
Abstract
One of the severe plastic deformation techniques, elliptical cross-sectioned spiral equal-channel extrusion (ECSEE) was successfully applied to the pure Mg processed at 200°C and the microstructure and properties were studied. The observation shows that the grains are refined to 2.1 µm after 2-pass deformation. The proportion of high-angle grain boundary increases to 49.4% after 6-pass. The minimum time of grain boundary rotating 30° is about 0.847 ms, and the maximum time is 2.34 ms. TEM observation illustrates the grain morphology evolves from shear bands to recrystallised grains. There was a significant increase in strength to ∼180 MPa but a decrease in the ductility (∼12%) of pure Mg after 6-pass ECSEE. The refinement mechanism is mainly divided into mechanical and physical refinement.
Keywords
Introduction
Magnesium and its alloys are widely used as structural materials in automobile and electronic industries due to many advantages, such as light weight, and high-specific strength, recyclability, etc. [1-4]. However, its formability and strength are much lower than those of aluminium alloy and steel. Grains refinement is an effective way to improve the plasticity and strength. The results [3-6] show that the fine-grained material, having a large total grain boundary area to prevent dislocation movement, is stronger than the coarse-grained material. Plastic deformation during grain refinement even usually improves the mechanical strength of the material, though also result in the presence of the texture and residual stress, as well as the decreasement in ductility. It is generally known that rolling [5,6], equal-channel angular extrusion (ECAP) [7-9], friction stir processing (FSP) [10], high-pressure torsion (HPT) [11,12] and extrusion [13] can enhance the mechanical properties of magnesium and its alloys.
However, another SPD method, elliptical cross-section spiral equal-channel extrusion (ECSEE), has not attracted enough attention in the refinement of magnesium and its alloys. The shape and geometric dimension of the deformed billets through ECSEE is almost unchanged, thus the billets can be repeatedly pressed to achieve the accumulation of plastic strain. ECSEE method can also be easily applied to any standard extrusion equipment. In addition, turning harmful friction into the refinement power of SPD is also one of the advantages of ECSEE. Wang et al. [14,15] have studied deformation behaviour in the ECSEE of pure copper using simulation and experimental observation and maintained that the effective strain decreases gradually from the edge to the centre of the cross-section of the specimen, and the grain refinement in the severe deformation area is obvious. Li et al. [16] have carried out the simulation and experimental researches on ECSEE of purity aluminium to investigate the equivalent strain distribution, microhardness distribution and microstructure evolution on three orthogonal planes. Through the simulation and experiment of ECSEE, the evolution process of microstructure in pure aluminium was determined from coarse structure to ultrafined structure, including shear band, sub crystal, large-angle dislocation grain boundary and equiaxed structure. However, the ECSEE forming of both the two materials is readily achieved at room temperature. The main slip system of magnesium with hexagonal close-packed crystal structure at room temperature is base slip. This is not enough for the uniform deformation of polycrystalline materials. Fortunately, the high temperature or hot working properties of magnesium can be improved by activating the non-base slip surface. However, high temperature will lead to grain growth, so its malleability is not quite good.
At present, the research on the ECSEE process is mainly focused on the face-centred cubic metals, such as aluminium alloy [16,17] and copper [14,15], while the research on the hexagonal close-packed crystal structure metals, such as magnesium, is still scarce. In this present study, we will investigate the effect of the ECSEE on the microstructure evolution of pure magnesium at the warm working condition. Considering the importance of grain refinement, we will understand and explore the characteristics of grain boundary and grain boundary in the process of ECSEE. The role of twin and recrystallisation mechanism will be also discussed in detail.
Experimental material and procedures
Commercial magnesium ingots with chemical composition were shown in Table 1, with a purity of 99.8%. The as-cast ingots were cut into Φ10 mm × 35 mm cylindrical bar for ECSEE test. The die structure was set as: D1 = 10 mm, L1 = 7 mm, L2 = 10 mm, L3 = 7 mm, φ = 90° and m = 1.55. The detailed introduction for ECSEE can be seen in Figure 1. Combination of torsion and extrusion was used in ECSEE process. Significant reductions in the grain size are mainly attributed to high pressure associated with the torsion of ECSEE Channel L2. The die groove produced a specified effective strain of 1.13 on each individual pass of the billet [18,19]. At the temperature of 200°C, the billets were pressed from one pass to six passes by the technological route of pressing the billets in the same direction along the longitudinal axis with a rotation angle of 90°. The applied extrusion speed is 2 mm s−1. Before the ECSEE test, each billet is held in the die for 10 min to have the same temperature as the die.
A schematic illustration of ECSEE process [15]. Chemical analysis of the as-received Mg (wt-%).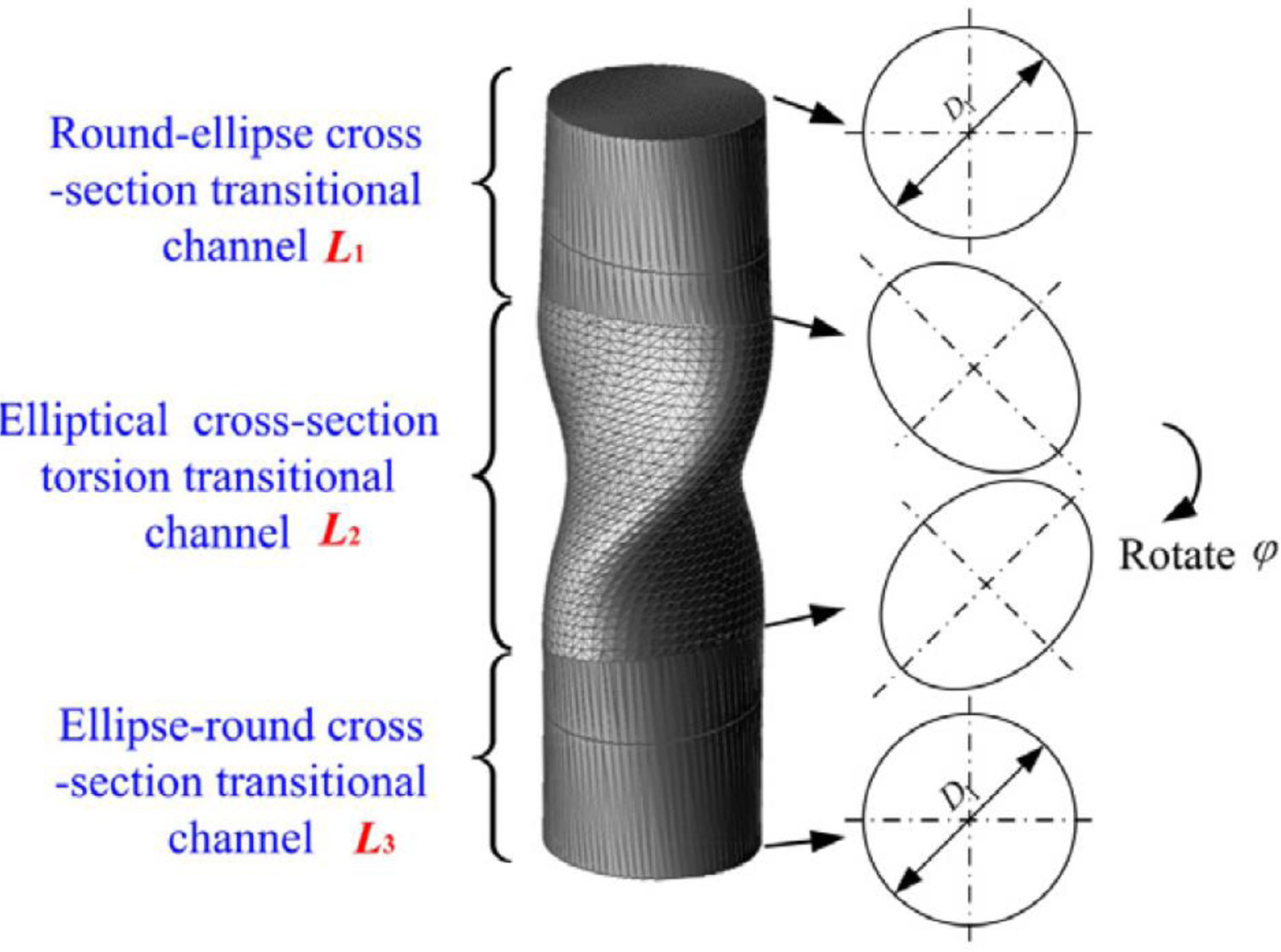

Some experimental test technologies, such as optical microscopy (OM), electron backscatter diffraction (EBSD) and transmission electron microscope (TEM), were employed to study the effects of processing conditions on the microstructure of pure Mg. These observations were conducted on the cross-section perpendicular to the extrusion direction. EBSD- and TEM-tested samples were prepared by standard electropolishing process with 90% ethanol + 10% perchloric acid as an electrolyte.
Results
Microstructures after ECSEE
Figure 2 shows the grain morphologies of pure Mg after ECSEE with different deformation passes at 200°C. The average grain size was estimated from several optical micrographs by the linear intercept method. After 1-pass ECSEE with a cumulative plastic strain of about 1.13, the average grain size is a few microns (Figure 2(a)). The grain boundaries are not clearly discriminate, which indicates that ECSEE introduces strong straining. In addition, a lot of deformation twins were presented in the samples. The formation of second twinning is mainly observed in larger grains. With the increase in strain, the grain structure of pure Mg is severely refined, more uniform and equiaxed. For the 2-pass ECSEE, a typical feature is that still some elongated coarse grains are surrounded by smaller equiaxed grains in some areas in Figure 2(b). Besides, a gradual decrease in the number of deformation bands and twins is illustrated, and many morphologies are similar to the recrystallised grains (RGs). In Figure 2(c,d), the presence of clear grain boundaries and equiaxed grains confirms that dynamic recrystallisation (DRX) occurs during extrusion. It is worth noting that there is no secondary phase in pure Mg, meaning that few impurity atoms hinder the grain boundary migration. Therefore, the grain can grow rapidly in a few minutes even at a very low temperature. This seems to be a deformation mechanism that at a relatively large strain, the grain coarsening may be caused by the constraint of adjacent grains. In Mg, a limited number of slip systems promote the formation of new grains along the beginning of plastic deformation and the existing grain boundaries where DRX is most likely to occur.
Metallograph of pure Mg after different pass ECSEE at 200°C: (a) 1-pass; (b) 2-pass; (c) 4-pass; (d) 6-pass.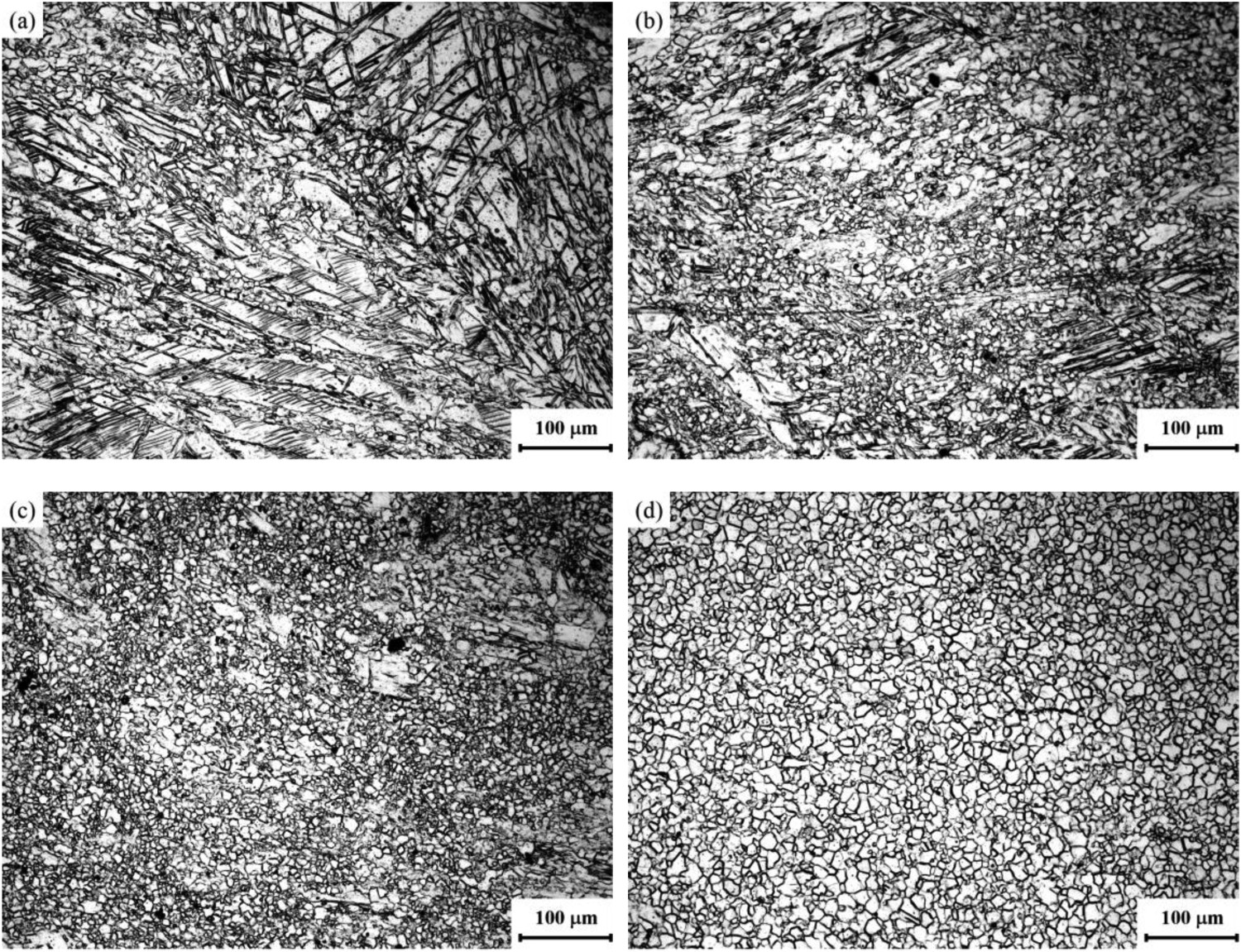
Severe deformation and poor plastic deformation ability contribute much to cracking of pure Mg during ECSEE, as shown in Figure 3. It can be seen that cracking during ECSEE is mainly caused by the ununiform deformation, which is manifested in two aspects: one is the different deformation velocity field caused by the die cavity structure on different parts of the billet; the other is the DRX making the RGs and twin structures contribute to the stress concentration of the microstructure as shown in Figure 3(b). However, this stress concentration mostly occurs in the recrystallisation structure, which is due to the small recrystallised grain size, the serious plug-up of dislocations in some recrystallisation places, and the poor grain boundary strength in comparison with the twin crystal boundary, because of the high strength and kink of twin boundary effectively preventing the crack growth. In order to avoid severe deformation crack during ECSEE, homogenisation heating, slow extrusion and effective lubrication can be used.
Generation and propagation of crack in pure Mg during ECSEE.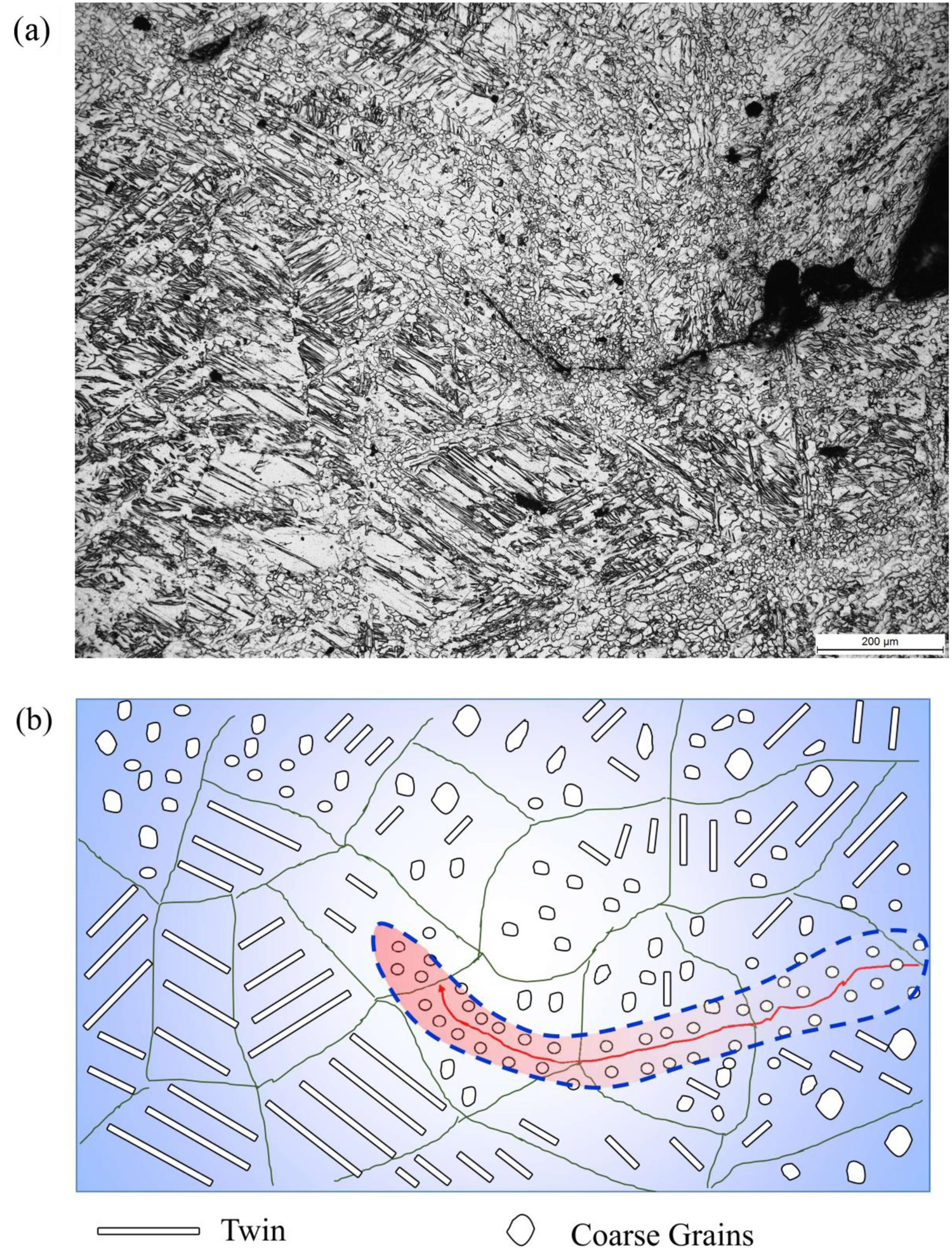
Figure 4 displays the orientation image microscope (OIM) images of pure Mg after ECSEE. As shown in Figure 4, the grain morphology and grain boundary characteristics under 1-pass deformation are quite different from those induced by multi-pass deformation. In Figure 4(a), there are three regions for the concentration of grain boundary misorientation distribution after 1-pass deformation, i.e. the orientation difference less than 10°, about 60° and 80°–90°. The {10–12} tensile twin boundaries (86° ± 5° < 11–20 >) and {10–11} compression twin boundaries (56° ± 5° <11–20>) were deduced [20]. The main grain boundary of pure Mg after 1-pass deformation is the low-angle grain boundary (LAGB), and the proportion of the high-angle grain boundary (HAGB) is only 34%.
Evolution of grain boundary misorientation in pure Mg after ECSEE: (a) 1-pass; (b) 2-pass; (c) 4-pass; (d) 6-pass.
After 2-pass ECSEE, due to the presence of DRX, the elongated grains were surrounded by some smaller grains in some particular regions. It should be noted that the grain boundaries show irregularly serrated shape, which may be corresponding to the non-equilibrium grain boundaries. Due to insufficient nucleation and growth of RGs at this stage, the proportion of LAGBs still occupied 53.7%. After 4-pass deformation in Figure 4(c), RGs fully nucleated and grew up, which led to the increasing in the proportion of LAGBs to about 60%. Similar to the OIM of 4-pass sample, the grains are reasonably equiaxed, the microstructure becomes more homogeneous, and the proportion of HAGBs is increased compared to that in 4-pass sample, which is mainly due to the transformation of sub crystal structure (grain broken and recrystallised nucleus). Therefore, it can be inferred that DRX is the main way to refine grain at the later stage of ECSEE deformation. This can be verified by the following research on recrystallisation treatment by EBSD in this paper. In addition to the description of a detailed boundary characterisation above, the presence of twinning was only observed in 1-pass sample from the OIM result.
For gaining a deeper understanding, the mechanisms based on the operation of the metallographic structure, it is essential to conduct EBSD for the generation of the recrystallised orientation maps in Figure 5. In terms of 1-pass ECSEE deformation in Figure 5(a), the samples are consisted of almost only deformed structures. With the increase in deformation pass, the deformed grains gradually disappear and recrystallisation gradually increases. After 6-pass deformation, the proportion of RGs in the sample is about 57%, and the grains are almost equaixed. The DRX mechanism takes effect during this evolution. This mechanism is often initiated at low-angle grain boundaries. This was attributed to the evolution of high-angle grain boundaries via the nucleation and growth of new grains, which can be confirmed by the observations in Figure 4. Before DRX, the expansion of the original grain boundary is often observed. It can be also seen from Figure 4 that the new grains mainly pregnant and grow up from the mantle region and recrystallisation twin region at high strain. However, it can be observed from the orientation diagram that under a large strain, the HAGBs become less jagged and smoother (typically as shown in Figure 4), regardless of a large number of LAGBs. Therefore, the discontinuous DRX mechanism, which is preferred in recrystallisation under high strain, is eliminated.
Evolution of recrystallisation in pure Mg after ECSEE: (a) 1-pass; (b) 2-pass; (c) 4-pass; (d) 6-pass.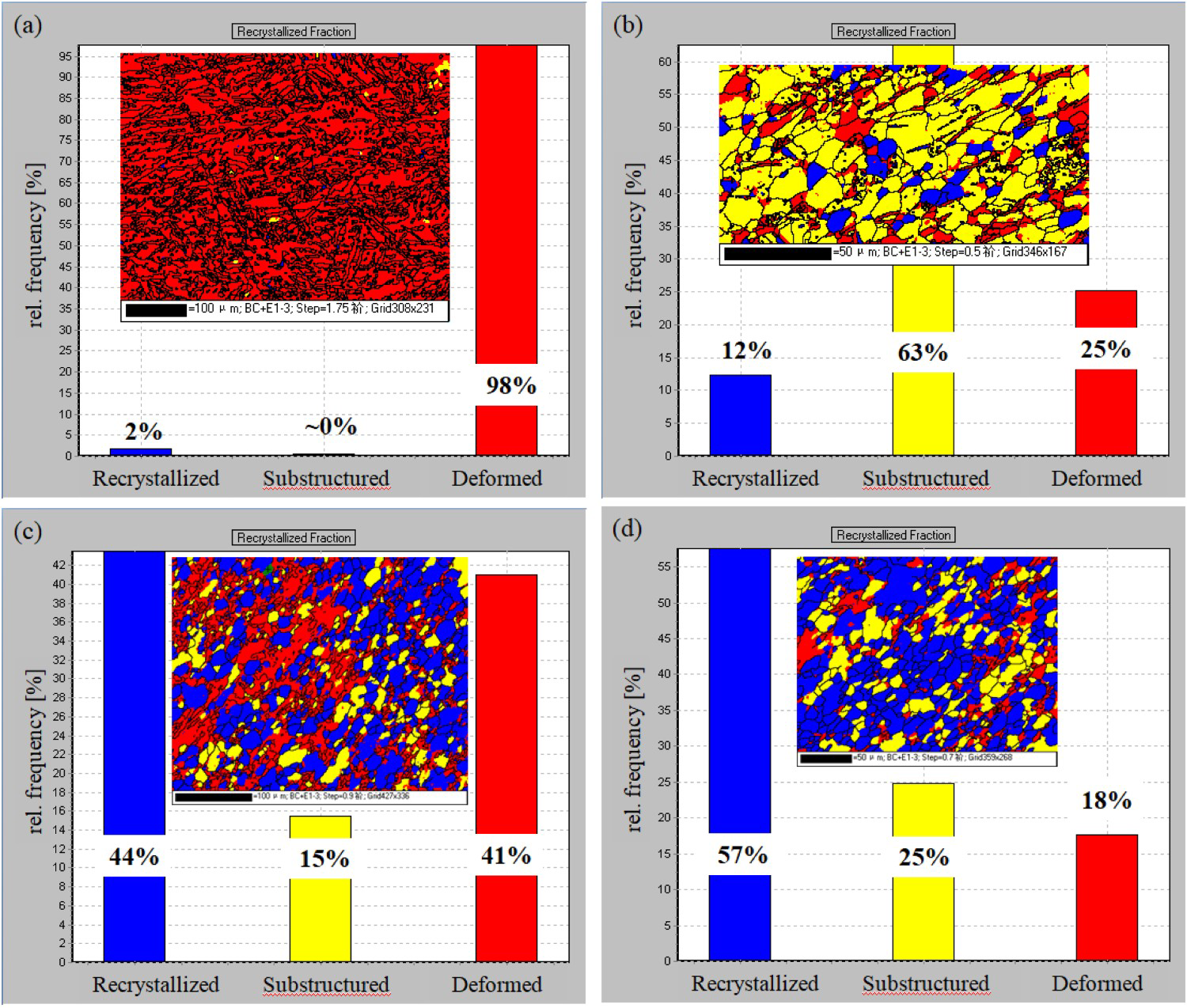
Typical grain size distributions of the samples after ECSEE are shown in Figure 6. The average grain sizes for 1-pass, 2-pass, 4-pass and 6-pass are 5.0 µm, 2.1 µm, 5.7 µm and 5.8 µm, respectively. The change of the average grain size can be investigated by two mechanisms of mechanical refinement and physical refinement. These refinement mechanisms will be discussed in detail at the end of this paper. After the first 2-passes deformation, the grain refinement of the sample is obvious under severe shear. Special emphasis is that the grain size is decreasing significantly in the initial stage of deformation, as shown in Figure 6(b) for 2-pass deformation. When the strain increases, for example, at 4-pass (Figure 6(c)), there is a significant grain coarsening at this stage compared with 2-pass. It is assumed that after hot deformation, the grain growth mainly starts at the same time in the fine grain area, even in the initial stage. As the deformation continues, recrystallisation occurs, and the heat generated by external heating and deformation further promotes the dynamics recrystallisation. The distribution of grain size ECAP decreases systematically with the increase in passes. As the deformation continues, recrystallisation occurs, and the heat generated by external heating and deformation further promotes the dynamic state. The determination of grain size in ECSEE is different from that in ECAP whose grain size of the latter decreases systematically with the increase in extrusion passes [21-24].
Evolution of grain size after ECSEE.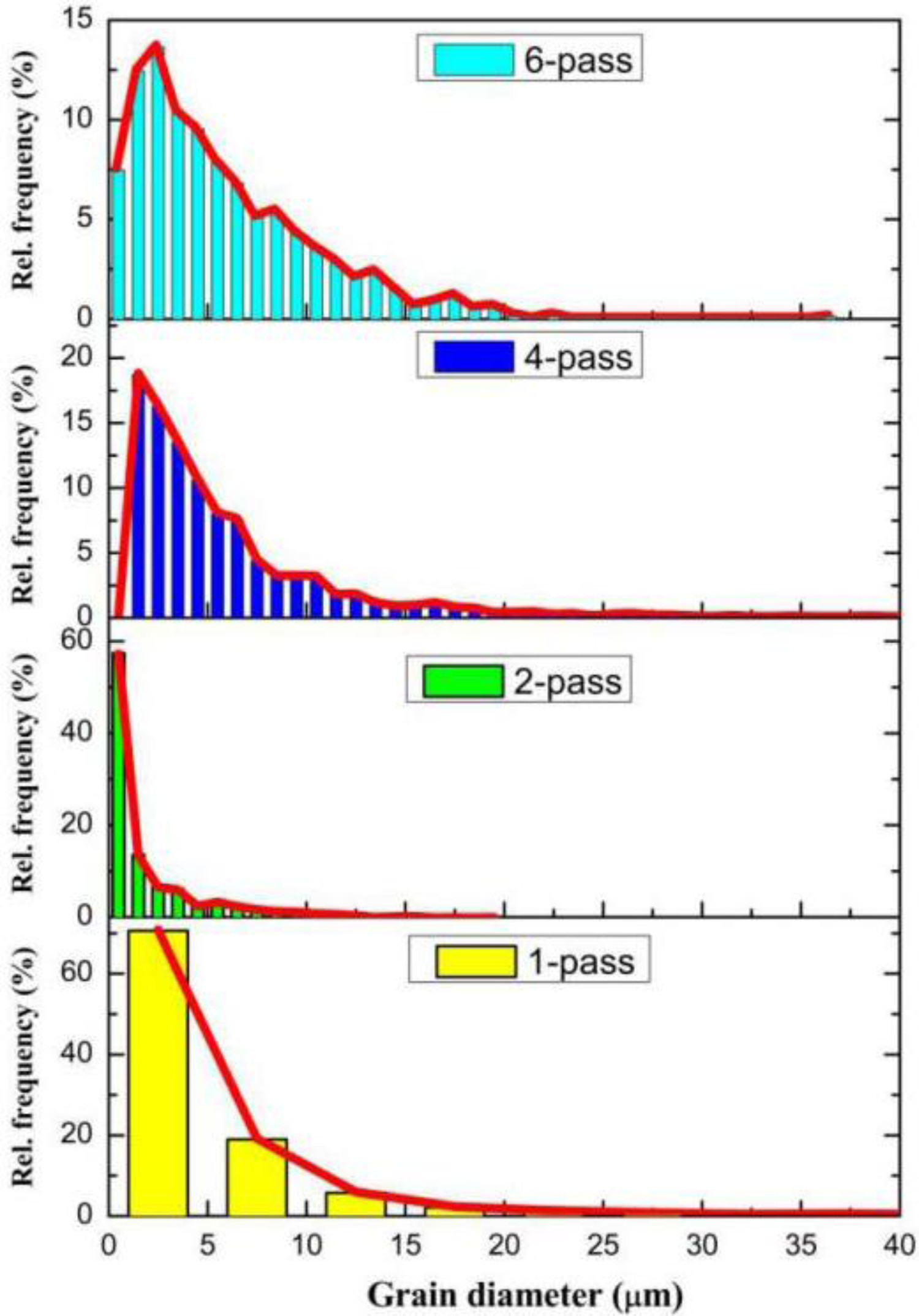
In terms of the quantitative relationship between the external load and the starting trend of the micro slip system that can be determined by the Schmid factor (SF) determines, the interrelation between deformation mechanism and macro mechanical properties can be determined quantitatively, and the influence of deformation texture on the plasticity of Mg alloy can be determined [25,26]. Figure 7 shows the evolution of SF in the <α> pyramidal sliding system. The results show that after 1–6 passes deformation, the average SF is low and slightly decreased. This means that it is difficult to start the <α> pyramidal sliding system. However, the SF for the slip of the 1-pass and 6-pass ECSEEed Mg are 0.380 and 0.332, respectively. Therefore, ECSEE does not change the texture obviously.
Evolution of SF in pyramidal <α> slip after ECSEE.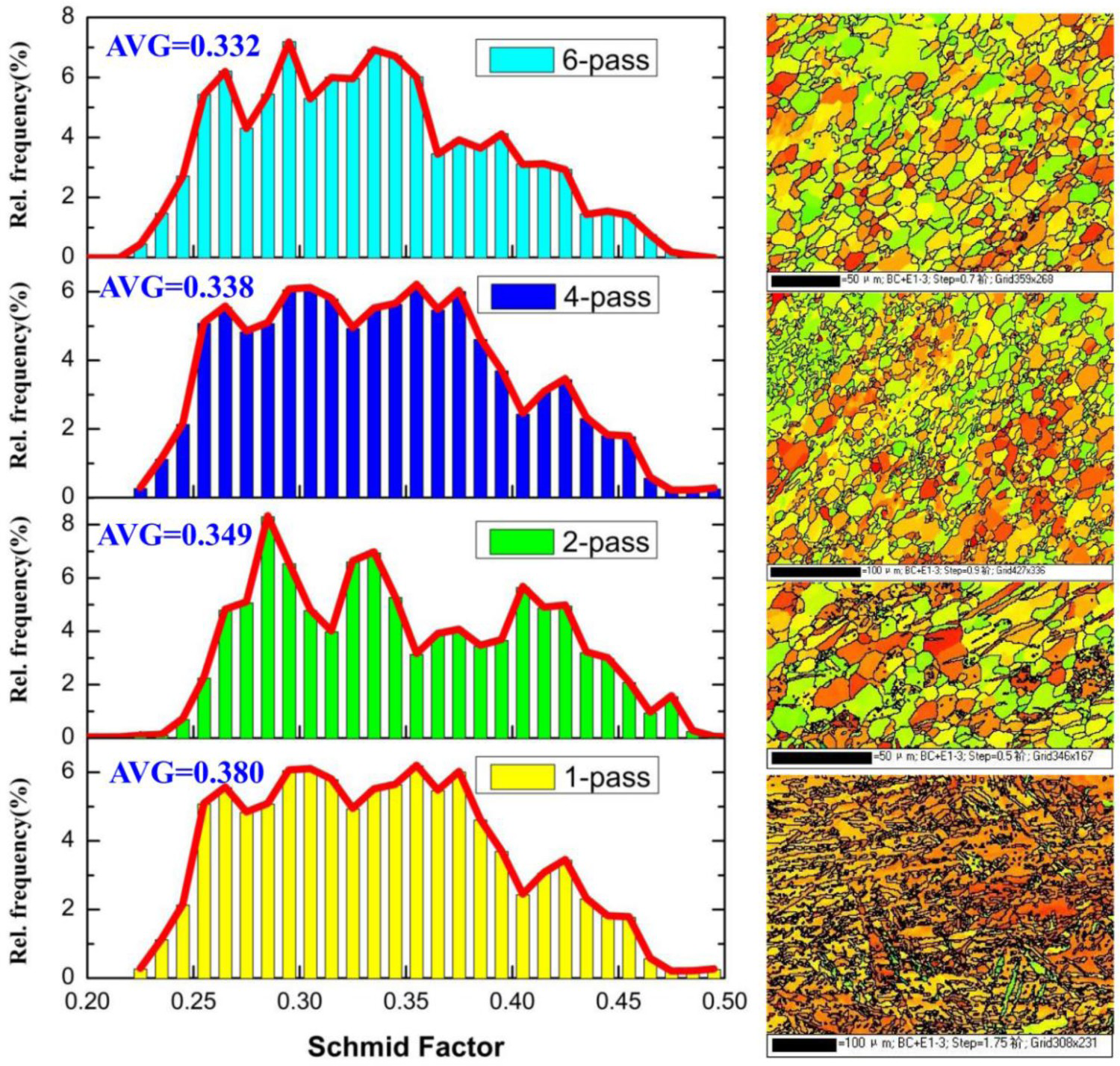
Figure 8 shows the TEM observation results of pure Mg after ECSEE. After 1-pass deformation in Figure 8(a), dislocations tend to gather at the grain boundary and distribute in a band. At this time, the width of shear band is about 0.7 µm, but no obvious twinning is observed in the microstructure (Figure 8(a)), which is not consistent with the microstructure characteristics of OM observation in Figure 2. This phenomenon is also observed in other studies [9-28]. By increasing the deformation passes, as shown in Figure 8(b), the dislocation density increases to form high-density dislocation (HDD) areas illustrated by white dashed lines, while other areas are low-density dislocation (LDD) areas by red dashed lines. Besides, the dislocation cell packing becomes more and more obvious due to the formation of many RGs such as RG1 and RG2.
TEM observation of grains evolution in pure Mg after ECSEE: (a) 1-pass; (b) 2-pass; (c) 4-pass; (d) 6-pass.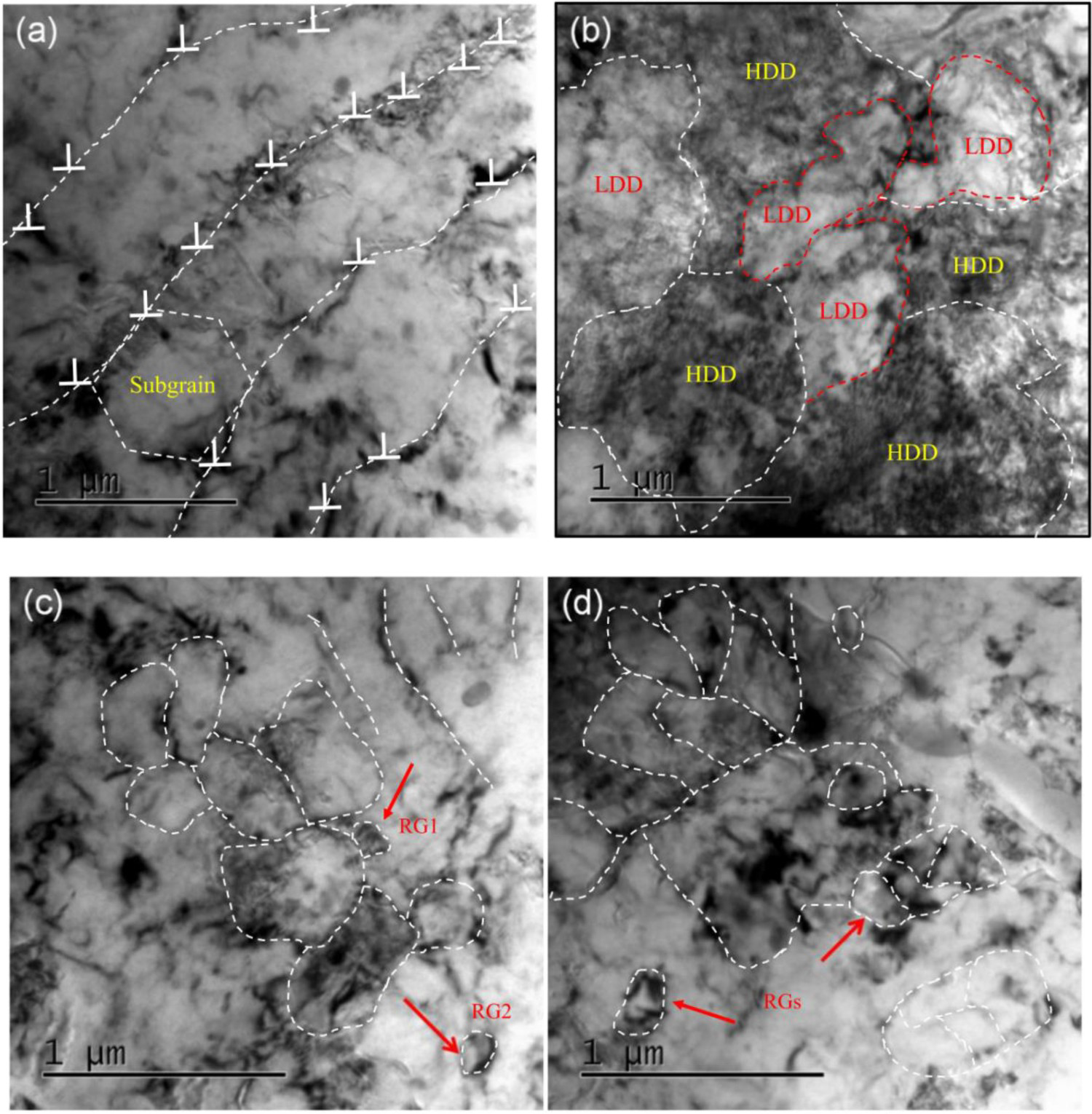
For HCP structured pure Mg, <a + c > slip must be activated at the same time to meet at least five groups of slip actuation conditions required for coordinated deformation. In order to meet the requirements of polycrystalline deformation, it is inevitable to activate DRX, especially when the grain refinement is limited. In the late stage of deformation, DRX is the main softening mechanism. This can be verified by RGs (indicated by red arrow) in TEM after 4-pass and 6-pass samples, and the dislocation density is low at this time.
Parameters for grain boundary rotation.
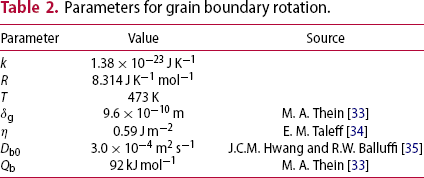
Figure 9 illustrates the evolution of grain boundary rotation angle vs time. The calculations predict significant grain boundary rotations within the deformation time (0.6 ms) for micro-grain sizes of 2.0∼6.0 µm. Therefore, the second stage of rotational recrystallisation may also occur during ECSEE. This does not exclude the possibility of grain boundary reorientation/adjustment during subsequent natural cooling of the sample. It can be shown that a grain boundary can rotate 30° within the minimum time for 2-pass sample about 0.847 ms for a grain size of 2.1 µm; for a grain size of 5.8 µm, the maximum time is increased to 2.34 ms due to the extension of diffusion path. This result is significantly different from the required time in the Ref. [29,30] as a result of grain size effect.
The relationship between recrystallisation grain rotation angle and time.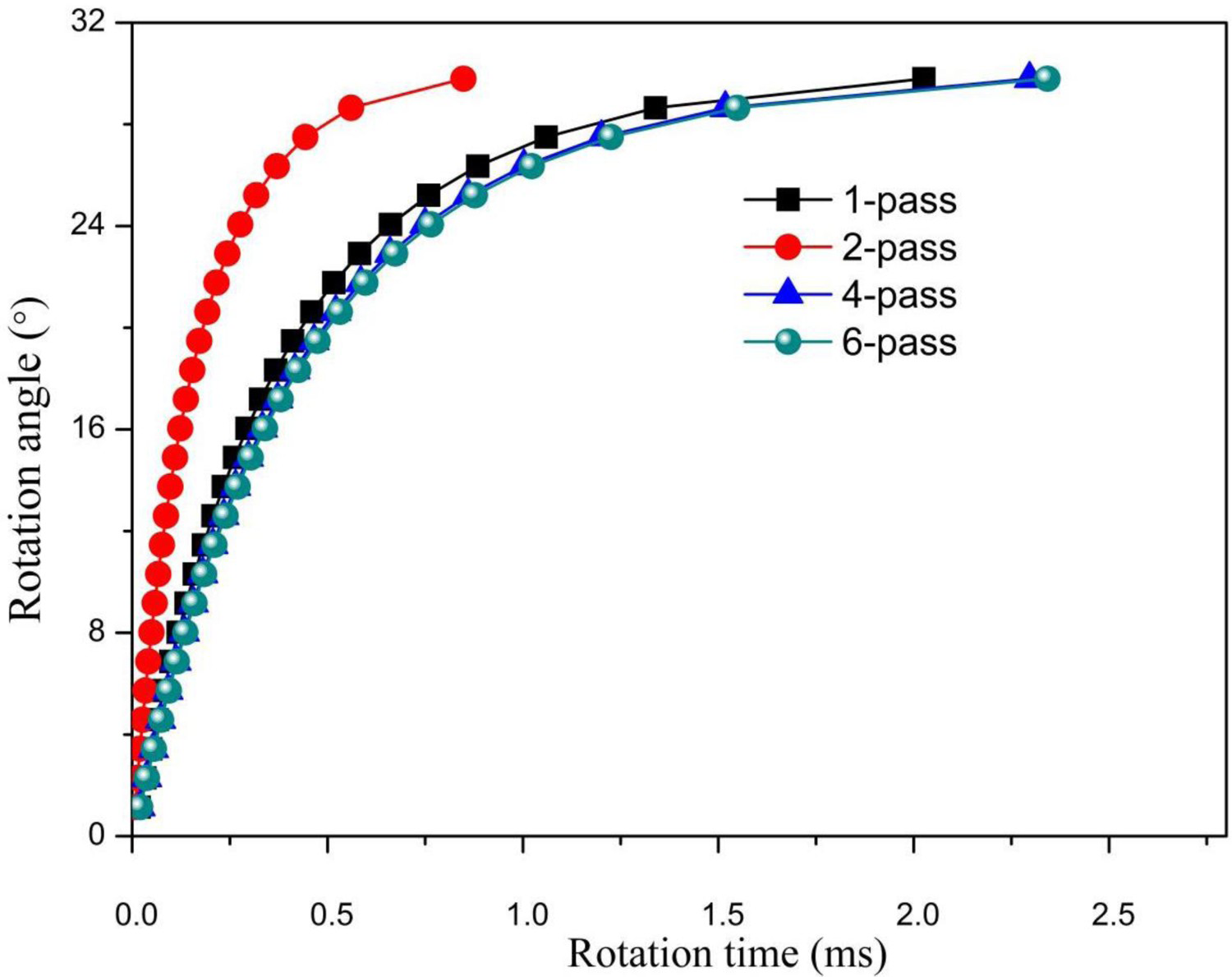
Mechanical properties at room temperature
Plots of true stress versus true strain are shown in Figure 10 for pure Mg tested at room temperature at a constant loading speed of 2 mm min−1 corresponding to the strain rate of 0.25 s−1. It is evidently maintained that there is a significant increase in the strength such as the flow stresses varying significantly from ∼60 MPa for annealed sample to ∼180 MPa for 6-pass sample. However, the ductility of pure Mg is decreased significantly after one to six passes through the ECSEE die, and the elongation of the 6-pass sample is only one sixth of the annealed sample. Besides, ECSEE reduces elongation seriously as the elongation of 1-pass sample is only half 6-pass sample. This is attributed to the strong strain hardening effect and this effect is more obvious at the lower strain rates. The investigation results that decrease in elongation and increase in flow stress observed after ECSEE are in agreement with other SPD results for Mg, such as HPT and ECAP [31,32].
True stress vs. true strain curves for tensile testing of samples.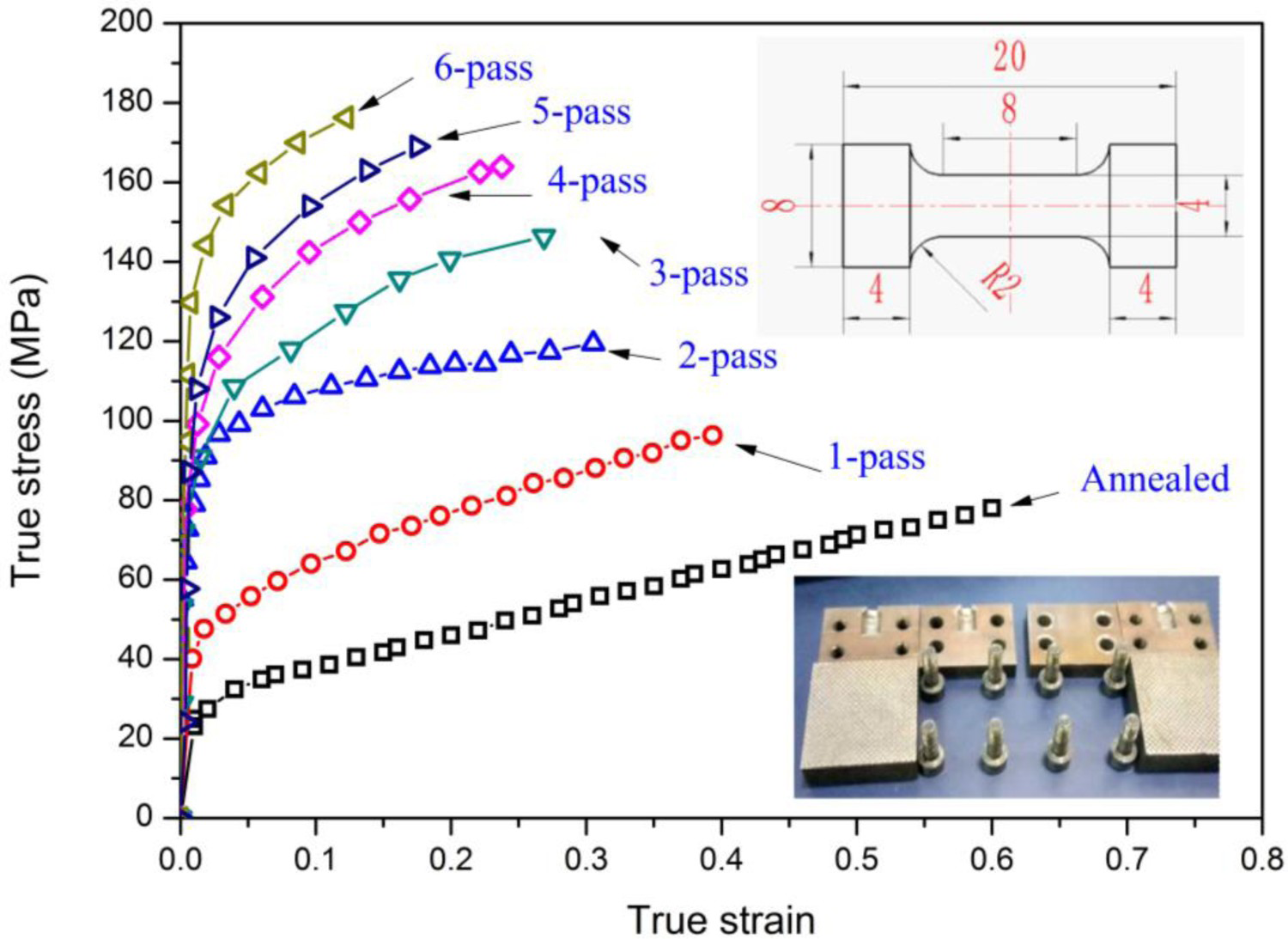
Discussion
The evolution sketch map of grain refinement under ECSEE deformation is illustrated in Figure 11, in which two mechanisms were proposed to explore the grain refinement of ECSEE, namely mechanical refinement (Figure 11(a)) and physical refinement (Figure 11(b)). These two mechanisms were corresponding to different stages of severe plastic deformation (according to the degree of deformation). Mechanical grain refinement mainly exists in the stage of small deformation (Figure 11(a)). The original coarse grains are elongated or even broken. During which, the twinning and recrystallisation occur. The comprehensive analysis shows that the deformation process of pure Mg mainly depends on the mutual coordination of slip and twin, but there is a relationship of mutual competition between them. In the stages of low deformation, the twinning dominates in grain refinement while recrystallisation does for high strain. When the shear direction changes, the deformed banded structure is staggered. In addition, with the continuous straining, the thickness of these shear bands becomes smaller and smaller, and the original grain boundaries are stretched along the shear direction until the elongated grains are gradually necking to broke. When the thickness is reduced to a critical value, it will locally adhere to the original grain boundary perpendicular to the shear direction, leading to the presence of some fine grains with LAGBs. The above-mentioned grain refinement process is more mechanical grain crushing process. For physical refinement in Figure 11(b), the dislocation mechanism imposes a significant effect on grain refinement by promoting the evolution of LAGBs to HAGBs. With the increase in shear straining, the initial grain size breaks down into smaller domains. While the low-angle grain boundaries form, the grains tend to rotate by θ to form equiaxed grains as a result of energy gradients. In the process, dislocation cell, subgrain and recrystallisation contribute much to grain refinement and equiaxation, and eventually, the coarse grains will become equiaxed fine grains with HAGBs.
Schematic illustrations of microstructural refinement evolution during ECSEE deformation (a) the mechanical refinement; (b) the physical refinement.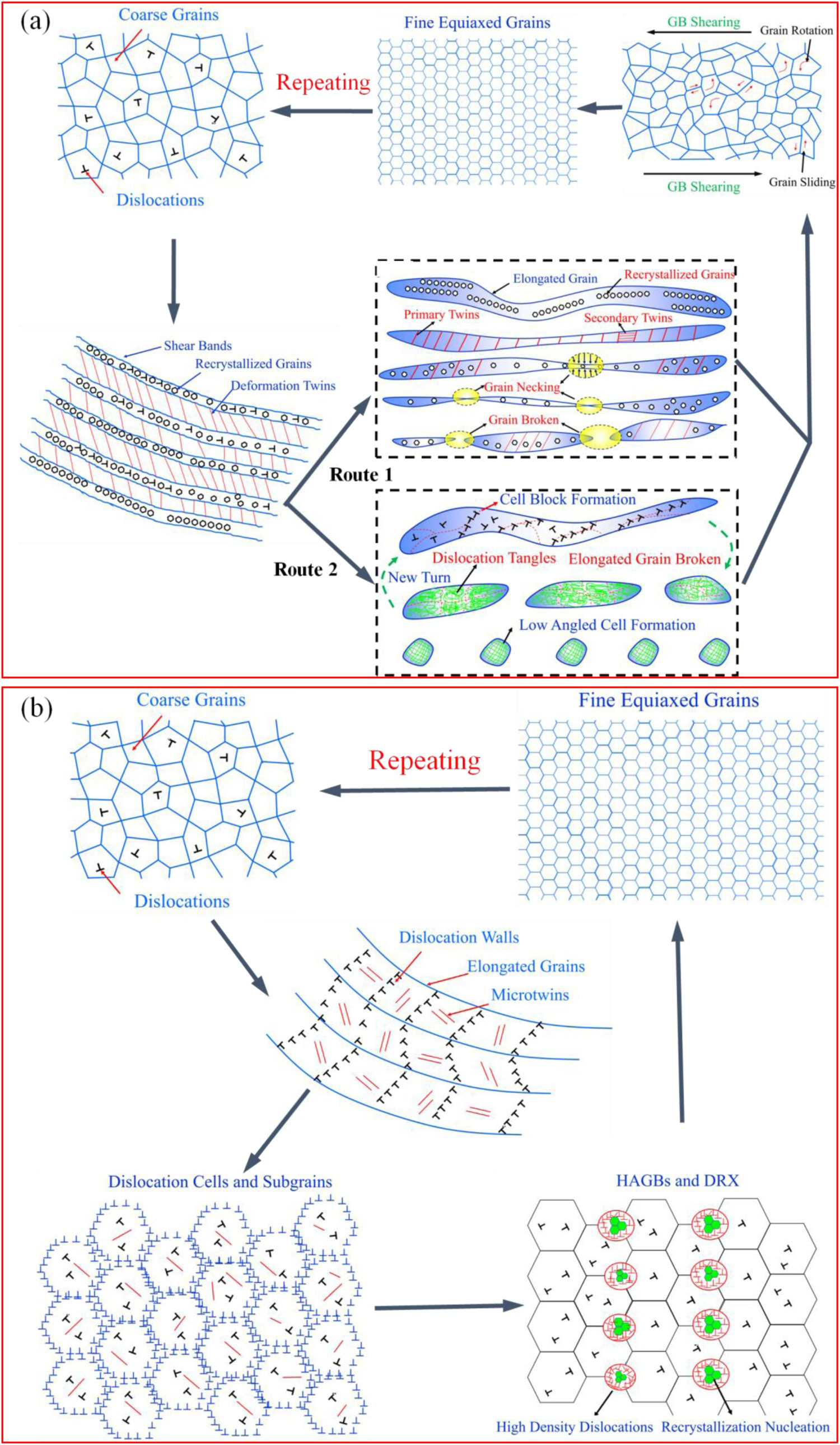
Conclusions
In the present study, pure Mg was subjected to Elliptical Cross-Sectioned Spiral Equal-Channel Extrusion (ECSEE) up to six passes. The microstructure and mechanical properties were evaluated, and the evolution mechanism was examined. Based on the obtained results, several new findings can be summarised as follows:
ECSEE process promotes grain refinement of pure Mg from twins to much finer, uniform and equiaxed grains during the extrusion. The deformation cracking occurs and the crack propagates along the aggregated RGs region. The time of grain boundary rotating 30° is the minimum for 2-pass sample about 0.847 ms, while the maximum for 6-pass sample increased to 2.34 ms. With the increase in deformation passes, the proportion of HAGB increases gradually. The recrystallised grain proportion increased sharply from 2% to 57%. The change trend of the average SF shows that ECSEE deformation does not change the texture obviously. The strength is significantly improved after ECSEE, while opposite for the ductility of pure Mg by comparison with the original annealed sample. TEM observation shows the grains evolve from shear bands to recrystallisation grains. The refinement mechanism under ECSEE is mainly divided into mechanical refinement and physical refinement. Mechanical grain refinement mainly exists in the initial stage of deformation. Physical refinement is the main refinement mechanism in the stage of large deformation.
Footnotes
Acknowledgements
The authors would like to express their sincere thanks for the research grants supported by the National Natural Science Foundation of China (Grant No.51805002), Project supported by the Research Fund of Key Laboratory of advanced metal material green preparation and surface technology (AHUT), Ministry of Education, China (Grant No.GFST2020KF03) and Postdoctoral Fund from Jiangsu Province and Anhui Province (Grant No. 2019K208 and No. 2019B343).
Disclosure statement
No potential conflict of interest was reported by the author(s).