
Abstract
The combined effects of ultrasonic treatment and fast cooling on the bulk hydrogen content, the refinement of α-Al grains and θ-Al2Cu precipitated phase in the 2219 Al alloy were investigated in this work. Results showed that under the combined effects of ultrasonic treatment and liquid nitrogen cooling, the bulk hydrogen content was dramatically reduced. Metallography and scanning electron microscopy results indicated that both the α-Al grains and θ-Al2Cu precipitated phase were greatly refined under the combined effects of ultrasonic treatment and liquid nitrogen cooling. Correspondingly, the 2219 Al alloy sample exhibited excellent mechanical properties due to the refinement of α-Al grains and θ-Al2Cu precipitated phase as well as the low bulk hydrogen content.
Keywords
Introduction
2219 Al alloys have been widely used as structural materials in the aerospace industry due to their excellent mechanical properties and good weldability under a wide temperature range [1]. The microstructural modification during the solidification process plays a key role in improving the mechanical properties of 2219 Al alloys [2]. According to previous researches, the modification can be achieved through chemical inoculation [3,4] and physical treatment, such as mechanical stirring, electromagnetic stirring, rapid solidification and ultrasonic vibration [5–8]. Among these methods, ultrasonic treatment (UT) has been proven to have great potential for its high efficiency in refining the microstructure and improving the mechanical properties [9–11].
Wang [12] has observed a fine and uniform grain structure in an Al-2Cu alloy by ultrasonic treatment. Kotadia [13] has found similar results in an Al-10%Cu alloy under ultrasonic treatment. The refinement effect of UT on the microstructure of alloys mainly relies on ultrasonic cavitation and acoustic streaming [9]. Usually, UT was applied in the liquid or slurry zone of the melts to promote homogeneity, degassing, mixing, grain refinement, multiscale segregation mediation, and amelioration of eutectics/intermetallics [8,14]. However, after the withdrawal of the ultrasonic rod, it still needs a long time for the melt to be cooled to the ambient temperature. During this period, low cooling rate may lead to the generation of pores, cracks, macro-segregations and inhomogeneous distribution of microstructures as well as solutes, which will deteriorate the mechanical properties of the alloy. According to the athermal heterogeneous nucleation theory, the size of the inoculant particles is inversely proportional to the degree of undercooling [14,15]. Hence, the combined effects of UT and fast cooling processes are probably conducive for the solidification of Al melt. This hypothesis has been confirmed by the refinement of primary Al3Ti intermetallic in an Al-0.4Ti alloy via UT and rapid quenching [16].
In order to investigate the effect of a faster cooling rate on the solidification of the Al-Cu alloy, an extreme cooling condition applying liquid nitrogen was utilised in this work. This can help the researchers to understand the initial or in-situ state of the Al-Cu melts, especially the evolution of the precipitated phase, which was seldom reported. The combined effects of the ultrasonic treatment and cooling types on the refinement of α-Al grains and precipitated phase in the 2219 Al alloy was investigated in this study. In particular, the degassing capacity of the UT and liquid nitrogen cooling (LNC) was characterised by the bulk hydrogen content of the solid 2219 Al alloy sample. The mechanical properties of the 2219 alloy sample were also determined to verify the favourable influence of UT and LNC.
Experimental
Casting procedures and materials
Figure 1 displays the schematic diagram of the experimental equipment. The ultrasonic system consists of a 2 kW generator, an air-cooled piezoelectric 20 kHz transducer, an ultrasonic amplitude transformer, and a titanium acoustic sonotrode with a tip diameter of 50 mm. The main experimental material was 2219 Al alloy with its chemical compositions Al-6.20Cu-0.36Mn-0.11Zr-0.1V-0.10Fe-0.06Si-0.01Mg-0.10Zn-0.05 wt-% Ti.
Schematic illustration of the experimental equipment.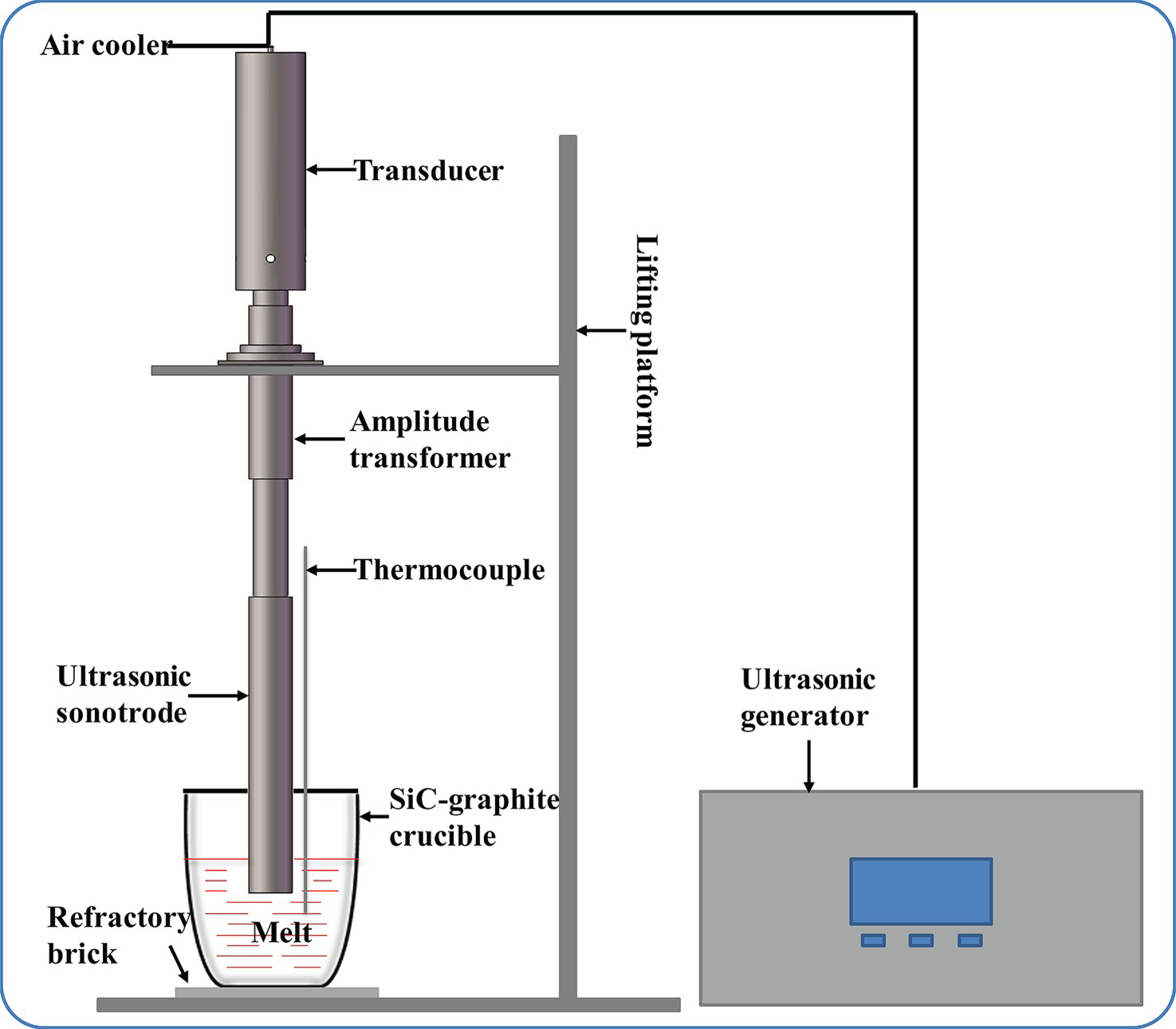
Experimental conditions for the samples.

Characterisation
The representative specimens for bulk hydrogen content measurement, microstructural examination and tensile test were taken from four different ingots, where the locations and dimensions of the samples are shown in Figure 2. The hydrogen measurement sample was abraded or milled to remove surface contamination.
Schematic diagram showing the sampling positions and dimensions.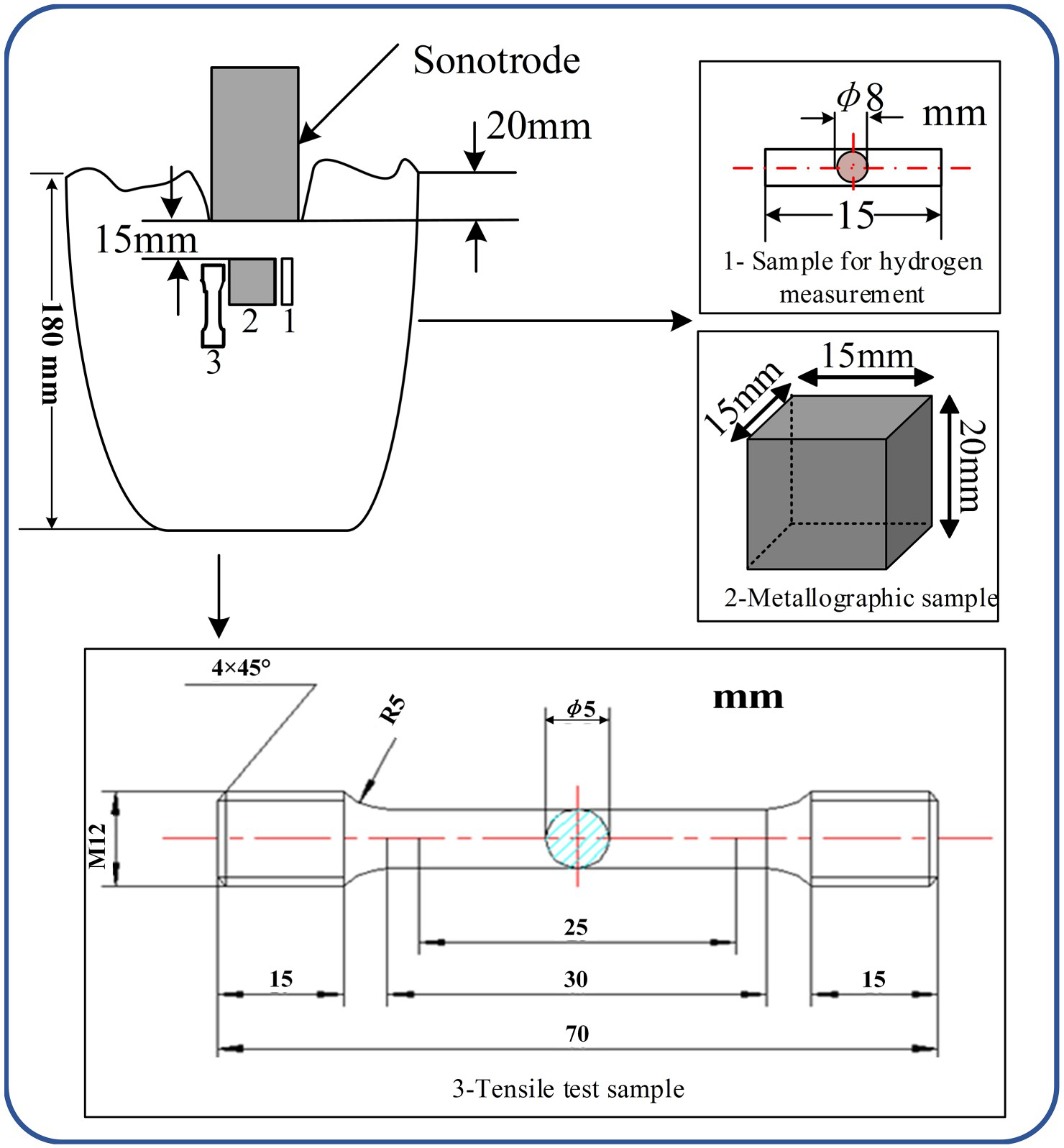
All the metallographic samples were ground and polished through standard metallographic techniques. Optical observations were carried out by a Leica microscope, and the samples were etched with Keller's reagent (95% H2O, 2.5% HNO3, 1.5% HCl, and 1% HF) in this procedure. For colorised metallography detection, all the samples were anodised using Barker's reagent (200 ml 32% HBF4 in 800 ml distilled water) at 20 VDC for 30 s using a stainless-steel cathode. After that, a ZEISS optical microscope (Imager. A2 m) equipped with an automated Zeiss AxioVision image analyser was used under polarised light for microstructural investigation. Grain size was measured using a linear intercept method (ASTM 112-10) and the statistical analysis of the results was performed. The morphology of the precipitated phase was characterised by a scanning electron microscopy (SEM TESCAN, MIRA3 LMH/LMU) equipped with an energy dispersive spectroscopy (EDS). The tensile test samples were evaluated by an Instron 3369 Mechanical Testing Machine with a loading rate of 1 mm/min at room temperature. All the tests were performed thrice, and the mean value of the three results was used as the final result. The standard deviations were also calculated and showed in detail.
Results and discussion
Bulk hydrogen content
Figure 3 shows the macrostructure and optical micrographs of the samples. From the macro and optical graphs, large pores with a size up to 200 µm (marked by circles) can be seen even on the surfaces of the metallographic samples cooled in air. In the IR-LNC sample, though macro-pores resulting from solidification shrinkage still remained, gas porosity was significantly reduced. Pores were scarcely seen in the UT-LNC sample.
Macrostructure of the IR-AC sample (a), UT-AC sample (c), IR-LNC sample (e), and UT-LNC sample (g); optical graphs of the IR-AC sample (b), UT-AC sample (d), IR-LNC sample (f), and UT-LNC sample (h).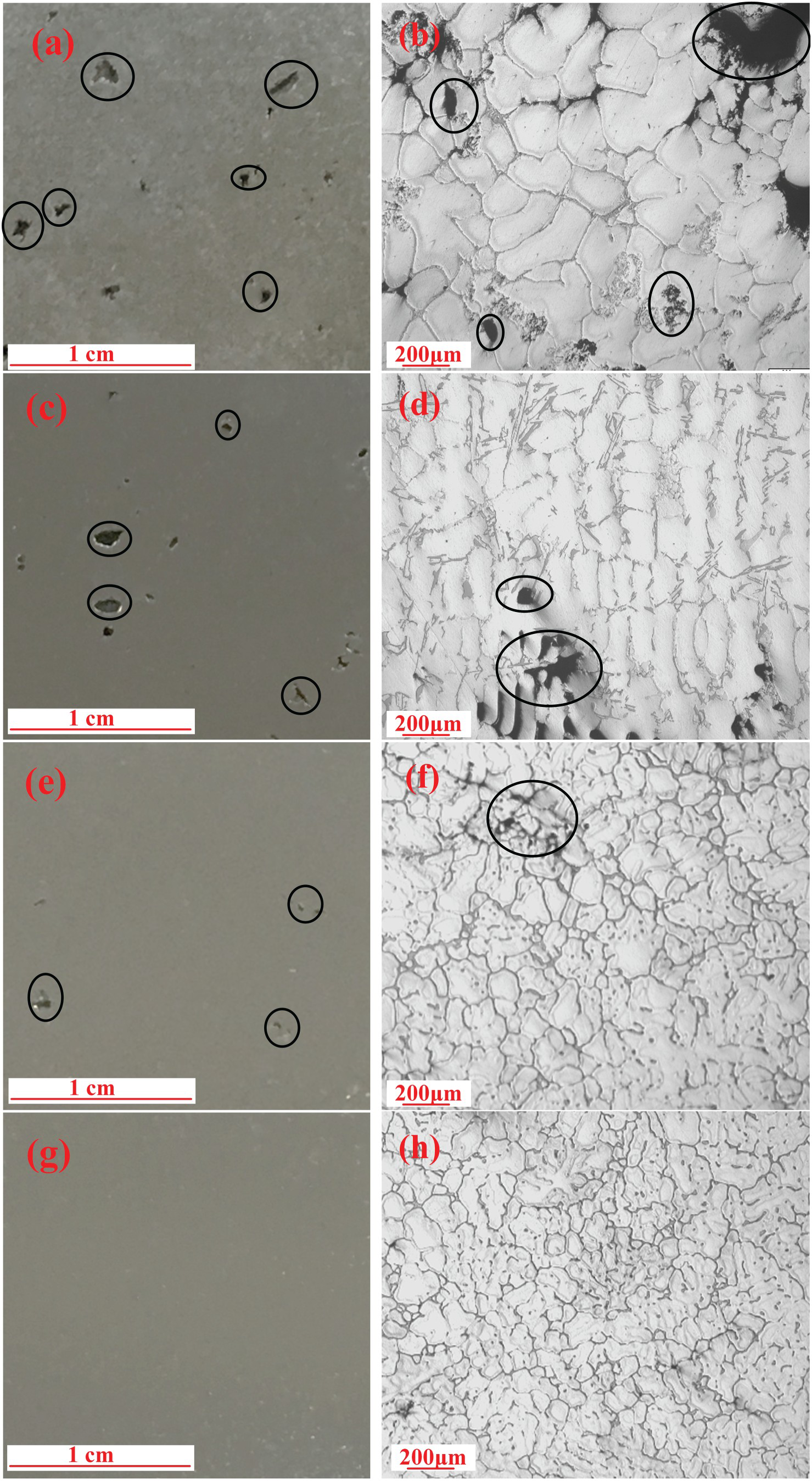
The presence of occluded bulk hydrogen would increase the potential generation of porosity. Hydrogen is readily absorbed in the molten Al melt during the solidification processing. In order to quantify the degassing capacity, a RHEN600 Hydrogen Determinator (LECO Corporation, USA) was employed to determine the bulk hydrogen content in the samples. The bulk hydrogen is determined through the difference of the thermal conductivity between hydrogen and the carrier gas (argon) when the sample is heated in the thermal conductivity cell equipped with a self-contained electrode furnace for fusion [17].
The bulk hydrogen contents of the four representative samples are shown in Figure 4. The bulk hydrogen content of the UT-AC sample was 0.38 ± 0.023 cm3/100 g, while that was 0.52 ±0.020 cm3/100 g for the IR-AC sample. Relatively, the degassing efficiency of UT was 26.92%. However, in the IR-LNC sample, the bulk hydrogen content was further reduced to 0.25 ± 0.020 cm3/100 g. In comparison with IR-AC sample, the degassing efficiency of LNC was 51.92%. The main reason for the improvement was due to the huge difference in cooling rate between air cooling and liquid nitrogen cooling. The cooling rate for liquid nitrogen cooling was measured up to 40–60°C/s, while it was 0.2–1.0°C/s for air cooling. When the casting was cooled in liquid nitrogen, the degree of undercooling was getting larger than that being cooled in air, and the heat together with gas bubbles was quickly released out from the melt. Researches have been verified that ultrasonic degassing is able to decrease the amount of dissolved hydrogen to 40–50% below the quasi-equilibrium concentration [8,18]. However, the melt will absorb hydrogen from the atmosphere back to the quasi-equilibrium level [19]. Thus, it is essential to aggrandise the cooling rate during the subsequent cooling stage. In the UT-LNC sample, bulk hydrogen content was reduced to 0.12 ± 0.019 cm3/100 g, and the degassing efficiency came up to 52.00% compared with IR-LNC sample.
Hydrogen measurement curves of (a) the IR-AC sample; (b) the UT-AC sample; (c) the IR-LNC sample and (d) the UT-LNC sample.
According to Eskin [8], as a bubble oscillates in the alternating sound field, it acts as a pump which extracts more and more hydrogen from the melt with each expansion. The bubbles therefore grow and subsequently float to the surface, releasing the hydrogen to the atmosphere. Afterwards, melt flows created by the ultrasound source (acoustic streaming and secondary flows) facilitate bubbles distribution and, hence, degassing. In addition, the heat transfer is promoted by LNC. Thus, the release of gas bubbles is accelerated and hydrogen is prevented from being absorbed back into the melt by LNC.
Microstructure of α-Al grains
Figure 5 compares the average size of α-Al grains and shows the colorised optical micrographs of the corresponding samples. Coarse dendritic α-Al grains with a large size up to 1524.40 µm can be seen in the IR-AC sample. After ultrasonic treatment, the size of the largest grain was reduced to 515.32 µm but still exhibited a dendritic morphology. In addition, a lot of pores can be seen in these two samples (marked by circles). The size of the largest coarse dendrites in the IR-LNC sample was 620.00 µm, and sporadic pores can be seen in the sample. However, most of the coarse dendrites were refined to fine equiaxed grains and pores were hardly observed in the UT-LNC sample. As shown in Figure 5 (a), the average size of α-Al grains in the UT-AC sample and IR-AC sample were 342.25 and 677.15 µm, respectively, and the refining efficiency of UT was 49.46%. In special, the average size of α-Al grains in IR-LNC sample (417.73 µm) was a slightly greater than the UT-AC sample (342.35 µm). Whereas, the average size of α-Al grains was reduced dramatically to 198.61 µm in the UT-LNC sample.
Average grain size of α-Al phase in the four representative samples (a); colorised optical micrographs of the IR-AC sample (b), the UT-AC sample (c), the IR-LNC sample (d) and the UT-LNC sample (e).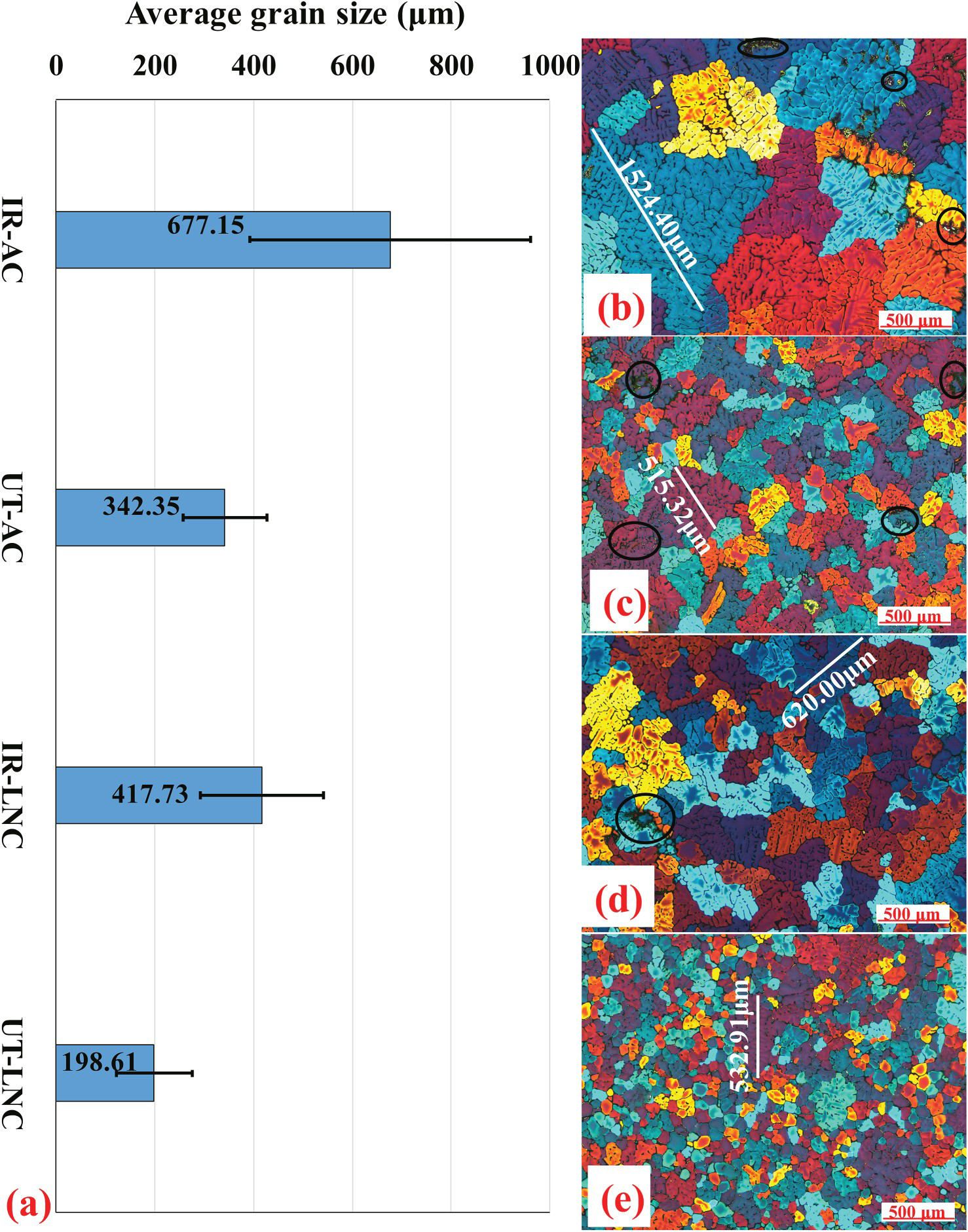
As to the UT-LNC sample, UT was performed directly in the nucleation stage of α-Al grains. The sharp collapse of cavitation bubbles produces a high-energy shock-wave or cumulative microjet, which can improve the wettability of impurity particles and hence activates them to become potent nucleation sites [20]. It has been reported that the TiAl3, ZrAl3, NbAl3, and/or BTi2 can serve as efficient nucleation sites [21–23]. Therefore, the nucleation rate of α-Al grains is promoted by the ultrasonic cavitation during the solidification of Al melt. Moreover, strong fluid flow resulted from acoustic streaming can uniformly distribute the temperature field across the sample, thus hindering the growth of the α-Al grains [24]. Combined with the fast cooling of liquid nitrogen, the growth rate of the α-Al grains is further restricted, causing the average size of α-Al grains being refined to a large extent in the UT-LNC sample.
Microstructure of precipitated Al2Cu phase
In order to quantify the refinement of θ-Al2Cu phase, Image Pro Plus software was employed to analyse the area fraction of coarse θ-Al2Cu phase with an area more than 100 µm2. The area fraction of the coarse θ-Al2Cu phase and the SEM-EDS analysis of the four representative samples are presented in Figure 6. From the EDS spectrum given in Figure 6(b), it can be basically determined that the precipitated phase is θ-Al2Cu. In the IR-AC sample, the precipitated phase spread broadly along the grain boundaries since the α-Al grains were with a large size. Under the ultrasonic treatment, the shape of the precipitated phase in UT-AC sample became thinner but still exhibited as long strips. This was due to that the sonotrode has been withdrawn above the eutectic transformation temperature of θ-Al2Cu phase (548.2°C) [25]. The precipitated phase could not be directly refined by cavitation-induced dendrite fragmentation [26]. For the IR-LNC sample, a lot of θ-Al2Cu phase were scattered to a lower distribution area. LNC directly affected the growth stage of θ-Al2Cu phase, and thus the agglomeration degree of θ-Al2Cu phase was greatly reduced owing to the large cooling rate [27].
Area fraction of coarse precipitated phase (a); SEM micrographs of the Idle rod-AC sample (b), the UT-AC sample (c), the Idle rod-LNC sample (d), and the UT-LNC sample (e).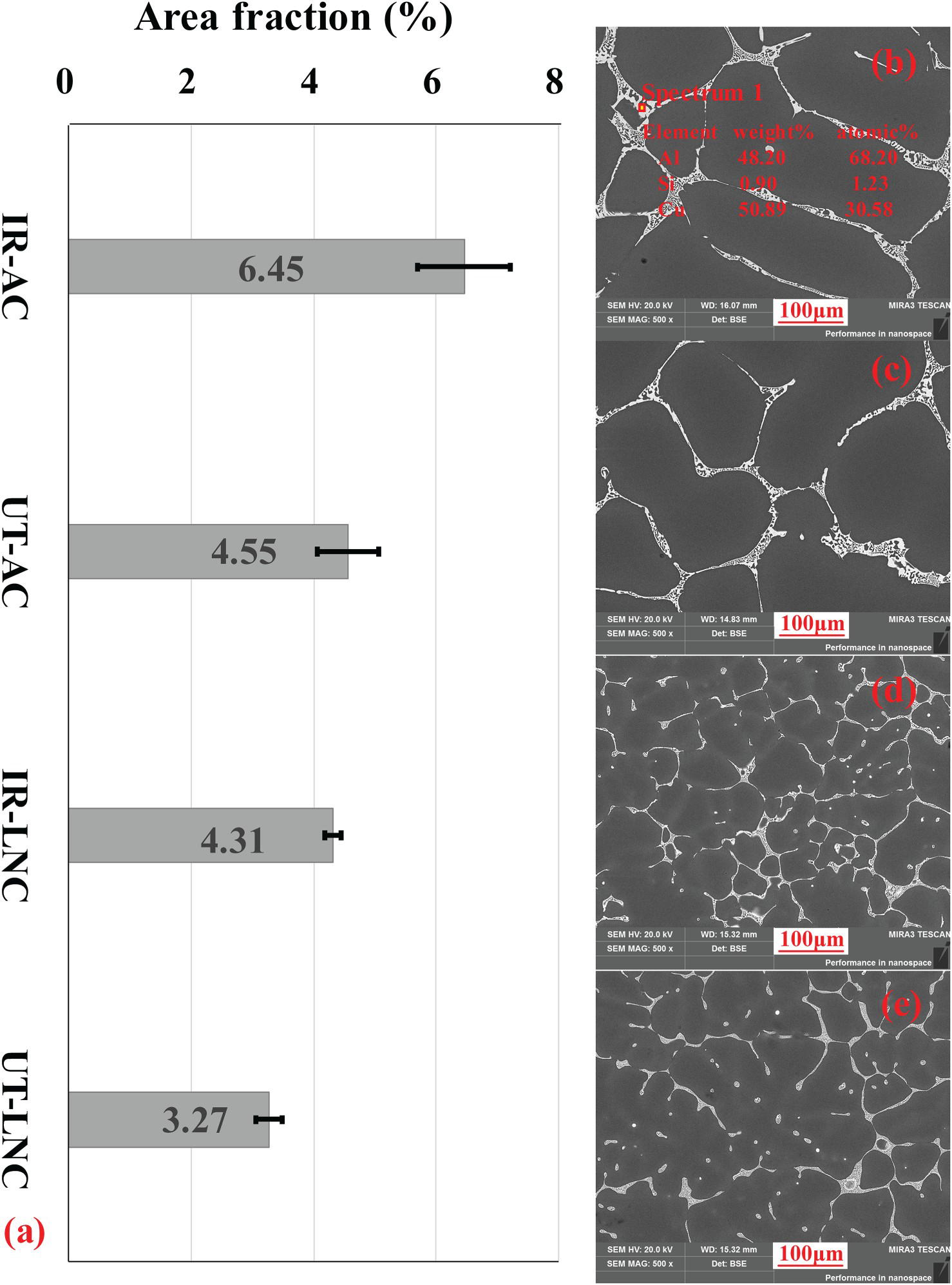
In the UT-LNC sample, a lot of spherical θ-Al2Cu particles were generated. On the one hand, the α-Al grains were refined and more inerratic grain boundaries were offered, which meant Cu atoms will array orderly on the grain boundaries and the interfacial energy would be lowered [20,28]. Thus, Al2Cu phase precipitated in more locations [28]. Meanwhile, the grain boundaries of α-Al phase turned discontinuous and thinner under ultrasonication, which resulted in the formation of thinner and smaller scattered precipitated phase on the grain boundaries. On the other hand, fast cooling of liquid nitrogen directly suppressed the agglomeration of θ-Al2Cu phase, which further refined the θ-Al2Cu phase. As is observed in Figure 6(a), the area fraction of coarse θ-Al2Cu phase in the UT-AC sample and IR-AC sample were 4.55 and 6.45%, respectively. The θ-Al2Cu phase was refined by 29.45% under ultrasonic treatment. The area fraction of coarse θ-Al2Cu phase in the IR-LNC sample was 4.31%, which was refined by 33.18% in comparison with the IR-AC sample. In UT-LNC sample, the area fraction of coarse θ-Al2Cu phase was reduced greatly to 3.27%.
Mechanical properties
The tensile test curves and mechanical properties of the Al alloy samples are shown in Figure 7. As observed, the elongation of IR-AC sample was 1.07%. After ultrasonic treatment, the elongation was increased to 2.93%, while it had a little decrease for the IR-LNC sample (2.05%). The UT-LNC sample exhibited a higher elongation (5.07%), which was improved by 373.83% as compared to the IR-AC sample. It is a pretty good proof that samples present a better ductility with finer grains and lower gas porosity [29]. The ultimate tensile strength (UTS) for IR-AC sample and UT-AC sample were 71.54 and 77.33 MPa, respectively. The yield stress (YS) for IR-AC sample and UT-AC sample were 52.23 and 60.11 MPa, respectively. Comparatively, after ultrasonic treatment, the UTS and YS were increased by 8.09 and 15.07%, respectively. As for the IR-LNC sample, the UTS and YS were 81.17 and 56.39 MPa, respectively, which were 13.46 and 7.96% higher than the IR-AC sample. Under the combined effects of UT and LNC, the UTS and YS were further improved to 84.26 and 62.61 MPa, respectively, which were enhanced by 17.78 and 19.19% compared with the IR-AC sample.
Tensile test curves of the four representative samples (a), and mechanical properties of the four samples (b).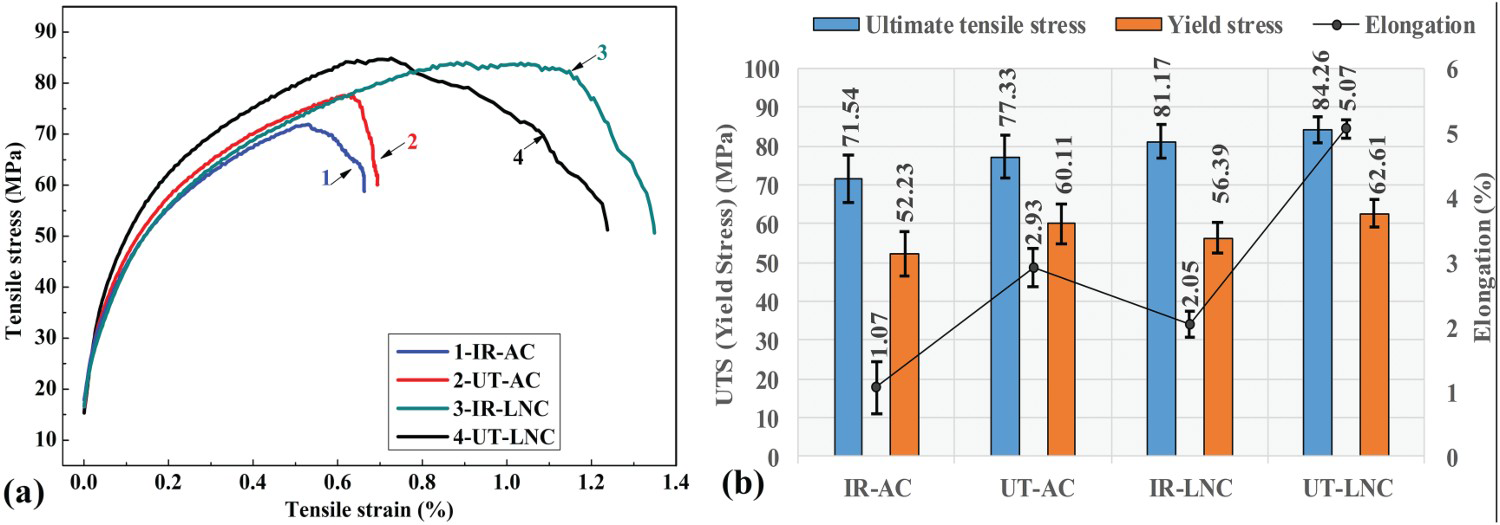
Generally, the strength of the material is negatively correlated with the grain size. The agglomeration of coarse θ-Al2Cu phase on the grain boundaries may cause the stress concentration, which will reduce the strength of the 2219 Al alloy [30,31]. Thus, the strength as well as the ductility can be increased with refined grain size [32,33]. In addition, the high hydrogen content may produce microcracks in the alloy and cause hydrogen embrittlement, which will impair the mechanical properties of the 2219 Al alloy [34].
As a result, the combined effects of UT and LNC can effectively refine the α-Al grains together with θ-Al2Cu phase and reduce the bulk hydrogen content, which in turn improve the mechanical properties of the 2219 Al alloy.
Conclusions
The bulk hydrogen content in the 2219 Al alloy samples was decreased dramatically under the combined effects of ultrasonic treatment and liquid nitrogen cooling, with a value of 0.12 ± 0.019 cm3/100 g. Compared with the sample treated with idle rod and air cooling, the bulk hydrogen content was reduced by 76.92%. Under the conditions of ultrasonic treatment and liquid nitrogen cooling, the average size of α-Al grains of the Al alloy samples was decreased from 677.15 µm (solidified with idle rod and being cooled in the air) to 198.61 µm, indicating that the α-Al grains were refined by 70.67%. In addition, the agglomeration level of coarse θ-Al2Cu phase on the grain boundaries was also reduced, resulting in the area fraction of coarse θ-Al2Cu phase being decreased to 3.27%. As compared to the sample with idle rod and air cooling, the θ-Al2Cu phase was refined by 49.30%. Ultrasonic treatment and liquid nitrogen cooling together can improve the mechanical properties of the 2219 Al alloy samples due to the refined α-Al grains and the θ-Al2Cu phase as well as the low bulk hydrogen content.