
Abstract
The present review focuses on the recent development of steel matrix composites and their advancement. Stainless steel has broad application but its critical drawbacks, such as poor hardness and wear resistance, confine its extensive application. Nowadays, steel matrix composites with ceramic particles reinforcement are finding increased interest to researchers owing to the combined effect of hard reinforcement and ductile metal matrix. TiB2 ceramic particles have exceptional properties which makes it more suitable reinforcement for steel matrix. This review summarises the different powder metallurgy assisted methods for the fabrication of steel matrix composites and their mechanical properties, strengthening mechanisms, wear performance. With the help of this review article, researchers and industrial engineers can adopt the appropriate method to meet the demands of industrial applications.
Keywords
Introduction
Metal matrix composites (MMCs) are currently the subject of active research and development for automotive, aerospace, defence and other application around the world. Owing to their excellent combination of properties to address everyday issues of existing materials for many applications, MMCs have gained substantial consideration in manufacturing engineering as prospective structural materials. Successful design and development of MMCs with superior properties remains a foremost research area by which existing conventional materials can be replaced in many engineering applications under severe operating conditions. The overall properties of MMCs can be controlled by the appropriate selection of reinforcement, shape, size, orientation and content of the reinforcement, nature of bonding between the matrix and reinforcement [1-5].
A lot of research has been performed for the development of novel and lightweight engineering materials such as Ti, Al, Mg as a metallic matrix to attain improved strength and stiffness. However, until recently, the production of steel-based composites received little attention. Iron and its alloys have the potential to be employed as matrix materials due to their low cost and high mechanical properties. Austenitic stainless steel possesses higher strength, stiffness, ductility compared with aluminium, weldability and improved corrosion resistance [6,7]. Low hardness and wear resistance are the major drawbacks of austenitic stainless steel for which their application in wear resistance parts is limited. They may be able to replace other metallic materials if they can be prepared at a lower cost and with better performance. Steel matrix composites (SMCs) were developed in the chemical and process industries as alternatives to cemented carbide due to the inadequacies of austenitic stainless steel in delivering both strength and stiffness, hardness and wear resistance to a structure. TiB2 as a reinforcing agent in a steel matrix has shown tremendous potential to increase the overall performance and properties of such composites. Because of remarkable features of TiB2 such as high specific modulus, high hardness, high thermal conductivity, decreased thermal expansion coefficient and stability in liquid Fe, it is preferred as suitable reinforcement for steel matrix [8-10].
Previous research reported various fabrication methods for the synthesis of SMCs reinforced with TiB2 including traditional powder metallurgy (P/M), conventional casting, self-propagating high-temperature synthesis (SHS) and other methods [11-13]. However, significant efforts have to be made to develop a novel cost-effective method to expand their application. Nevertheless, processing of SMCs necessitates careful attention to achieve uniform dispersed particles in the matrix and good bonding between them so as to accomplish desired performance in the product. This article reviews the different processing methods and their challenges reported from the early to most recent developments based on TiB2-reinforced SMCs.
Worldwide research on steel matrix composite
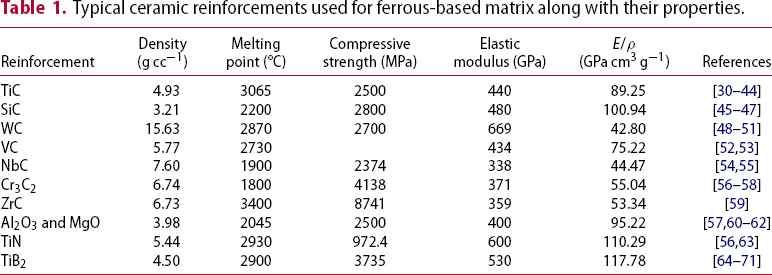
Typical ceramic reinforcements used for ferrous-based matrix along with their properties.
Titanium diboride (TiB2) as a reinforcement for steel matrices
Selection of suitable reinforcement is an important factor to enhance the properties of the steel matrix materials. Ashby [72] performance metric criteria is convenient for reinforcement selection. Performance metric is usually measured by performance offered by the material for a particular application. If the composite is to be used for automobile parts, then the young modulus must be isotropic, as the automobile parts are subjected to a combined stress of bend, twist and shear. From the structural application point of view, the improvement in properties like strength, modulus and stiffness are expected. For the ceramic reinforcement, a broad spectrum of criteria should be followed such as mechanical and physical properties, chemical stability and compatibility with the matrix material, coefficient of thermal expansion, availability, cost for the end application and commercialisation. It is also vital to comprehend the interaction between the matrix and the reinforcement, as well as the physical and mechanical properties. Weak bonding between the matrix and reinforcement hinders the stress transfer between them and thereby deteriorated mechanical properties [73,74]. Figure 1 presents the different criteria necessary for selection of reinforcement particles.
Different criteria for reinforcement selection.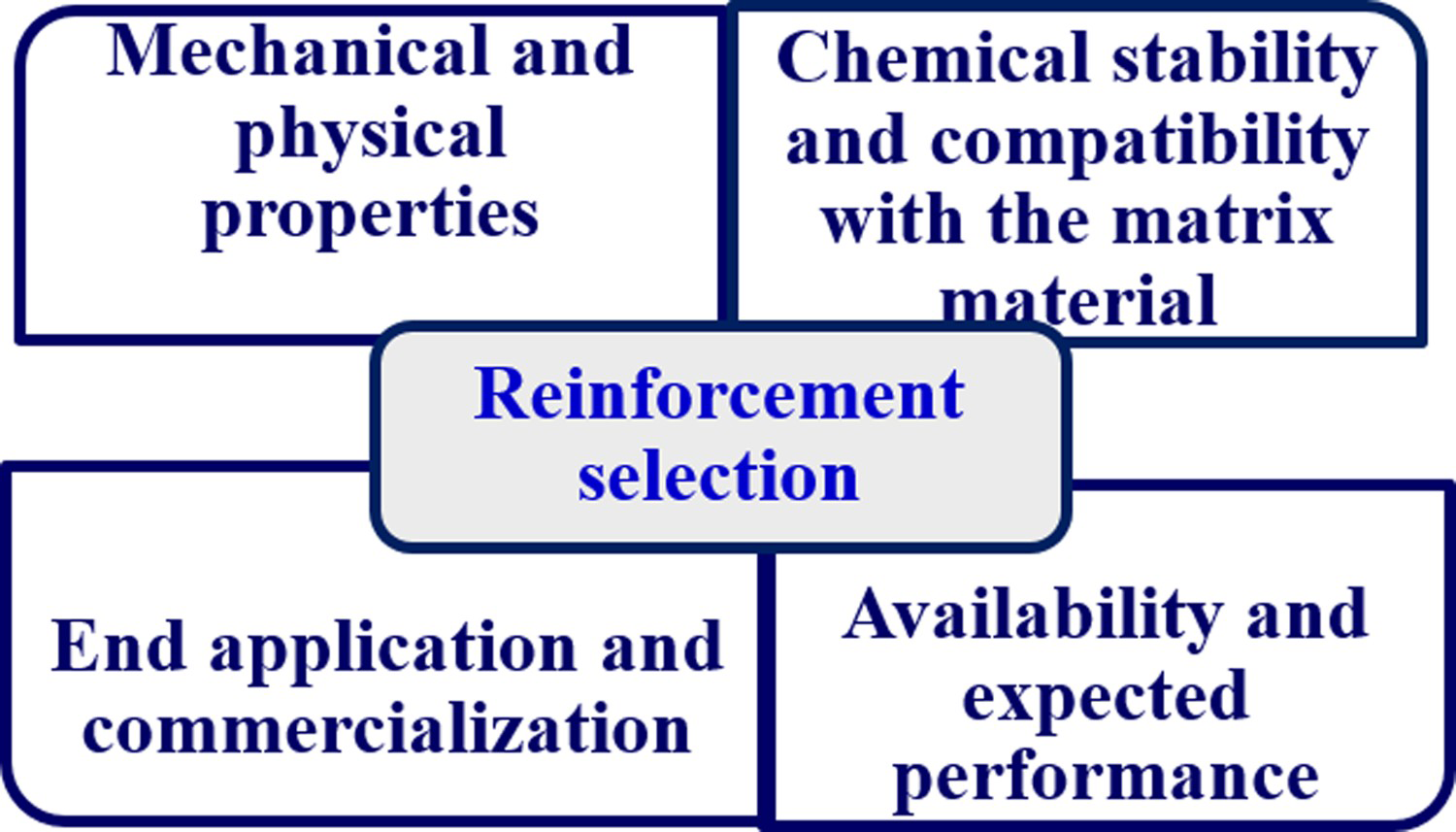
Ceramic materials including oxides, carbides, nitrides and borides are natural candidates for improvement of modulus, strength and wear properties of steel matrix. Usually, oxides and nitrides are not so effective in achieving improved properties due to their limited solubility and poor wettability in liquid iron, and requirement of large amount of particle to achieve high modulus. Although Young's modulus of carbides are high, they are thermodynamically unstable in the iron matrix. Owing to dissolution of iron from the steel matrix by carbides and the production of complex iron compounds, the final product's Young's modulus is significantly reduced [75-79].
Among the popular borides of Group IVa (Ti, Zr) elements, TiB2 is considered as the most suitable reinforcement as it offers several benefits. First, it possesses a specific modulus of 120 GPa cm3 g−1 and henceforth would be looked for applications demanding light weight and high stiffness. They ensure high Young's modulus in the final product due to their thermodynamic stability with iron. Apart from these, TiB2 has high thermal conductivity (∼110 W m−1 K−1 at 25°C), low thermal expansion coefficient (∼7.2 × 10−6 K−1), high hardness (3400 HV), low density (4.5 g cc−1), higher melting temperature (3225°C), high stiffness due to ordered crystal structure and strongly bound atoms. Furthermore, it is capable of being in equilibrium with both austenite and ferrite phases [73,80]. Other benefits of TiB2 include the presence of boron as neutron-absorbing element and high resistance to corrosion. This makes an opportunity in nuclear industry application as a shielding material. All these features make TiB2 particles as most suitable reinforcement in steel matrices for maintaining outstanding properties. Research on TiB2-reinforced SMCs have been developing at a relentless pace as it delivers the composites with excellent mechanical and tribological properties.
Processing challenges
Several fabrication methods have been developed for the production of TiB2 particle-reinforced SMCs in order to obtain significant improvement in properties of the final product. However, the final properties of the composites are controlled by various parameters like morphology of starting powders, content and shape of reinforcement, interfacial reaction, stability of reinforcement in the matrix which is generally a key challenge in processing of these composites. As a result, it is critical to comprehend the impact of key parameters on the processing and properties of the final product. The design and development of SMCs possess many processing challenges with a large number of possibilities of phase formation and microstructural evolution. These challenges are as follows: (a) homogeneous and uniform dispersion of TiB2 particles in the steel matrix, (b) interfacial bond between the matrix and reinforcement and (c) control of interfacial reaction between them. Non-uniform dispersion of TiB2 particles in the matrix leads to the formation of clusters due to agglomeration. Weak interfacial bond impairs the properties of the composite [74-81]. In some cases, structural damage or failure will occur due to the undesired reaction between the matrix and reinforcement.
During liquid state processing, it is very difficult to achieve wetting in the molten metal ceramic system owing to high surface tension associated with molten metals. The resultant microstructure is comparatively coarse. It is reported that the presence of carbon as alloying element in steel often results in the formation of secondary unwanted phases such as TiC, Fe2B by reaction with TiB2. Tanaka et al. [82] observed the formation of Fe2B due to the presence of impurities like oxygen. They reported the formation of Fe2B due to a combination of Fe with excess boron resulting from the reaction of oxygen with Ti. Consequently, ductility and wear resistance is deteriorated due to the presence of brittle and soft compound Fe2B. Degnan et al. [83] suggested that the amount of Fe2B formation can be avoided by adding excess Ti. However, the production of these undesirable brittle phases like Fe2B and TiC is unavoidable in liquid state processing owing to the difficulty in removal of all impurities in the molten alloy. Another issue in liquid metallurgy is the use of a high amount of fine particle reinforcement, which causes flotation and particle agglomeration due to their low density and poor wetting qualities. As a consequence, microstructural inhomogeneity is observed and mechanical properties are affected adversely. Despite the fact that the in situ technology has been developed as a unique technology for the synthesis of particle-reinforced SMCs, it has some disadvantages. In the in situ process, porosity in matrix occurs due to the release of high reaction heat during the formation of TiB2. Again coarsening of in situ formed ceramic particles occurs during synthesis that leads to particle fracture. Significant reduction in ductility is also observed due to the use of a large volume fraction of ceramic particles that leads to intrinsically brittle percolation paths [84].
Issues related to the above-stated methods can be overcome by the adopting powder metallurgy (P/M) method. Better control of microstructure with uniform distribution of reinforcement particles and control of interfacial reaction can be achieved. Despite some encouraging results obtained using the powder metallurgy process, some difficulties still exist. These include long time and high sintering temperature in conventional P/M methods that result in grain growth and loss of unique properties like strength, hardness, impact strength, fatigue properties, requirement of expensive equipment and even strategically unrealistic to produce bulk MMCs. Thus, with such challenges, it is important to approach a cost-effective processing technique that would ensure uniform dispersion of particles in the matrix along with minimal reactions with the metal matrix at elevated temperatures. It is also imperative to understand the role of processing parameters and bottlenecks in using SMCs for various applications.
Powder metallurgy processing
Consolidation techniques
Powder metallurgy (P/M) is the easiest and economic fabrication method for production of finished or semi-finished MMCs on an industrial scale. It is also one of the suitable techniques to produce SMCs reinforced with a varied range of volume fraction and sizes of the reinforcement particles. The basic steps for fabrication of steel matrix composite consist of elemental blending and mixing of steel and TiB2 powders to obtain a uniform composition, followed by consolidation by compaction and sintering under a controlled atmosphere at suitable temperatures. Several consolidation methods such as conventional sintering, cold isostatic pressing, hot pressing, HIP or spark plasma sintering (SPS) can be employed. Again, secondary operations like rolling, forging and extrusion are performed in the developed composites in order to achieve desired properties in the final product or to enhance precision. The main benefit of the adopting P/M method lies in achieving a uniform and homogeneous distribution of reinforcement particles in the matrix, good interfacial bonding between the matrix and reinforcement [85,86]. Figure 2 shows a schematic diagram of the powder metallurgy route for development of MMCs. Conventional compaction and sintering is not so effective technique to obtain dense composite and hence result in poor mechanical properties. Therefore, researchers have suggested hot pressing and other pressure-aided sintering methods like HIP, SPS methods for enhancement of TiB2 particle dispersion in steel matrix.
Schematic diagram of the P/M process for fabricating MMCs.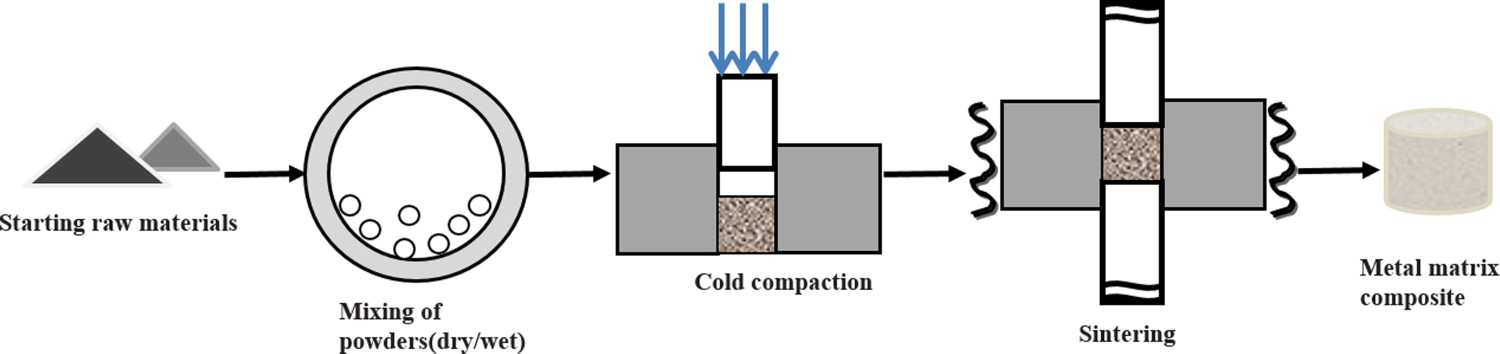
HIP method includes application of high temperature and high gas pressure simultaneously. In this method, powder materials are feed in a sealed container and compacted by isostatic pressure by using inert gas at elevated temperature. This process ensures the formation of dense compact due to simultaneous application of pressure and temperature that leads to diffusion at contact surface between particles. The schematic view of the HIP process is shown in Figure 3. This method is suitable for fabrication of large complex component for high-temperature application owing to its ability to produce full dense composite with a minimal microstructural defect. This process offers the benefits of production of fine and isotropic microstructure along with improved mechanical properties [87,88].
Schematic diagram of hot isostatic pressing set-up.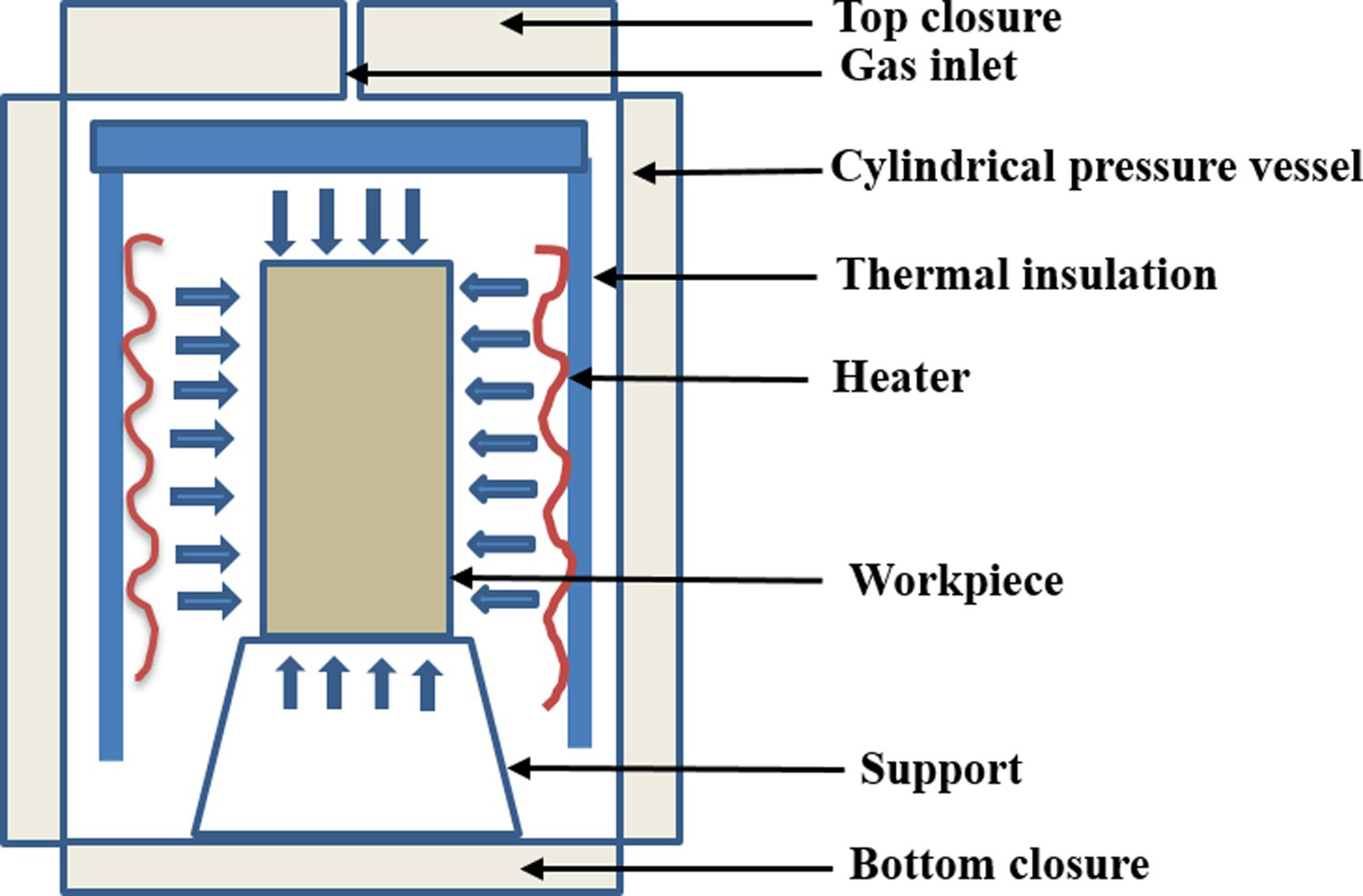
Sulima et al. [66] adopted the high temperature–high pressure (HT-HP) approach to manufacture AISI 316L stainless steel reinforced with TiB2 ceramics by the powder metallurgy method. They prepared the green compact under the pressure of 200 MPa and sintered at different temperatures 900, 1150 and 1300°C at the pressure of 5.0 and 7.5 ± 0.2 GPa for 60 s. The HIP method was also adopted by Tjong et al. [89] to synthesise stainless steel composites reinforced with hard TiB2 particles. HIP was performed at temperature 1180°C and the pressure 100 MPa for 1 h. The authors have also successfully fabricated steel matrix composite with varying content of TiB2 [90]. A similar method was demonstrated by Nahme et al. [91] using HIP in order to develop high strength lightweight materials for highly mobile armoured vehicles.
SPS also recognised as field-assisted sintering technique (FAST) is a modern consolidation technique that provides huge potential for the production of composite materials with good mechanical properties by restricting grain growth. SPS is a novel consolidation technique capable to create full dense material in less processing time. SPS utilises a uniaxial press, a DC pulse generator, a punch electrode and a vacuum chamber. The SPS process is depicted schematically in Figure 4. The process is assisted by simultaneous application of pressure and electric current through a die and powder, producing rapid heating and enhancing densification via creep mechanism. It is regarded as a quick sintering method with a homogenous distribution of heating power over the volume of the powder compact in a macroscopic scale, as well as precise dissipation of heating power at the contact points of the powder particles in a microscopic scale [92]. Unlike the conventional sintering method, this method allows consolidation of composites at low processing temperature and time. With this technique, it is possible to avoid the undesirable interfacial reaction and effective control of microstructure which consequently enhances the properties. Fedrizzi et al. [67] produced hot work tool steel matrix composite reinforced with TiB2 by SPS. They prepared TiB2-reinforced AISI H13 powders by both mechanical milling and powder mixing process. SPS was performed at 1100°C under the pressure of 60 MPa for 1 min and the heating rate was 100°C min−1. They suggested the requirement of optimisation of mechanical alloying to achieve uniform dispersion of reinforcement in the matrix. Sulima and her group [93] have attempted to fabricate SMCs with 2–8 vol.-% TiB2 particle by the SPS method employing sintering temperatures of 1000 and 1100°C. Using boron carbide powders and ferrotitanium alloy, SPS has also been used for in situ synthesis of TiB2 and TiC particle-reinforced SMCs [94].
Schematic diagram of a spark plasma sintering set-up.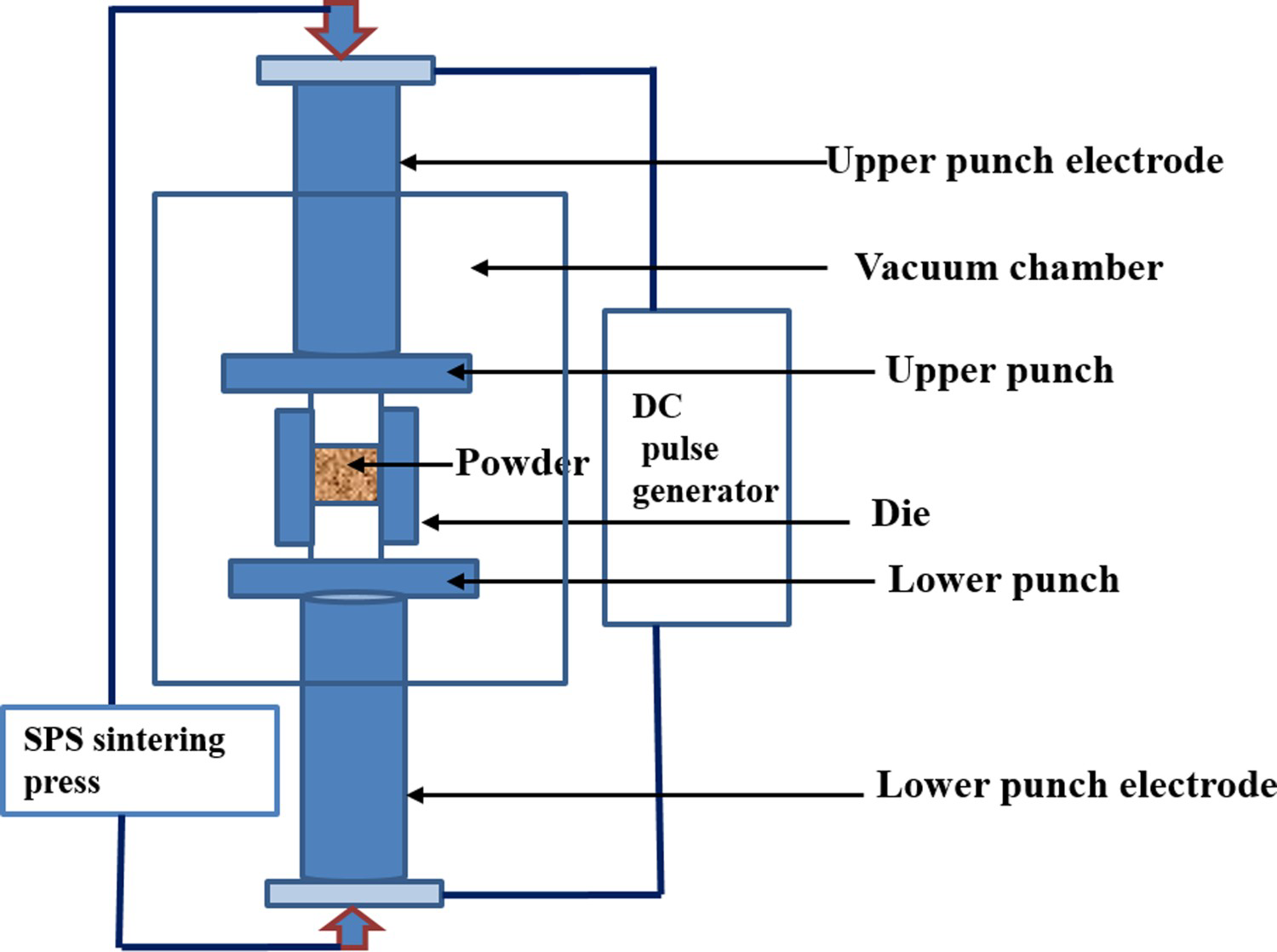
Among different P/M methods, hot pressing method offers several advantages like short processing time, full densification capabilities, uniform distribution of reinforcement particles and near net shape production. The major advantages of hot pressing are high driving force for densification due to simultaneous application of pressure and temperature without concurrent increase in driving force for grain growth. This method offers the benefit of production of dense powder compact due to rearrangement of the particles and plastic flow at the particle contacts. Surface diffusion, vacancy migration and bulk diffusion are the main sintering mechanism during hot pressing. Sintering condition is improved due to an increase in interface surface area in particles by application of pressure. High-density bulk sample with high strength bonding between particles can be prepared by optimising process parameters such as temperature, pressure and time. Furthermore, secondary treatment like rolling, forging and extrusion can be performed after hot pressing so as to reduce porosity. Therefore, finally superior material with improved properties is achieved. During hot pressing, mechanical loading is performed along the vertical axis using simple die and punch system. Heating is carried out by induction heating, resistance heating or radiation. Graphite die used for loading is usually enclosed in a protective atmosphere or vacuum chamber to avoid die damage. Radial pressure against the die wall also exists along with axial pressure [95,96].
Comparison between powder metallurgy and other processing techniques
Several processing techniques have been employed for synthesis of TiB2 particle-reinforced SMCs to significantly improve the properties of the final product. These composites have been already developed by powder metallurgy (P/M) [65-67,97-100], conventional melting and casting [57,71,101], combustion synthesis or SHS [102] and aluminothermic reduction [64]. However, final properties of the composites are controlled by various parameters like morphology of starting powders, content and shape of reinforcement, interfacial reaction and stability of reinforcement in the matrix. Understanding and controlling the parameters are the key challenges in processing of these composites and its final properties. The P/M method is the best appropriate route for steel-based composite due to capable of close control of starting material and process parameters thereby tailoring physical and mechanical properties of the components. Following subsections will highlight few important processing techniques and their properties reported in the literature to develop SMCs. A brief comparison between these traditional processes and P/M route is also presented in this section.
Conventional melting and casting
Conventional melting and casting process is the most economical process among all the processes and is suitable for large-scale production. In this method, ceramic reinforcement particles are incorporated into molten metal followed by various shapes casting or cast into ingots for secondary processing. Baron et al. [103] established a liquid metallurgical synthesis of Fe–TiB2 high modulus steels that is both efficient and cost-effective. They used a vacuum induction furnace to melt Fe–B and Fe–B–Al in sintered Al2O3 crucibles. They suggested for careful control of powder grain size, surface condition and melt temperature for effective synthesis. Rana et al. [104] prepared SMCs with 7.8 wt-% TiB2 particles by adding ferrotitanium and ferroboron to the pure iron melt. They processed the ingots of materials followed by a standard processing route, i.e. reheating, rough rolling, hot rolling, coiling, warm rolling, cold rolling, annealing, pickling, etc., in sheet form for automotive application.
In order to overcome the negative impact of the addition of brittle ceramic particles on ductility and toughness of the resultant SMCs, Springer et al. [105] investigated two alloy compositions, hypoeutectic and hypereutectic alloy (Figure 5(a)) that presents the pseudo-binary phase diagram Fe–TiB2. They employed four synthesis techniques to achieve various solidification rates (Figure 5(b)). They attempted to tailor the eutectic decomposition and precipitation by varying the solidification rate in order to achieve high toughness. Similarly, Korinek et al. [106] produced steel–TiB2 composites by eutectic solidification and demonstrated the creation of primary TiB2 and heterogeneous nucleation of δ-dendrites.
(a) Pseudo-binary Fe–TiB2 phase diagram calculated using ThermoCalc, the two alloy compositions of this study are sketched as dashed lines. (b) Schematic cooling curves of the different solidification experiments. Adapted with permission from Elsevier [105].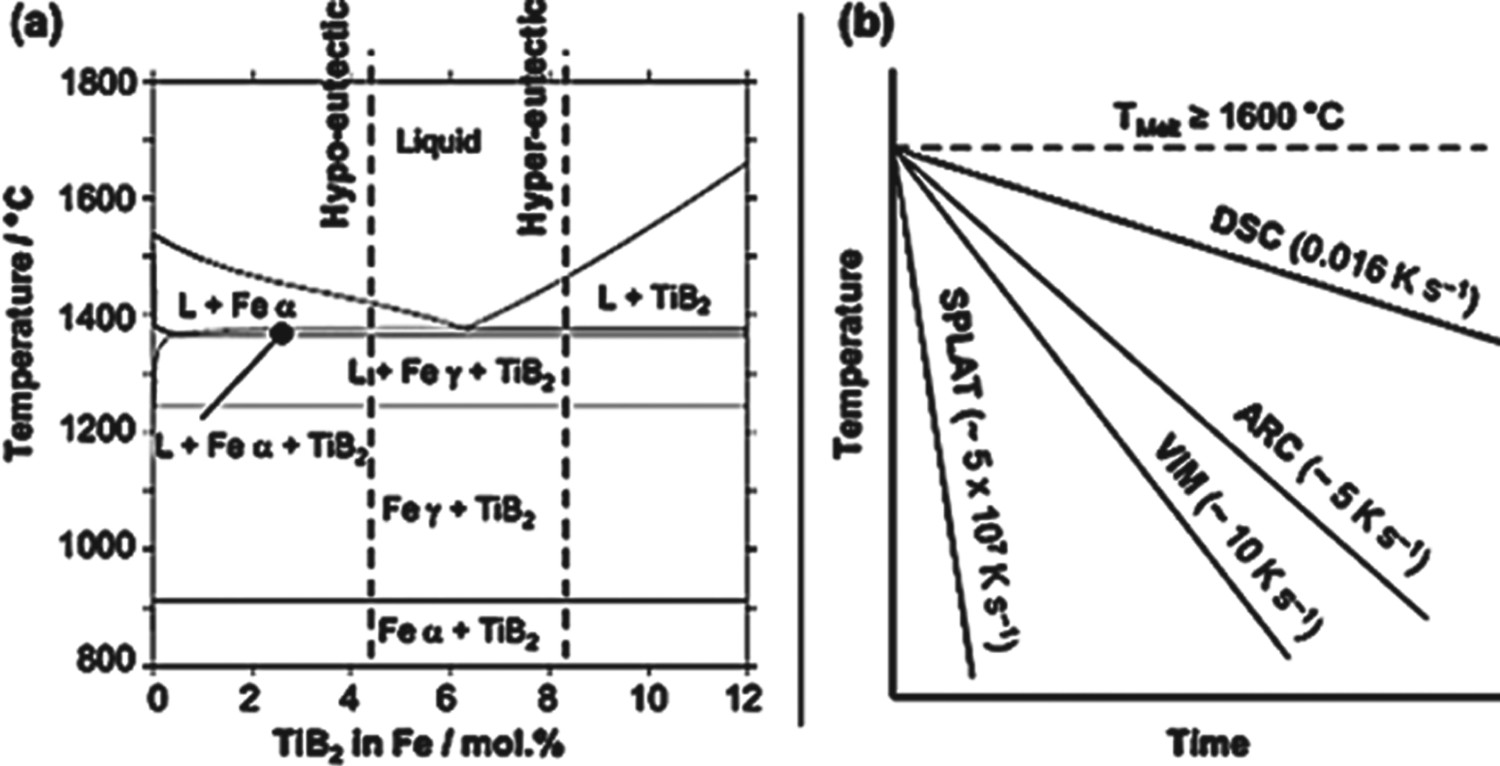
However, the above-mentioned processes are associated with drawbacks like casting defect, blowholes and porosity. It is also difficult to control the microstructure due to high temperature involved in casting. Ceramic reinforcements are added to molten metal directly at such high temperature which leads to poor wetting between ceramic phase and metal matrix, thereby resulting in segregation of reinforcements. This leads to insufficient load transfer and crack formation in the castings. As compared to casting, lower processing temperature employed in P/M leads to a minimal matrix-reinforcement interaction. Furthermore, casting is suitable to fabricate steel composites with low volume content of ceramic reinforcement in order to obtain fluidity while P/M allows the use of a higher volume fraction of reinforcement. Non-uniform distribution of reinforcement in the matrix is another problem in casting that can be overcome by adopting advanced P/M technology such as hot press, HIP and SPS.
SHS process
This method is one of the most progressive methods for obtaining TiB2-reinforced SMCs. This process has received much attention, owing to its low consumption of energy, low time for processing and high product purity. In the SHS process, adiabatic temperature (Tad) is an important parameter as it decides the accomplishment of self-propagating synthesis of a particular material. It ascertains the maximum possible temperature for the exothermic reaction without any heat loss under adiabatic conditions. Combustion reactions become self-sustaining under the condition of Tad ≥ 1800 K [107]. The theoretical calculation for adiabatic temperature of SHS reaction can be presented by the following equation based on the thermodynamic data [107]:
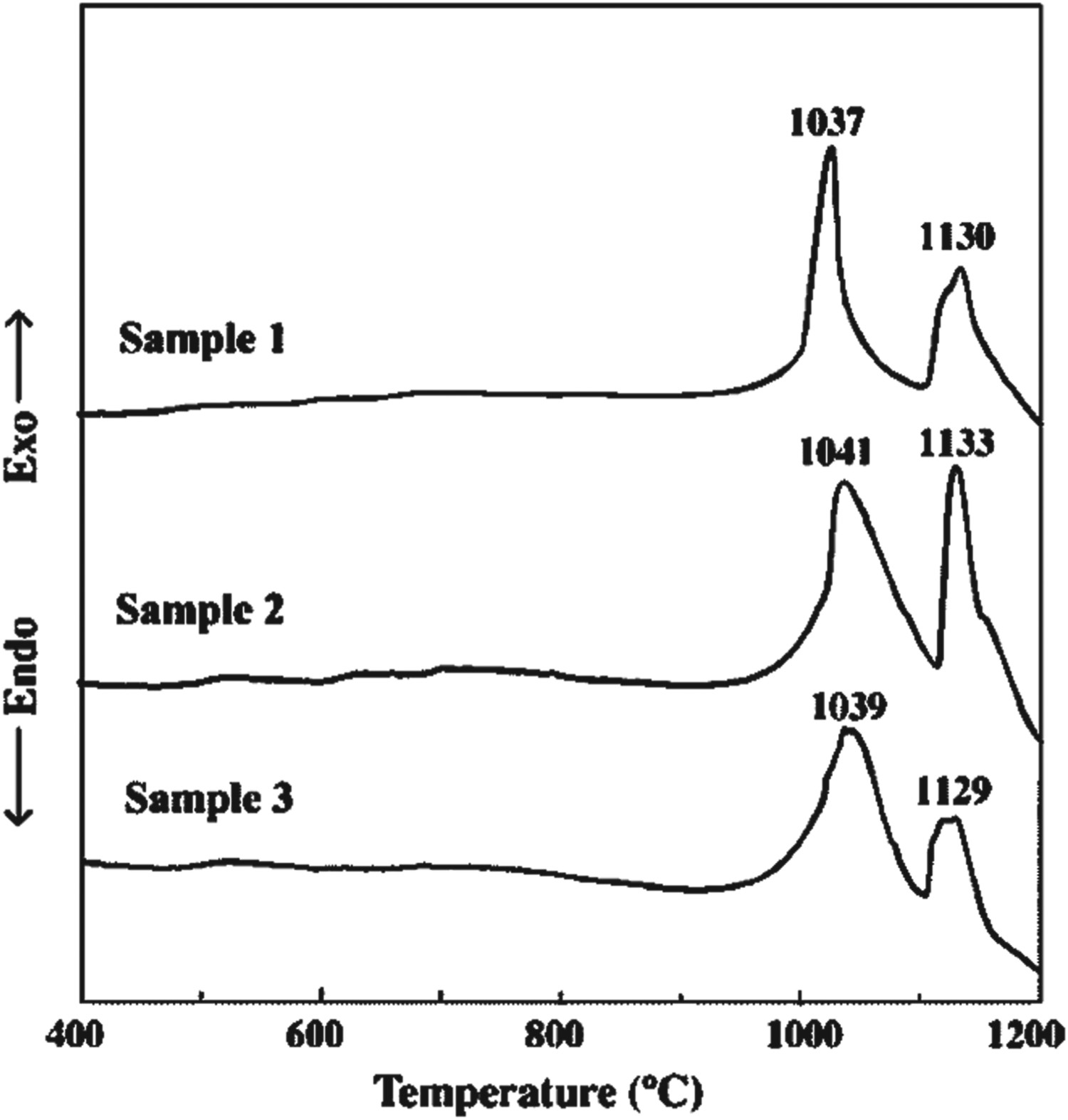
DTA curves for various compositions heated in argon environments at a heating rate of 30°C min−1 to a 1200°C. Adapted with permission from Elsevier [107].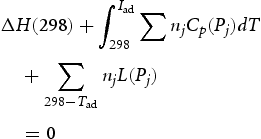
Many studies on synthesis of TiB2 particulate-reinforced SMCs have been carried out using the SHS or combustion synthesis process [107-110]. Lepakova and his group [109] conducted an investigation of SHS products of Ti–B–Fe system by a mechanism of component interaction in the SHS wave. The authors concluded that it is impossible to produce dense Fe–TiB2 composite in combustion without supplementary physical–mechanical exposures. Degnan and Shipway [110] prepared steel–matrix particulate composite by adding SHS Fe–TiB2 master alloy powder to medium-carbon steel. To avoid the formation of Fe2B in the final product, the researchers have attempted to incorporate Ti in the master alloy.
Although SHS technology has attracted much attention for synthesis of steel-based composites, one of the inherent drawbacks of the SHS process is that the existence of porosity in the final product is unavoidable, thus limiting its commercial processing. However, it is very difficult to control the ignition temperature and heat generation during this process. The presence of porosity can lead to reduced mechanical properties. Dislocation slip and initiation of micro-crack can occur under applied stress that result in failure of material.
Combustion assisted casting
Combustion assisted casting is a combination of traditional casting and SHS process which facilitates in situ synthesis of ceramic particle-reinforced SMCs. This method also results in homogeneous distribution of ceramic phase in steel matrix and a good interfacial bonding between them. Therefore, there is a great interest in industries and academics owing to its easiness, low energy consumption, lower processing time and high product purity compared with other methods [111]. Yang et al. [112] fabricated in situ TiC/TiB2-reinforced SMCs by varying the size of B4C particle via the SHS reaction in Ni–Ti–B4C system. In a subsequent attempt [113], they investigated the influence of particle size of C on the pore formation of TiC-reinforced steel composites by changing the C particle size during casting. In situ synthesis of TiB2–TiC particle reinforced SMCs using the SHS reaction of Al–Ti–B4C system and casting was carried out by Jiang et al. [114]. However, evaporation of Al during highly exothermic SHS reaction resulted in porous product. To avoid the detrimental influence of aluminium on the property of the composites, Zhang and his group [115] adopted SHS of Fe–Ti–B4C–C system to fabricate SMCs reinforced with TiC and TiB2 particles. The authors also attempted to fabricate in situ TiB2 particle-reinforced steel matrix by SHS reactions in Fe–Ti–B system containing different weight percentage of Fe in molten high chromium alloy steel [111]. Zou et al. [116] developed a novel thermal explosion (TE) casting route to fabricate TiC–TiB2 particle-reinforced SMCs by using Al–Ti–B4C system with various B4C particle sizes. Self-propagating synthesis with centrifugal-casting process has been employed to prepare laminated composite of TiB2-based ceramic and 42CrMo alloy steel [117]. This method provides a potential advantage owing to its ability to self-generate energy without use of any costly equipment. High purity product is produced similar to the P/M method. However, the major challenge in combustion synthesis process lies in controlling the fluctuation of temperature. Even though this process is comparable with the P/M method in developing near net-shaped steel-based composite, the major concern in the process is the non-uniform distribution of particles in the matrix that leads to premature failure.
Direct reaction synthesis
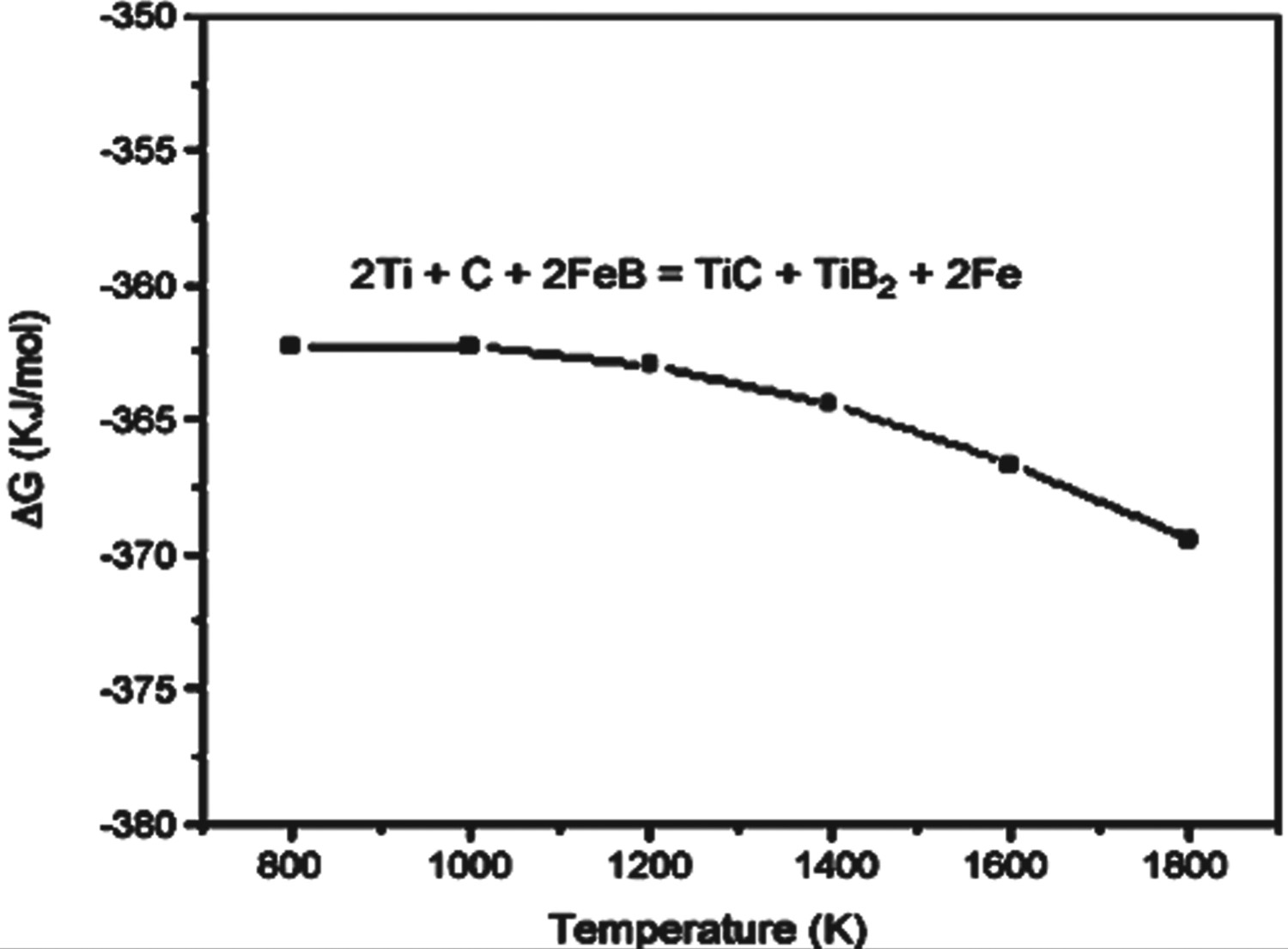
In this process, in situ formation of ceramic reinforcing particles occurs by the chemical reactions between reactants and some of components present in the melt. Direct reaction synthesis like carbothermic reduction and aluminothermic reduction process have been tried for fabrication of steel ceramic composite with clean interface. These methods have the advantage of reducing the number of steps and thus the cost of production. Farid et al. [69] used a synthesis reaction using Ti, C and FeB to prepare in situ (TiC–TiB2) reinforcements in 465 stainless steel matrix.
Gibbs free energy as a function of temperature. Adapted with permission from Elsevier [69].
By aluminothermic reduction of blue dust (primarily Fe2O3), titanium dioxide (TiO2) and boron trioxide (B2O3) powder, Anal et al. [64] studied the possibility of synthesis of TiB2-reinforced iron matrix composite (Fe–TiB2). They verified thermodynamically if the reaction is self-sustaining. They calculated the standard free energy change, ΔGT and the standard enthalpy change, ΔHT for the reactions below and revealed that they are exothermic.

However, the carbothermic reduction process becomes a costly process as it necessitates the supply of enough heat for the reaction to occur as it is endothermic in nature. Although several methods have been developed for fabrication of SMCs, material designers are still trying to provide a noble and also economical synthesis route with properties superior to existing ones. It is essential to fabricate SMCs by appropriate process techniques and to compare the observed data for a better understanding of the role of process parameters and achievement of properties of interest.
Mechanical properties of P/M processed SMCs
The strengthening mechanism of a composite structure is governed by reinforcement content or processing parameters. So it is obligatory to understand the strengthening effect of developed composite material for design of high strength SMCs. Different mechanisms that are responsible for strengthening and models or equations to predict the properties of the developed SMCs are discussed in the following section. Subsequently, it would be feasible to understand the role of different parameters on the observed properties by comparing the predicted properties and experimental results.
Different approaches for strengthening mechanism
Orowan strengthening or second phase particle strengthening
Orowan strengthening is one of the primary strengthening mechanisms in MMCs that results in a considerable increase in strength due to the addition of hard second phase particles into the matrix. The non-shearable fine ceramic particles pin the crossing dislocation and then promote dislocation bowing, reconnecting and formation of dislocation loops around the particles under external load. In theory, these loops result in high work hardening rates and increased strength. The contribution of Orowan strength is inversely proportional to the particle spacing between dispersed particles. As a result, the contribution of strengthening increases as particle size and volume fraction of particles decrease. However, this mechanism is not significant for composites containing coarse reinforcement particles (greater than 5 µm) due to large interparticle spacing. Orowan strengthening effect can be described by the following equation [120]:

Enhanced dislocation density strengthening mechanism
The relation between dislocation density and strengthening has been known for a long time. In MMCs, the generation of geometrically necessary dislocations (GNDs) due to the presence of the reinforcement particles has been a matter of broad discussion. GND represents additional dislocation storage required to accommodate lattice distortion caused by non-uniform plastic deformation. Atomic structures of GNDs are not necessarily different from that of dislocations created by uniform plastic deformation [121,122]. So it is usually difficult to distinguish them. Thus, it is yet a challenge to experimentally decide the density of GNDs from the other dislocations in the homogeneous state. Generally, GNDs are generated around reinforcement particles as a composite is subjected to change in temperature, thermal strain in order to accommodate the thermal mismatch effect so as to reduce energy. The improvement of the flow stress in the matrix as a result of the generation of GNDs is referred to as Taylor strengthening. The assessment of effect of dislocation density on strength of materials can be described by Taylor strengthening mechanism. This mechanism is more significant in the presence of higher dislocation density due to lesser mean free path. The density of dislocation is predicted from the magnitude of thermal strain which is expressed as [122]:

The density of the GNDs due to CTE mismatch can be approximated by
The strengthening contribution due to thermal mismatch is expressed as

Load-bearing effect
The load transfer strengthening mechanism plays a key role in improvement of yield strength in particulate reinforced composite. This mechanism deals with the direct strengthening contribution from the presence of hard ceramic phase in the matrix. If the bonding between the particle and the matrix is good, then the load can be transferred from the brittle ceramic phase to the ductile matrix phase. The volume fraction of reinforcement particles has a direct relationship with the strengthening effect. The augmentation of strength by load transfer mechanism in particle reinforced composite can be characterised by [123] according to the modified Shear Lag model.
For equiaxed particle, the equation can be presented as

Hall–Petch strengthening mechanism
This mechanism is commonly used to illustrate the impact of grain refinement on material mechanical characteristics. In general, the finer the grain size, the higher the impedance to dislocation motion, which results in an increase in material strength. A direct relationship always exists between the flow stress and reciprocal of the square root of grain diameter. The contribution of Hall–Petch strengthening can be described as [122]


In some cases, the addition of reinforcement particles restricts the grain growth rather than nucleation of new grains. They act as grain refiner and improve the strength indirectly by grain boundary pinning effect. Zener formula is usually used to describe such indirect impact of reinforcement particles which is given below [125]:

Various models for prediction of yield strength
The followings are the most often used numerical models for estimating the yield strength of particle-reinforced MMCs: (a) The summation model; (b) The Zhang and Chen model and (c) The modified Cylne model.
Summation model
This model is based on the summing of all individual strengthening mechanisms, and it employs three superposition methods: arithmetic summation, quadratic summation and compounding. Eberling and Ashby [126] suggested arithmetic summation and quadratic summation based on the dislocation theory applied to a single crystal. Arithmetic summation is applicable for obstacles to dislocation motion at different scales and quadratic summation for obstacles to dislocation motion at the same scale. Few other studies have found that the composite's yield strength is influenced by the yield strength of matrix rather than the reinforcing strength. As a result, the compounding approach encompasses all strengthening mechanisms and can be quantitatively described through a set of improvement factors. The summation model adds up all the strengthening contribution in a linear fashion by assuming that each mechanism contributes independently to the final yield strength of composite and is written as follows:

All subscripts such as ym, Orowan, CTE, Hall–Petch and Load indicate the individual strengthening mechanisms which have been discussed in the previous section. This method usually predicts higher yield strength than the experimental data and hence is not widely adopted.
Zhang and Chen model
This method is similar to the compounding method in that it considers all strengthening processes to be load-transferring mechanisms, and it can be stated mathematically using a set of improvement factors. It is a modified version of the Shear lag model that comprises the Orowan, Taylor and load transfer strengthening effects while ignoring the grain refinement or Hall–Petch strengthening effects. All the strengthening contributions are multiplied to the original yield strength of matrix and are written as follows [127]:

Modified Cylne model
This model is based on least-square approximation by considering all strengthening mechanisms acting throughout the matrix. According to this model, individual strengthening mechanisms interact, and the sum of individual strengthening contributions is proportional to the square of total yield strength growth. Many studies reported that the modified Cylne model predicts the yield strength more precisely so that a good agreement between prediction and experimental results can be observed compared with other models [128-130]. However, it is ineffective for particulate MMCs with bi-modal particle size distribution as this model ignores particle size distribution variation and the presence of hybrid ceramic particles.

Summary of mechanical properties of TiB2-reinforced steel matrix composite synthesised by different processing routes.
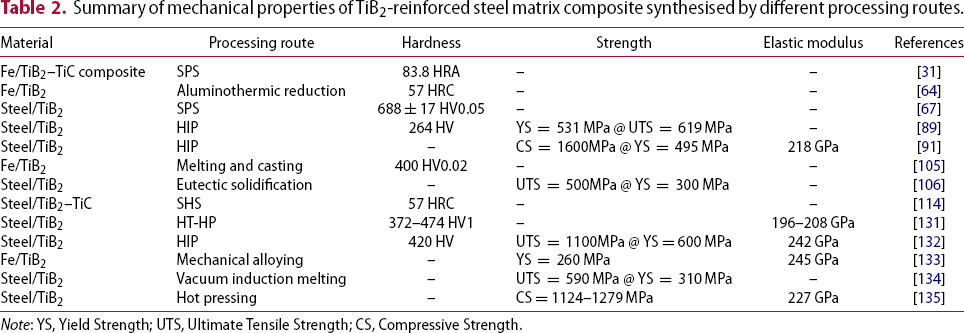
Note: YS, Yield Strength; UTS, Ultimate Tensile Strength; CS, Compressive Strength.
Tanaka et al. [136] demonstrated an increase in both elastic modulus and specific elastic modulus of SMCs with increase in TiB2 content. They made an attempt to compare the measured values with the predicted values and reported a good agreement between the two. A similar observation was also reported by Baxter et al. [137]. In addition, the authors suggested that subsequent extrusion after HIP can improve ductility of the composite. Bonnet et al. [138] achieved high modulus steel by reinforcing TiB2 particles with proper control of composition of melt and microstructure. Sulima et al. [139] performed a microscale tensile test to obtain detailed information on the plastic and mechanical properties of SMCs manufactured by the HP-HT approach. The authors reported different characteristics of tensile strength at different temperatures as shown in Figure 8.
The results of the tensile test carried out on the steel matrix AISI 316L+2 vol.-% TiB2 composites sintered by HP-HT (a) at 1000°C – 7 GPa and (b) at 1300°C – 7 GPa. Adapted with permission from Elsevier [139].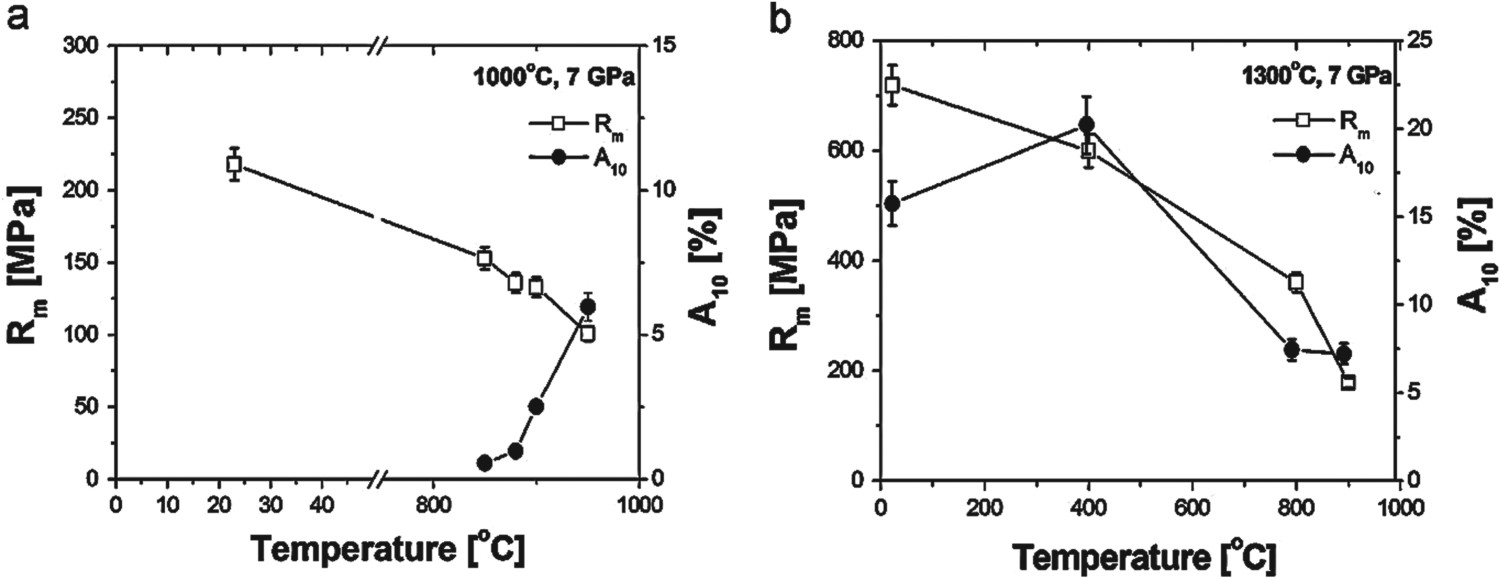
Wang et al. [140] studied the high-temperature deformation behaviour of steel matrix composite reinforced with TiB2 particles. They observed improvement of hot-formability of Fe–TiB2 composites as compared with pure Fe as presented in Figure 9. An increase in flow stress and leading role of work hardening during the initial stage of deformation was observed by the authors.
The flow curves of Fe–TiB2 composite (solid line) and high purity iron (dash-dot line) at specified compression temperature (b) work hardening rate versus true stress curve plots of Fe–TiB2 composite based on (a) and (c) DRX post-peak softening rate of Fe–TiB2 composite at different compression temperatures. Adapted with permission from Elsevier [140].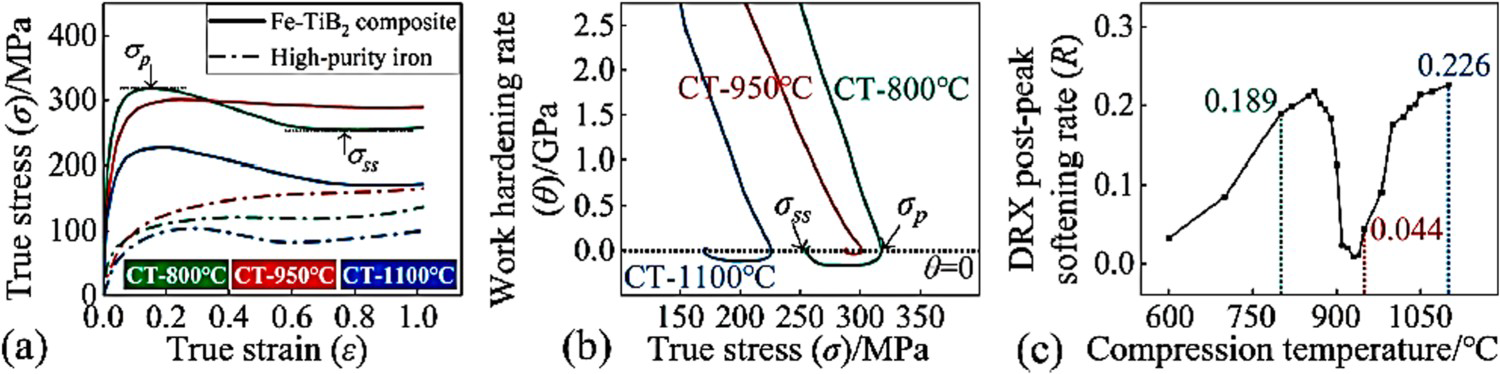
Li et al. [141] employed the eutectic solidification process to fabricate TiB2-reinforced high modulus steel composite. The authors attempted to make a comparison of tensile properties between steel matrix composite and low carbon steel. They reported strengthening effect of TiB2 particles due to increase in yield strength, ultimate strength and stiffness of the composites as compared with low carbon steel (shown in Figure 10).
The tensile properties of two steels (a) overall stress–strain curves and (b) magnification of stress–strain curve in elastic stage. Adapted with permission from Elsevier [141].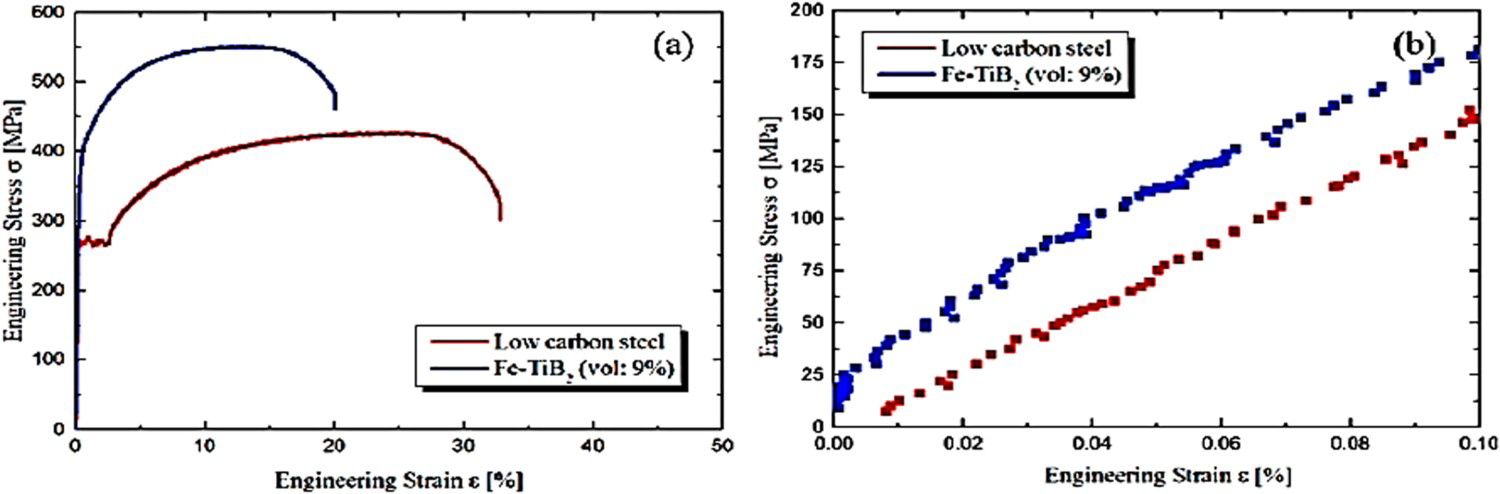
Sahoo and her group [135] evaluated the enhancement of yield strength of SMCs reinforced with different contents of TiB2 by using different strengthening mechanisms (as shown in Figure 11). They reported the predominance effect of thermal mismatch strengthening due to increase in thermal strain and density of geometric dislocation. In addition, an increasing trend in dislocation strengthening was also observed with increase in TiB2 content and hot pressing temperature. The relative contribution of Orowan strengthening in composite with 4 vol.-% TiB2 was found to be increased by 1.45 times as compared with composite containing 2 vol.-% TiB2. In a subsequent work [142], the authors also investigated the influence of TiB2 on creep behaviour of P/M processed steel matrix composite by using the power law relationship and reported improvement of creep strength with TiB2 content.
Influence of various strengthening mechanisms in steel matrix composites sintered at (a) 1000°C and (b) 1100°C. Adapted with permission from Springer [142].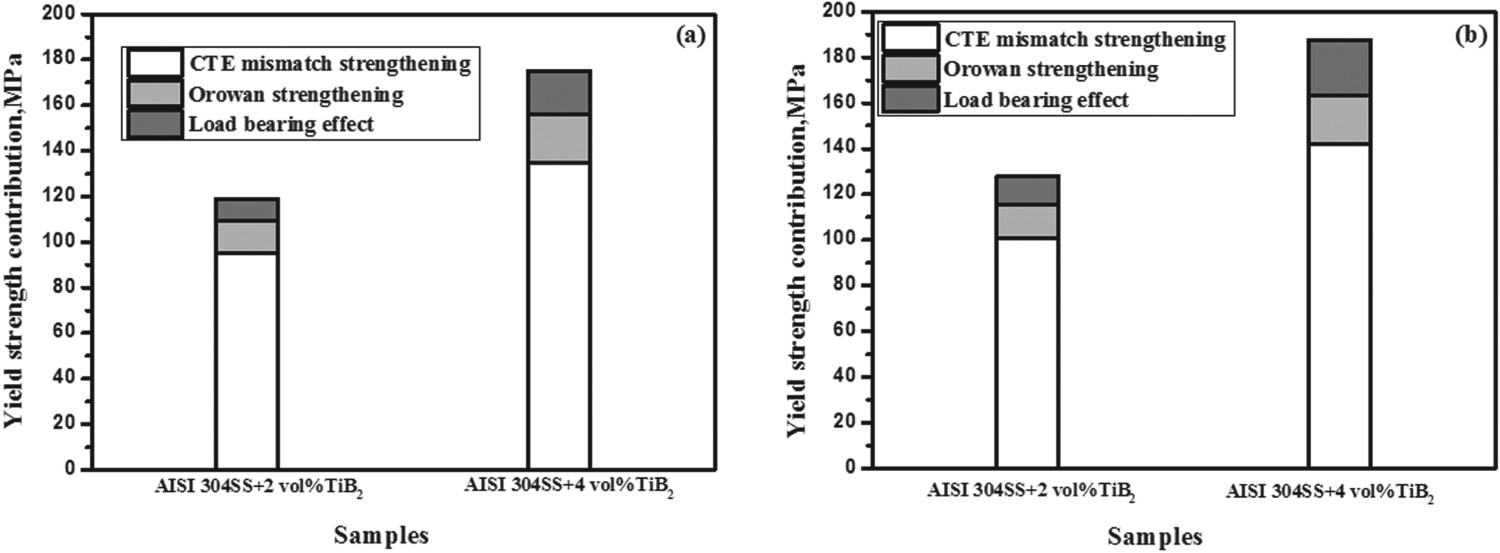
Overview of dry sliding wear performance of SMCs
Influence of controllable variables
The progressive loss of material triggered by relative motion between the substance and the contacting surface is referred to as wear. Wear is a significant issue in many industrial applications, prompting the development of wear-resistant materials. Desire to improve the strength of stainless steel with required mechanical and tribological properties directed towards the fabrication of SMCs reinforced with hard ceramic particles for advanced engineering application. Therefore, iron-based composites have received more attention for the production of wear-resistant parts owing to their low cost, high hardness, better machinability and weldabilty, excellent wear and corrosion resistance. Wear is a complex phenomenon in MMCs as it is influenced by various parameters such as reinforcement content and size, surface finish, counterpart material and the testing parameters like applied load, sliding speed and distance, environment and temperature. There are quite a few works on wear behaviour of SMCs with varying parameters.
The wear rate of composite is significantly influenced by the applied load. An increase in wear rate with increase in load has been reported by many researchers. For example, Ashok and Karabi [143] have investigated the wear performance of Fe–17Mn austenitic SMCs reinforced with TiC and (Ti, W)C in a load range of 50–100 N. The results revealed an increase in wear rate for both Fe–17Mn austenitic steel matrix and composites with increase in load. The highest wear loss has been observed in Fe–17Mn austenitic steel while minimum wear loss was reported for composites with TiC and (Ti, W) C reinforcing particles. This is because the reinforcing particles lower the contact area between the specimen and the SiC abrasive, which reduces the matrix smearing effect. For a stress range of 100–300 N, Akhtar et al. [42] investigated the fretting wear behaviour of SMCs with 50–70 wt-% TiC against high speed steel. The results of wear loss with respect to load are shown in Figure 12. It demonstrates an increasing trend in wear loss with load due to an increase in friction between two fretting bodies as load increases. At lower loads, they reported minimal micro ploughing and wear loss, while at higher loads of 300 N, they recorded fast material removal from the wear surface. The wear of ferrous matrix composites with WC reinforcement at 400°C at a sliding velocity of 30 m s−1 and loads of 50, 100 and 150 N was investigated by Song and his co-workers [47]. They concluded a marked increase in wear rate with applied load and testing temperature. They observed mild wear due to oxide generation and severe wear due to metal–metal contact at the rubbing surfaces. Similarly, noteworthy contribution of load in the wear behaviour of composites has been investigated by many authors [8,9,24,26,40].
Wear loss versus applied load with different TiC loadings in the cermets. Adapted with permission from Elsevier [42].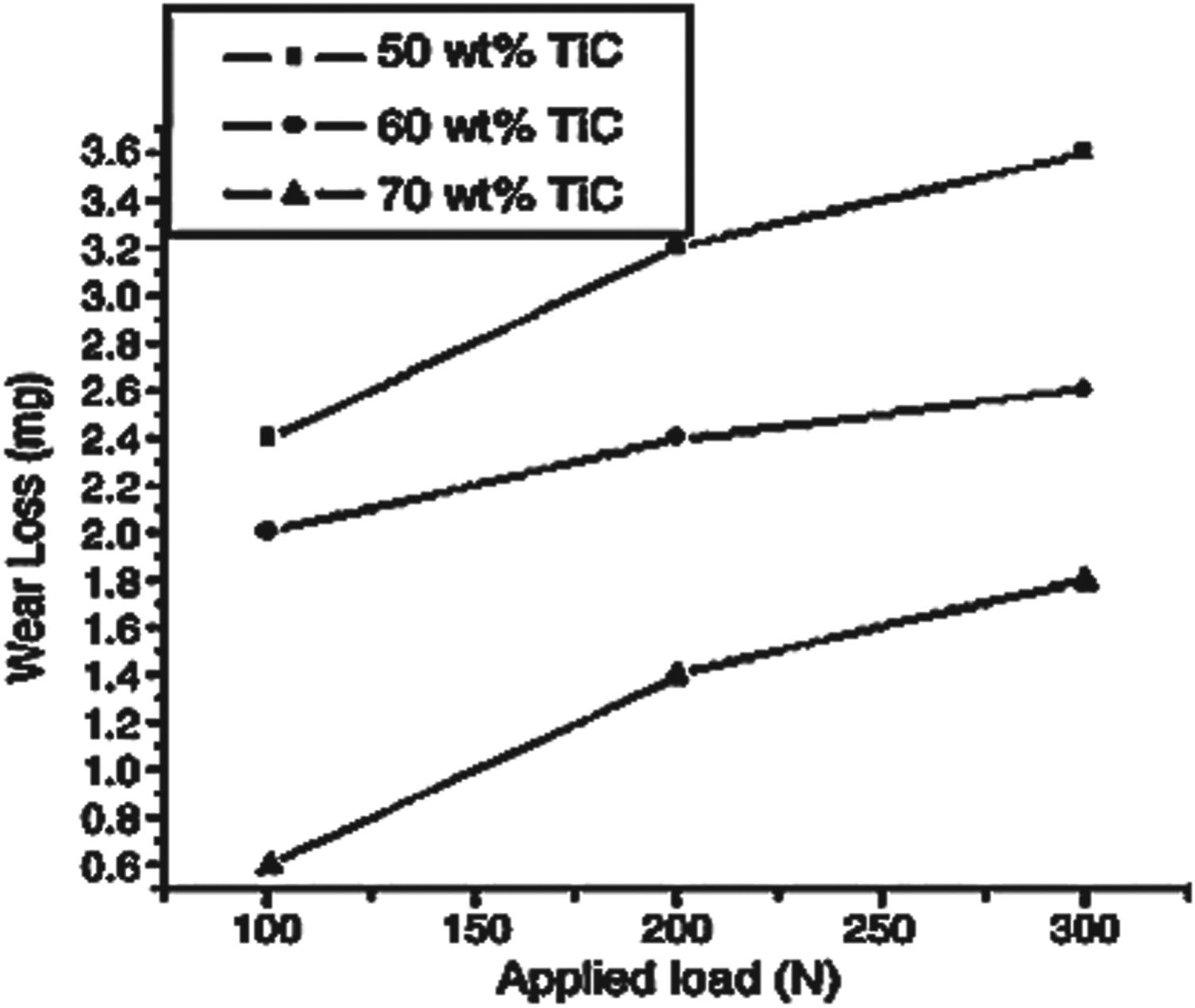
Sliding velocity or sliding speed or sliding distance is another factor that strongly affects the wear mechanism of MMCs. According to Akhtar [69], the wear loss and friction coefficient of composites increase with an increase in sliding distance. Figure 13 shows the variation of wear loss and friction coefficient as a function of sliding distance (at load of 75 and 200 N). It is apparent that wear loss is high at a higher sliding distance indicating progressive removal of material by the counter body. Friction coefficient also follows the same trend as that of wear loss. The author reported plastic ploughing and grooving as the dominating wear mechanism at higher loads and longer sliding distance. Figure 13 also shows the interaction of sliding distance with other parameters which play a key role in wear performance of steel composites.
(a) Wear loss versus sliding distance of composite containing 70 wt-% (TiB2+TiC) reinforcement; (b) wear loss versus sliding distance of composite containing 55 wt-% (TiB2+TiC) reinforcements; (c) wear loss versus sliding distance of composite containing 30 wt-% (TiB2+TiC) reinforcements and (d) variation of friction coefficient of composite containing 30 wt-% (TiB2+TiC) reinforcements at different loads. Adapted with permission from Elsevier [69].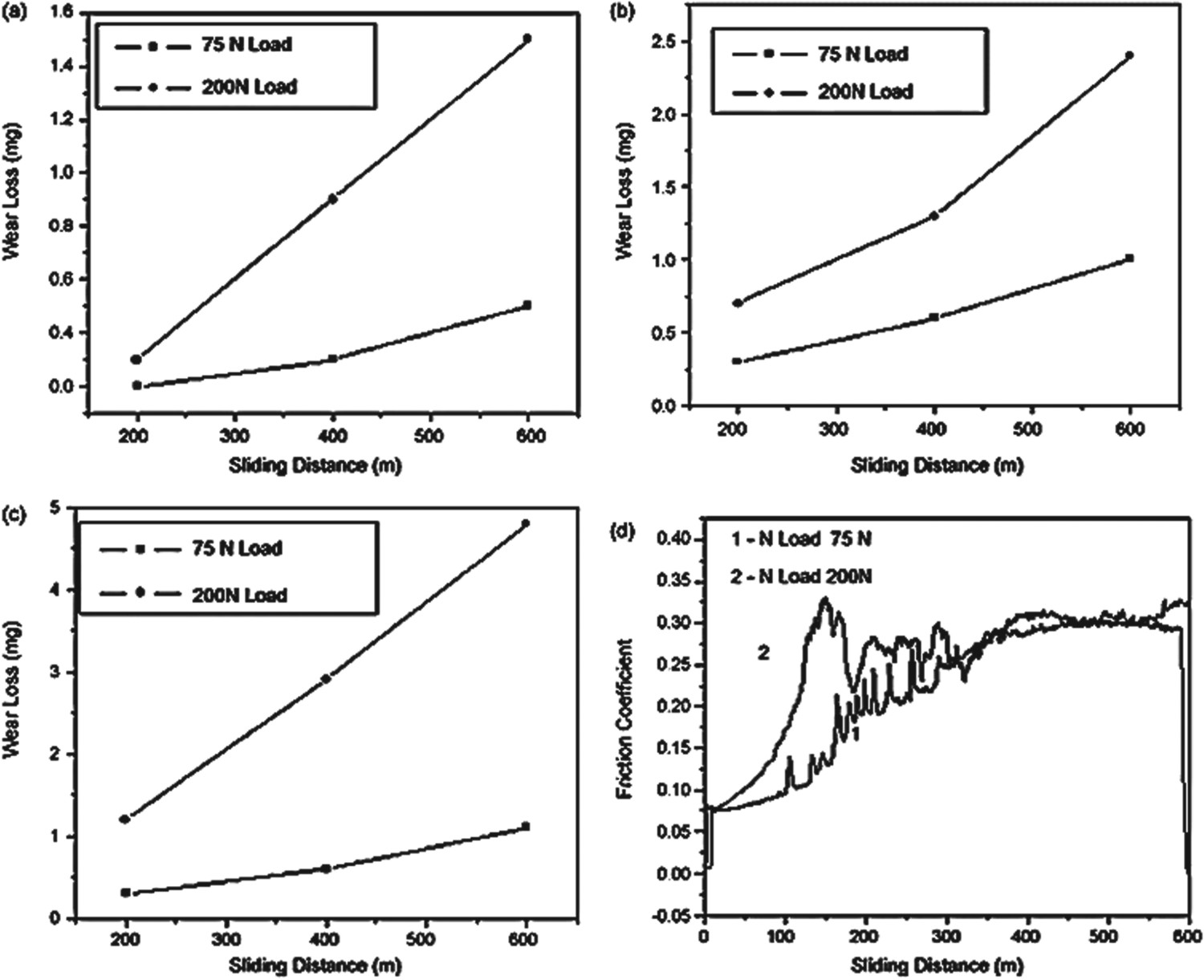
Tjong et al. [90] have reported a rapid increase in wear loss with increasing sliding distance while loss is slow for composites containing higher volume fraction of TiB2 particles. These particles provide protection to the matrix by resisting the plastic deformation. They also reported very negligible variation of wear loss for composites containing 20 vol.-% TiB2 particles. The volume of wear (W) with sliding distance (d) and Load (L) is related by the equation as [144]

It has been documented that the wear resistance of SMCs increases with an increase in the volume fraction of hard ceramic reinforcement. Pagounis et al. [57] have investigated extensively on wear performance of steel composites with different ceramic phases such as Al2O3, TiC, Cr3C2 or TiN. They revealed that adding a small volume percentage of ceramic particle reinforcements to steel matrices improved wear resistance. This could be due to the presence of these hard particles reducing ploughing and cutting of the matrix. Figure 14 demonstrates the effectiveness of carbide and nitride for improvement of wear resistance of steel matrices as compared with oxide particles. The authors suggested weak interfacial bonding of Al2O3 with the steel matrix may be the probable reason for which it causes spalling of the particles and increases wear loss.
Abrasive wear loss versus reinforcement volume fraction for various stainless steel matrix composites: (a) 316L–Al2O3, (b) duplex–Al2O3, (c) duplex–Cr3C2 and (d) 654 SMO–TiN. Adapted with permission from Elsevier [57].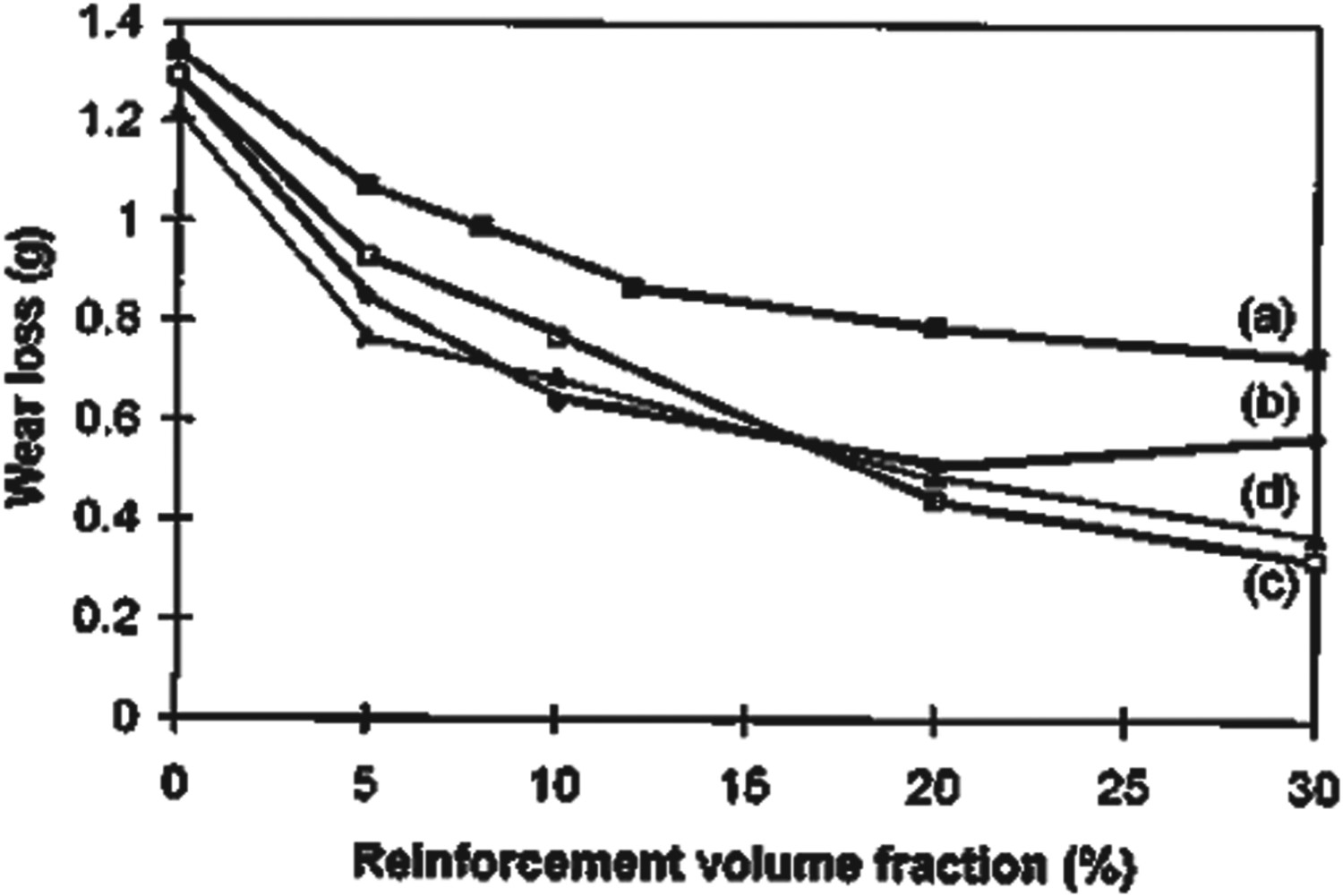
Pagounis et al. [40] investigated the effect of TiC volume percentage and size on the wear resistance of P/M processed high-Cr white iron by using three body abrasion tests. It has been reported that the relative size of ceramic particles in relation to the depth/width of wear groove generated by the counterpart during abrasive action may be used to assess the removal of reinforcement particles from the wear surface. If the reinforcement is smaller than the depth/width of the wear track, wear resistance will be low [146]. Dogan and Hawk [44] have also reported significant higher abrasion resistance in Fe–TiC composites. Further addition of Cr can improve the wear performance by forming hard M7C3 phase. Similar results have been reported in TiC-reinforced tool matrix composites by Axen and Zum Gahr [147]. Cho and his group [148] studied tribological properties of Fe–TiB2 composites synthesised by both pressureless sintering (PLS) and SPS methods. They made a comparison of wear volume and wear rate of composites fabricated by both methods (Figure 15). The presence of fine TiB2 particles in the spark plasma-sintered specimen resulted better wear performance. They reported a remarkable increase in wear performance of composites and suggested its potential application for high performance tribological components. Sahoo et al. [149] reported similar findings for wear performance of hot pressed steel matrix composite. They observed the positive impact of TiB2 particles on wear resistance of steel matrix and thereby, making them potential for many applications.
(a) Wear volumes and wear rates of PLS specimen with respect to normal force obtained from tests for 5000 cycles and those of SPS specimen obtained from tests under 25 N normal force for 100,000 cycles. (b) Variation of friction force of PLS and SPS specimens as a function of normal force obtained from tests for 5000 cycles. Adapted with permission from Elsevier [148].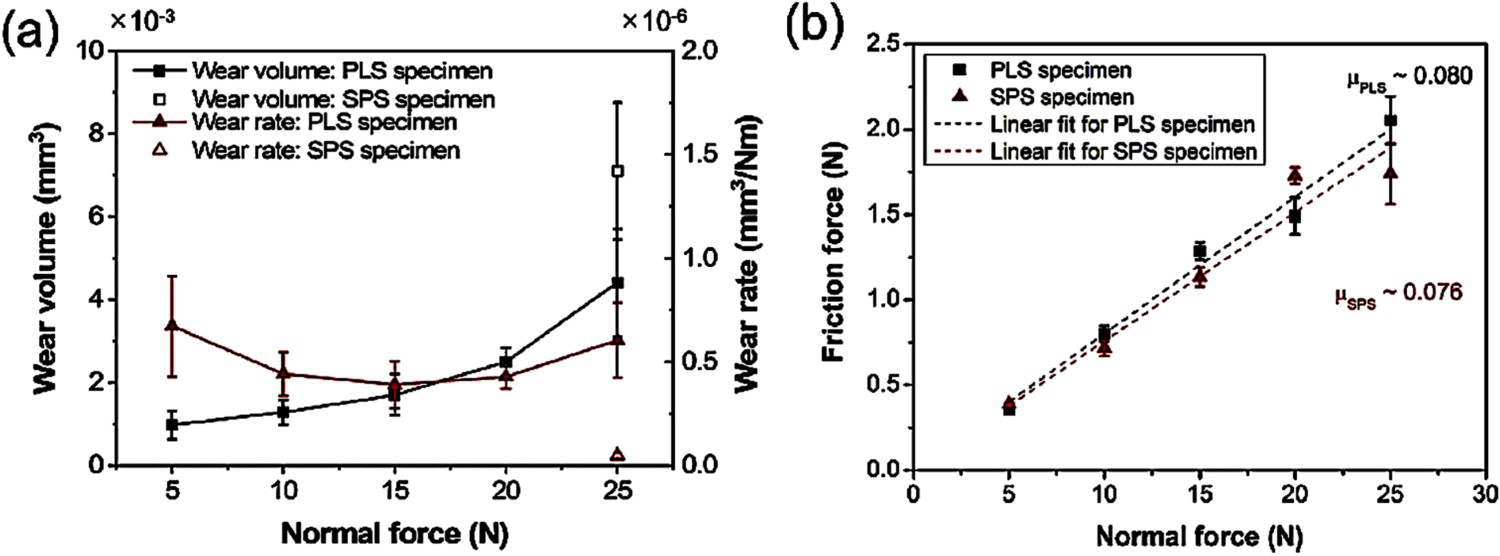
During abrasive wear, the width/depth of the groove depends on the load acting on both reinforcement and abrasive particle. Mondal and Das [150] have deduced a relationship between the relative wear rate and reinforcement content and size which is expressed as

According to Sulima et al. [151], specific wear rate and friction coefficient of SMCs decreases with increase in TiB2 content from 2 to 8 vol.-%. They explained that the increase of TiB2 content resulted in a decrease in plastic deformation of the composites due to higher hardness of TiB2. In addition, the authors also reported a significant influence of phase, microstructural composition and sintering conditions on the friction coefficient with the same reinforcement content. They found the friction coefficient of 0.51 for sintering temperature 1000°C and 0.38 at temperature 1100°C for composite with 8 vol.-% TiB2. In another study [131], the authors have also reported excellent wear properties for SMCs reinforced with 20 vol.-% TiB2. It has been reported that softening of contact surface occurs with increase of temperature during sliding wear. Depending upon the type of matrix and reinforcement, it activates the thermal deformation. Degnan et al. [152] observed wear transition from mild to severe at temperature 500°C. At 250°C, the composites showed no transition, which was attributed to the presence of reinforcement limiting metal-to-metal contact when oxide layers are peeled, allowing new protective oxides to form and re-establish themselves. These oxide layers remain exist up to transition load after which the wear of composites and unreinforced materials are similar. Tjong et al. [89] reported improved wear resistance of AISI 304 stainless steel by addition of TiB2 particles. Improvement of microhardness value with increase in load was also observed by the authors due to the formation of deformed layer (shown in Figure 16). This results indicate the work hardening of top surface during sliding wear.
Microhardness depth profiles for Type 304 and MMC specimens after sliding against a hardened disc under an applied load of 15 N and a sliding distance of 500 m. The depth profile of MMC slide under an applied load of 55 N and a sliding distance of 500 m. Adapted with permission from Elsevier [89].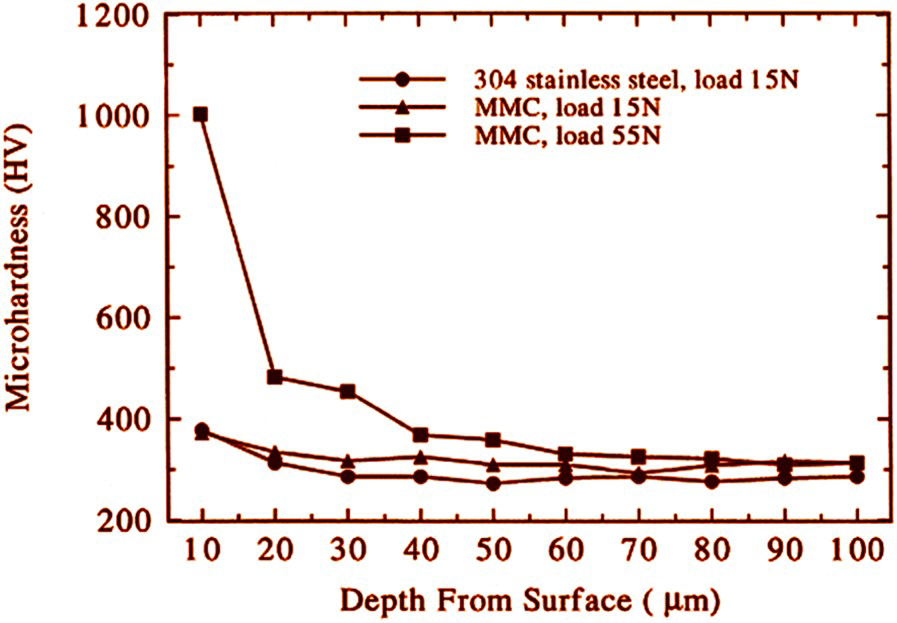
In summary, it can be concluded that testing parameters and reinforcement characteristics have a significant impact on wear performance of SMCs. Also significant interaction between these parameters makes the wear phenomena more complex. According to Rao et al. [153], the wear rate can be presented as a function of normal force (F), relative velocity (v), initial temperature (T0) and thermal, mechanical and chemical properties of the materials as follows:

Different wear mechanisms such as delamination, oxidation dominated, melt dominated and others act within different ranges of load, velocity, temperature and other parameters. The mechanism which results the highest wear rate for a given value of F, v, T0, etc., is considered as a dominant wear mechanism. From the earlier investigations, different equations are formulated to correlate the wear rate with different parameters such as



Conclusion
This review presents the current state-of-the-art research on SMCs with particular emphasis on the role of different processing methodologies adopted for the fabrication of SMCs. Challenges in different traditional fabrication methods and P/M methods are compared. According to earlier research reports, uniform dispersion of particles in the matrix can be achieved by the advanced P/M method with tailored mechanical and wear properties. An in-depth review of P/M processing of SMCs with special emphasis on process structure–property correlation is presented. The paper also summarises the limitations during consolidation of SMCs reinforced with ceramic particles and therefore limiting the application of SMCs in various industries. SMCs with improved mechanical properties, better wear resistance and corrosion resistance have high potential to replace existing steel in a variety of engineering applications such as transportation and chemical industries. A significant number of works in the literature indicated that incorporation of TiB2 in steel matrix can enhance mechanical and wear performance as compared with unreinforced steel. The processing parameters, reinforcement type and its chemistry were shown to have the greatest impact on the microstructure, densification, mechanical properties and wear properties. Different strengthening mechanisms and governing equations to predict mechanical properties are also presented. Based on the mechanical and wear properties, the applications of the composites are highlighted for a wide variety of industries. Lastly, this paper will furnish the possibilities to develop a simple and economically viable method to fabricate SMCs to get the utmost benefit of TiB2 by suitably modifying the processing techniques, understanding the influence of process parameters and its effect on metal–reinforcement interface.
Future outlook
The present investigation has shown that P/M processing of steel matrix composite is a promising area of research and the technology that can provide a platform for the design and production of steel-based composites with desired properties. Although promising results on P/M processed SMCs have been reported, there are still important aspects that require significant investigations in order to ensure the reliability of product and to fully utilise the potential of these composites. It is possible to expedite the perspective application of SMCs by overcoming the existing problems associated with P/M processed SMCs. Some of the essential features which need more attention are outlined below.
It is essential to investigate systematically covering a broader compositional range and set of mechanical properties in order to enable engineers and researchers to properly select appropriate composition for specific application. Furthermore, deeper and broader understanding of relationship between processing conditions and material properties should be established. Based on the literature review, a new path of research can be addressed to improve the density by process parameters modifications. Identification of dominant densification mechanisms at different temperature and pressure during the pressure assisted P/M method is essential in order to control microstructure evolution as well as mechanical properties. Attempts should be taken to find a novel way of making highly dense SMCs with the advantage of producing near net-shaped product along with low-cost processing. Further studies can be conducted to investigate the effect of particle size on strengthening efficiencies in SMCs to facilitate better understanding of the reinforcement particles effect. There is very limited literature on the detailed synthesis and effect of particles size, morphology on mechanical characterisation of SMCs produced by the powder metallurgy method. There is a need for further work covering a wide range of TiB2 content, size and process parameters for the development of steel-based composite. Weldability of boride containing steel is a big challenge due to the formation of low melting eutectic enriched in iron, chromium, molybdenum and boron. Investigation of hot deformation behaviour of the SMCs with TiB2 content is also a big challenge due to complexity in hot forming operation owing to the incompatibility between ductile matrix and hard boride particles. Further high-temperature strength study along with high-temperature creep and fatigue strength can be performed to meet the demands for high-temperature structural components application. For this, it is necessary to control the composition and microstructure of these materials properly. More detailed analysis on creep mechanism with ideal microstructural features can be further explored for specific engineering application. Established knowledge can facilitate better understanding of the mechanism involved during creep and fatigue of these materials. In this article, various micromechanical models have been presented to predict the yield strength. However, the existing models do not account for the microstructural factors that influence the mechanical behaviour of the materials. Therefore, it is necessary to modify the old model to predict the yield strength of the SMCs accurately by incorporating different factors like particle cracking, particle debonding and other factors into the model. Furthermore, a schematic model can be proposed illustrating the strengthening mechanism from the point of view of microstructural evolution of the P/M processed steel/TiB2 composite. Nowadays, P/M processed ceramic particle-reinforced MMCs offer a solution in engineering applications requiring high wear resistance. Therefore, a wide scope of future research can be envisaged with a goal to provide complete wear database considering effect of fabrication method, type, characteristic of reinforcement and wear parameters to facilitate the engineers and designers to forecast wear behaviour of steel matrix composite and hence, making these materials outstanding candidates for highly demanding wear application.
Footnotes
Acknowledgements
The authors wish to thank the Director, CSIR-IMMT for his kind permission to publish this paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).