
Abstract
In this work, we propose a new method (by remelting Al-5Ti-1B) to investigate the grain refinement mechansim. It is found that the morphology and size of TiAl3 phase had little effect on the grain refinement of pure Al. Therefore, further experimental studies were carried out to understand the potency of TiB2 particles. The high-resolution transmission electron microscopy (HRTEM) observation has confirmed the existence of an atomic layer on the surface of (0001) TiB2, which is possibly a two-dimensional (2D) (1-12) TiAl3. Crystallographic study indicates that it is a more suitable nucleation sites for α-Al than other particles. The TiB2 particle with TiAl3 2D acts as the best effective nucleation sites for α-Al.
Introduction
It is well known that the fine grain size is good for both strength and toughness of commercial aluminium and reducing the internal shrinkage, porosity, thermal cracking and segregation [1,2]. The current practice of grain refinement is to introduce inoculant particles into the melt by adding master alloys (such as Al-Ti-B and Al-Ti-C) before casting [3–6]. However, for TiAl3, TiB2, AlB2 and (Al1-x , Ti x )B2 phase, how they evolve in the process of heterogeneous nucleation and the exact grain refinement mechanism for the addition of Al-Ti-B master alloys is not clear [7,8]. Therefore, it is very important to understand the refinement mechanism of Al-Ti-B master alloy for the further development of industrial practice.
Many researchers have been searching for the grain refinement mechanism of Al-Ti-B master alloys [9–12]. But what remains controversial is the identity of the real nucleation sites and how they nucleate. For example, the theory that TiB2 particles play a nucleant role in the solidification of A1-Ti-B master alloy was first proposed by Cibula in 1951 [13]. Sigworth et al. found that the surface structure of the TiA13 nuclei was changed by forming a ‘duplex’ particle containing borides ((A1, Ti)B2), thereby improving the grain refinement effect of Al-Ti alloy [14]. More recently, in 1993, Sigworth et al. found that TiB2 particle was almost insoluble by thermal analysis and could also be used as an effective nucleation site [15]. So far, no theory can explain the behaviour and mechanism of grain refinement accurately. The representative grain refinement mechanisms can be divided into six aspects: carbide/boride theory, phase diagram/peritectic thory, peritectic hulk theory, hypernucleation theory, duplex nucleation theory, and solute theory [16].
The factors affecting the refinement effect of the A1-Ti-B master alloys are mainly Ti/B value, morphology, size, distribution and interface of TiB2 and TiAl3 particles [17]. Xiangfa Liu et al. established different kinetic simulation formulas, and found that the crystal morphology, solution temperature and initial Ti concentration related parameters of TiAl3 had important influence on its dissolution time [18]. The superstructure proposed by Jones (G. P. Jones) and Morimune et al. can prove the existence of ternary (Al1-x , Ti x )B2 phases with regular arrangement of Al atoms [8]. Morimune et al. extracted particles from the bottom of the melt after holding at 720°C for several days and found that Ti/B (mass ratio) was 2.09:1, equivalent to chemical formula (Al0.06, Ti0.94)B2, indicating that Al atoms were dissolved in TiB2 [19].
In recent years, some new model techniques have been applied to the study of heterogeneous nucleation, such as the density functional theory (DFT) and the molecular dynamics (MD) simulations [20,21]. Subsequently, MD simulation proposed by Qin and Fan has been proved that an atomic monolayer of (112) TiAl3 might stabilise on the surface of TiB2 at 860 K [22]. Another crucial aspect of heterogeneous nucleation is the coherence of the interfacial crystallographic characteristics between the solid/substrate. The edge-to-edge matching model has the potential to be a powerful tool for confirming lattice matching relationship between solid/substrate interfaces [23,24]. Recently, a new nucleation model, i.e. epitaxial heterogeneous nucleation model, has been proposed [25].
Although the refinement mechanism of Al-Ti-B master alloy has been studied for many years, few people have considered using different remelting temperatures to explore the mechanism. This study aims to clarify the effect of Al-5Ti-1B master alloy prepared at different temperatures on refinement effect of pure aluminium and further explore its refinement mechanism. Accordingly, the effect of morphology of TiAl3 on grain refinement of pure Al at different remelting temperatures was first studied. On this basis, the transmission electron microscopy (TEM) was used to further study whether the TiB2 phase can act as nucleus during grain refinement.
Experimental
Materials
Commercial-purity aluminium (99.7%) was select as an experimental material for assessing the grain refinement effect of Al-5Ti-1B master alloy, and alkali metal fluoride (The purity of K2TiF6 and KBF4 is over 99.0%) were prepared into Al-5Ti-1B grain refiner.
Experimental specimens
Al-5Ti-1B master alloys prepared by fluoride salts were remelted at 800°C, 850°C, 900°C and 950°C, respectively. Then, commercial purity aluminium was molten in an electrical resistance furnace at 720 ± 5°C. The 0.2 wt-% remelted and non-remelted Al-5Ti-1B master alloys were respectively added to the clay-bonded graphite crucible respectively. After 3 min holding, the melt was poured into a pre-heated cylindrical steel die with an internal radius of 65 mm.
Microstructural analysis
After cooling, the cast sample was placed in an etchant (volume fraction of corrosion solution: HCl:HNO3:H2O = 50:47:3) for about 30–60 s to observe grain refinement. In the middle longitudinal part of the annular mould sample, the appropriate size of cubes were cut off, then the samples of pure aluminium and Al-5Ti-1B master alloy were grounded, polished in standard routines. Next grain boundary of pure aluminium was etched by 3% HF's caustic. The grain size was measured by the number of crystal grains of the average area (10×10 mm2), that is, N = P + 0.67Q-1. The microstructure characterisation of the samples were investigated by high socpe video microscope (KH-2200MD2, Japan).
In order to observe the morphology and component of TiB2 particles and Al/TiB2 interface in Al-5Ti-1B master alloy after high temperature remelting, conventional TEM, high-resolution TEM and energy dispersive analysis of X-ray (EDAX) (JXA-8800R) were applied. In this work, we chose the remelted Al-5Ti-1B master alloy at 950°C as the experimental subject. To prepare thin foils for TEM, slices were hand ground to less than 100μm, and then ion-beam-thinned device using a Gatan 691 under conditions of 0.1–6 kV, an incidence angle of −10° to 10° and sample rotation of 1–6 rpm. HRTEM was performed on a Tecnai G2 F20 model equipment by FEI of America operated at an accelerating voltage of 200 kV.
Results and discussion
Microstructure of Al-5Ti-1B master alloy
Figure 1 shows the microstructure of TiAl3 phase obtained from Al-5Ti-1B master alloy at different remelting temperatures. With the increasing of remelting temperature, morphology of TiAl3 changed significantly from the initial block-like to the thin needle-flake-like. On the other hand, the average size of TiAl3 changed from 50–75 μm to 200–300 μm, and the distribution became more uniform. This may be because the higher the temperature, the faster the dissolution rate of TiAl3, and the more free Ti atoms are generated, which facilitates the formation of large-sized TiAl3 during solidification. The needle-flake-like TiAl3 crystal appears two-dimensional dendrites, marking that the growth rate in [100], [010], [110] direction is the same, and the growth rate in [001] direction is the lowest because of the highest atomic density of (001) plane [26]. It can be seen from Figure 1(c) that the block TiAl3 exhibits strong heritability when the remelting temperature is below 850°C. As the remelting temperature increases, the heredity of the structure is destroyed, and finally a fine needle-like structure is formed.
Microstructure of TiAl3 in the Al-5Ti-1B master alloy: (a) non-remelted TiAl3 morphology; (b-e) remelted TiAl3 morphology at different temperatures (800°C, 850°C, 900°C, 950°C).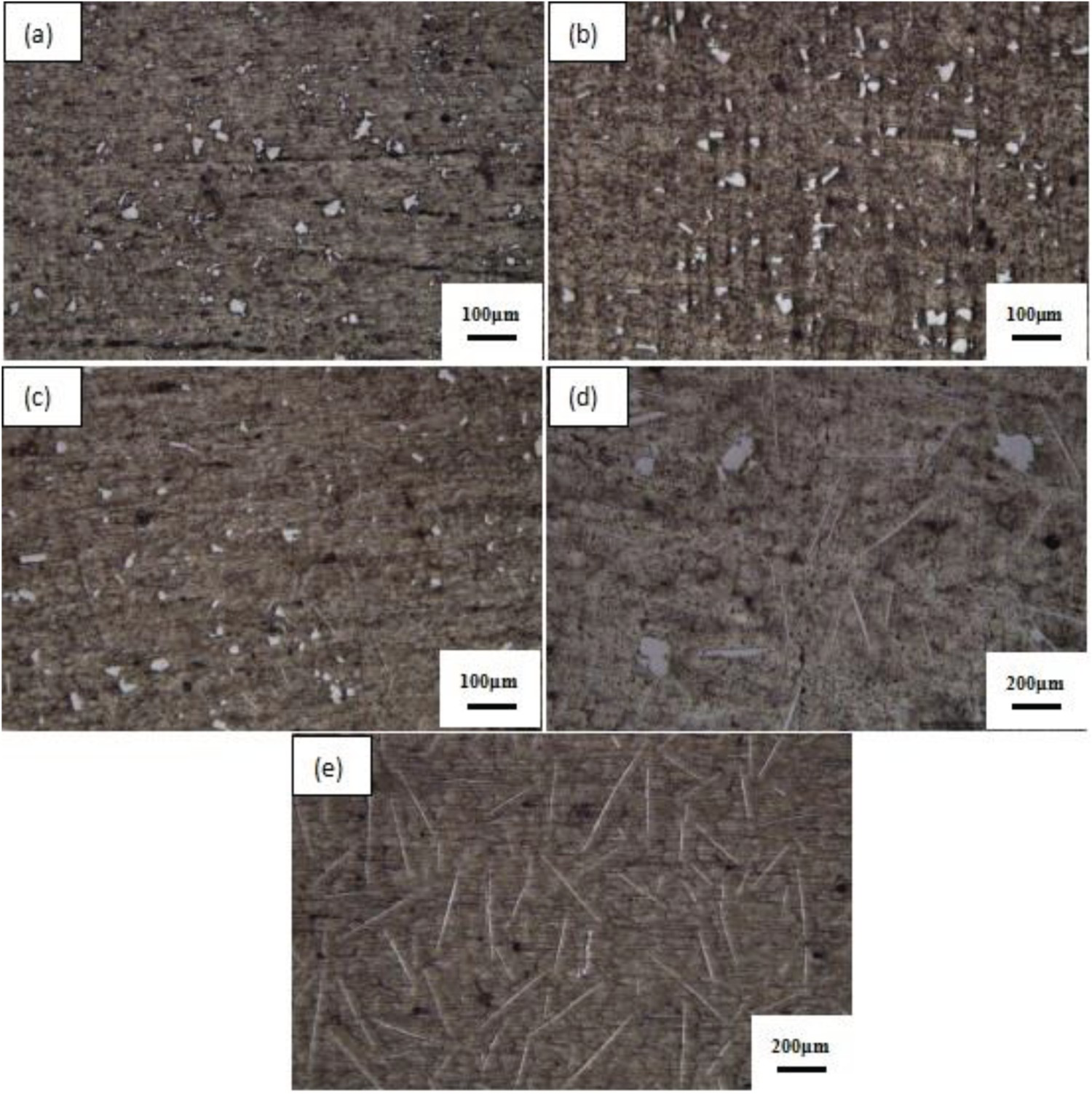
Grain refinement efficiency at different remelting temperatures
For the sake of assessing the effect of grain refinement of Al-5Ti-1B master alloys under different remelting temperatures, the non-remelted Al-5Ti-1B master alloy was used as a reference standard in this study. In addition, in order to reduce effect of other factors on the grain refinement, the experimental conditions used were the same.
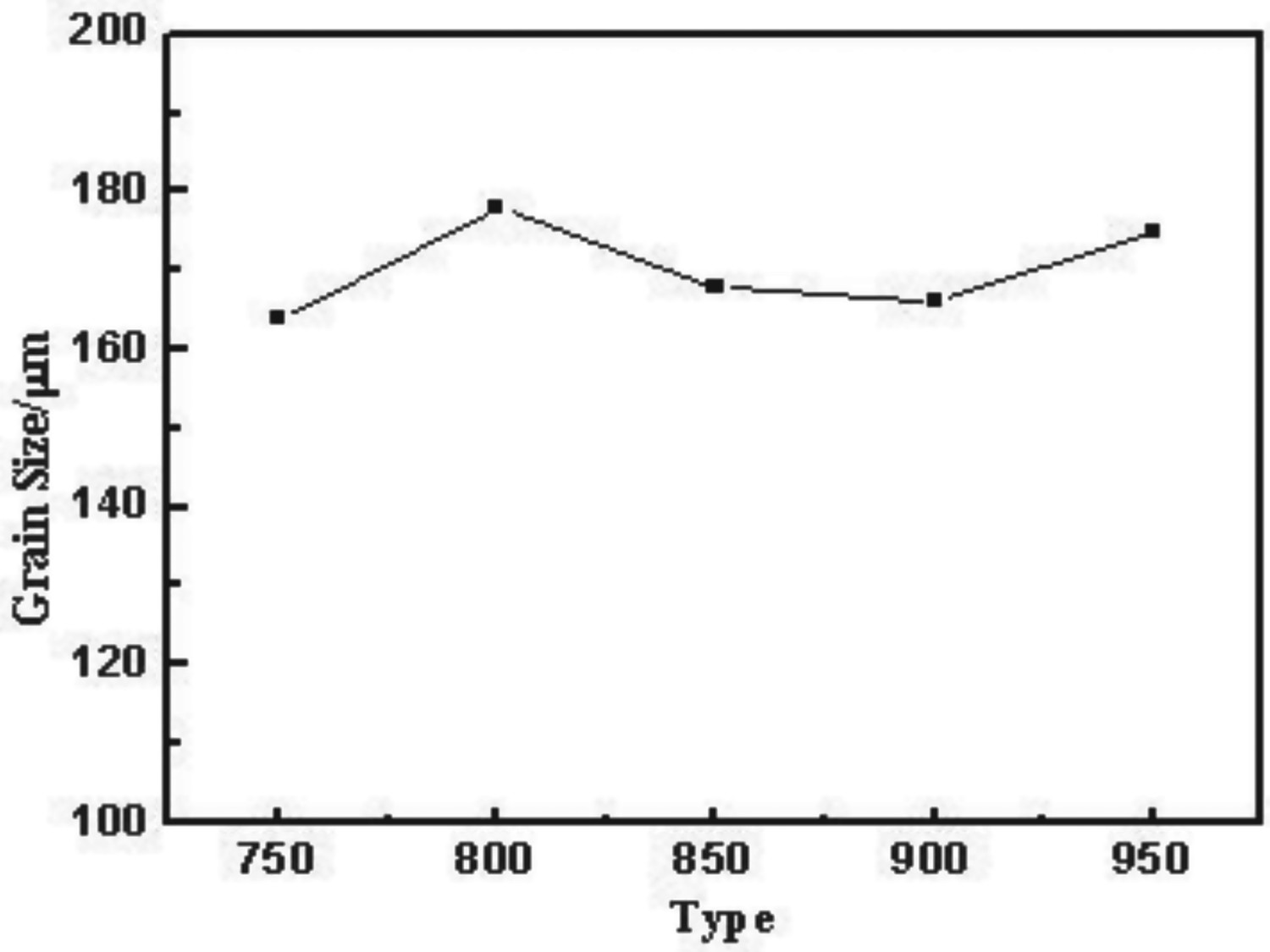
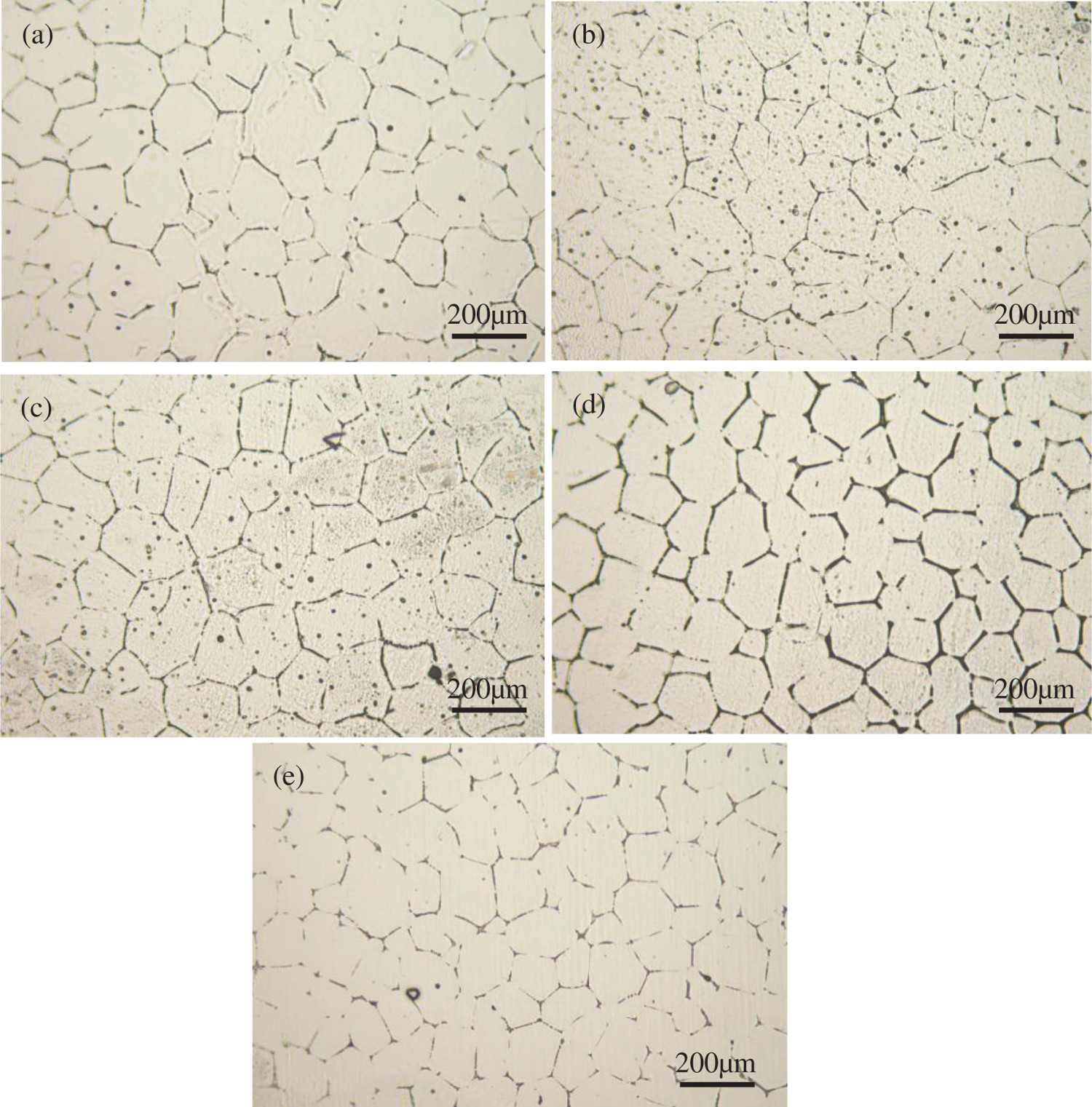
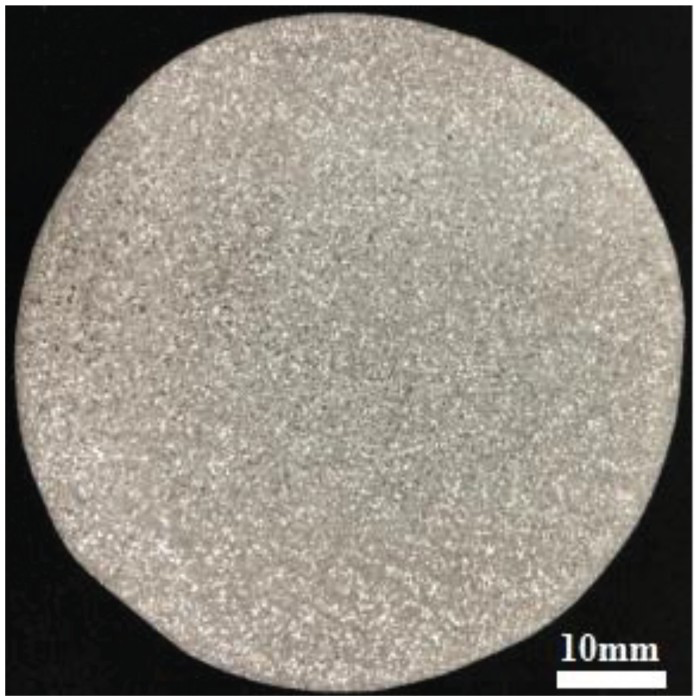
Figure 2(a) presents the macro-grain structure of pure Al with columnar grain and coarsening equiaxed grain from surface to centre in order. But with the addition of 0.2 wt-% Al-5Ti-1B master alloy (Figure 2(b–f)), at this time, the coarse grains disappear and a large number of fine equiaxed grains are formed in pure Al. Figures 3 and 4 show the average grain size and grain boundary diagrams of pure aluminium after adding 0.2 wt-% Al-5Ti-1B master alloys at different remelting temperatures, respectively. However, the 0.2 wt-% Al-5Ti-1B master alloy with different sizes and morphologys of TiAl3 (as shown in Figure 1) still show good effect on the grain refinement of pure aluminium (as shown in Figure 4). This indicates that no matter how TiAl3 phase exists in molten aluminium, the grain refinement effect would not be significantly affected, which means that the morphology and quantity of TiAl3 phase has little effect on heterogeneous nucleation. The role of TiB2 on heterogeneous nucleation would be analysed below.
Grain macrostructures of α-Al refined (a) is for pure Al without master alloy addition, (b) is for pure Al with non-remelted 0.2 wt-% Al-5Ti-1B master alloy, and (c, d, e, f) is for pure Al with remelted 0.2 wt-% Al-5Ti-1B master alloy at (c) 800°C, (d) 850°C, (e) 900°C and (f) 950°C, respectively. Grain size of pure Al with non-remelted (750°C) and remelted 0.2 wt-% Al-5Ti-1B master alloy at 800°C, 850°C, 900°C, 950°C, respectively. Grain boundary of α-Al refined (a) is for pure Al with non-remelted 0.2 wt-% Al-5Ti-1B master alloy, and (b, c, d, e) is for pure Al with remelted 0.2 wt-% Al-5Ti-1B master alloy at (b) 800°C, (c) 850°C, (d) 900°C and (e) 950°C, respectively.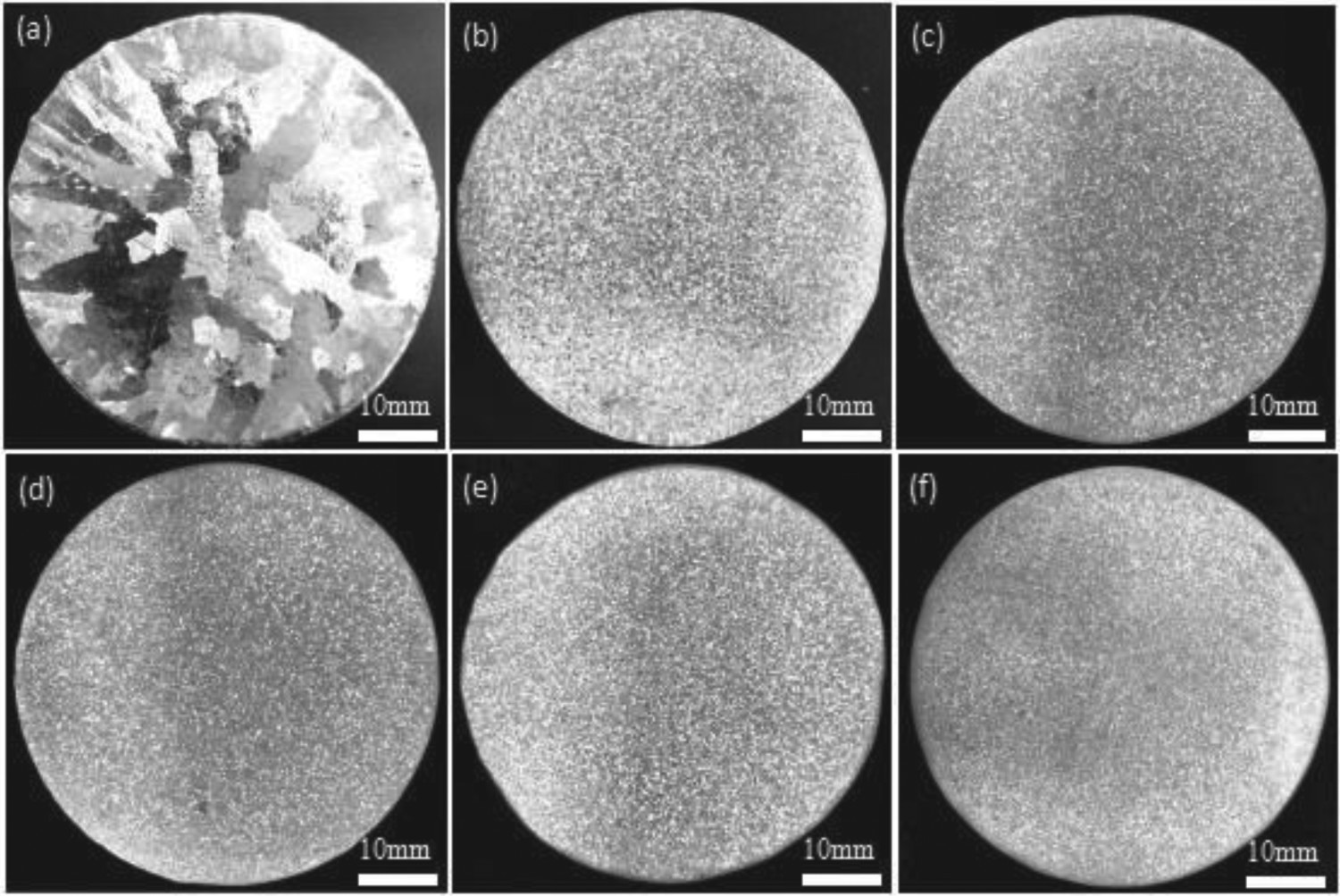
Formation of TiAl3 2D on the surface of TiB2 particles
In order to find out the grain refinement mechanism of Al-5Ti-1B master alloy, the relationship between the interfaces of Al and TiB2 and the effect of TiAl3 on TiB2 would be further observed. The bright field image in Figure 5(a,b), showed the morphology of TiB2 particles. Figure 5(c,d) showed the spot-scanning analysis and selected area electron diffraction pattern of this observed particle with their typically faceted (0001) crystal planes. The TiB2 in the Al-5Ti-1B master alloy was easy to form fine hexagonal crystals with a size of between 0.5 and 3.0μm, which the lattice constant is: a = 0.3030 nm, c = 0.3232 nm. The TiB2 particles with faceted {0001} basal and {1-100} prism planes tend to be the nucleus of the Al matrix, and it was pointed out in the literature that heterogeneous nucleation of α-Al was thought to happen more easily on the {0001} surface [27]. But the TiB2 particles in the remelted Al-5Ti-1B master alloy at 950°C could still appear. This might indicate that TiB2 particles could be stable at high temperature.
(a) and (b) TEM image showing the morphology of the TiB2 particles; (c) spot-scanning analysis on that particles; (d) selected area electron diffraction (SAED) pattern taken from a Figure 5(b) particle;((e) TEM image showing the morphology of the TiAl3 phase; (f) selected area electron diffraction (SAED) pattern taken from a Figure 5(f) phase.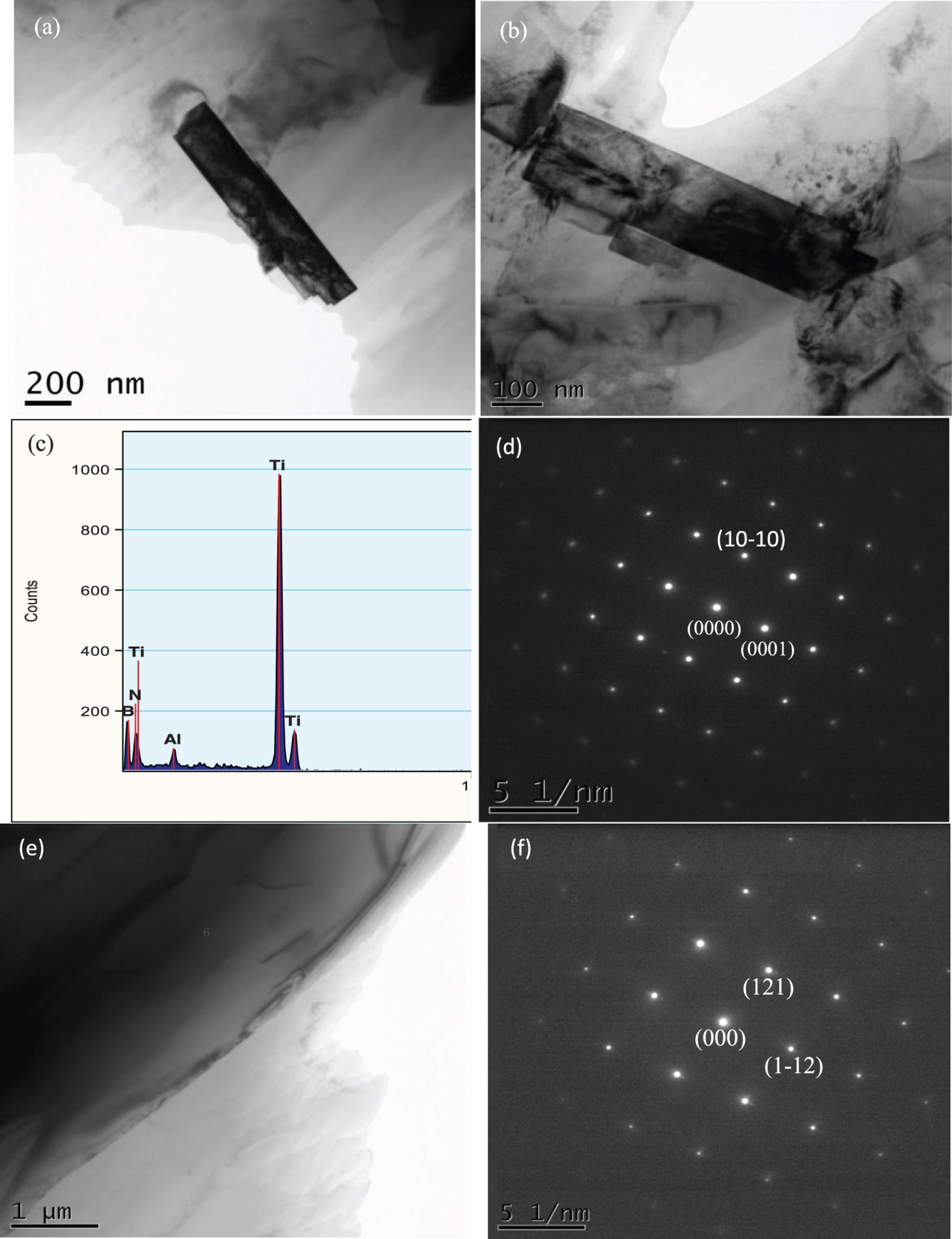
However, according to previous studies, it was difficult for TiB2 particles to be directly served as the sites of effective heterogeneous nucleation of α-Al [28]. Figure 5(e,f) illustrates TEM morphology and selected area electron diffraction (SAED) pattern of the TiAl3 phase in in the remelted Al-5Ti-1B master alloy at 950°C. Meanwhile, based on the results of the selected area electron diffraction (SAED) pattern (Figure 6(a)) and the high-resolution image of Al/TiB2 interface (Figure 6(c)), there may be a nano-sized TiAl3 atomic layer at the Al/TiB2. The reason for this result may be that the atomic mismatch between Al atoms (1.434 Å) and Ti atoms (1.445 Å) is very small and the surface atoms of TiB2 crystal are partially unstable at high temperature. Then the atoms in the Ti-rich region diffuse to the surface of the particles and form an two-dimensional TiAl3 atomic layer under a concentration gradient.
(a) selected area electron diffraction (SAED) pattern taken from a TiB2 particle and Al matrix; (b) the indexed pattern corresponding to (a); (c) HRTEM image showing the Al/TiB2 interface with parellel direction of [01-10] TiB2 and [01-1] Al.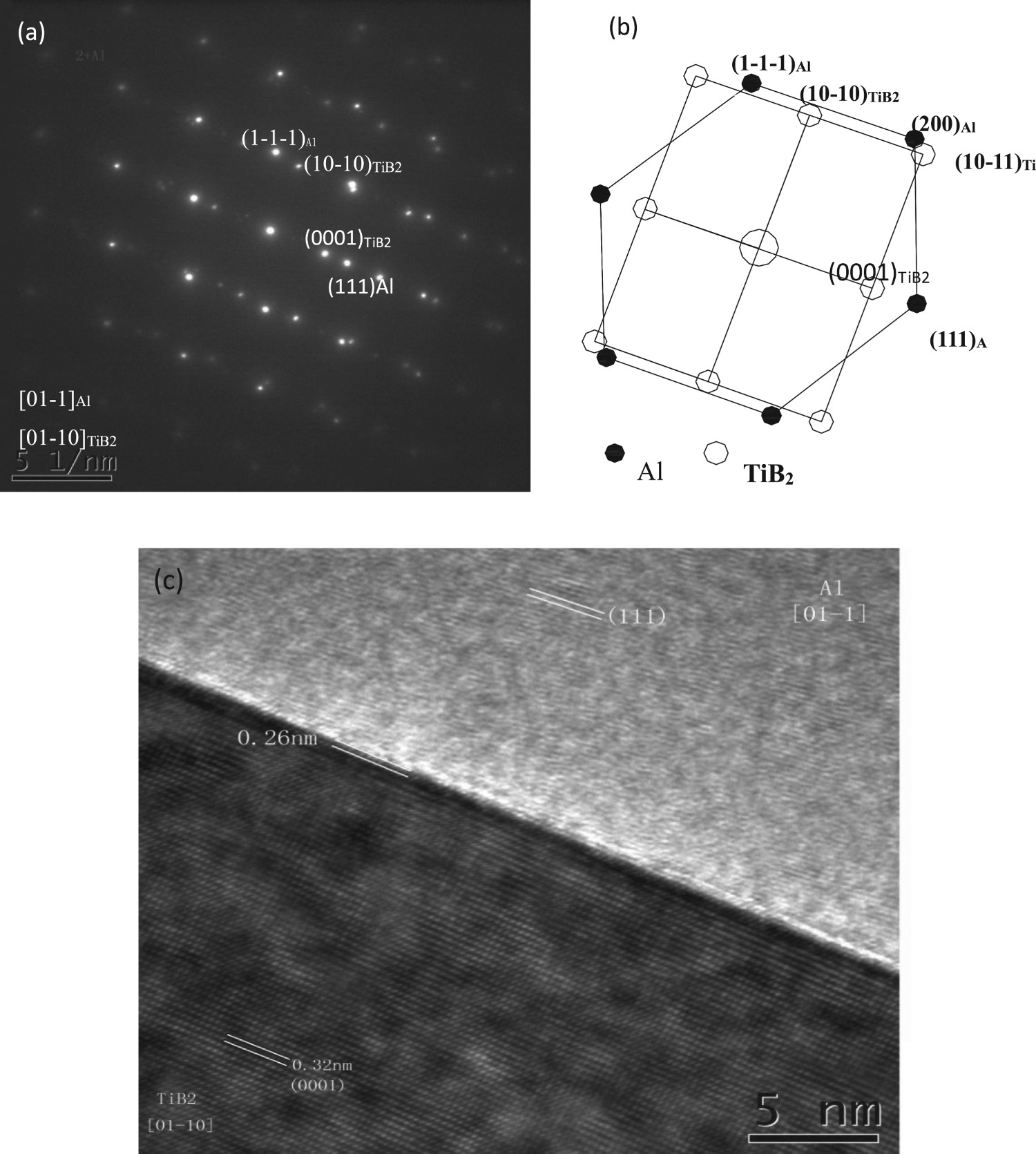
By using MD simulation technology, it has been proved that a monolayer of TiAl3 2D could be stable at the Al/TiB2 interface [25,29]. Therefore, the Al/TiB2 interface was likely to exist TiAl3 2D. It was also found the (1-12) plane of TiAl3 (0.26 nm measured from Figure 6(c)) and the (111) plane of Al matrix had a good bonding relationship. Results of analysis according to Figure 6, we found that the observed atomic monolayer at the Al/TiB2 interface was a (1-12) TiAl3 2D, and these results give the following well-defined orientation relationship (OR) among the Al, TiB2 and TiAl3:
(111)[01-1]Al // (0001)[01-10]TiB2 // (1-12)[-513]TiAl3.
Although the TiAl3 does not directly act as sites of heterogeneous nucleation, the atomic layer formed on the surface of TiB2 plays a key role in the heterogeneous nucleation of TiB2 particles.
Dissolution of the TiAl3 2D adsorbed on the surface of TiB2 particle
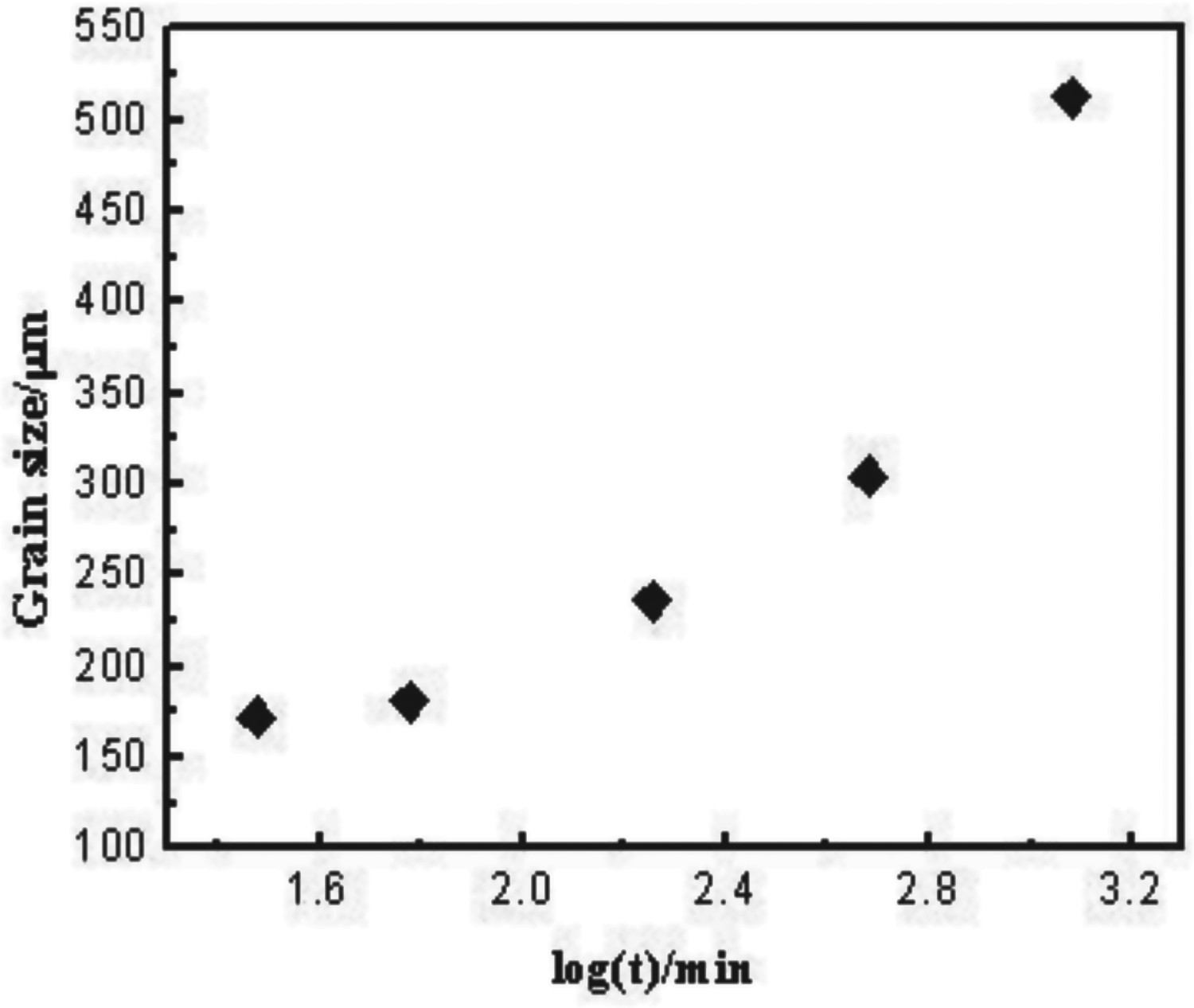
When Ti concentration exceeds 0.15%, the bulk TiAl3 phase (there-dimensional) is stable in liquid aluminium [27,30], and recently Fan et al. proposed that TiAl3 2D is stable in concentrated Al-Ti solution [28]. This means that the formation of stable TiAl3 2D on TiB2 particles requires the absorption of large amounts of Ti atoms into the (0001) TiB2 particle surface. To confirm this, 0.2 wt-% remelted Al-5Ti-1B master alloy was added into commercial pure Al and isothermal experiment was carried out at 720°C. Figure 7 showed the macro-grain structure at different holding time. When the isothermal time was 1 h, the grain of pure Al was still fine and equiaxed structure, which it showed that TiAl3 2D formed on TiB2 particle still existed stably at this time. However, when the isothermal time (Figure 8) reached 8 h, fine and equiaxed grains began to coarsen. This indicated that metastable TiAl3 2D on TiB2 particle gradually failed. Isothermal experiments showed that the formation of TiAl3 2D on TiB2 particle could last several hours, but it would dissolve after prolonged isothermal time. As shown in Figure 7(e), after 20 h of isothermality, the grain size was especially coarse. On this basis, after adding a trace amount of titanium powder to make the aluminium melt with supersaturated Ti atoms, the grain structure is as shown in Figure 9. Interestingly, the coarse-grained structure was transformed into fine-grained structure again. This showed that the formation of TiAl3 2D on TiB2 particle could be stable when there were excessive Ti atoms. The TiAl3 around the TiB2 particles releases a large number of Ti atoms during heat preservation, and then diffuses continuously to all sides under the concentration gradient. However, with the prolongation of holding time, the dissolution rate of the TiAl3 decreases gradually until it disappears completely, resulting in the continuous decrease of Ti atom concentration around the TiB2 particles. At this time, the decrease of Ti atoms absorbed on the surface of TiB2 particle may destroy the stability of TiAl3 2D and cause dissolution.
Grain structures of pure Al with the 0.2 wt-% remelted Al-5Ti-1B master alloy to pure Al was held at 720°C for (a) 30 min; (b) 1 h; (c) 3 h; (d) 8 h and (e) 20 h, respectively. The grain size after adding the 0.2 wt-% remelted Al-5Ti-1B master alloy to pure Al was held at 720°C for (a) 30 min; (b) 1 h; (c) 3 h; (d) 8 h and (e) 20 h, respectively. A grain structure obtained by adding the 0.2 wt-% remelted Al-5Ti-1B master alloy to pure aluminium at 720°C for 20 h, and adding a certain amount of Ti powder before casting.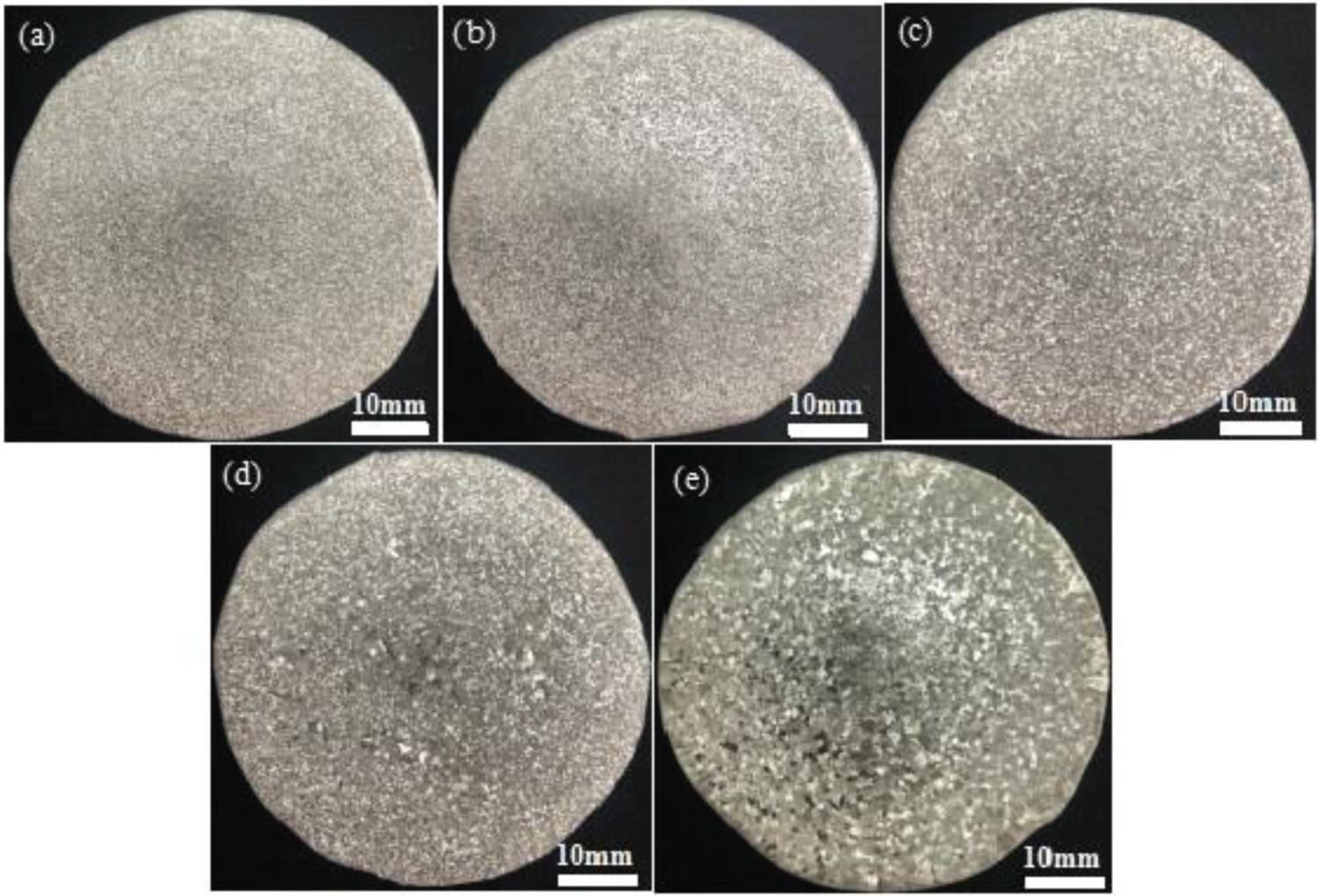
An atomic pattern of TiAl3 2D (Figure 10) was constructed at the TiB2 particle interface to simulate the formation process. TiAl3 phase dissolves continuously in a short time, releasing a large number of Ti atoms and forming Ti-rich region. Ti atoms under concentration gradient are segregated to the surface of the TiB2 particle, and finally form a stable TiAl3 atomic layer to reduce its interface energy. Then the surface of the TiB2 particle with TiAl3 2D would happen a peritectic reaction to form α-Al. Further, TiAl3 2D formed on the surface of TiB2 is not easily dissolved although it is not thermodynamically stable.
Schematic illustration of the mechanism for heterogeneous nucleation of Al on (0001) surface of TiB2 particle which has a (112) TiAl3 2D monolayer.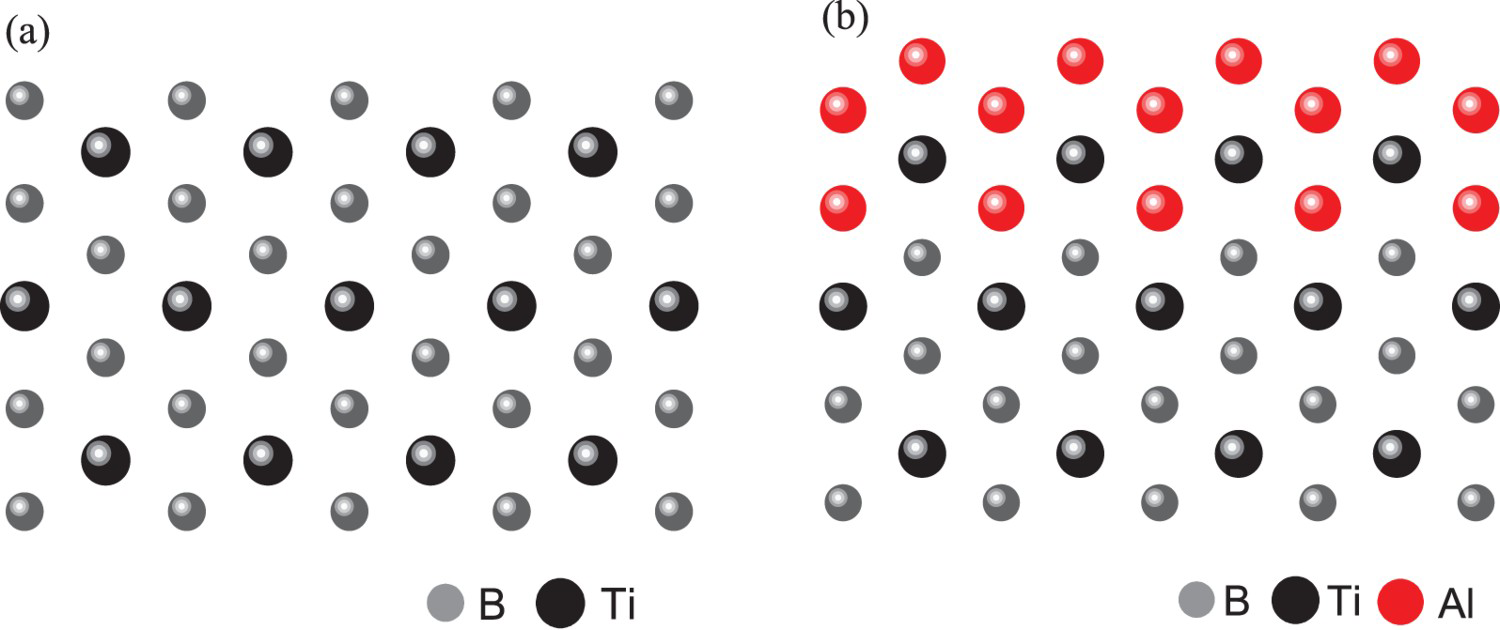
Effect of the TiAl3 2D absorbed on the TiB2 particle
This nucleation process not only emphasises the role of TiB2 particles, but also affirms the auxiliary effect of excess Ti in the melt. It also proves that the relationship between the size of solute atom and that of Al atoms and the formation of stable TiAl3 2D on the surface of TiB2 are the key factors for nucleation. In fact, the grain refinement process is very complex, involving both smelting conditions and solute elements. A large number of effective nucleation particles are the key to heterogeneous nucleation, which not only provides more nucleation opportunities, but also inhibits grain growth from each other.
A epitaxial nucleation model by Fan proposed a theory could measure the lattice misfit between the solid and the substrate at the moment of nucleation. The calculated lattice misfit between (0001) TiB2 and (111) α-Al is –4.22% at 660°C, but the lattice misfit of TiB2 particles with the TiAl3 2D was reduced to 0.09% [25]. This indicated A epitaxial nucleation model by Fan proposed a theory could measure the lattice misfit between the solid and the substrate at the moment of nucleation. The calculated lattice misfit between (01) TiB2 and (111) α-Al is –4.22% at 660°C, but the lattice misfit of TiB2 particles with the TiAl3 2D was reduced to 0.09% [25]. This indicated that TiAl3 2D formed on the surface of TiB2 caused the atomic arrangement on one crystal plane of the substrate and, one crystal plane of the crystalline phase combined in an almost perfect way and realised the better coherent interface. This work demonstrated that TiAl3 2D acted as an important bridge between the solid phase and the substrate in the nucleation process.
Conclusions
The remelting temperature significantly affects the morphology and size of the TiAl3 phase in the Al-5Ti-1B master alloy, that is, the TiAl3 phase is a block-like at the low-temperature melting condition (750°C), and at the high-temperature melting condition (above 950°C) the TiAl3 phase is a needle-flake-like. After adding Al-5Ti-1B master alloy with different morphology TiAl3 into pure aluminium, the grain refinement effect is basically not affected. The observed atomic monolayer at the Al/TiB2 interface is a (1-12) TiAl3 2D, and there are well orientation relationships among the Al, TiB2 and TiAl3: (111)[01-1]Al // (0001)[01-10]TiB2 // (1-12)[-513]TiAl3. The Ti atoms in the Ti-rich region diffuse to the nearby TiB2 particle under a concentration gradient and combine with Al atoms to form TiAl3 2D by peritectic reaction on the surface of the TiB2 particle. The TiB2 particle with (1-12) TiAl3 2D in Al-5Ti-1B master alloy acts as the best effective nucleation sites for α-Al, resulting in a microstrure with the uniform and fine equiaxed grains.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.