
Abstract
The role of C on microstructure and local chemical composition of an as-cast Ti42Al5Mn alloy was systematically characterised. Results show that C is enriched in α2, less dissolved in γ but depleted in βo phase. Crossing the C-solubility limit, approximately 0.3 at. %, leads to the precipitation of h-type carbides (Ti2AlC). Furthermore, a correlation between the lattice site preference and the C-solubility is rationalised by neutron powder diffraction technique, suggesting that Mn tends to substitute the position of Al site within the γ-phase (L10-lattice) with an occupancy rate of 4.31%. Consequently, fewer Ti6-type sites are formed where C is preferentially located. Finally, the interlamellar spacing and phase evolution as well as the preferential distribution of alloying elements are also evaluated.
Introduction
Intermetallic γ-TiAl alloys show decent oxidisation resistance and have good mechanical properties at elevated temperatures owing to the coexistence of metal bonds and covalent bonds, making them promising light-weight structural materials for high-temperature applications [1]. As reported by Kim et al. [2], General Electric (GE) has already put cast Ti48Al2Cr2Nb (in this paper all compositions are given in at. % unless indicated otherwise), termed 4822 alloy, into service for the last stages of the low-pressure turbine (LPT) of the GEnx™ engine in 2012, and Pratt & Whitney has also introduced Ti43Al4Nb1Mo0.1B, termed TNM alloy, into the last LPT stage of the new Geared Turbofan™ engine in 2016.
Multi-alloying is of leading importance to the alloy design strategy for advanced intermetallic γ-TiAl alloys, whereby the desired constituent phases with a fine-grained, globular and isotropic casting microstructure can be achieved by alloying with appropriate elements [3]. As a typical interstitial hardening element, the benefits of micro-alloying with C are summarised as following: first, as a strong α-stabiliser (approximately six times stronger as Al [4]), C is capable of counteracting the effects of β-stabilisers to a certain extent, yielding to a decrease in βo phase. Klein et al. [5] indicate that the presence of single α phase region stems from the addition of C in TNM+ alloy and hence the fully lamella or nearly fully lamella microstructures with controlled βo phase can be effectively obtained via a two-step heat treatment. Second, alloying with C helps to the dissolution of Mo in βo phase of TNM+ alloys [6], resulting in the improved structural stability of the βo phase. Thirdly, micro-alloying with C also gives rise to a substantial increment in strength due to solid solution hardening and/or precipitation of fine carbides [4,7-10]. Generally, the resulting enhancement of mechanical properties in C-containing TiAl alloys is either achieved by solid solution hardening or precipitation hardening.
However, with increasing C-content the solidification pathway changes from solidification via the β-phase to peritectic solidification, i.e. from L→L+β→β→α to L→L+β→α, leading to a coarse-grained columnar microstructure together with peritectic segregation [4]. Additionally, excessive C-content in alloys also gives rise to the precipitation of hexagonal carbide Ti2AlC, known to be less efficient to impede dislocation mobility corresponding to a loss of ductility at ambient temperature [11]. Thus, understanding the C-solubility limit which yields to the maximum precipitation hardening is of particular interest to the alloying concept. Over the past decade, a growing body of literatures has been centring on the critical C amount in Nb-containing TiAl alloys for the optimisation of alloy design [12-18]. Studies have revealed that the C-solubility limit differs in different alloy systems, for example, 1.4% [19] for Ti46Al8Nb alloy while only 0.75% [4] for TNM alloy. Such differences are likely to be attributed to the introduction of ternary or quaternary alloying elements, which strongly affects the lattice site preference in the crystal structure. As reported in Refs. [20-23], Nb helps to significantly increase the C-solubility due to the formation of the Ti6-typeoctahedral sites in γ phase, where C is preferentially dissolved.
As a typical β-solidifying γ-TiAl alloy, Ti42Al5Mn has gained increasing attention due to its superior deformability compared to conventional TiAl alloys [24]. We have recently reported its solidification pathway as well as the phase transformation behaviour [25-27]. However, as Nb and Mn differ in lattice site preference [28], the knowledge gained from Ti–Al–Nb system cannot be directly applied to Ti–Al–Mn systems. Thus, a systematical research regarding the role of C on the microstructure evolution and compositional changes in Ti42Al5Mn alloy is of great interests from both theory and application perspectives.
Therefore, in this work, the effect of C addition on the microstructure and element distribution within the constituent phases in Ti42Al5Mn alloy was fundamentally clarified. A correlation between the solubility limit for interstitials and lattice site preference was established by neutron diffraction technique. The obtained results are expected to advance the step-forward understanding of the role of C on a multi-phase TiAl alloy and thus provide the quantitative database for alloy design.
Experimental materials and procedure
Chemical compositions of the investigated alloys.
Cylindrical samples with a diameter of 10 mm and a length of 5 mm were sectioned from the centre of the ingots by wire electrical discharge and the cross-sections were subsequently grinded and polished by standard metallographic techniques. The casting microstructures were detected using a JEOL JXA-8530F field emission Electron Probe Micro Analyzer (EPMA) in Back Scattered Electron mode (BSE). Five EPMA-BSE images were randomly employed to yield the colony sizes. Transmission Electron Microscopy (TEM) was conducted on a Titan Cubed G2 60–300 from FEI at an acceleration voltage of 300 kV. Specimens with a diameter of 3 mm were cut and ground to a thickness of 50 um and subsequently electrolytically etched at −30°C and 30 v with an electrolyte of 60% methyl alcohol, 30% N-butyl alcohol and 10% perchloric acid using a Tenupol-5 from Struers. TEM bright field (BF) imaging and selected area electronic diffraction pattern (SAEDs) were also conducted to detect the microstructural evolution. In order to determine the interlamellar spacing, five TEM BF images (edge-on) were selected randomly for the statistical purpose. Furthermore, chemical compositions and elemental redistribution of the α2, γ, βo and carbides were evaluated by TEM-EDS and Wave Dispersive Spectroscopy (WDS). The TEM-EDS analysis on each selected phase was performed on at least five locations. Values were given based on the arithmetic mean of five different compositions. Conventional X-ray diffraction (XRD) was conducted on the polished specimens with a diameter of 10 mm and a height of 3 mm to clarify the phase evolution using a D8 Advance with Cu-Kα radiation at 40 kV and 40 mA in 10°∼90° 2θ range. Advanced Electron BackScatter Diffraction (EBSD) with a camera (NordlysMax3, OXFORD, UK) operated at 20 kV with a spot size of 18 was applied to evaluate the phase fraction of constituents by subsequent employing the software package Oxford Channel 5, developed by Oxford Instruments. The specimens were mounted onto a 70° pre-tilt holder, and an evenly spaced grid of measurement points with a spacing of 30 nm was chosen in the selected area, yielding in total 280,000 data points for each measurement.
The C-solubility in TiAl alloy depends directly on the crystal structure of γ phase [4] (L10 structure), but the influence of Mn on it remains poorly understood. The database gained from XRD analysis cannot be structurally refined due to the wide diffraction peak of the sample. In contrast, neutron diffraction is a better approach to determine the positions of the light elements (such as C) in a lattice and to distinguish the adjacent elements in the periodic table, because the neutron scattering length is independent of atomic numbers (Z). Therefore, the neutron powder diffraction patterns were collected by a high-resolution neutron diffraction spectrometer with a wavelength of 1.8864 Å, a spectral range of 12.3°–150° and a step size of 0.06°. The sample was manually ground to −75 µm. The crystal structure was evaluated by Rietveld full-spectrum fitting method on azimuthally integrated diffraction patterns with the software TOPAS.
Results
Microstructure characterisation
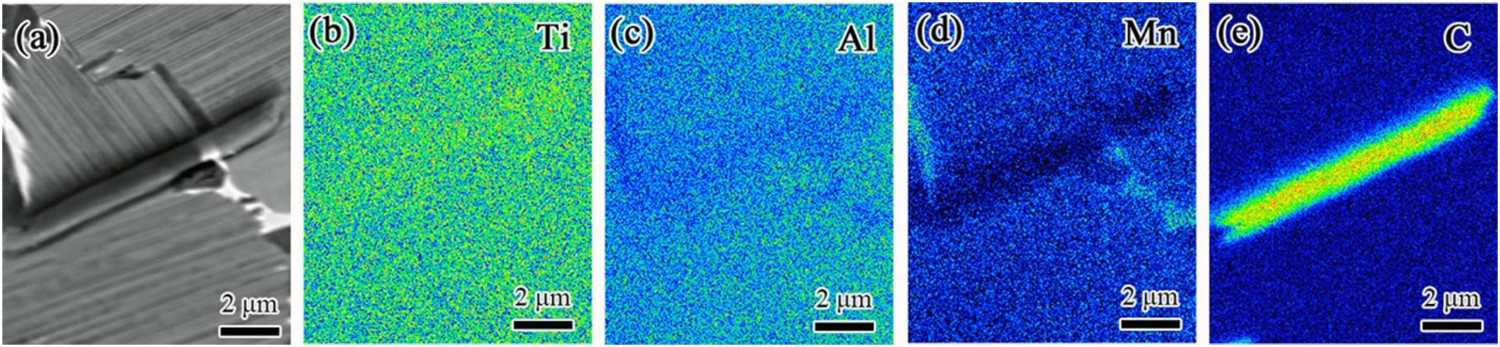
Figure 1 shows the EPMA micrographs taken in BSE mode of as-cast Ti42Al5MnxC (x = 0, 0.1, 0.4, 0.5) alloys. The columnar morphology with sizes roughly 180 µm is observed in the Ti42Al5Mn alloy as shown in Figure 1(a), and a small amount of βo grains in white contrast are also visible in the multi-phase colony. Figure 1(b) indicates that alloying with a certain amount of C leads to the decrease in the columnar colony size. Detailed microstructural features are better resolved in the dotted line in Figure 1(b), where the typical colony size in the Ti42Al5Mn0.1C alloy is refined to approximately 120 µm. For the alloy variants with 0.4% C, it displays typical peritectic reaction characteristics with obvious dendrite morphology, which points to a change in solidification behaviour, namely from β-solidifying to peritectic solidification as shown in Figure 1(c). Alloying with 0.5% C leads to the formation of carbide with platelet-like morphology (see Figure 1(d)). This carbide is identified as h-type carbide Ti2AlC since EPMA-WDS analysis indicates the chemical composition refers to Ti26.76Al0.78Mn21.45C, where Ti:Al:C≈2:1:1. The corresponding elements distribution characteristic is further investigated by EPMA-WDS element mapping and the results show that as expected, a much higher C content combined with a lower Mn content in the above-mentioned h-type carbide is observed, as shown in Figure 2.
Typical EPMA micrographs taken in BSE mode of the as-cast alloy variants. (a) Ti42Al5Mn. (b) Ti42Al5Mn0.1C. (c) Ti42Al5Mn0.4C. (d) Ti42Al5Mn0.5C. Microstructures of carbide in Ti42Al5Mn0.5C alloy. (a) EPMA-BSE image. (b), (c), (d) and (e) refer to the elemental mapping images of Ti, Al, Mn and C by EPMA-WDS, respectively.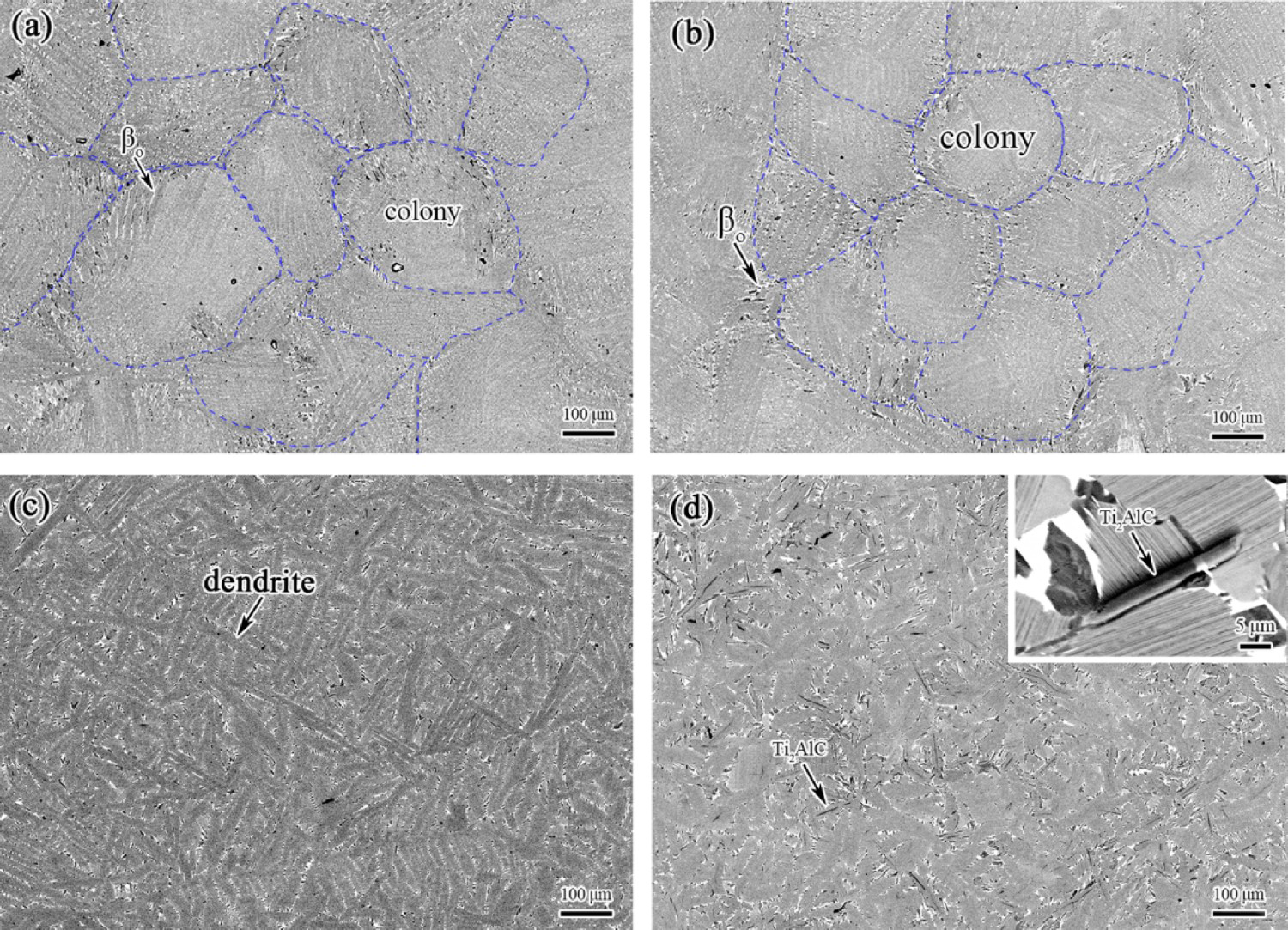
Solubility limit of C
Figure 3 displays X-ray diffraction patterns of the as-cast Ti42Al5MnxC (x = 0, 0.1, 0.3, 0.4, 0.5, 0.7) alloys. In Ti42Al5Mn alloy only Bragg peaks of α2 (D019 structure), γ (L10 structure) and βo (B2 structure) phase are observed, whereas no Bragg peaks of manganese compound is verified, showing that Mn atoms are totally dissolved in the involved phases. And the least volume fraction of βo phase is expected since only two small magnitude Bragg peaks corresponding to βo phase are validated. With the addition of 0.1%, 0.3% and 0.4% C to Ti42Al5Mn alloy, all prominent peaks are again labelled as α2, γ and βo phase, but lower intensity of Bragg peaks corresponding to βo phase is observed as compared to those of the Ti42Al5Mn alloy, which is likely related to a decrease in βo phase. As expected, in the samples alloying with 0.5% C and 0.7% C an additional diffraction peak is observed at 2θ = 12.50°, which is determined to be a hexagonal Ti2AlC peak (P63/mmc, a = 3.04 Å, c = 13.60 Å). Therefore, the solubility limit of C in Ti42Al5Mn alloy should correspond to 0.4%∼0.5% according to a well-known inference that carbon precipitates as carbides in the matrix once carbon content exceeds the solid solubility limit. This finding indicates that the hexagonal carbide Ti2AlCcan be precipitated as a constituent phase, whereas the formation of the perovskite Ti3AlC carbide is not observed for the investigated alloys, which is consistent with the following TEM results. Furthermore, alloying with C can also offset β-stabilising effect of Mn due to the nature of α-stabilising effect of C, evidenced by the almost flat Bragg peaks of βo phase in the Ti42Al5Mn0.7C alloy.
X-ray diffraction patterns of the as-cast Ti42Al5MnxC (x = 0, 0.1, 0.3, 0.4, 0.5, 0.7) alloys.
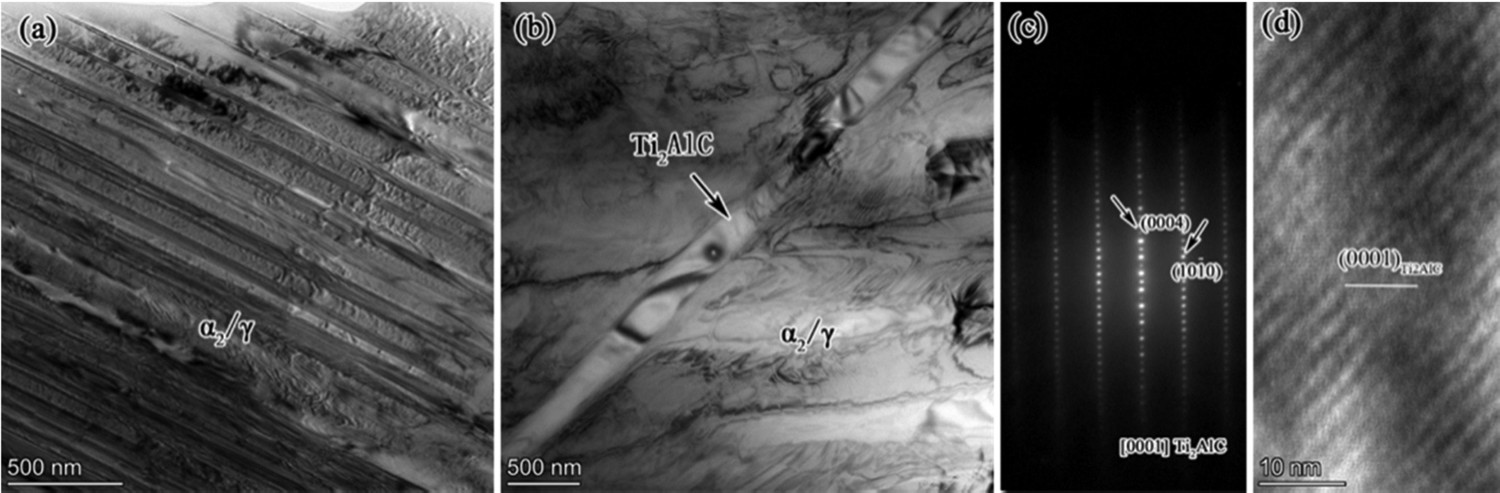
To obtain detailed microstructural features about the carbides, further investigation was carried out by TEM. Figure 4 shows TEM bright field (BF)images of Ti42Al5Mn0.3C and Ti42Al5Mn0.4C alloys. For the Ti42Al5Mn0.3C alloy, no indication of carbide formation is found within the α2/γ lamella colony. Conversely, the formation of platelet-like precipitation with dimensions on submicrometre-scale is detected in the Ti42Al5Mn0.4C alloy. The SAED pattern, see Figure 4(c), is captured with incident beam parallel to the zone axes of [0001] and the corresponding interspaces of the (0004) and (10 (a) TEM images showing the absence of carbide within the α2/γ colony in Ti42Al5Mn0.3C alloy. (b) TEM images showing the presence of Ti2AlC in Ti42Al5Mn0.4C alloys. (c) SAED patterns of Ti2AlC with incident beam parallel to [0001] zone axes. (d) HRTEM image of Ti2AlC taken along the zone axes of [0001]. 0) crystal planes are determined as 0.338 and 0.259 nm, respectively, which coincides well with the lattice parameters of the Ti2AlC (d(0004) = 0.340 nm, d(10
0) crystal planes are determined as 0.338 and 0.259 nm, respectively, which coincides well with the lattice parameters of the Ti2AlC (d(0004) = 0.340 nm, d(10 0) = 0.263 nm). As a result, the precipitated carbide in Mn-containing TiAl alloy is identified as Ti2AlC. A typical HRTEM image of Ti2AlC taken along [0001] zone axes is shown in Figure 4(d). No secondary glass phase is detected. It should be pointed out that the XRD and TEM results may seem contradictory for Ti42Al5Mn0.4C alloy at first glance: one find no carbides while one found the presence of carbides, but it is indeed reasonable since the resolution limit of XRD is severely weakened due to the small size and volume fraction of the carbides. In this regard, a maximum C-solubility in Ti42Al5Mn alloy is roughly estimated as 0.3%.
0) = 0.263 nm). As a result, the precipitated carbide in Mn-containing TiAl alloy is identified as Ti2AlC. A typical HRTEM image of Ti2AlC taken along [0001] zone axes is shown in Figure 4(d). No secondary glass phase is detected. It should be pointed out that the XRD and TEM results may seem contradictory for Ti42Al5Mn0.4C alloy at first glance: one find no carbides while one found the presence of carbides, but it is indeed reasonable since the resolution limit of XRD is severely weakened due to the small size and volume fraction of the carbides. In this regard, a maximum C-solubility in Ti42Al5Mn alloy is roughly estimated as 0.3%.
Phase evolution and refined microstructures
Figure 5 shows the EBSD micrographs of as-cast Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys where α2phase is in yellow, βo phase is in blue and γ phase is in red according to the band quality index contrast. This makes it clear that the as-cast microstructures of the C-free and C-containing alloys consist predominantly of γ and α2 phase as well as a minimal amount of βo grains within the field of view. It should be noted that EBSD phase maps appear at first glance to have no clearly detectable phase boundaries but in fact the edges, especially between α2 and γ, are recognised since a relatively smaller step size of 30 nm, smaller than the interlamellar spacing, is chosen to realise an increased sensitivity in the measurement. Through careful analysing using an Oxford Channel 5 software, the volume fraction of γ, α2, βo phases in the alloy variants are summarised in Table 2. With increasing content of C, the volume fraction of α2 phase is increased from 32.69% (Ti42Al5Mn) to 48.21% (Ti42Al5Mn0.7C), which evidently confirms the α-stabilising nature of C. Surprisingly, the phase fraction of the βo remains nearly constant with increasing C-content, which is inconsistent with the results reported in TNM+ alloys [6], where obvious decreased volume fraction of βo phase (19%→2%) is observed for TNM0.75C alloy. However, these alloys differ in kinds of β-stabilisers (Nb vs. Mn) and Al concentrations, which both exert an effect on the solidification pathway. The underlying mechanism and causality are going to be reported in our coming article. In addition, the volume fraction of γ phase is reduced from 63.76% (Ti42Al5Mn) to 48.12% (Ti42Al5Mn0.7C). Accordingly, it is tempting to speculate that alloying with C may lead to a higher volume fraction of α2 phase, but at the expense of the γ phase.
EBSD phase graphs of the as-cast Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys. (a) Ti42Al5Mn. (b) Ti42Al5Mn0.3C. (c) Ti42Al5Mn0.7C. Volume fractions of γ, α2 and βo phases in Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys.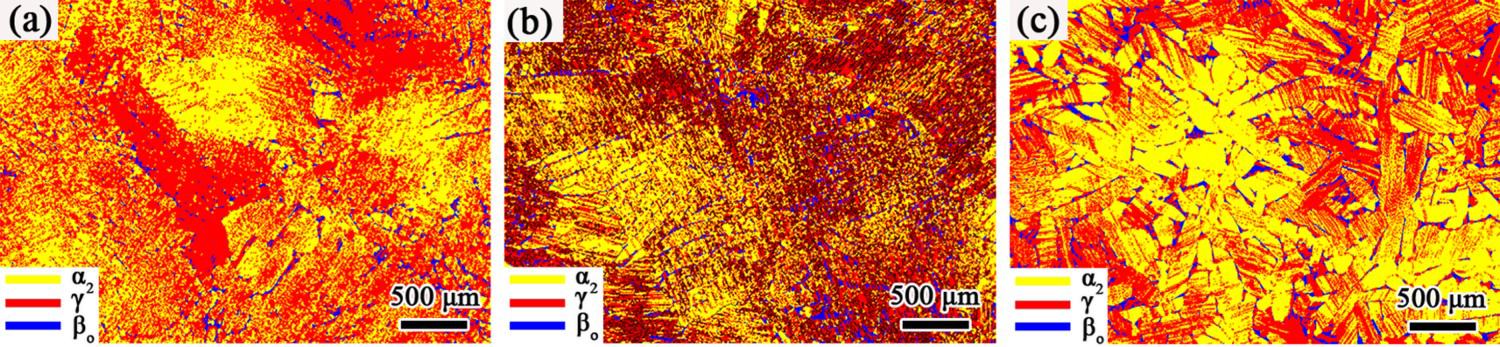
The size distribution characteristics of the γ, α2 and βo phases in Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys are further explored by EBSD statistical analysis. As shown in Figure 6, with increasing carbon content, the size of α2, βo and γ phase decreases in union more or less, for example, the size of γ phase is reduced from 5.144 µm to 3.345 µm. The refinement of the microstructures stands a good chance to be achieved by precipitation hardening effect since the precipitation of h-type Ti2AlC can impede the grain growth and also slow down grain boundary migration [4].
Size distribution characteristics of the γ, α2 and βo phases in Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys. (a) Ti42Al5Mn. (b) Ti42Al5Mn0.3C. (c) Ti42Al5Mn0.7C.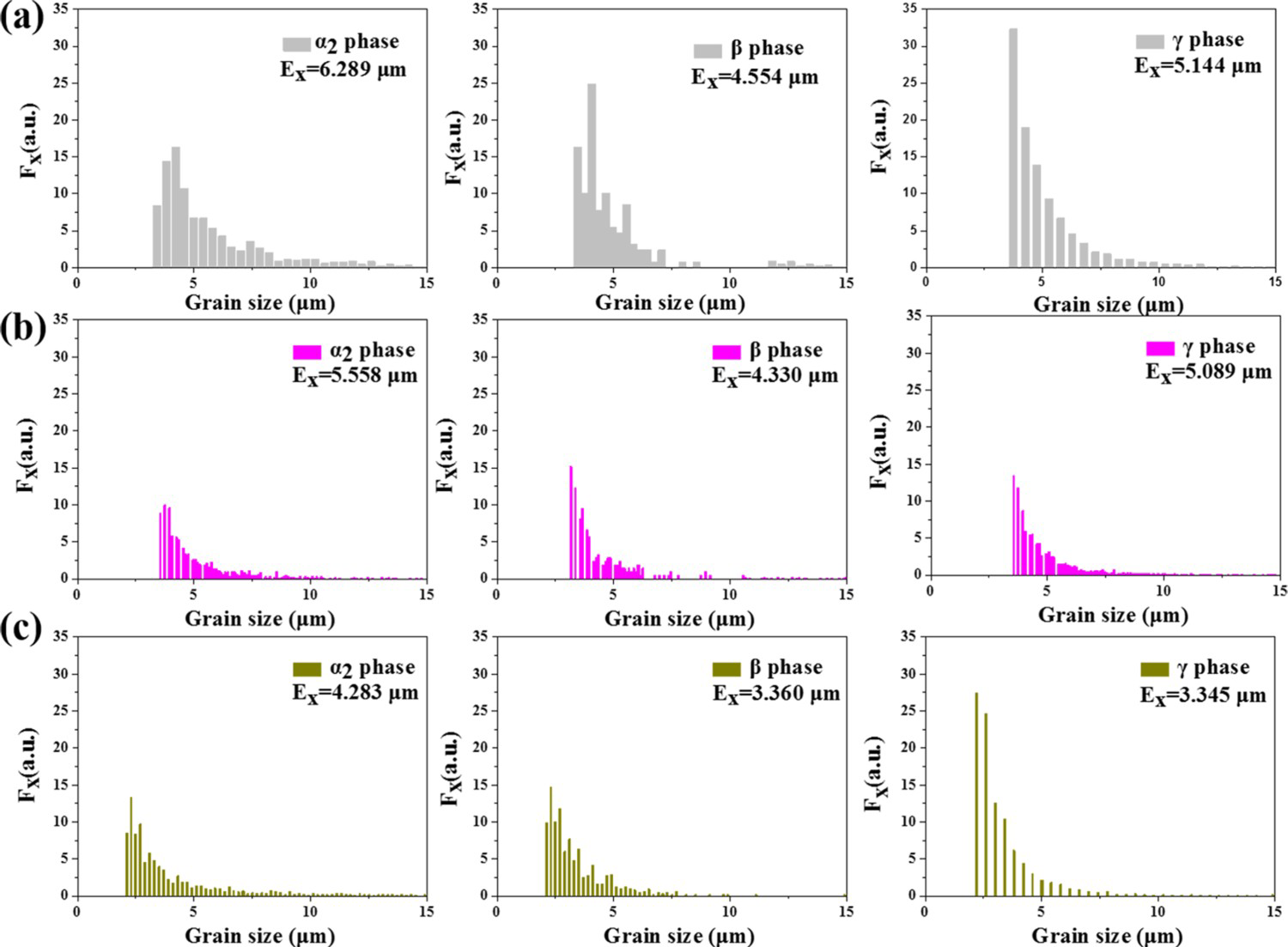
Figure 7 displays TEM bright field (BF)images within the α2/γ lamella colony in Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys. Quantitative statistical analysis using IPP 6.0 software shows that alloying with 0.3% C, the interlamellar spacing is significantly refined to about 70 nm while the interlamellar spacing for Ti42Al5Mn alloy is 164 nm. However, when the C-content increases from 0.3% to 0.7%, the interlamellar spacing remains nearly constant. The refinement of lamellae structure is attributed to interstitial C atoms at interlamellar locations, which increase heterogeneous nucleation rate and decrease thickening rate of lamellae.
Typical TEM bright field (BF) images within the α2/γ lamella colony in Ti42Al5MnxC (x = 0, 0.3, 0.7) alloys. (a) Ti42Al5Mn (b) Ti42Al5Mn0.3C (c) Ti42Al5Mn0.7C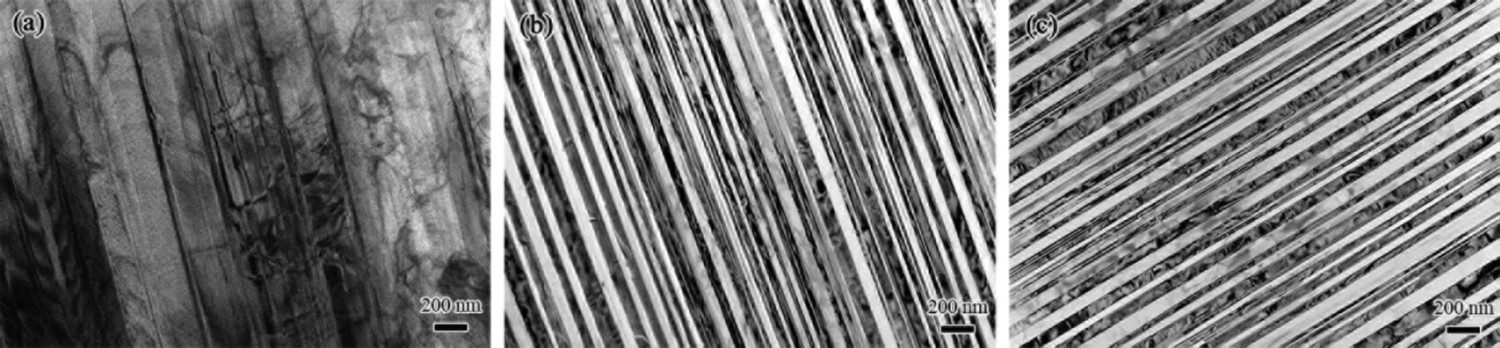
Discussion
Effect of Mn on C-solubility
Back to 2000, D. Bandyopadhyay and his co-workers [29] had confirmed the existence of three kinds of carbides in equilibrium, namely Ti3AlC (p-type, cubic perovskite structure), Ti2AlC (h-type, hexagonal structure) and TiC (cubic structure). However, subsequent studies pay little attention to TiC due to its weak precipitation kinetics. Accordingly, Ti3AlC and Ti2AlC are generally reported in C-containing γ-TiAl alloys and the precipitation temperature of Ti3AlC is approximately 750°C [30], relatively lower than that of Ti2AlC (e.g. 900°C [8]). Furthermore, Ti3AlC is considered as a beneficial carbide since the homogeneous distribution characteristics and the small size of the granular morphology contributes to the improvement of the strength and creep performance [31]. On the contrary, Ti2AlC is considered as a harmful carbide based on the fact that it has a long strip morphology as well as a large size, which easily causes stress concentration, deteriorating the mechanical properties [18]. To date, precise data, however, on the C-solubility limit in Ti–Al–Mn–C system are not available.
Aforesaid carbides formation are likely to be found within the γ or βo phase [4], which have a lower C-solubility when compared to the α2 phase. In broad terms, the different C-solubility in the α2 and γ phases can be rationalised by crystallographic arguments. While the sizes of the octahedral cavities in the two phases are identical, the chemical environments of the cavities are different. The octahedral sites of the α2 phase possess a surrounding of two Al atoms and four Ti atoms (Ti4Al2-type) or six Ti atoms, where C is preferentially dissolved [32]. In contrast, the octahedral sites of the γ phases are either surrounded by two Al atoms and four Ti atoms, or by four Al atoms and two Ti atoms. More specifically, Refs. [33,34] indicate that C-solubility in the γ phase (L10 structure) is extremely low (only 1/6 of the α2 phase) owing to the presence of Ti2Al4 and Ti4Al2-type octahedral sites while much higher C-solubility in the α2 phase is observed. As expected in the present study, h-type carbides Ti2AlC are found within the α2/γ lamella colony (see Figure 7) in Ti42Al5Mn0.4C alloy, but no p-type carbides Ti3AlC are detected in all the alloy variants. Meanwhile, it should be noted that Ti42Al5Mn alloy has a C-solubility of only about 0.3%, whereas the C-solubility limit of TNM alloy is between 0.75% and 1%. These discrepancies can also be rationalised by the difference in chemical composition of the respective system and crystallographic arguments concerning the nature of the site occupation of different alloying elements. Surprisingly, the C-solubility limit in binary Ti-48Al alloy is reported to be 0.3% [35], which is the same as the investigated Ti42Al5Mn alloy. However, these two alloys differ in Al concentrations. Generally, volume fraction of α2 phase is increased with a higher Ti/Al ratio. For example, Liu et al. [36] has reported that with decreasing Al content from 49 to 45%, the volume fraction of α2 phase is increased from 6 to 24% in Ti-(45-49)Al-(0,8,10)Nb alloy. Theoretically, ignoring the influence of Mn addition, the volume fraction of α2 phase in Ti42Al5Mn alloy should be hence more than that in Ti48Al alloy, which points to a higher C-solubility. However, our results show that the C-solubility in Ti42Al5Mn alloy is not higher than that of Ti48Al alloy. It is thus tempting to speculate that the addition of 5% Mn plays a negative role in improving C-solubility in Ti-Al-Mn system.
Schwaighofer et al. [4] indicate that the addition of Nb improves the C-solubility within the γ phase owing to the presence of a certain beneficial Ti6-type octahedral sites, where C is preferentially dissolved. From the perspective of crystallography, the Ti6-type octahedral sites are formed by substituting Nb for the Ti-sites of the Ti sublattice, thereby forcing Ti to replace the Al sublattice of the γ phase [37]. Based on this finding, we speculate that the C-solubility is mainly determined by the tendency of ternary alloying element to form Ti6-type octahedron sites in the γ phase. In order to illustrate the atom site occupation of Mn in the γ phase, the sample was analysed by high resolution neutron diffraction spectrometer. The Rietveld structural refinement results indicate that Mn tends to substitute the position of Al in the γ phase with an occupancy rate of 4.31% as shown in Figure 8. This result is also consistent with the work by C. J. Rossouw et al. [38] who have found that, on the basis of statistical ALCHEMIs, Mn exhibits a tendency to occupy Al sublattice sites in the γ-phase. According to the empirical model derived by Menand [20], it is more likely that a smaller number of Ti6-type octahedral sites, which are favourable for C, are formed due to relatively less Ti concentration. In other words, the addition of Mn decreases the C-solubility owing to the formation of mixed atom types, namely Ti2Al4 and Ti4Al2-type octahedral sites, which seems to be unfavourable for C.
Crystal structures. (a) The Rietveld refinement profiles against neutron powder diffraction data. (b) The crystal structure of γ-TiAl before and after Mn substituting.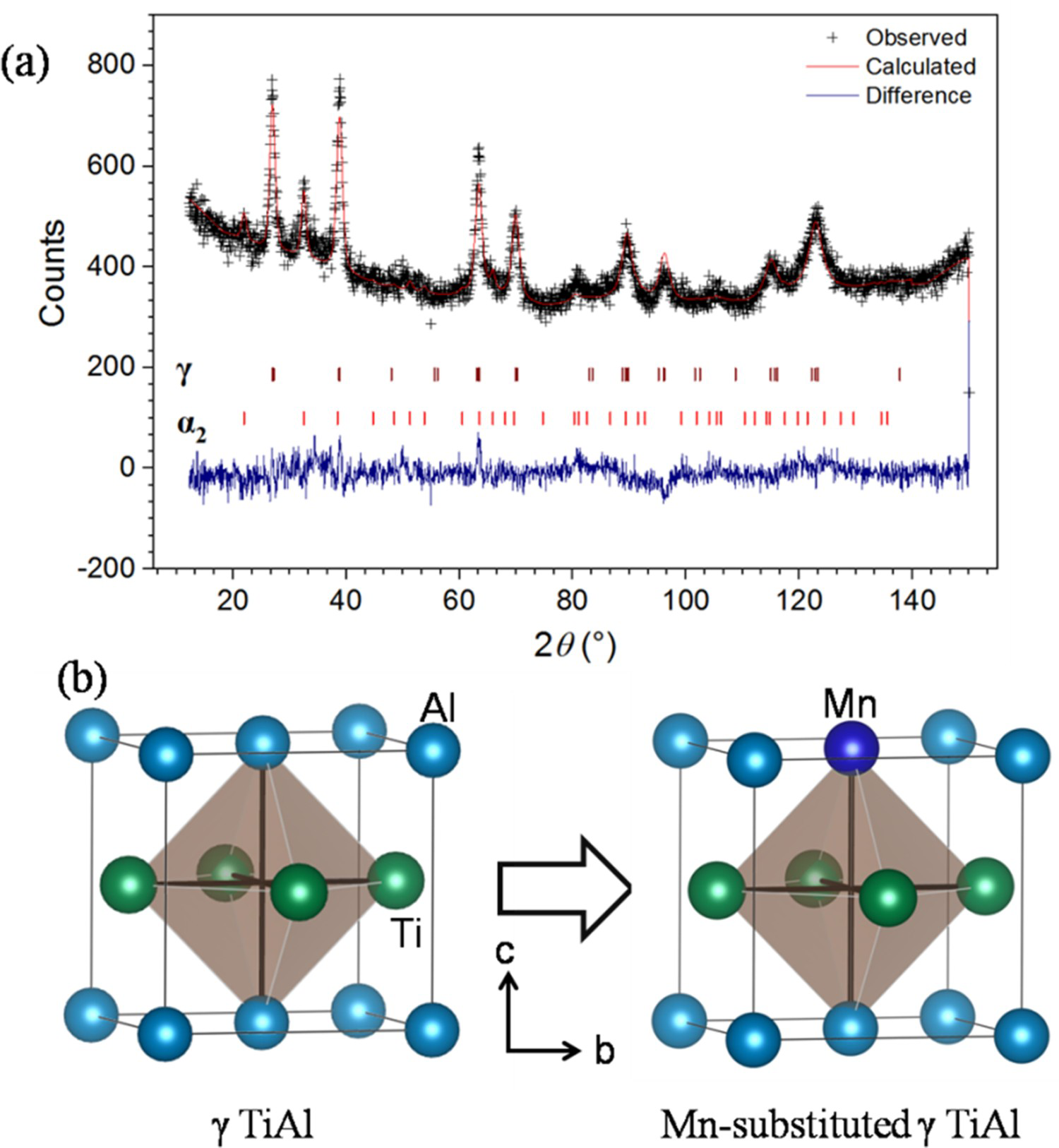
Elemental distribution characteristics
 with respect to the composition of the γ phase are given [6], which are calculated according to:
with respect to the composition of the γ phase are given [6], which are calculated according to:

 means the concentration of element j in phase i and
means the concentration of element j in phase i and  means the concentration of element j in the γ phase.
means the concentration of element j in the γ phase.
Chemical compositions (at.-%) of α2, γ and βo phase in Ti42Al5Mn and Ti42Al5Mn0.7C alloy and the partitioning coefficients for α2 and βo phase.
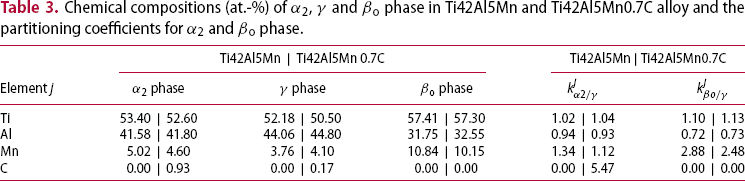


It can be seen that the C-content dissolved in the constituent phase ofTi42Al5Mn0.7C alloy is as follows: α2: γ: βo, wherein the content of C in α2 phase (0.93%) is about 5 times that of γ phase (0.17 at.-%). Klein et al. [6] has also pointed out that the content of C in α2 phase (1.21%) is about 4 times that of γ phase (0.3%) in TNM0.75C alloy. They further confirm that the addition of Nb improves C-solubility so that the carbon content in the constituent phases in TNM0.75C alloy are increased overall. In addition, the  ,
,  ,
,  and
and  corresponding to Ti42Al5Mn alloy are similar to
corresponding to Ti42Al5Mn alloy are similar to  ,
,  ,
,  and
and  corresponding to TNM alloy. Further observations indicate that the values of
corresponding to TNM alloy. Further observations indicate that the values of  (1.02→1.04),
(1.02→1.04),  (0.94→0.93),
(0.94→0.93),  (1.10→1.13) and
(1.10→1.13) and  (0.72→0.73) has a slight change before and after 0.7% C addition, which suggest the addition of 0.7% C has little effect on the content of Ti and Al in the constituent phases of the Ti42Al5Mn alloy variants.
(0.72→0.73) has a slight change before and after 0.7% C addition, which suggest the addition of 0.7% C has little effect on the content of Ti and Al in the constituent phases of the Ti42Al5Mn alloy variants.
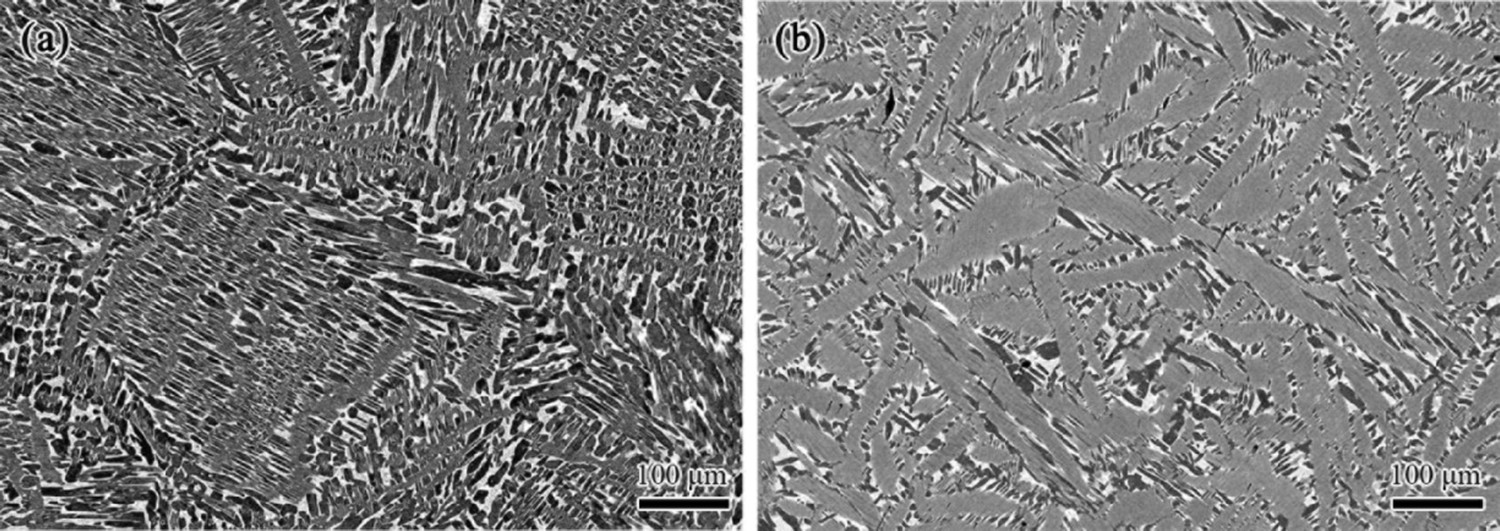
Mn is similarly distributed in the α2 and γ phase of both investigated alloys and exhibits a strong trend in partitioning toward the βo phase especially in Ti42Al5Mn alloy where the corresponding partition coefficients EPMA-BSE images of the microstructures in the alloy variants after solid solution treatment at 1100°C for 1 h. (a) Ti42Al5Mn. (b) Ti42Al5Mn0.7C. and
and  refer to 2.88 and 2.16, respectively. This result indicates that similarly to the βo-stabilising effect of Nb, Mn is also proved to be a typical βo-stabiliser. However, the addition of C seems to weak the trends in the Mn segregation since alloying with 0.7% C in Ti42Al5Mn alloy also leads to the decrease in
refer to 2.88 and 2.16, respectively. This result indicates that similarly to the βo-stabilising effect of Nb, Mn is also proved to be a typical βo-stabiliser. However, the addition of C seems to weak the trends in the Mn segregation since alloying with 0.7% C in Ti42Al5Mn alloy also leads to the decrease in  from 1.34 to 1.12 and
from 1.34 to 1.12 and  from 2.88 to 2.48. As a consequence, it can be further inferred that the addition of C can slightly offset the segregation of manganese, yielding to a relatively more homogeneous distribution. In theory, alloying with a certain amount of C should point to a fewer volume fraction of βo phase, which stems from the segregation of Mn upon cooling. However, according to our results, it can be seen from Table 1 that in the as-cast alloy variants the volume fraction of βo phase remains almost unchanged even if 0.7% C is added. It is well known that the volume fraction of the constituent phases can be adjusted by heat treatment. In order to clarify the effect of C addition on microstructures after subsequent heat treatment, a typical solid solution treatment at 1100 °C for 1 h is conducted on Ti42Al5Mn and Ti42Al5Mn 0.7C alloys. Interestingly, the volume fraction of βo phase in Ti42Al5Mn alloy (18.24%) is about 10% higher than that in Ti42Al5Mn0.7C alloy (8.32%), as shown in Figure 9. This implies that had proper heat-treatment been conduct under certain conditions, alloying with C could reduce the volume fraction of βo phase in Ti42Al5Mn alloy. Nevertheless, it should also be noted that the solid solution treatment has significantly increased the volume fraction of the βo phase as a whole in both investigated alloys and thus further exploration are needed to elucidate the underlying mechanisms and causality.
from 2.88 to 2.48. As a consequence, it can be further inferred that the addition of C can slightly offset the segregation of manganese, yielding to a relatively more homogeneous distribution. In theory, alloying with a certain amount of C should point to a fewer volume fraction of βo phase, which stems from the segregation of Mn upon cooling. However, according to our results, it can be seen from Table 1 that in the as-cast alloy variants the volume fraction of βo phase remains almost unchanged even if 0.7% C is added. It is well known that the volume fraction of the constituent phases can be adjusted by heat treatment. In order to clarify the effect of C addition on microstructures after subsequent heat treatment, a typical solid solution treatment at 1100 °C for 1 h is conducted on Ti42Al5Mn and Ti42Al5Mn 0.7C alloys. Interestingly, the volume fraction of βo phase in Ti42Al5Mn alloy (18.24%) is about 10% higher than that in Ti42Al5Mn0.7C alloy (8.32%), as shown in Figure 9. This implies that had proper heat-treatment been conduct under certain conditions, alloying with C could reduce the volume fraction of βo phase in Ti42Al5Mn alloy. Nevertheless, it should also be noted that the solid solution treatment has significantly increased the volume fraction of the βo phase as a whole in both investigated alloys and thus further exploration are needed to elucidate the underlying mechanisms and causality.
Conclusions
Crossing the C-solubility limit, approximately 0.3% in Ti42Al5Mn alloy, leads to the precipitation of h-type carbides (Ti2AlC) and the formation of perovskite-type Ti3AlC carbides is not detected in all the investigated alloy variants. The refined microstructures can be achieved by alloying with a certain amount of C and the interlamellar spacing is significantly refined to about 70 nm, less than half of the interlamellar spacing for Ti42Al5Mn alloy. Mn tends to substitute the position of Al in the γ phase with an occupancy rate of 4.31% and thus the addition of 5% Mn decreases the C-solubility due to the formation of Ti2Al4 and Ti4Al2-type octahedral sites, where C is not preferentially dissolved. More α2 phase accompanied by less γ phase in the as-cast microstructures are observed with increasing C contents. The βo phase in Ti42Al5Mn alloy cannot be reduced by simply adding C but a combined suitable heat treatment process. C is enriched in α2 phase, less dissolved in γ phase but depleted in βo phase. Alloying with C has little effect on the distribution preference of Ti and Al in the constituent phases but can slightly offset the segregation of Mn in Ti42Al5Mn alloy.
Footnotes
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (No. 51971215), the National Natural Science Foundation of Liaoning province (No. 2019-MS-330) and the China Postdoctoral Science Foundation (No. 2019M661152). The authors also thank Professor Shunnan Zhang for valuable discussions.
Disclosure statement
No potential conflict of interest was reported by the author(s).