argon gas bubbling for 15 min at 740°C. The melt was held for another 20 min before pouring into a permanent mould at the size of 246 × 46 × 78 mm. At that time, the melt was then poured into the mould pre-heated at 95 ± 5°C. The shape of casting is shown in Figure 2. Alloys were solid solution treated at 535°C for 6 h and subsequently quenched in the warm water of 80°C according to the heat treatment condition used for mass production of engine components. Specimens were artificially aged in the air from 180 to 220°C for 5 h. After such artificial ageing treatment, specimens were accordingly cooled naturally at room temperature. Table 2 summarises heat treatment conditions. Effects of precipitations on mechanical and thermal properties were investigated using a universal testing machine (UTM), a laser flash apparatus (LFA), and a differential scanning calorimeter (DSC). Details of test conditions are listed in Table 3.
Casting extracted from the mould. Chemical compositions of Al–Si–Mg–Cu alloy in this study (in wt-%). Heat treatment conditions used in this study. Test conditions for tensile test and measurement of thermal properties.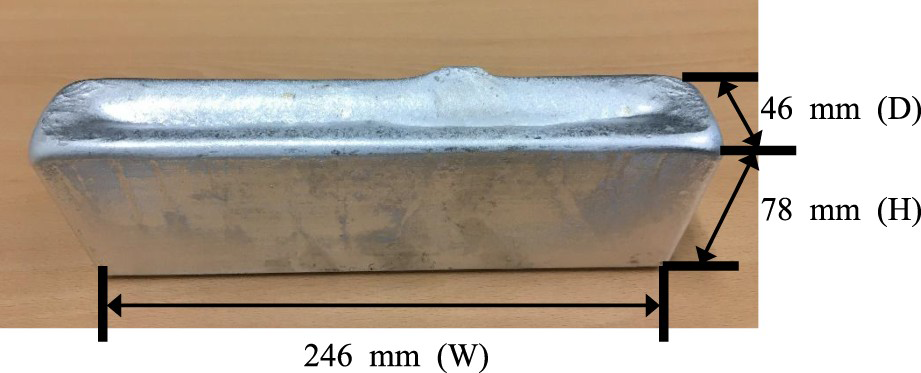
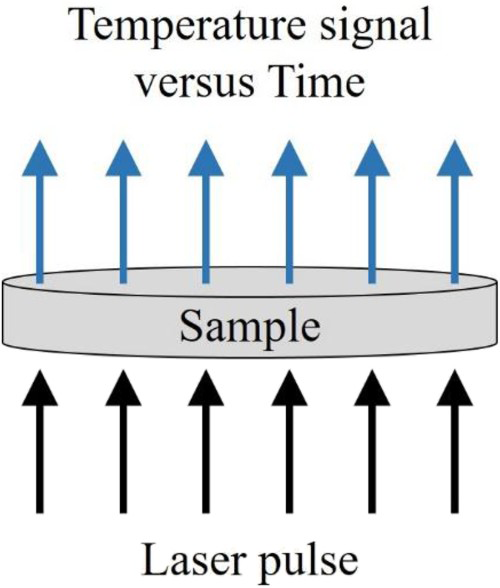
Thermal conductivity can be calculated from thermal diffusivity, specific heat capacity, and density of the material. The most popular method used for measuring thermal diffusivity is the flash method first described in 1961 by Parker et al. [19]. In a vertical setup, a light source (e.g. laser, flash-lamp) heats the specimen from the bottom side and a detector on top detects the time-dependent temperature rise (Figure 3). The specimen must be kept in a vacuum and machined to a specifically required shape, a disk. After the specimen is stabilised at the desired temperature T0, a nearly instantaneous pulse of energy is deposited on its front face and temperature increase on the rear face of the specimen is recorded as a function of time. In this study, thermal diffusivity was measured using a Netzsch laser flash unit (model LFA457) at a temperature range from 20°C to 500°C. Specimens were heated under an argon atmosphere at the rate of 5°C min−1. The variability in thermal measurement was less than ± 5%. Thermal conductivity (λ) can be calculated from thermal diffusivi ( A diagram of basic laser flash operation. ), specific heat capacity (
), specific heat capacity ( ) and density (
) and density ( ) of the material using the following equation:
) of the material using the following equation:

Results and discussion
Effects of alloying elements on mechanical and thermal properties at room temperature
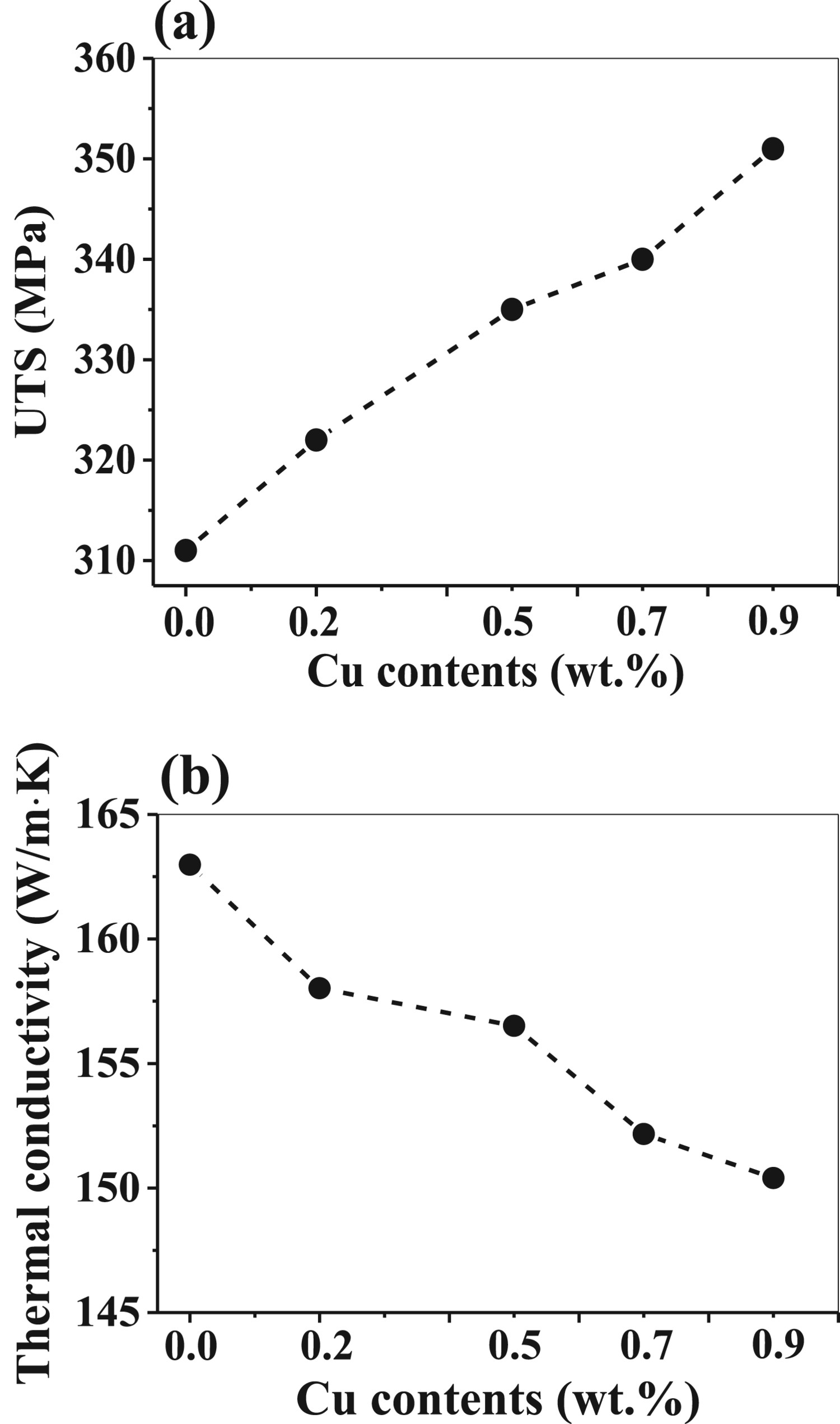
The effects of different alloying elements and ageing temperature on the physical properties of Al–Si–Mg alloys were investigated. To enhance the mechanical strength and thermal conductivity of Al–Si alloys, the first investigation was conducted using Al-9wt-%Si-0.4 wt-%Mg (9S0C) alloy corresponding to A365 alloy. A365 alloy is mainly used in casting products because of its good castability and excellent toughness. It is known that the addition of a small amount of Cu to Al–Si–Mg alloys provide a substantial improvement in mechanical properties [20]. Thus, specimens were notably aged at 180°C for 5 h to investigate the effect of Cu content on ultimate tensile strength (UTS) and thermal conductivity of Al-9wt-%Si-0.4wt-%Mg–(Cu) alloys after artificial ageing treatment. Figure 4 shows SEM images of as-cast and aged 9S7C alloy. The solid solution treatment resulted in spheroidising eutectic Si particles (Figure 4(b)). As shown in Figure 5(a), with increasing Cu content, the strength was also increased. On the other hand, thermal conductivity decreased with increasing Cu content (see Figure 5(b)). This is because Cu addition increases tensile strength due to the precipitation-hardening effect after ageing treatment while thermal conductivity decreases due to the increase of Cu content in Al alloy. Heat flows through the Al alloy by two transportation mechanism: lattice vibration waves (called phonons) and free electron [21]. Generally speaking, multicomponent alloys show lower thermal conductivity than pure Al. This phenomenon is important because solute elements in alloys can act as scattering centres of phonon contribution to thermal transfer [21]. It is also important to note that increasing Cu content reduced thermal conductivity. Therefore, to improve UTS and thermal conductivity simultaneously, it is necessary to control alloying elements. From the results of Figure 5, it is necessary to reduce alloying elements that are insensitive to strengthening. It has been reported that thermal conductivity can be increased by 10 W m−1·K by reducing Si content of 3wt-% [22].
SEM images of 9S7C alloy. (a) As-cast, (b) gAed at 180°C for 5 h. Mechanical and thermal properties of Al-9%Si-0.4%Mg alloys with different Cu contents after ageing treatment at temperature 180°C for 5 h. (a) Ultimate tensile strength, (b) Thermal conductivity.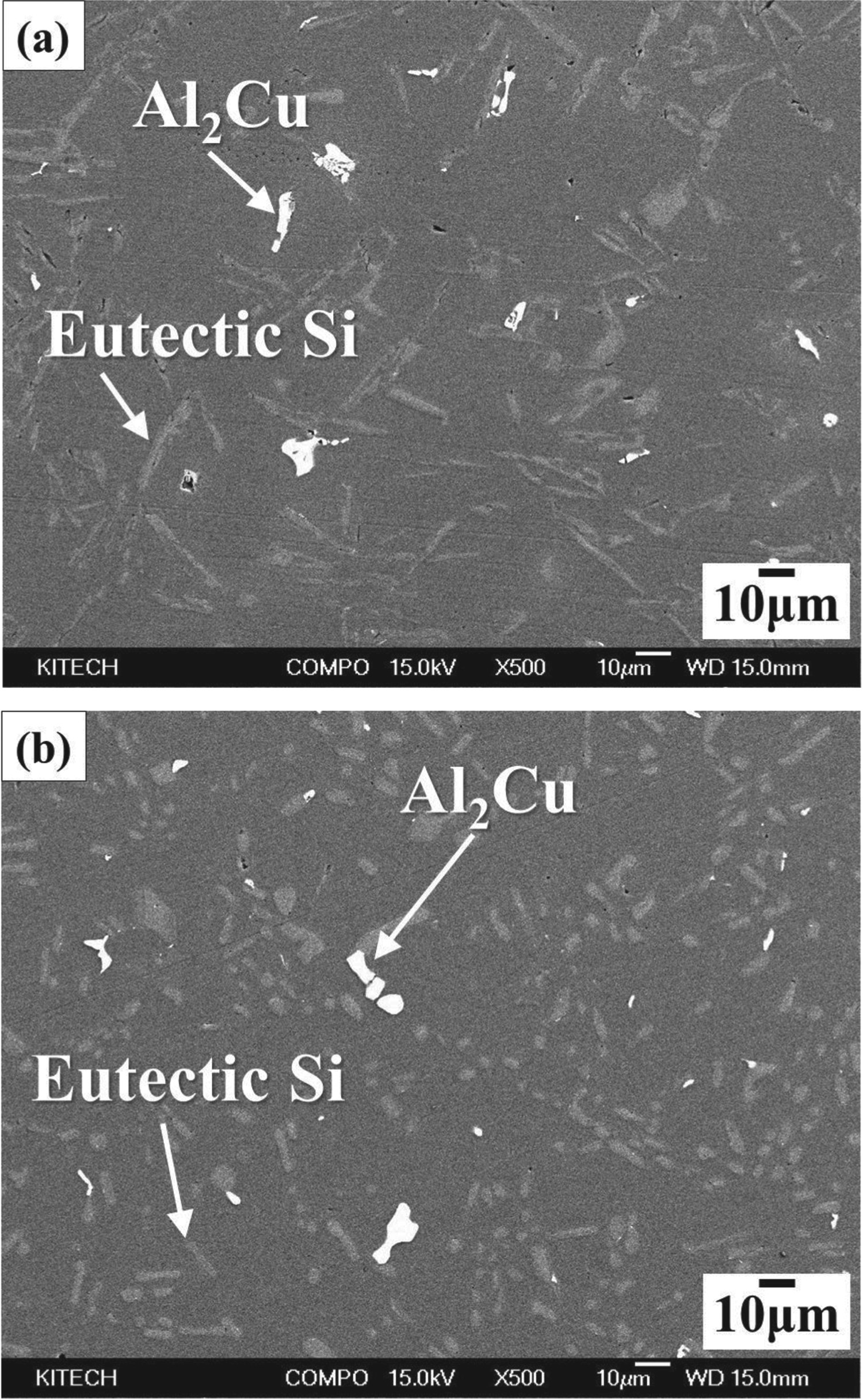
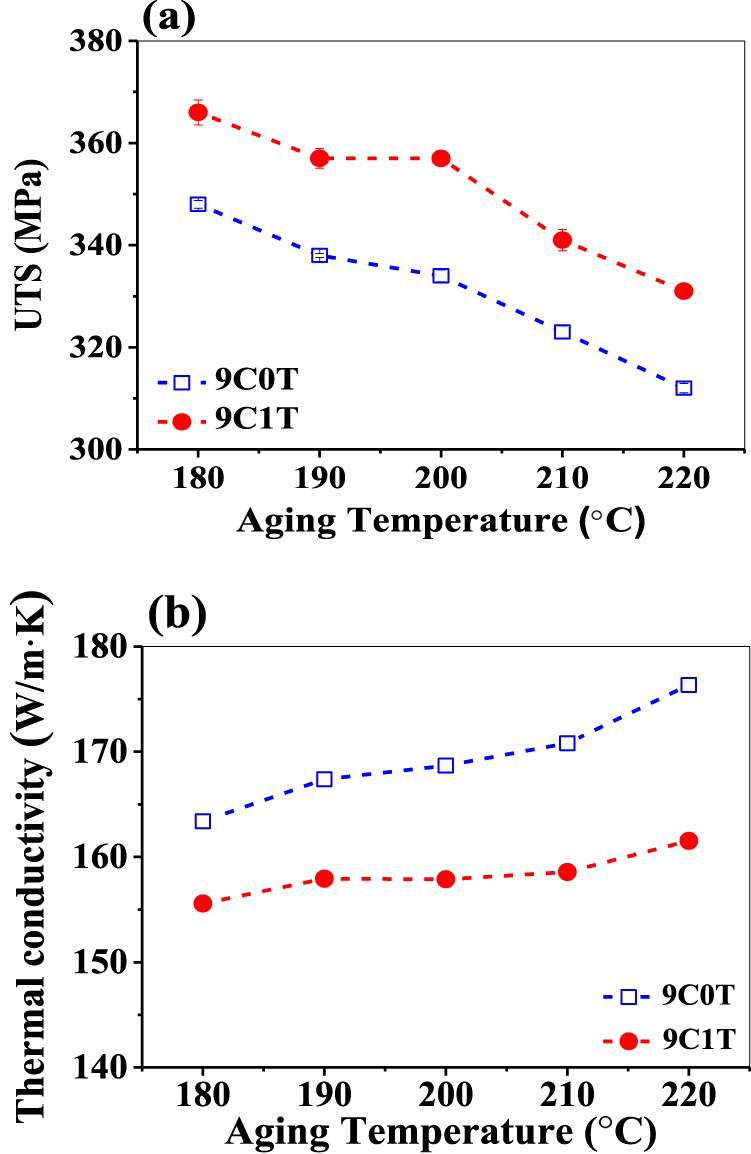
9C0 T and 9C1 T alloys with 3% reduction of silicon in 9S9C alloy were fabricated. Their properties were then investigated. Figure 6 shows SEM images of 9C0 T and 9C1 T alloys after heat treatment at 180°C for 5 h. As with 9S7C alloy, it could be seen that eutectic Si was spheroidised during the solid solution treatment process. Tensile test and thermal conductivity analysis of 9C0 T and 9C1 T alloys were carried out to investigate the effect of Ti. Figure 7 shows changes in UTS and thermal conductivity of Al-6wt-%Si-0.4wt-%Mg-0.9wt-%Cu-(Ti) alloys with different ageing temperature. When the ageing temperature increased from 180 to 220°C, UTS decreased (Figure 7(a)) while thermal conductivity increased (Figure 7(b)). In the case of the solid solution, thermal resistivity has a linear relationship with the concentration of solute element [23–25]. Precipitation and growth of secondary phases during heat treatment brought a decrease of alloying elements in solid solution and thus had a great effect in reducing the resistivity. Therefore, artificial ageing treatment resulted in the formation of coherent precipitated within the lattice of the solid solution and caused an increase of thermal conductivity.
SEM images of 9C0 T and 9C1 T alloys after ageing treatment at 180°C for 5 h. (a) 9C0 T, (b) 9C1 T. Variations in UTS and thermal conductivity of 9C0 T and 9C1 T alloys aged at different temperatures for 5 h. (a) Ultimate tensile strength, (b) Thermal conductivity.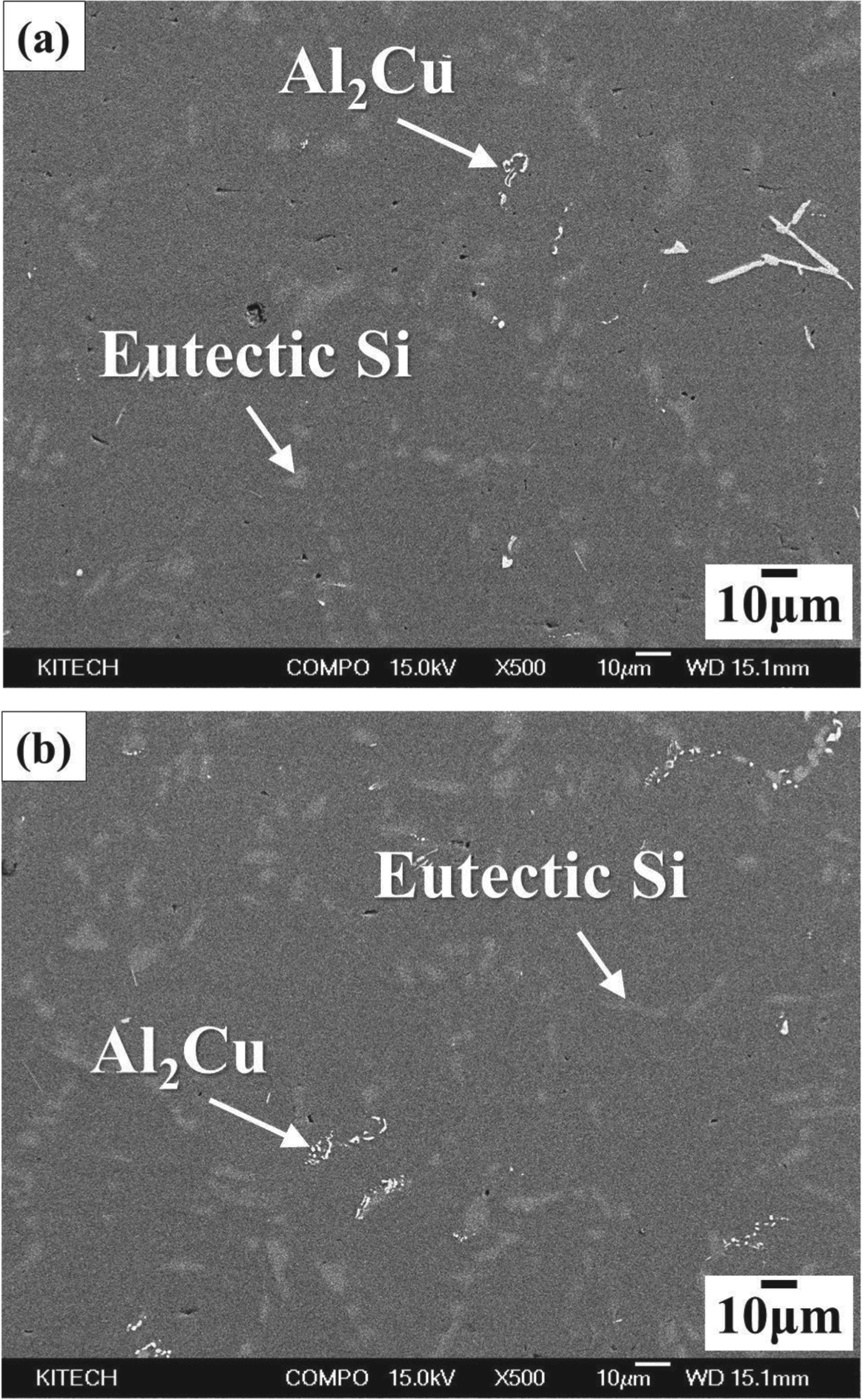
Effects of trace Ti addition on mechanical and thermal properties
Effect of alloying elements on thermal conductivity of Al alloy is different. For example, the addition of 0.1wt-%Ti shows a drastic decrease in thermal conductivity [26]. Ti is extensively used to refine the grain structure of Al casting alloys. Therefore, careful control of the addition amount is required. Kaschnitz et al. [27] have also reported that Al-7wt-%Si-0.3wt-%Mg with a very low Ti content has an approximately 5% higher thermal conductivity than alloy with 0.1wt-% Ti content.
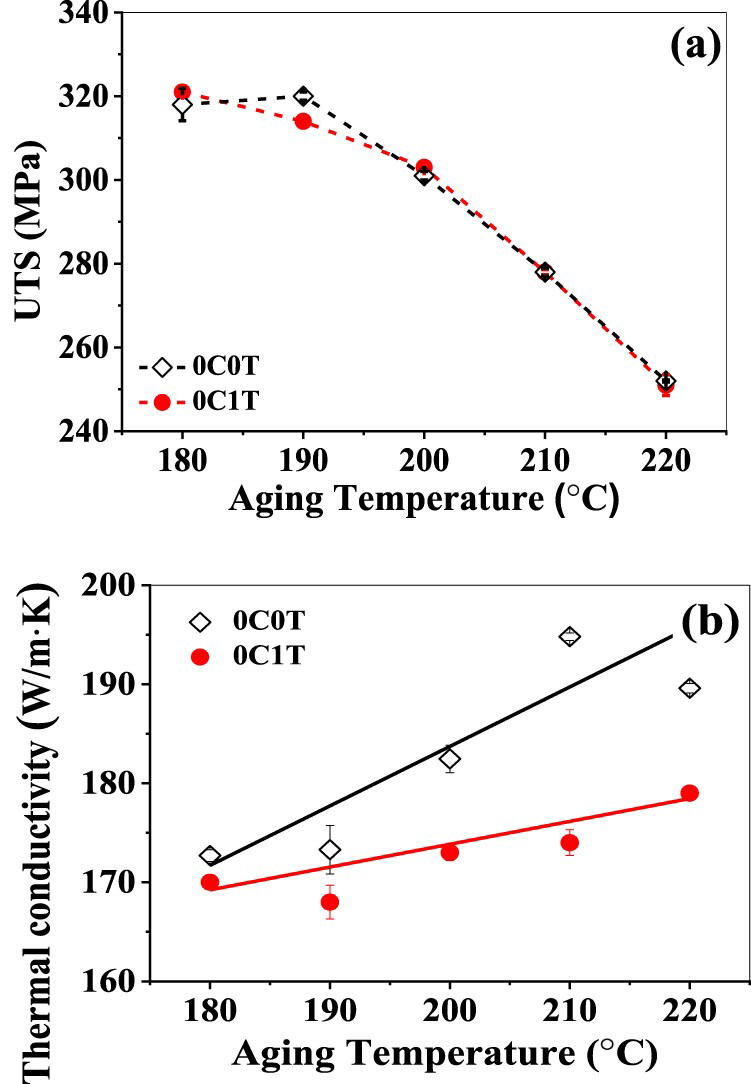
Figure 7(a) shows UTS assessed at room temperature for 9C0 T and 9C1 T alloys aged at different temperatures between 180 and 220°C. Ti-containing 9C1 T alloy showed an increase in UTS of approximately 20 MPa over the entire ageing temperature range compared to Ti-free 9C0 T alloy. This result means that Ti affects the precipitation of specimen during the ageing treatment process. Thus, Ti-free alloy (9C0 T alloy) was prepared and changes in mechanical strength and thermal conductivity according to Ti addition were investigated. As shown in Figure 7(b), the thermal conductivity of Ti-free alloy was increased from 155 to 163 W m−1·K compared to Ti-containing alloy at an ageing temperature of 180°C. Ti-free 9C0 T alloy had a higher thermal conductivity than Ti-containing 9C1 T alloy in all ageing temperatures tested. These results are in good agreement with those of Kaschnitz et al. [27]. However, Ti-free 9C0 T alloy showed lower tensile strength than Ti-containing 9C1 T alloy as shown in Figure 7(a). Stress–strain plot of alloys aged at 180°C for 5 h is shown in Figure 8. Experimental deformation curves indicated that the addition of 0.1wt-%Ti was accompanied by an increase in peak strength from 351 to 366 MPa and by a decrease in strain from 10.6 to 6.7%. Our previous paper has shown tensile test results of alloys without Cu [28]. It was carried out to investigate the effects of Ti on precipitation of Cu phases (as shown in Figure 9(a)) [28]. Figure 9 shows UTS and thermal conductivity of 0C0 T and 0C1 T alloys without the addition of Cu measured at room temperature after artificial ageing from 180 to 220°C. The addition of Ti did not change the UTS of Cu-free alloy after ageing (The addition of Ti did not change the UTS of Cu-free alloy after ageing, but the thermal conductivity decreased.). For this reason, the addition of Ti improved UTS of Al–Si-Mg alloy only with added Cu. These results revealed that Ti addition affected the formation of precipitates related to Cu.
Stress–strain curves of tensile test performed at room temperature for 9C0 T and 9C1 T alloys after ageing treatment at 180°C for 5 h. Variations in the UTS and thermal conductivity of Cu-free Al-6wt-%Si-0.4wt-%Mg–(Ti) alloys aged at different temperature for 5 h. (a) Ultimate tensile strength, (b) Thermal conductivity.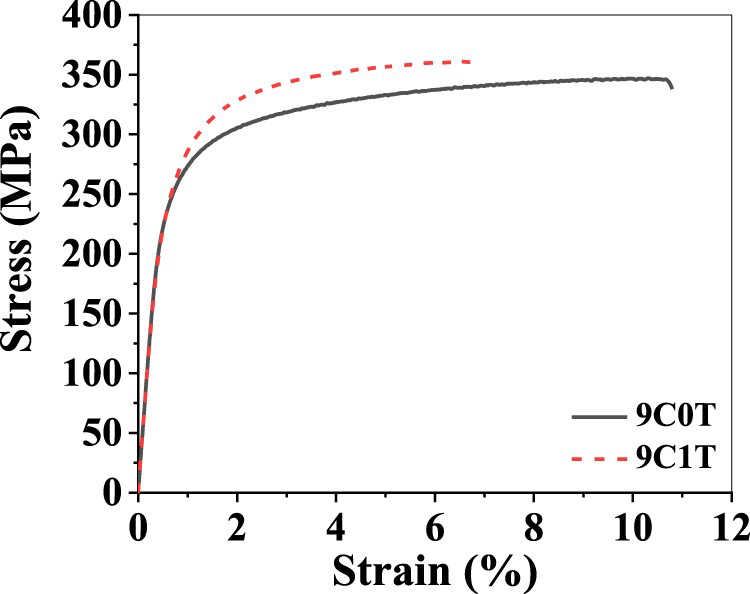
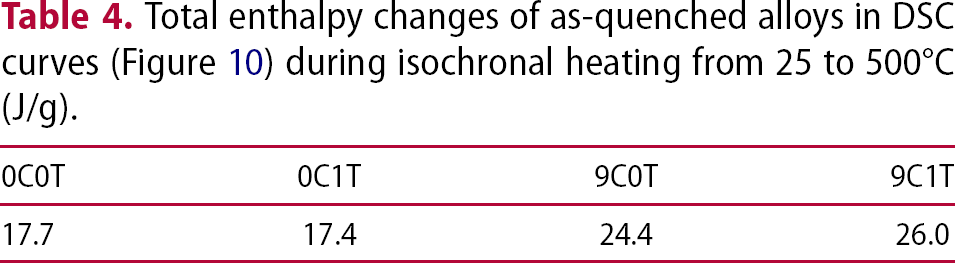
Differential scanning calorimetry (DSC) analysis was performed to determine the effect of Ti addition on precipitation of Cu phases. DSC has been used extensively to obtain information on the formation of precipitates [29–31]. DSC traces of Al-6wt-%Si-0.4wt-%Mg–(Cu)–(Ti) alloys in as-quenched condition can elucidate precipitations of secondary phases. Figure 10 shows DSC traces for Al-6wt-%Si-0.4wt-%Mg–(Cu)–(Ti) alloys after solid solution treatment. DSC curves of as-quenched Al–Si–Mg alloys were obtained which has different contents of Cu and Ti. Q’ and θ′-Al2Cu phase peaks were detectable only for alloys with added Cu. The as-quenched alloys showed five exothermic peaks at around 230, 240, 280, 300, and 330°C. The first exothermic peak A (Figures 10(a,b)) at around 230°C was due to the precipitation of β″-Mg2Si phase. An exothermal peak A’ (Figures 10(c,d)) at around 240°C was noted due to the formation of metastable β″-Mg2Si phase and Q'-phase [15,32,33]. These two peaks overlapped with each other. However, the exothermic peak A’ (Figures 10(c,d)) of Cu-added alloys was higher than that of Cu-free alloys (Figures 10(a,b)) because it had the exothermal peak of Q''-phase. The second exothermic peak B (Figures 10(c,d)) at around 280°C was due to precipitation of the θ′-Al2Cu phase [32]. Q’ and θ′-Al2Cu phase peaks were detectable only for alloys with added Cu. The third exothermic peak C at around 300°C was due to the transition from β″-phase to β'-phase [18,20]. Finally, the fourth exothermic peak D at around 330°C was due to precipitation of Si [34]. The total integrated zone below the thermogram peak area of DSC curves (see Figure 10) is a function of enthalpy change that is related to the amount of precipitation of secondary phases. Total enthalpy values of exothermal peaks are shown in Table 4. Enthalpies of Cu-free alloys (0C0 T and 0C1 T) were not changed by Ti addition. However, in Cu-added alloys, the enthalpy of 9C1 T alloy was higher than that of 9C0 T (without Ti). It seems that Ti plays an important role in the precipitation of secondary phases related to Cu. From DSC results shown in Figure 10, one can conclude that Q’ and θ′-Al2Cu phase peaks are detectable only for a specimen containing Cu (see Figures 10(c,d)). It was noted that the addition of Ti to Cu-containing alloy facilitated the precipitation of Q’ and θ′ phases related to Cu. Therefore, as shown in Figure 8, the addition of Ti did not affect the UTS of Cu-free alloys after ageing (compared to Cu-containing alloys). From Figures 7 and 9(a), it was confirmed that the addition of Ti improved the UTS of Cu-containing Al–Si-Mg alloy. However, when the ageing temperature was further increased, coherent precipitates separated out into incoherent particles which released the strain of the lattice and reduced the strength of the alloy. In this case and others, over-ageing resulted in a decrease in UTS (when precipitation changed the equilibrium θ-phase). It is necessary to add an alloying element (Cu, etc.) to increase the tensile strength in this case. On the other hand, the addition of alloying elements to Al to increase strength can result in a decrease of thermal conductivity. Of course, increasing the artificial ageing temperature to increase the number of precipitates can increase thermal conductivity. However, tensile strength is decreased when the alloy is overaged. In this case and in the light of this discovery, a compromise between these two counteracting targets has to be found.
DSC curves of alloys with different Cu and Ti contents in the as-quenched condition, with Peak A corresponding to β″-Mg2Si phase, Peak A’ corresponding to β″-Mg2Si phase and Q'-phase, Peak B corresponding to θ''-Al2Cu phase, Peak C corresponding to β'-Mg2Si phase, and Peak D corresponding to precipitation of Si phase. (a) 0C0 T, (b) 0C1 T, (c) 9C0 T, and (d) 9C1 T. Total enthalpy changes of as-quenched alloys in DSC curves (Figure 10) during isochronal heating from 25 to 500°C (J/g).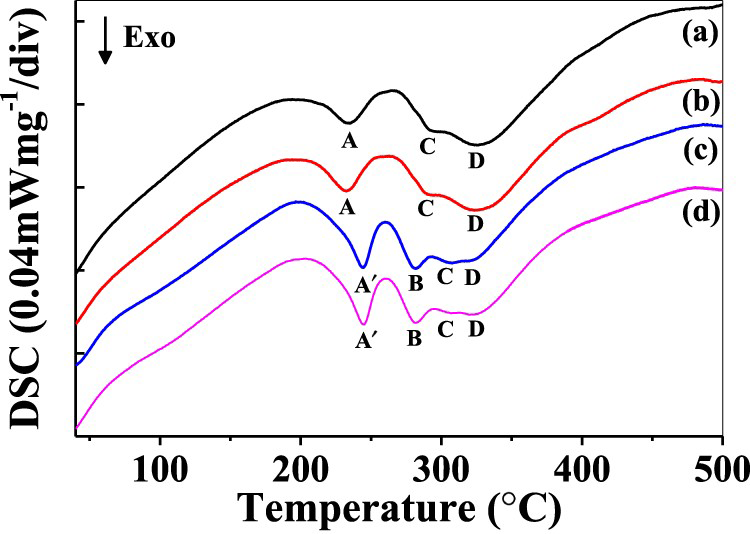
Conclusion
In the present study, the effects of alloying elements on mechanical and thermal characteristics after heat treatment were investigated. Obtained results are summarised as follows:
When Cu was added to increase the mechanical strength of Al–Si–Mg alloy, the thermal conductivity was decreased. As a result, to increase thermal conductivity while maintaining mechanical strength, it is important to reduce alloying elements. In the case of this alloy system, the reduction of Si contents was effective. When 0.1wt-%Ti was added to an Al-6wt-%Si-0.4wt-%Mg-0.9wt-%Cu alloy, the UTS was improved 18 MPa than that of Ti-free alloy at an ageing temperature of 180°C. At the same time, Ti addition facilitated the formation of Q′ and θ′-Al2Cu phases (compared to the Ti-free alloy) which increased UTS at both room temperature and high temperature. It was noted that for the Cu-free Al-6wt-%Si-0.4wt-%Mg alloy, adding of Ti to the alloy did not affect the UTS. The thermal conductivity was reduced by 8 W m−1·K under the same ageing conditions. To increase mechanical strength and thermal conductivity simultaneously, Cu addition was found to be more suitable than Ti addition to minimise the reduction in thermal conductivity and preserve its strength.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.