
Abstract
The dry sliding wear behaviour of the AZ91–2.0Ca–0.3Sb alloy and the AZ91–2.0Ca–0.3Sb–xSiCnp nanocomposites have been investigated. The wear rate is lower for all the nanocomposites compared to the alloy. All the nanocomposites demonstrate the lower specific wear rates than the alloy. Among the nanocomposites, the one containing 2.0SiCnp exhibits the best tribological performance. The values of the coefficient of friction are lower for the nanocomposites than the alloy. The abrasion, adhesion, oxidation, and delamination are the dominant wear mechanisms. The 3D topography depicts that the addition of SiCnp to the AZ91–2Ca–0.3Sb alloy results in the reduced surface roughness during the wear tests, confirming the superior wear behaviour of the nanocomposites compared to the alloy.
Keywords
Introduction
The use of magnesium (Mg) alloys increased significantly in automobile industries because of their high specific strength, better damping capacity, and good castability in contrast to steel and aluminium alloys [1]. Among the Mg–Al–Zn alloys, the AZ91 alloy is the most commercially used in the temperature independent automobile parts because of its good room temperature mechanical properties, corrosion resistance, and damping capacity [2]. The application of the AZ91 alloy in automotive powertrain components, which experience high temperature as well as subjected to wear and friction, is limited because of its poor elevated temperature (beyond 403 K) mechanical properties and wear resistance[3–5]. In the last decade, researchers have effortlessly tried to improve the elevated-temperature stability of the AZ91 alloy by different alloying additions of elements like Ca, Bi, Si, Sb, Sr, RE and so on [6]. These elements react with Mg and/or Al and form thermally stable secondary phases at the grain boundaries, which efficiently obstructs the dislocation movement and sliding of grain boundaries at an elevated temperature. The researchers investigated the wear behaviour of the AZ31 [7] and the AZ91 [8–12] alloys with and without elemental additions. However, the improvement in wear properties of the AZ91 alloy with trace-addition is limited owing to the relatively lower hardness and strength of the modified alloys.
The incorporation of ceramic micron-particles improved the tribological properties of the Mg alloys considerably [13]. The wear response of the Mg–SiCp composites was investigated by Lim et al. [14] and inferred that composites presented enhanced wear resistance at lesser load; nevertheless, it was not conclusive at higher load. The wear response of the AZ91 alloy incorporated with TiC particles was examined by Franco et al. [15] and deduced that the wear performance of the alloy was superior relative to the composites in the given conditions. Qing et al. [16] assessed the wear response of stir-cast ZA43 alloy and ZA43–TiCp composite and concluded that the alloy presented inferior wear resistance than the composite. Nonetheless, the addition of nanoparticles to Mg alloys revealed a significant development in the mechanical characteristics, including the wear behaviour contrasting to the micron-particles reinforced Mg alloys [17]. Korayem et al. [18] studied the wear characteristics of 2.0Al2O3 (wt-%) nanoparticles reinforced Mg as well as the AZ31 alloy. In their investigation, the nanocomposites showed lower wear rates than the base material. Lim et al. [19] investigated the wear behaviour of pure Mg reinforced with nano-Al2O3 particles and concluded that the wear resistance of the nanocomposites increased with an increase in particle content. Shanti et al. [20] concluded that the additions of both Ca and nano-Al2O3 particles enhanced both the hardness and the wear resistance of the AZ31 alloy. The wear behaviour of the AZ31 alloy reinforced with nano-Al2O3 and carbon nanotubes have been studied by Lu et al. [21]. They reported that the nanocomposites had lesser wear than the base alloy. Selvam et al. [22] examined the dry sliding wear behaviour of the ZnO reinforced Mg matrix nanocomposites. They observed that the wear rate increased with the increase in load and sliding speed. Turan et al. [23] reported that the wear behaviour was improved with the increase of graphene in pure Mg. Kaviti et al. [24] inspected the influence of BN nanoparticles on the wear response of the monolithic Mg and reported that Mg with 0.5% BN demonstrated the minimal wear rate and friction coefficient in contrast to Mg. Kumar et al. [25] assessed the tribological response of Y2O3 and ZnO nanoparticles incorporated Mg–0.4Ce and suggested that the ZnO containing nanocomposite presented bettered wear resistance relative to the Y2O3 containing nanocomposite. Güler et al. [26] appraised the wear characteristics of the ZA27 alloy reinforced with Al2O3 as well as graphite nanoparticles and concluded that the rise in Al2O3 nanoparticles positively influenced the wear response of the ZA27alloy. In our recent investigation, it was concluded that the additions of SiC nanoparticles (0.5, 1.0 and 2.0) (wt-%) to the AZ91–2.0Ca–0.3Sb (wt-%) alloy significantly improved its creep resistance [27]. However, the wear behaviour of these newly developed nanocomposites targeted for the application in automobile powertrain components is not yet known, which is investigated in the present manuscript.
Therefore, the present work investigates the dry sliding wear behaviour of the squeeze-cast AZ91–2.0Ca–0.3Sb alloy reinforced with various volume fractions of SiC nanoparticles (SiCnp) targeted for the application in automotive powertrain components that are in continuous sliding contact with each other. The hardness, volumetric wear rate, specific wear rate, wear coefficient, and the coefficient of friction were measured from the sliding wear tests. The worn surfaces, as well as the wear debris, were characterised, and the 3D topography of the surface was mapped to understand the wear mechanisms.
Materials and methods
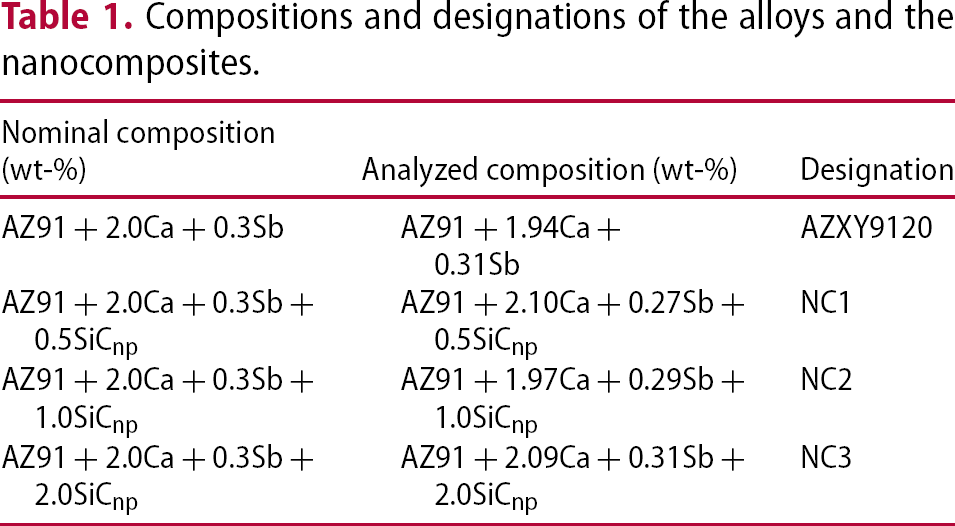
Compositions and designations of the alloys and the nanocomposites.
The dry sliding wear tests were conducted according to the ASTM G99 standard by employing a pin-on-disc setup (Magnum, India). The pin specimens having a diameter of 6 mm and a height of 20 mm along with a steel disc having 120 mm diameter and 6 mm thickness with a hardness of HRC 60 and roughness of 0.6 µm were used. All the tests were carried out in an open atmosphere under dry sliding condition. The tests were conducted at normal loads of 10, 20, 30 and 40 N at a constant sliding velocity of 1.2 m s−1 for a sliding distance of 1000 m with temperature and relative humidity maintained at 298 K and 40–60%, respectively. Before each experiment, the pins were polished using 800, 1000, 1200, 1500, and 2000 grit emery papers to produce a smooth surface. The beginning roughness (Ra) of the alloy was 0.4 µm, and the same for the nanocomposites varies from 0.4 to 0.5 µm. The wear debris obtained from the previous test was removed from the disc, and the surface was cleaned with acetone. The weight of the pin specimens before and after the sliding tests was measured using a weighing balance of ±0.0001 g accuracy. The weight loss of the pin specimen was estimated from the initial and final weight difference, which was converted to volumetric wear rate using the density of the specimens. The friction coefficient was calculated from the frictional force measured during the sliding process. For wear test, at a particular load, three specimens for each composition were examined. The wear rate has been expressed by taking the average of the values. Archard [28,29] proposed the following parameter ‘Wear coefficient’ that describes the relationship among the wear rate, hardness and the applied normal load for the abrasive and the adhesive wear:
The microstructures of the wear tested specimens and the wear debris were examined by a scanning electron microscopy (SEM) (JEOL JSM 6480LV) furnished with energy-dispersive X-ray spectroscopy (EDS) (OXFORD INCA X-ACT) and a field emission scanning electron microscope (NOVA NANOSEM 450) equipped with energy dispersive X-ray spectroscopy (EDS) (BRUKER 127 eV). The surface roughness of the worn specimens was measured employing a 3D optical profilometer (Bruker Contour GT).
Results and discussion
As-cast microstructures of the alloy and the nanocomposites
A detailed description of the microstructure of the alloy and the nanocomposites has been reported in our previous work [27] and is briefly highlighted here. Figure 1(a–d) demonstrates the SEM images of the AZXY9120 alloy and the AZXY9120–xSiCnp nanocomposites. The AZXY9120 alloy comprises of primary Mg (α-Mg), β-Mg17Al12 (M. P. 710 K), and reticular Al2Ca (M. P. 1352 K) phases and these were also observed in all the nanocomposites. The average grain size for the AZXY9120 alloy, the NC1, the NC2 and the NC3 nanocomposites obtained are 24.52 ± 2.52, 21.42 ± 3.52, 19.08 ± 2.79, and 16.22 ± 1.97 µm, respectively [27]. The addition of SiC nanoparticles to the AZXY9120 alloy resulted in a decrease in the grain size in all the nanocomposites, and the grain size was the finest in the nanocomposite having 2.0SiCnp (wt-%) (NC3). The micrographs also revealed that with an increase in SiCnp content in the alloy, the volume fraction of the β-Mg17Al12 phase reduced significantly, whereas the volume fraction of the Al2Ca phase increased. The NC3 nanocomposite has the lowest and the highest content of the β-Mg17Al12 phase and the Al2Ca phase, respectively. Additionally, the morphology of the β-Mg17Al12 phase considerably changed from massive lamellar structure in the AZXY9120 alloy to a thin platelike structure in the NC3 nanocomposite.
SEM micrographs of the (a) AZXY9120 alloy; (b) NC1, (c) NC2, and (d) NC3 nanocomposites [Reprinted with permission from reference 27].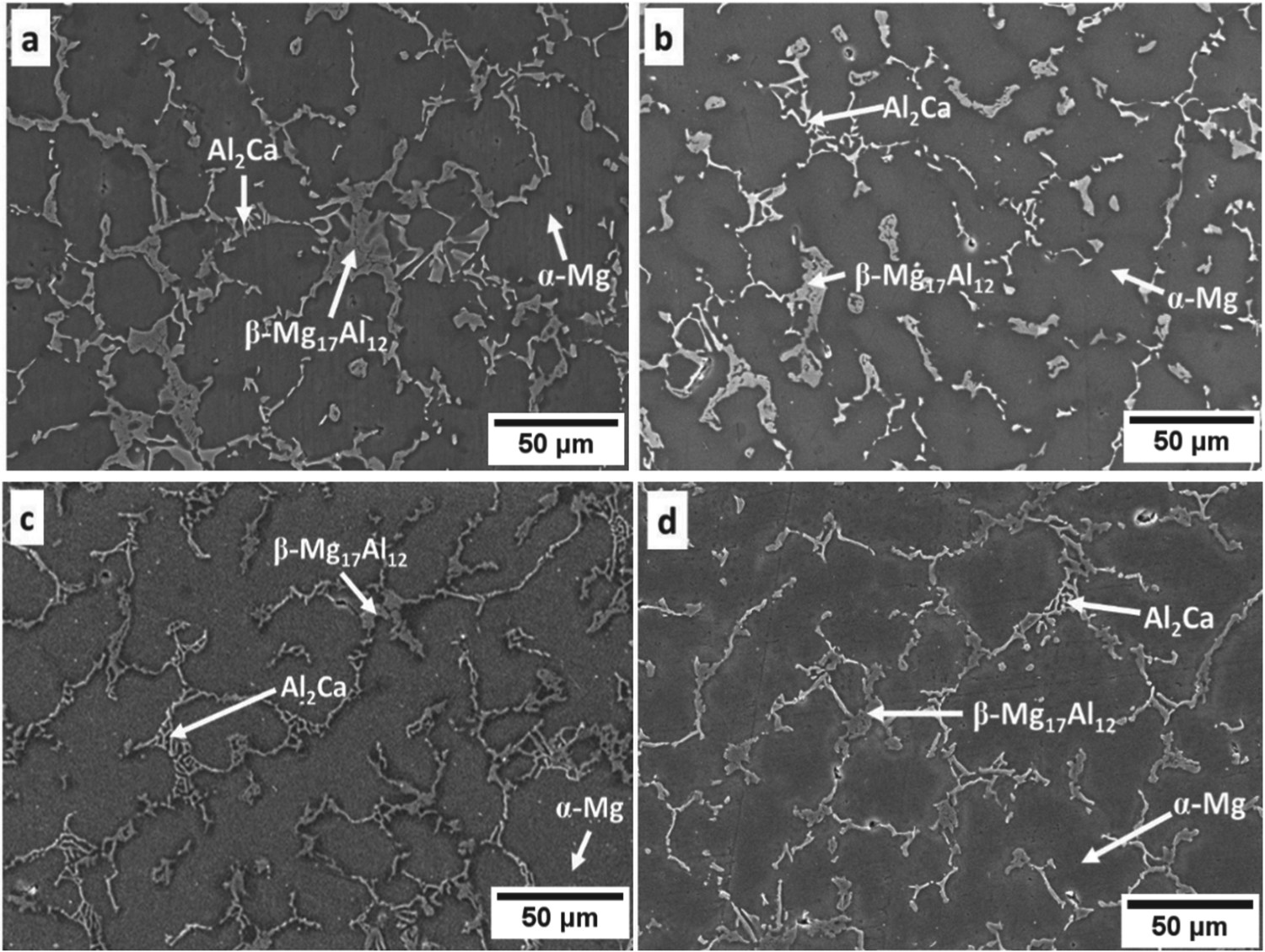
Dry sliding wear behaviour
According to Archard's model [29], the hardness of the alloy and the nanocomposites becomes a vital criterion to understand their wear behaviour. Figure 2(a) shows the Vickers hardness values obtained from the AZXY9120 alloy and the nanocomposites. All the nanocomposites illustrate higher hardness than the unreinforced alloy and the values increase with the increase in the SiC nanoparticle content in the nanocomposites. The improvement in the hardness is 8% for the NC1, 12% for the NC2, and 30% for the NC3 nanocomposites. Thus, the NC3 nanocomposite having the maximum amount of SiC nanoparticles, i.e. 2.0 (wt-%) has the highest hardness. The presence of SiC nanoparticles and Al2Ca phase in the nanocomposites impede the dislocation movement and provide a hindrance to the localised deformation, thus improving the hardness of the nanocomposites. Therefore, both the escalation in SiC nanoparticles and the resulting increase in the Al2Ca phase are important for the improved hardness. However, the increase in the Al2Ca phase formation was promoted by the existence of the SiC nanoparticles. Therefore, the contribution of the SiC was more compared to that of the Al2Ca phase. The increase in hardness following the nanoparticle additions to Mg alloys is reported by other researchers as well [30,31].
Variation of (a) average hardness values, (b) volumetric wear rate vs. SiC nanoparticles content as different loads, (c) the specific wear rate vs. SiC nanoparticle content, and (d) the wear coefficient vs. the average hardness for the alloy and its nanocomposites.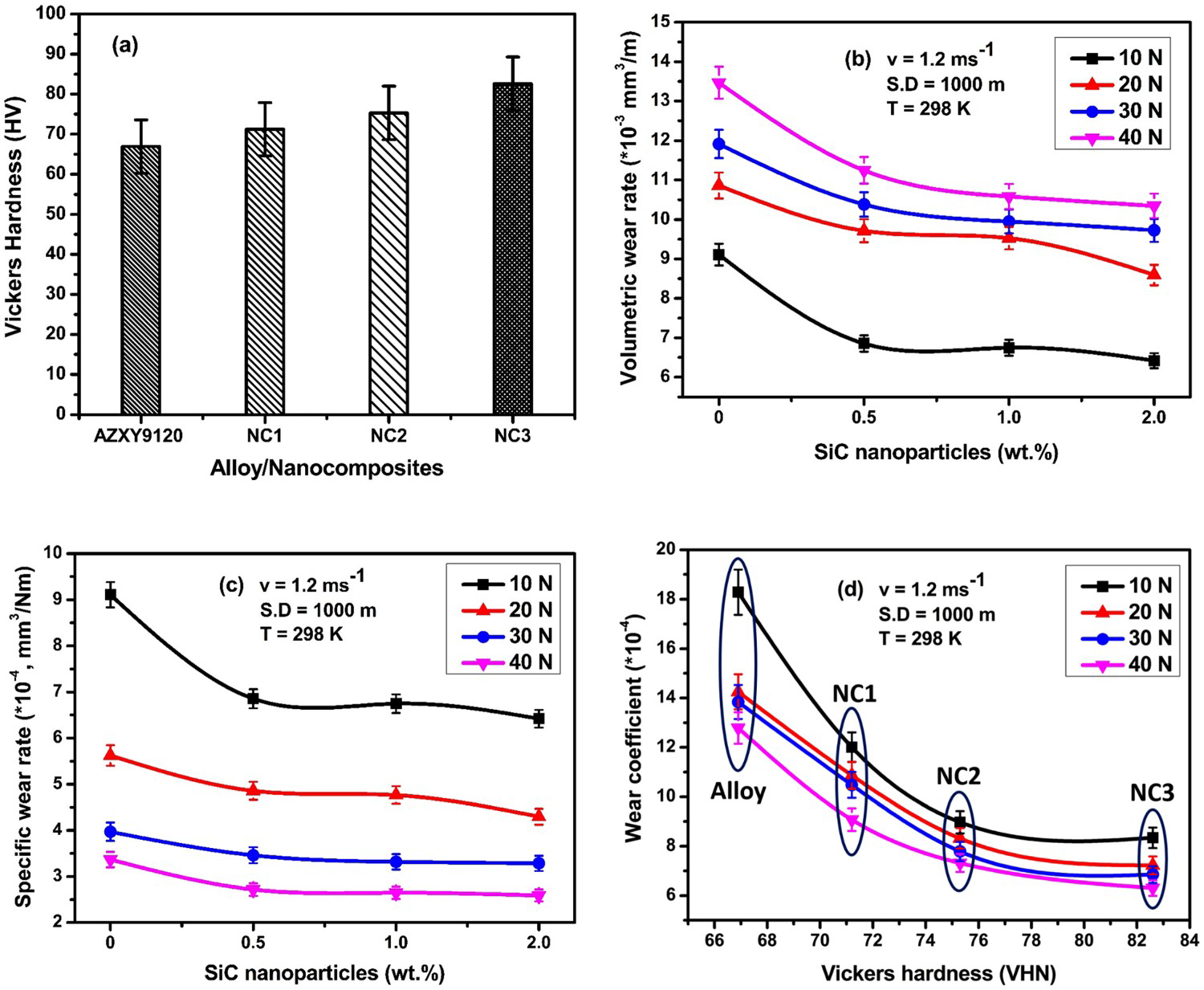
Figure 2(b) shows the variation of volumetric wear rate as a function of the SiC nanoparticle content at different loads. The plot demonstrates that as the load increases, the volumetric wear rate of both the AZXY9120 alloy and the nanocomposites increases, as expected. All the nanocomposites display lower wear rates compared to the unreinforced alloy in the load range employed. The wear rates of the NC1 and the NC2 nanocomposites remain in between that of the alloy and the NC3 nanocomposite. Among the nanocomposites, the lowest wear rate, i.e. 6.42 × 10−3 mm3 m−1 at 10 N was demonstrated by the NC3 nanocomposite, and it is 30% lower than the corresponding value, i.e. 9.11 × 10−3 mm3 m−1 of the AZXY9120 alloy. The reduction of wear rate in the nanocomposites was attributed to the increased hardness owing to the presence of hard SiC nanoparticles. The SiC particles possess very high hardness, and accordingly, the addition of plentiful SiC particles in the Mg alloy significantly augments the hardness of the composite. However, in the present investigation, the nanocomposites contain relatively low volume fraction of SiC (i.e. 2.0%). Thus, the high hardness of the SiC nanoparticles alone was not responsible for the improvement of wear resistance. The SiC nanoparticles, together with the Al2Ca phase, impeded the mobility of the dislocations, which improved the strain hardening and enhanced wear resistance. Therefore, the dislocation impediment played superior role compared to the hardness of the SiC nanoparticles. However, it is difficult to isolate individual contribution. As the content of SiCnp increases in the alloy, the effective interaction between the asperities and counter surface decreases, thus reducing the volumetric wear rate of the nanocomposites. It has been reported earlier that the addition of ceramic nanoparticles improved the matrix's hardness, strength, and modulus compared to the unreinforced alloy [32].
The specific volumetric wear rate is measured by dividing the volumetric wear rate with the corresponding normal load. The specific volumetric wear rate represents the load-carrying capacity of the material. Figure 2(c) shows the specific volumetric wear rate of the AZXY9120 alloy and its nanocomposites as a function of SiC nanoparticle content at different loads. It is observed that with an increase in load, the specific wear rate of the AZXY9120 alloy and the AZXY9120–xSiCnp nanocomposites decreases. Nonetheless, the nanocomposites show lower specific volumetric wear rates as compared to the unreinforced alloy. There is a 30% reduction in the specific volumetric wear rate of the NC3 nanocomposite at 10 N, and it reduces to 23% at 40 N compared to the AZXY9120 alloy. The specific volumetric wear rate of the NC1 and the NC2 nanocomposites remains in between the alloy and the NC3 nanocomposite. Among the nanocomposites, the lowest specific volumetric wear rate is exhibited by the NC3 nanocomposite that contains the highest amount of SiC nanoparticles (2.0 (wt-%)). This clearly shows that the nanocomposites have better load-carrying capacity compared to the parent alloy.
According to Archard equation [28,29], with the increase in load, the wear volume increases, whereas the wear volume decreases with an increase in hardness. Figure 2(d) illustrates the variation of wear coefficient as a function of hardness for the AZXY9120 alloy and the nanocomposites. It is observed that the wear coefficient decreases as the load applied increases for both the alloy and the nanocomposites. Among the nanocomposites, the NC3 nanocomposite having the highest hardness exhibited the lowest wear coefficient in the applied load range employed.
Figure 3(a,b) illustrates the variation of coefficient of friction vs sliding distance (m) for the AZXY9120 alloy and the NC3 nanocomposite as a representative plot for the nanocomposites. The figure demonstrates that the coefficient of friction declined with the increase in applied normal load for both the alloy and the NC3 nanocomposite. Nevertheless, the NC3 nanocomposite shows comparatively lower friction values than the AZXY9120 alloy in the given load range. Figure 3(c) illustrates the comparison of the coefficient of friction against the sliding distance for the alloy and all the nanocomposites at a constant load of 40 N. The figure reveals that at a constant load, the friction coefficient is the maximum for the AZXY9120 alloy, and it reduces with the SiC nanoparticles addition in the nanocomposites. Thus, the NC3 nanocomposite exhibited the lowest friction coefficient under the same loading condition. The coefficient of friction for the NC1 and the NC2 nanocomposites remains in between that of the alloy and the NC3 nanocomposite. Generally, the coefficient of friction is inversely related to the hardness of a metal. Higher is the hardness of a metal; lower is the extent of plastic deformation. Accordingly, the ability of the metals to adhere decreases resulting in lower friction. The observed trend of the coefficient of friction in the present investigation matches the trend reported in the literature [22,33].
Variation of the coefficient of friction with sliding distance at different loads for the (a) AZXY9120 alloy and (b) NC3 nanocomposites; (c) Variation of coefficient of friction with sliding distance at constant load of 40 N for the alloy and the nanocomposites.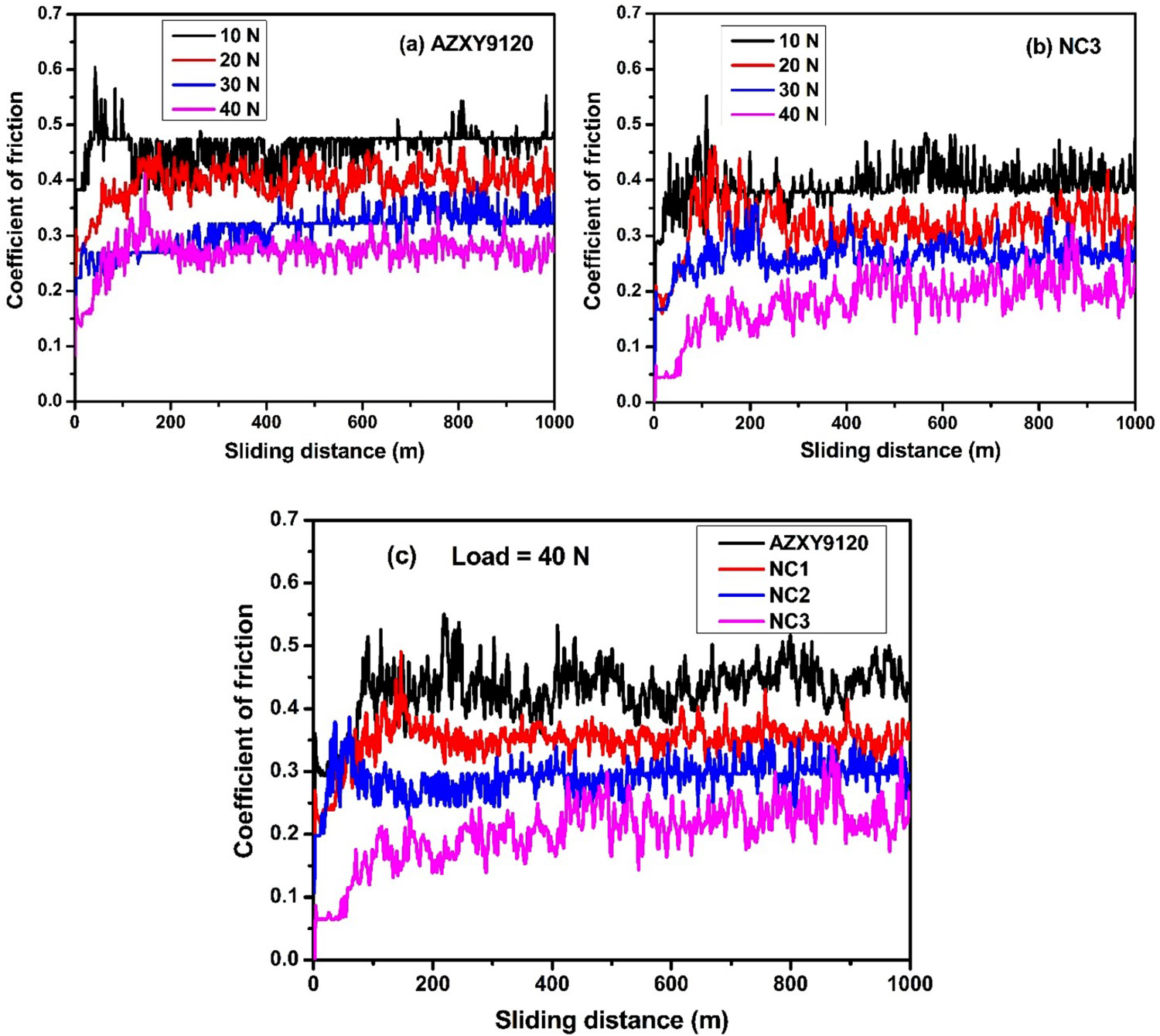
Effect of microstructure on wear behaviour
In the present investigation, the inferior wear resistance of the AZXY9120 alloy is accredited to its lower hardness owing to the presence of a higher amount of β-Mg17Al12 phase, and a lower amount of Al2Ca phase. The surface temperature generated during the wear test was 565 K, which is very high, considering the softening point of the β-Mg17Al12 phase (∼403 K). At this high temperature, the β-Mg17Al12 phase became soft. Accordingly, the resistance provided by the β-Mg17Al12 phase to the motion of dislocations is reduced. The dislocations cut through the phase easily resulting in a substantial plastic deformation with a meagre wear resistance of the AZXY9120 alloy. On the other hand, the Al2Ca (M. P. 1352 K) being a thermally stable and hard intermetallic phase than the β-Mg17Al12 phase, resists the plastic deformation by inhibiting the dislocation mobility. As a result of which the Al2Ca phase proliferates the strain hardening response of the nanocomposite, resulting in improved wear response. Hence, it is evident that the larger amount of the Al2Ca phase relative to the β-Mg17Al12 phase is beneficial for retarding wear deformation of the nanocomposites. Since the amount of the β-Mg17Al12 phase declined and the Al2Ca phase escalated with the incorporation of SiC nanoparticles, the SiC nanoparticles played a predominant part in the wear response of the nanocomposites. The wear response of the Mg-based nanocomposites depends mainly on the homogenous dispersion of the hard reinforcing particles in the base–metal, causing a significant improvement in the hardness and load-carrying capacity of the nanocomposites [18,22]. The SiC nanoparticles having higher hardness and modulus (450 GPa) than the matrix were dispersed in the grain as well as the grain boundaries. The nanoparticles substantially obstruct the dislocation motion by pinning down the dislocations, causing dislocations piled-up at their vicinity. The dislocations also formed loops around the particles by Orowan mechanism. This caused strain hardening in the nanocomposite; consequently, the strength, hardness, and the load-carrying competence of the nanocomposites increased, which collectively resulted in the declination of the wear rate of the nanocomposites.
Analysis of wear morphology and mechanisms
Figure 4(a,b) shows the representative worn surfaces of the AZXY9120 alloy and the NC3 nanocomposite tested at 30 N. The worn surfaces of both the specimens are covered with several grooves and scratches along the sliding direction, which is usually related to the abrasion wear mechanism [34]. Well-defined deep grooves are observed in the worn surface of the AZXY9120 alloy (Figure 4(a)), whereas in the NC3 nanocomposite (Figure 4(b)), the grooves and scratches are relatively lesser and finer than that in the alloy. The Archard's equation (Equation (1)) suggests that the metal having high hardness considerably resist the abrasion wear. Therefore, the deep groves observed in the AZXY9120 alloy is because of its lower hardness, whereas lower abrasion in the NC3 nanocomposite is attributed to its relatively higher hardness. Accordingly, the surface of the NC3 nanocomposite resisted the micro-cutting during sliding. Lim et al. [19] too testified that the abrasive wear is the governing mechanism for Mg reinforced with nano-Al2O3at 1.0 m s−1 and 10 N. Rodríguez et al. [35] reported the abrasive wear as the dominant wear mechanism for the rheo-cast AZ91 and AZ91/SiCp composite in the load range of 10–250 N and sliding speed of 0.1–1.0 m/s.
Typical grooves and scratch marks on the worn pin surfaces showing abrasion wear at 30 N for the (a) AZXY9120 alloy and (b) NC3 nanocomposite.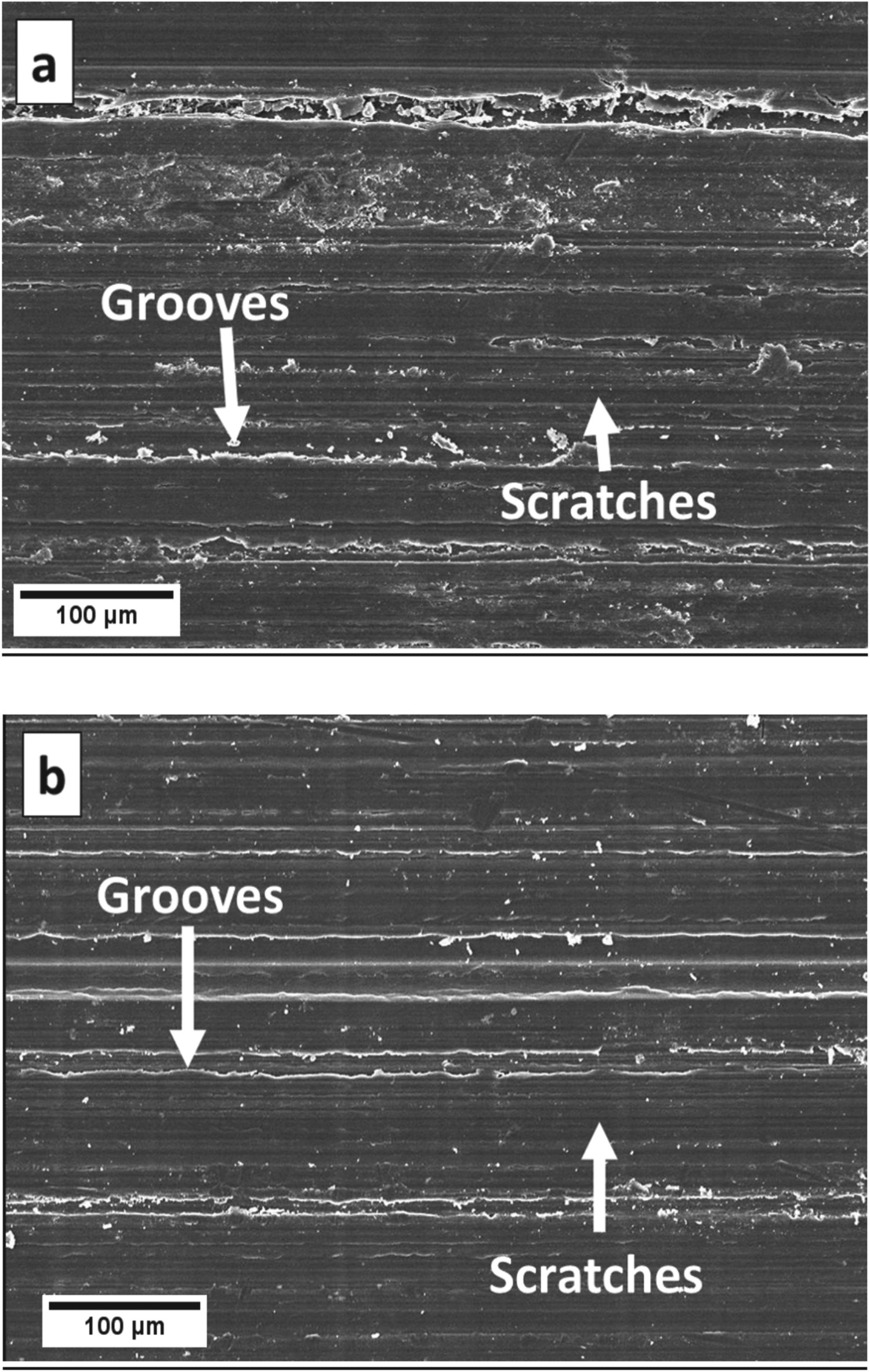
Figure 5(a,b) illustrates the presence of adhesive wear in the worn surfaces of the AZXY9120 alloy and the NC3 nanocomposite tested at 30 N. Rows with smearing and furrows are observed. Nonetheless, the adhesion is more significant in the unreinforced alloy, and it is the least in the NC3 nanocomposite. The NC3 nanocomposite with higher hardness displays better adhesion resistance. At higher load, a large amount of heat generated during friction induces softening of the material at the pin surface giving rise to more amount of adhesion between the pin specimen and the disc. Conversely, the presence of SiC nanoparticles mitigated the softening effect, and therefore, the nanocomposites exhibited better adhesion resistance than the unreinforced alloy. Lim et al. [14] reported that adhesive wear in Mg–SiCp composite was the dominant mechanism above 2.0 m s−1 and at a higher load of 30 N. Manivannan et al. [33]reported the presence of adhesive wear at a sliding speed of 0.5 m s−1 and 40 N load.
Typical rows of furrows and smeared surfaces on the worn pin surfaces showing adhesive wear at 30 N for the (a) AZXY9120 alloy and (b) NC3 nanocomposite. The typical oxide layer and wear debris covering the worn pin surfaces showing oxidation wear at 30 N for the (a) AZXY9120 alloy and (b) NC3 nanocomposite with the corresponding EDS spectra.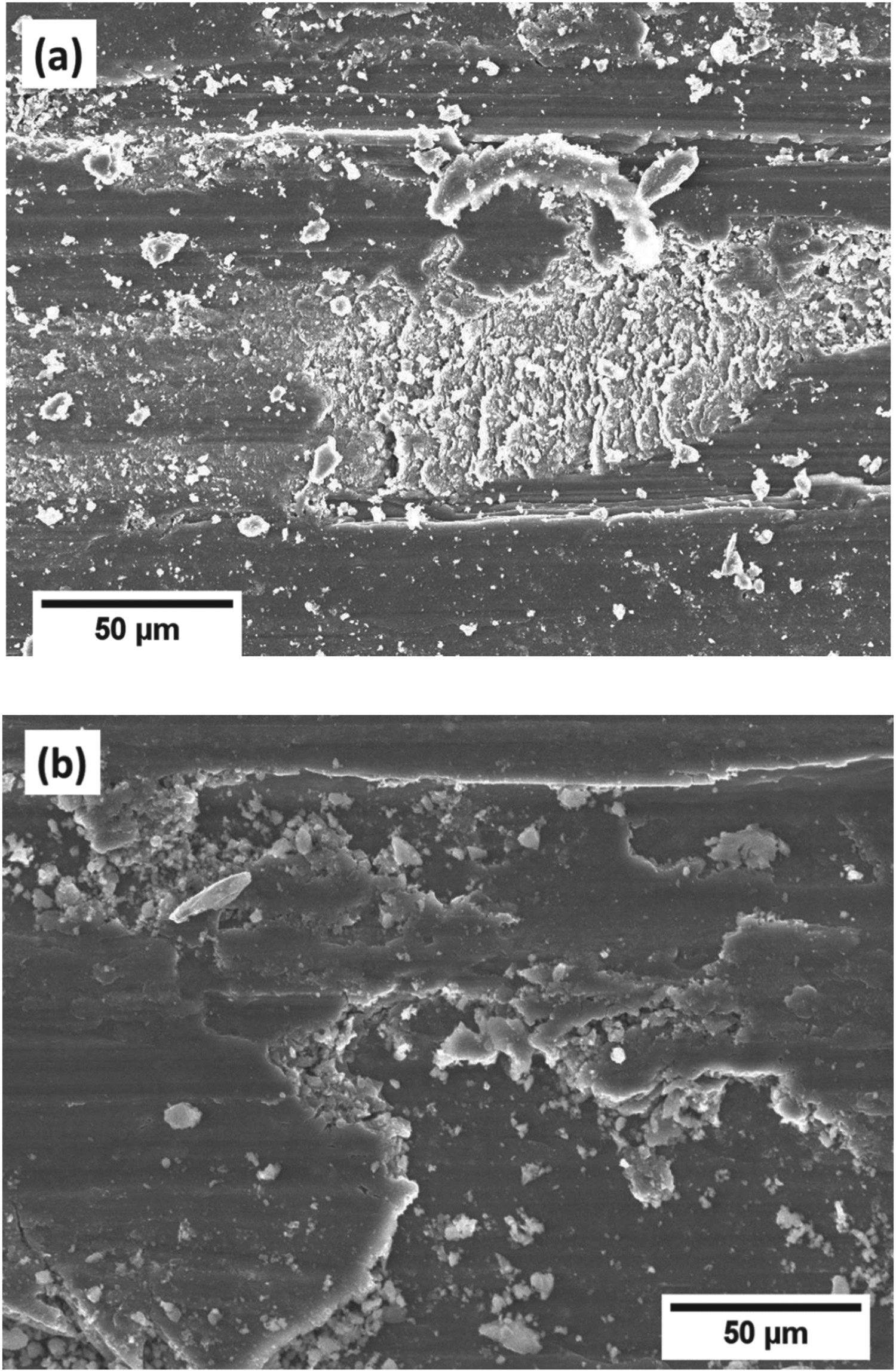
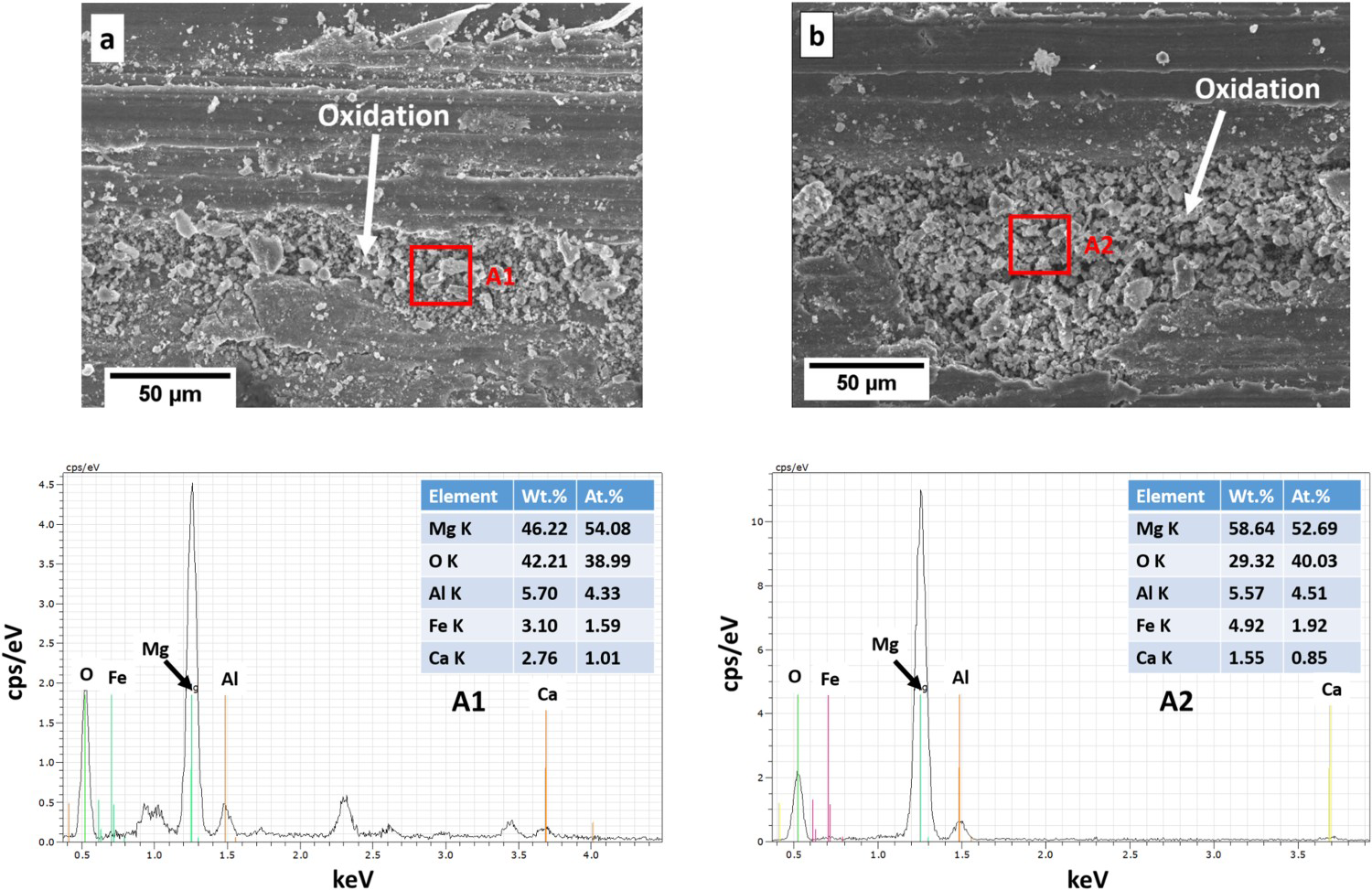
Figure 6(a,b) illustrates the presence of oxidised particles on the wear tested specimens at 30 N. The micrographs reveal several fine particles covering the pin surface and many of them are embedded inside the grooves. The presence of fine particles on the wear surface was attributed to the formation of oxide layers during sliding. The EDS spectrum taken from the worn surface of the alloy shows a composition of Mg–39.0O–4.3Al (at.-%) and the same taken from the surface of NC3 nanocomposite shows a composition of Mg–40.0O–4.5Al (at.-%). The appearance of prominent oxygen peaks along with the peaks of Mg in the EDS spectrum suggests the formation of magnesium oxide (MgO). Since the sliding was continuous, the valleys present on the pin surfaces collected the oxide debris and formed a protective layer. The thick oxide layers that formed on the pin surfaces protected them during sliding [14,22,33] and consequently, reduced the wear rate.
Continuous sliding results in the subsurface crack that grows gradually and reaches the surface leading to the removal of thin sheets of material. This mechanism is known as delamination wear [36]. Figure 7(a,b) shows the pin surfaces of the AZXY9120 alloy and the NC3 nanocomposite at 30 N, illustrating the presence of the delaminated layers. The number of delaminated layers present in the NC3 nanocomposite at 30 N is relatively lower than that of the AZXY9120 alloy. This is accredited to the presence of SiC nanoparticles, which delay the process of crack initiation and development, resulting in reduced delamination of the surface and improved wear resistance.
Typical shallow craters and thin sheets of material worn out of pin surfaces denoting delamination wear at 30 N for the (a) AZXY9120 alloy and (b) NC3 nanocomposite.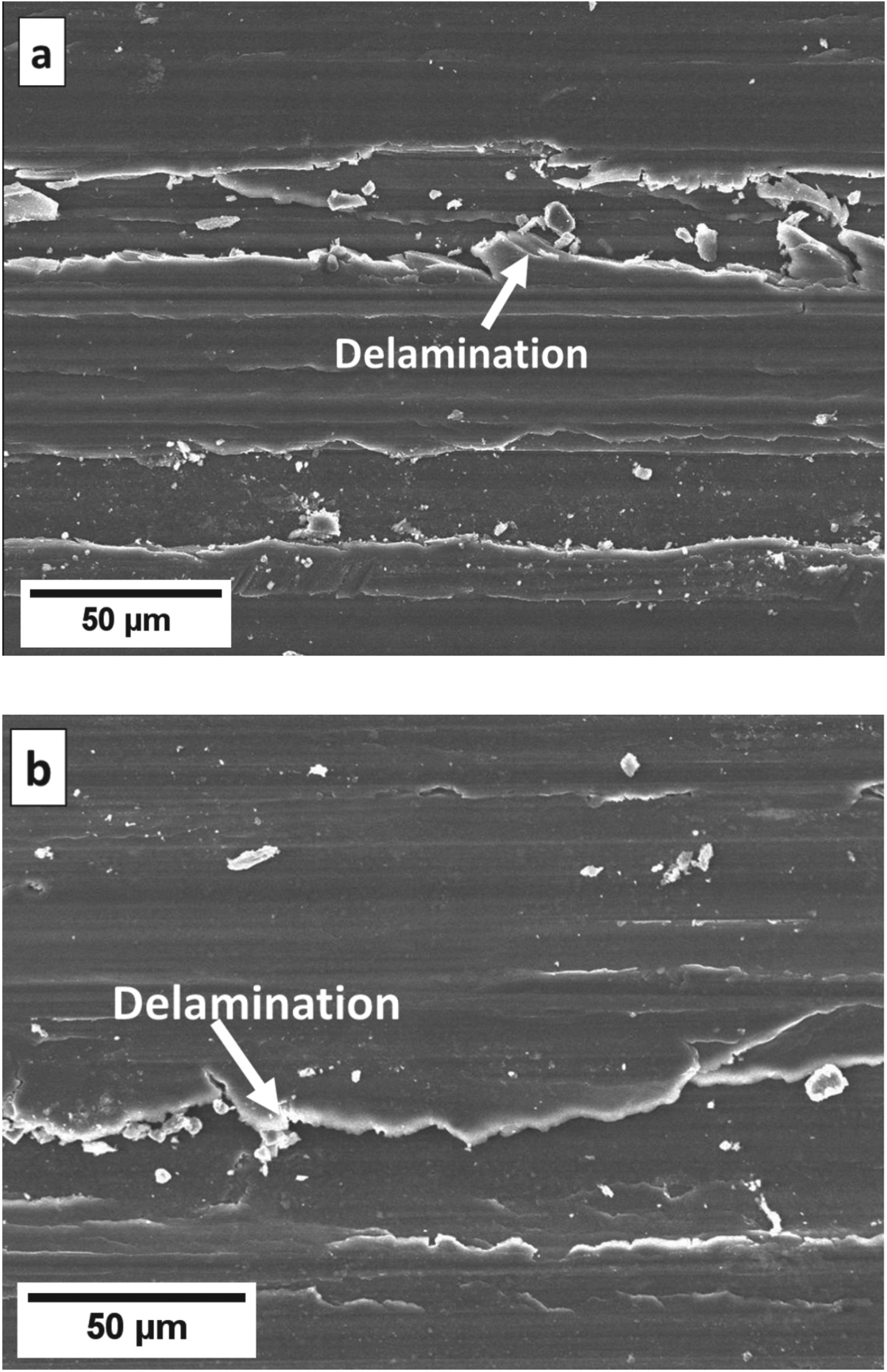
Analysis of wear debris
The SEM micrograph of the wear debris generated at 40 N of the AZXY9120 alloy shown in Figure 8(a) consists of several flakes or sheets surrounded with smaller particles. The EDS spectrum taken from a selected area displays an average composition of Mg–38.9O–4.33Al (at.-%), confirming the presence of a high amount of oxygen in the debris corresponding to the formation of MgO. Figure 8(b) shows the wear debris obtained from the NC3 nanocomposite after wear test at 40 N. It indicates the presence of similar flake or sheet-like structures, however, smaller in size and lesser in quantity than the unreinforced alloy. The EDS spectrum taken from a selected area in the debris of the NC3 nanocomposite shows an average composition of Mg–42.2O–4.4Al (at.-%), illustrating the presence of MgO in the nanocomposite as well. The occurrence of high oxide content in the debris is an indication of oxidative wear (confirmed previously from the SEM micrographs shown in Figure 6(a,b)). The presence of oxide particles in the debris is accredited to the frictional heat generated during sliding, causing surface oxidation and with continuous sliding, the removal of oxide particles took place. The formation of flake or platelike structure in the wear debris has also been reported previously during sliding wear of Mg composites [11,37]. It has been reported that the presence of SiCp particles facilitated the compaction of oxide films between the matrix and ceramic reinforcements, preventing the metallic contact, and accordingly results in the reduction of wear rate [38,39].
SEM micrographs showing wear debris generated at 40 N for the (a) AZXY9120 alloy; and (b) NC3 nanocomposites with the corresponding EDS spectra.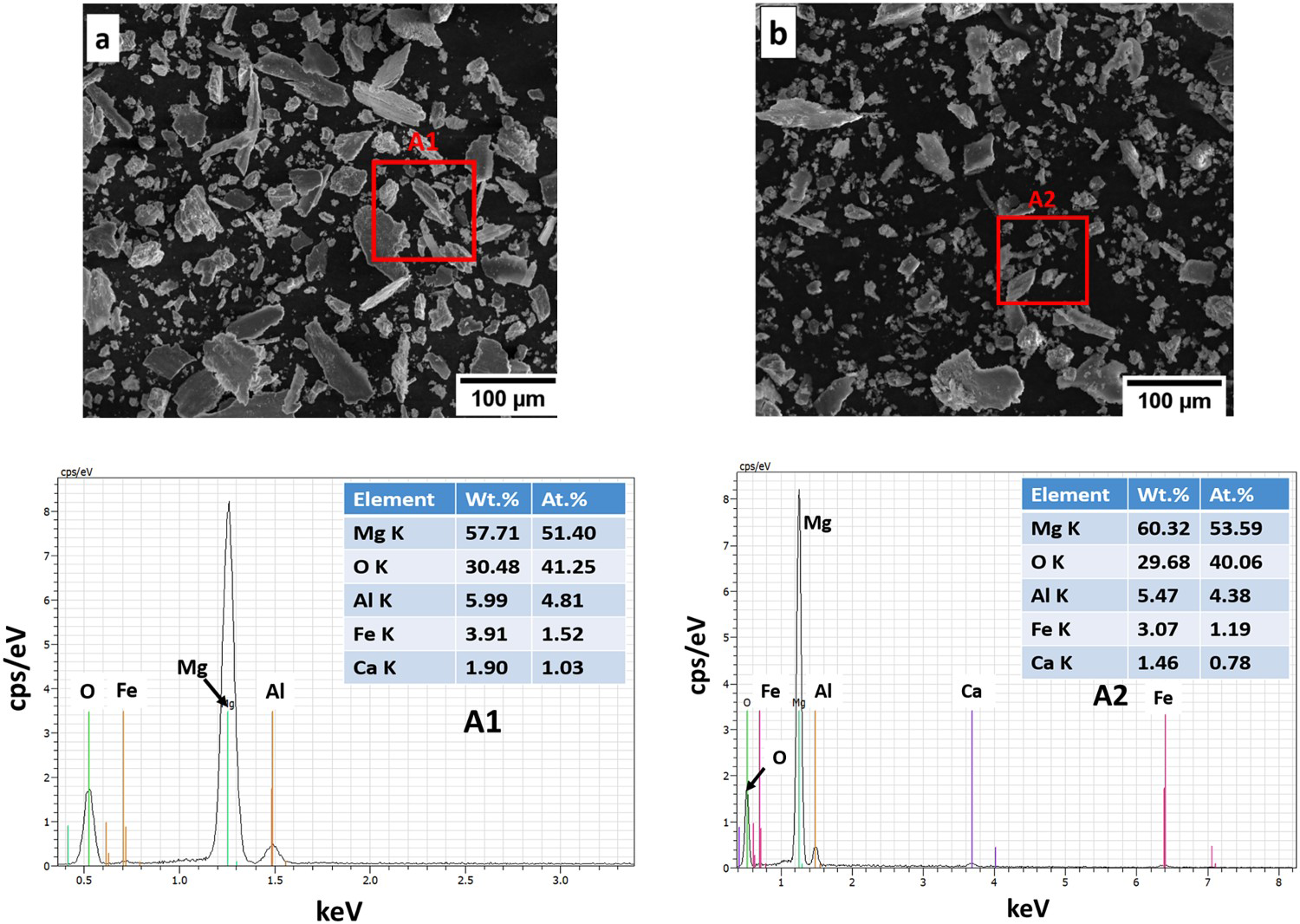
Estimation of surface roughness
Figure 9 illustrates variation of the surface roughness (Ra) values against the SiC nanoparticle content obtained after wear tests for the AZXY9120 alloy and the nanocomposites under the operating load range of 10–40 N. The surface roughness values measured after wear test provides a good correlation between the different mechanisms and the morphology of the worn surfaces [40]. The surface roughness (Ra) values of the AZXY9120 alloy and the nanocomposites increase with the increase in load. The AZXY9120 alloy illustrates the higher roughness, whereas the nanocomposites show lower roughness. Among the nanocomposites, the NC3 nanocomposite has the lowest roughness at a particular load. The high roughness of the AZXY9120 alloy was attributed to its high wear rate, which formed deeper grooves and ploughing due to its low hardness. The lower roughness of the nanocomposites was because of their lower wear rate causing the occurrence of finer scratches and relatively less ploughing due to their higher hardness.
Variation of surface roughness (Ra) after wear test against the SiC nanoparticle content for the AZXY9120 alloy and the nanocomposites at 10, 20, 30, and 40 N.
Figure 10(a–d) demonstrates the representative 3D surface topography of the wear tested AZXY9120 alloy and the NC3 nanocomposite. It is evident that the worn surfaces of both the alloy and nanocomposite possess a large number of deep valleys and peaks. The surface topography of the AZXY9120 alloy at 20 N shown in Figure 10(a) is covered with deep grooves and ploughs, causing a significant rough surface. When the load was increased to 40 N, the surface (Figure 10(b)) was severely damaged, accompanied by much deeper grooves and craters, resulting in a high rough surface. Figure 10(c) shows the 3D topography image of the worn surface of the NC3 nanocomposite at 20 N. The figure reveals the presence of shallow grooves resulting in a less rough surface compared to the unreinforced alloy. When the load was increased to 40 N, the grooves became relatively deeper (Figure 10(d)). However, it was lower as compared to that in the alloy at the corresponding load. Thus, it is clear from the above surface analysis that the NC3 nanocomposite is more wear resistant than the AZXY9120 alloy. The results obtained from the 3D topography in the present investigation are similar to those reported previously [33,40,41].
Three-dimensional view of the surface roughness of the wear tested specimens for the AZXY9120 alloy at (a) 20 N and (b) 40 N, and NC3 nanocomposite at (c) 20 N and (d) 40 N.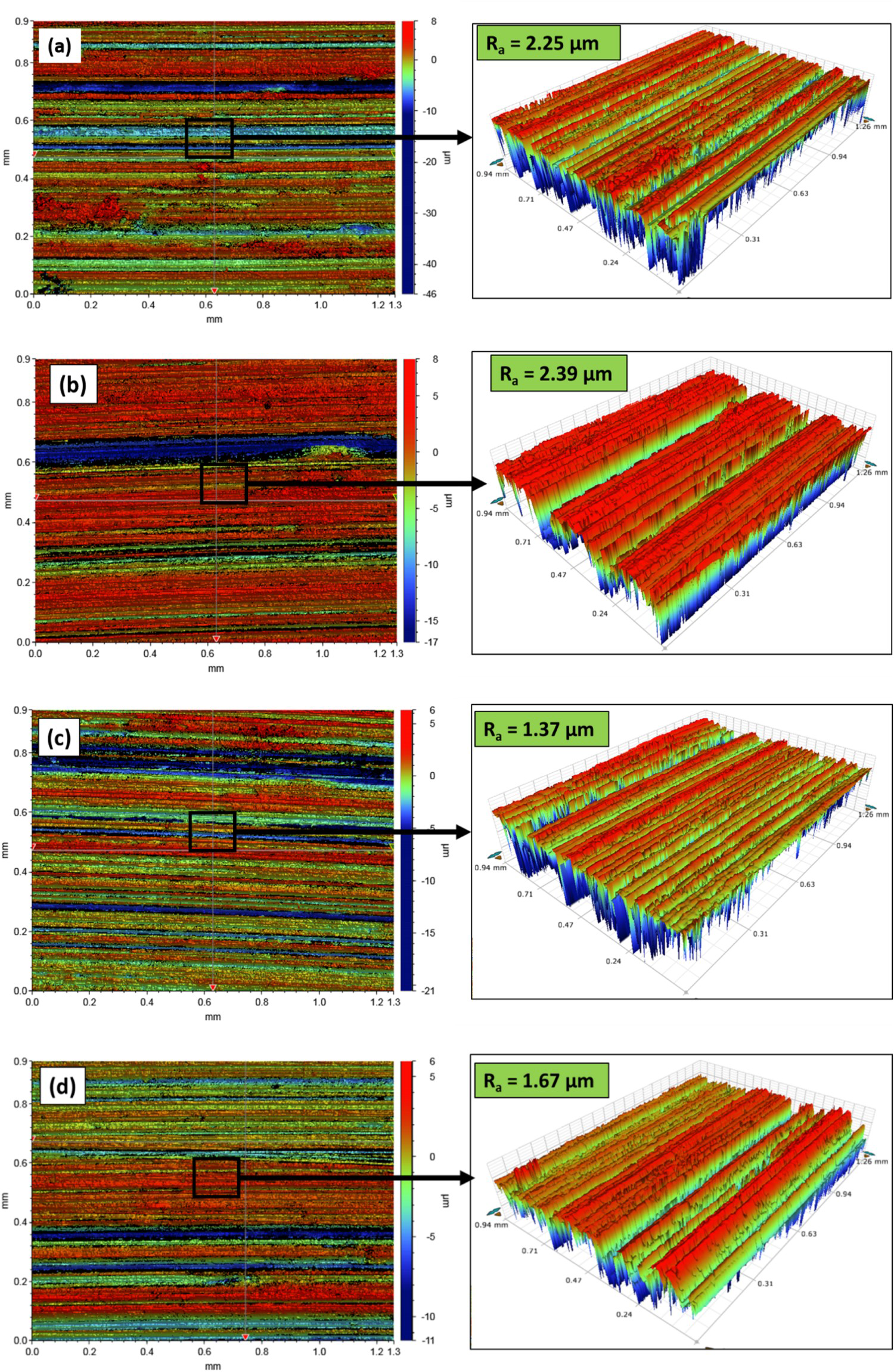
Conclusions
The key conclusions drawn from the present investigation are as follows:
The volumetric wear rate of all the nanocomposites was lessened compared to the AZXY9120 alloy at all the load range employed. The volumetric wear rate decreased considerably with the addition of SiC nanoparticles, and it was the lowest for the nanocomposite with 2.0SiC nanoparticles (NC3). The wear rate of the NC3 nanocomposites was lowered by 30% at 10 N and 23% at 40 N than the AZXY9120 alloy. The coefficient of friction as well as the surface roughness was lower in the nanocomposites compared to the AZXY9120alloy. The surface roughness of the NC3 nanocomposite was lower by 40% at 10 N and 32% at 40 N than the AZXY9120 alloy. The superior wear behaviour of all the nanocomposites compared to the unreinforced alloy was attributed to the presence of the hard SiC nanoparticles, the reduced amount of the β-Mg17Al12 phase and increased amount of the Al2Ca phase. The existence of the SiC nanoparticles together with the Al2Ca phase inhibited the dislocation mobility, resulting in the escalation of the hardness and the load-bearing capacity of all the nanocomposites. Under the experimental conditions used, the abrasion, adhesion, oxidation, and delamination wear mechanisms were operative in the alloy and the nanocomposites.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.