
Abstract
The effects of mischmetal addition and hot working on the enhancement of microstructure and mechanical properties of Mg–Ni alloys were studied. It was revealed that grain refinement could be achieved by introducing rare earth (RE) elements in the as-cast condition, and more pronouncedly, by the extrusion process in the wrought condition. While the formation of intergranular brittle phases via RE addition impaired the as-cast mechanical properties, the remarkable grain refinement and fragmentation and dispersion of intermetallic particles significantly improved the mechanical properties in the extruded condition. The ultimate tensile strength and total elongation of the extruded Mg–1.5Ni–3RE alloy with an average grain size of 3.18 μm (347 MPa and 9%) were much larger than those for the as-cast counterpart (140 MPa and 3%).
Introduction
Lightweight magnesium alloys are extensively used in various industrial applications in both as-cast and wrought conditions [1]. The Mg castings might be produced by several methods such as gravity die casting [2], squeeze casting [3], and high-pressure die casting [4]. Among these methods, gravity die casting is a common technique for investigation of the solidification behaviour of Mg alloys [5].
The inherent poor ductility and relatively lower strength of Mg alloys are the major obstacles for their widespread applications. Accordingly, the addition of alloying elements [5,6], introducing reinforcement particles [7,8], and hot working [9,10] have been practiced for the enhancement of their mechanical properties.
The reinforcement particles can be introduced by the in situ technique [2], where the particles form in the melt via the reaction of alloying elements. Composites produced by adding particles commonly suffer from the weak matrix-reinforcement interface and inhomogeneous distribution of reinforcement particles. To overcome these problems, the in situ processing of composites has been put forward as a viable remedy [11-13]. One of the promising in situ formed phases is the primary and eutectic Mg2Ni compound, which is formed by the addition of Ni to Mg [14,15]. The Mg–Ni phase diagram is shown in Figure 1 [16], where the formation of proeutectic α-Mg and α-Mg/Mg2Ni eutectic constituent can be predicted for the Mg–Ni alloys at Ni contents below 2.5 wt-%.
Part of Mg–Ni phase diagram [16].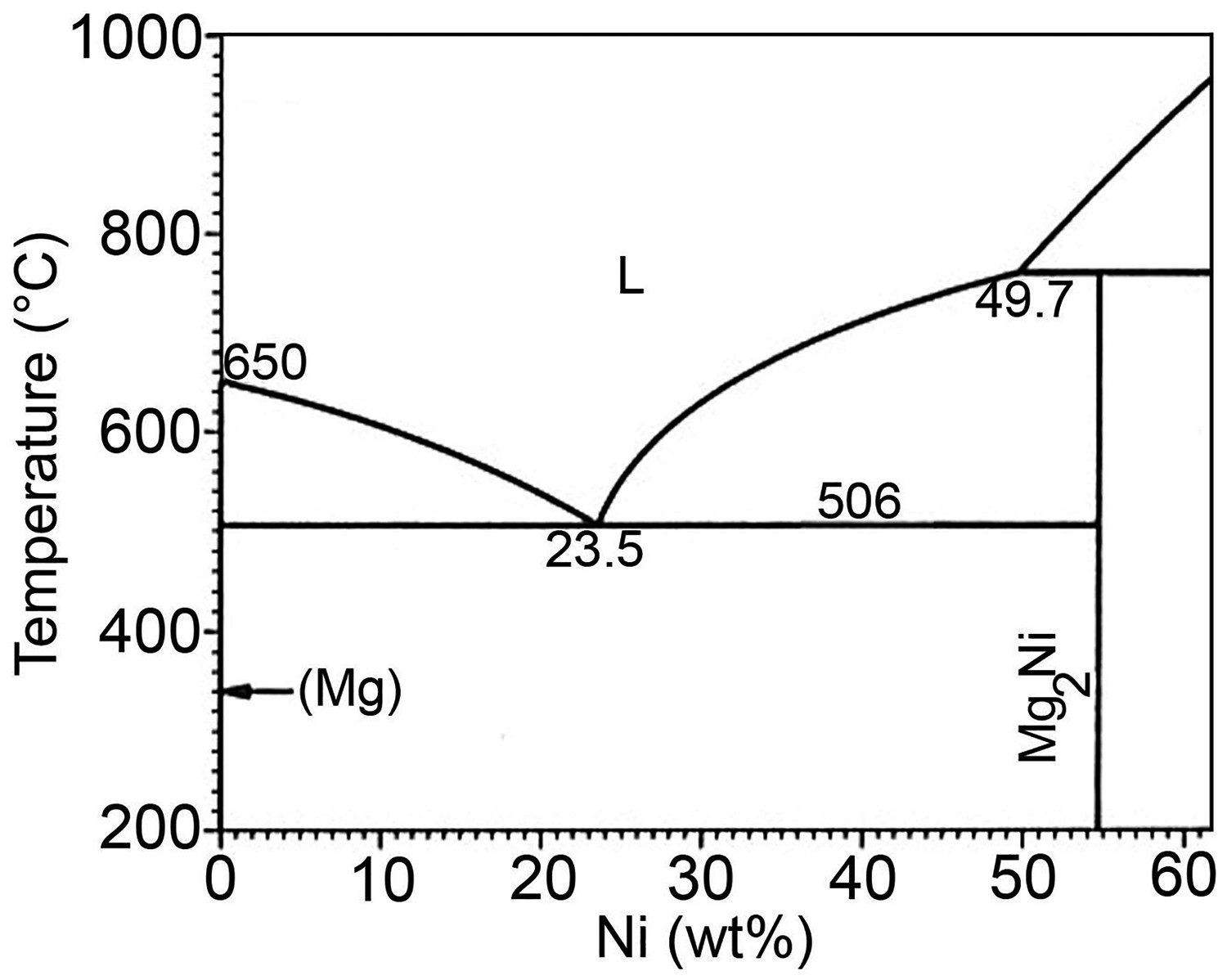
The addition of rare earth (RE) elements to Mg alloys has been widely practiced due to their effects on grain refinement, texture, phases, thermal stability, and mechanical properties [17,18]. The combined effects on Ni and RE additions have been a subject of several investigations, namely Mg–Ni–Nd [19], Mg–Ni–Dy [20], and Mg–Ni–Y to form long-period stacking-ordered phases [21]. However, while the addition of cheap mischmetal to Mg alloys showed promising results [22], its addition to Mg–Ni system has received less attention. Accordingly, the present work is dedicated to this subject.
Experimental details
Commercially pure Mg ingot (99.9%, Handan Ruier Metal Products Co.), as well as Ce-rich mischmetal chopped ingots (48.7Ce–26.4La–19.6Nd–5.3Pr, Ganzhou Wanfeng Advanced Materials Technology Co.) and Mg–20Ni master alloy (made in-house) were used to prepare Mg–1.5Ni–xRE alloys (all expressed in wt-%). Here, RE represents the total amounts of RE elements present in the alloy via mischmetal addition. Appropriate amounts of raw materials were melted in an induction furnace under the protection of CO2 – 5% SF6 gas [23] – and poured at a temperature of ∼ 730°C into a cylindrical permanent mould as shown in Figure 2(a) (length of 45 mm and outer and inner diameters of 40 and 34 mm, respectively). After homogenisation at 450°C for 5 h, the extrusion process was performed at 400°C with a ratio of 18:1 (Figure 2(b)), followed by air cooling to room temperature. After etching with an acetic picral solution (1 g picric acid, 2.5 ml acetic acid, 17 ml ethanol, and 2.5 ml water), an optical microscope and a Vega Tescan SEM were used to reveal the microstructures. Elemental analysis was based on the EDS detector of SEM (Bruker QUANTAX XFlash 6 detector featuring a true standardless P/B ZAF correction technology). Phase analysis was performed using a PHILIPS X-ray diffractometer with Cu-kα radiation as well as predictions by the JMatPro software. The subsize ASTM E8-04 specimens (with a gauge length of 16 mm as shown in Figure 2(c) for both as-cast and extruded samples) were tensile tested (SANTAM STM-20 universal testing machine) at room temperature and with a strain rate of 10−3 s−1. The tensile samples were machined along the extrusion direction. The tensile tests were repeated twice to ensure the reproducibility of the results. The alloys with 0, 1, 3, and 5 wt-% RE have been named as 0RE, 1RE, 3RE, and 5RE, respectively.
Schematics of (a) casting mould, (b) extrusion die, and (c) tensile specimen.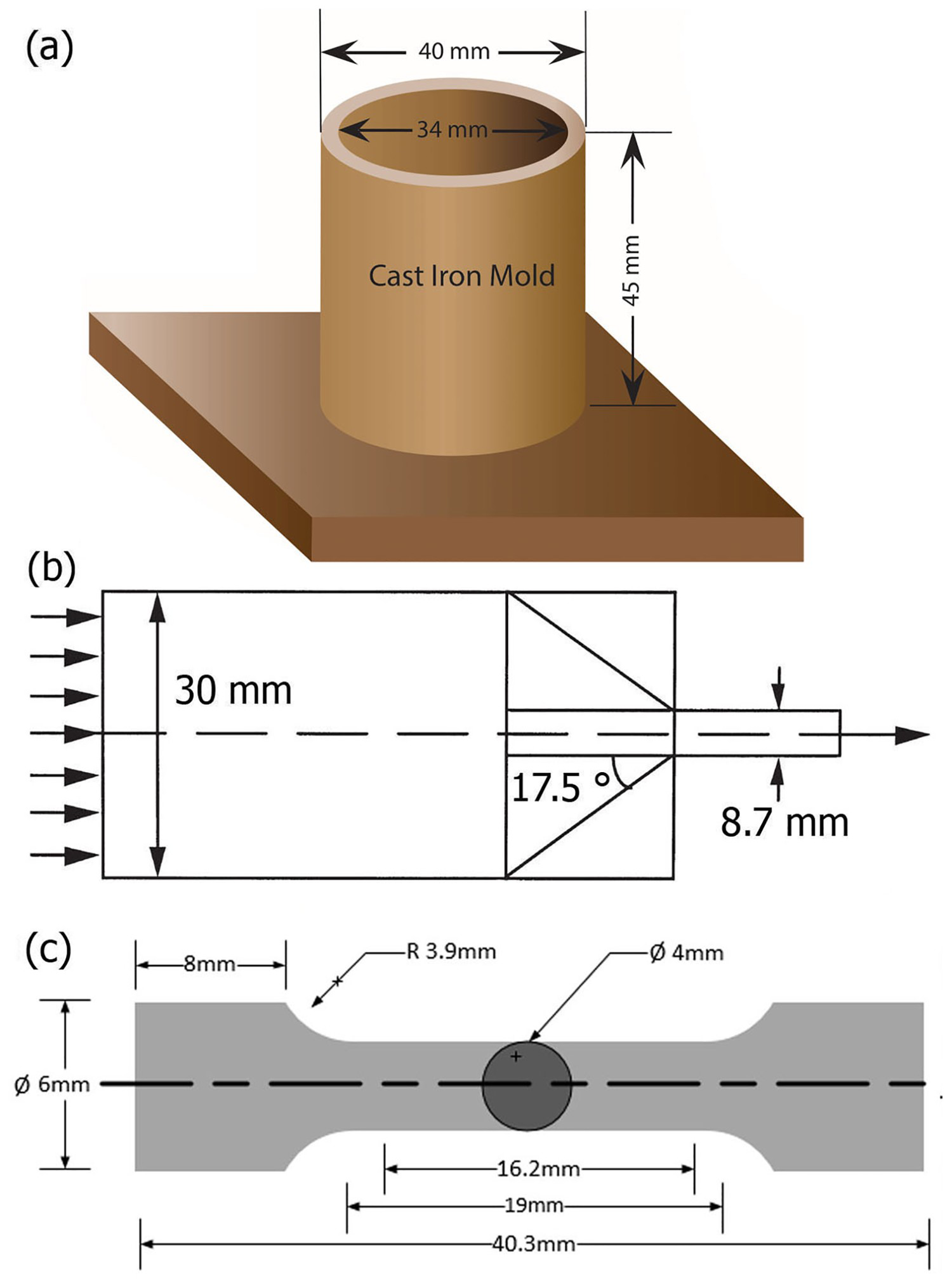
Results and discussion
Figure 3 presents the optical micrographs of the as-cast Mg–1.5Ni–xRE alloys. It is evident that by increasing the amount of RE, the as-cast grain size firstly decreases up to 3 wt-% RE but then increases for the 5RE alloy. The corresponding extruded microstructures in Figure 4 are much finer. The obtained grain sizes are summarised in the graphs of Figures 3 and 4. It can be seen that the as-cast 0RE, 3RE, and 5RE alloys have an average grain size of 218, 85, and 117 μm, respectively. Moreover, after extrusion, the average grain size of the 3RE alloy reached a very fine value of 3.18 μm.
Optical micrographs of as-cast Mg–1.5Ni–xRE alloys, as well as the obtained average grain sizes. Optical micrographs of extruded Mg–1.5Ni–xRE alloys, as well as the obtained average grain sizes. ED represents the extrusion direction.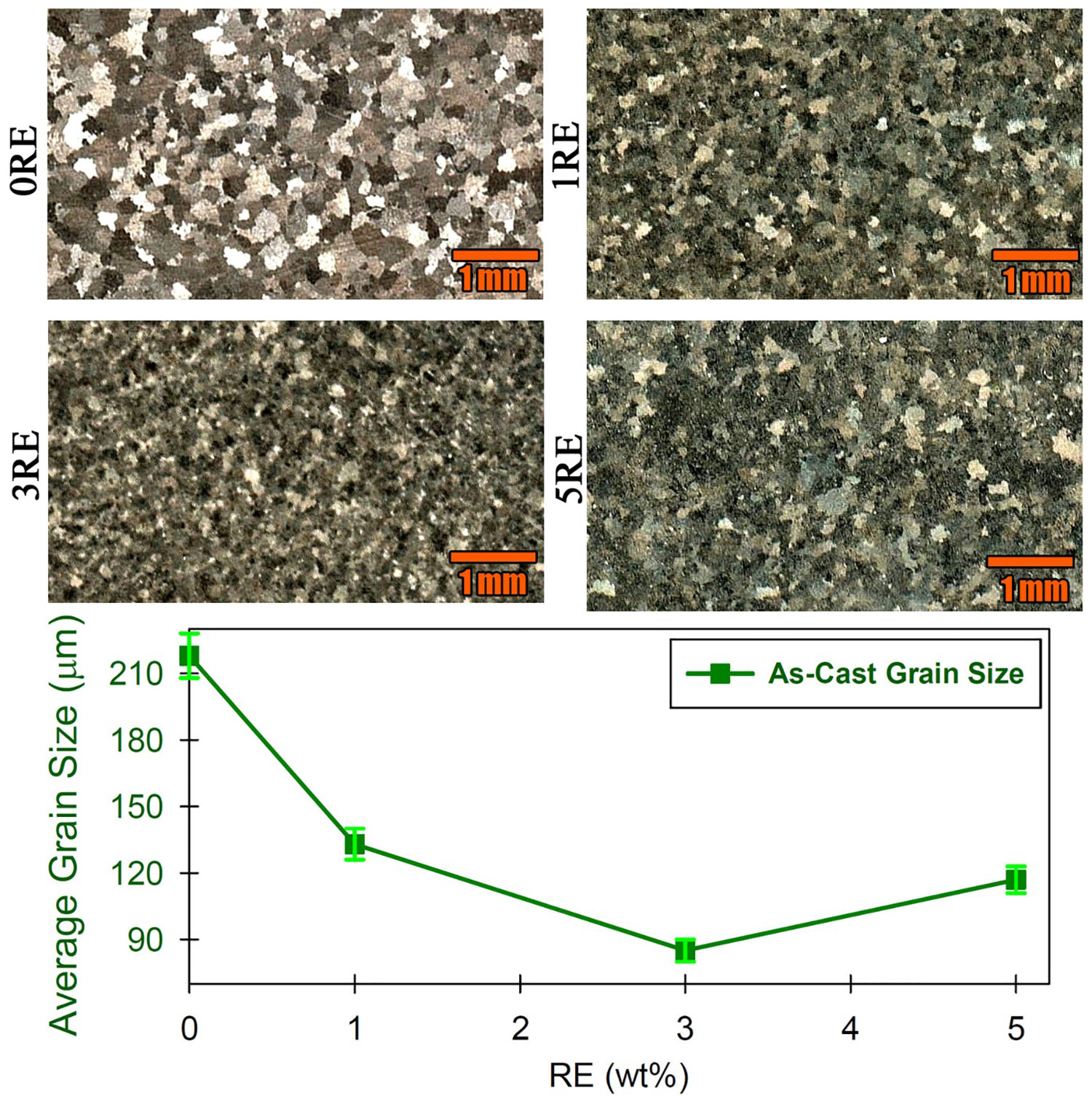

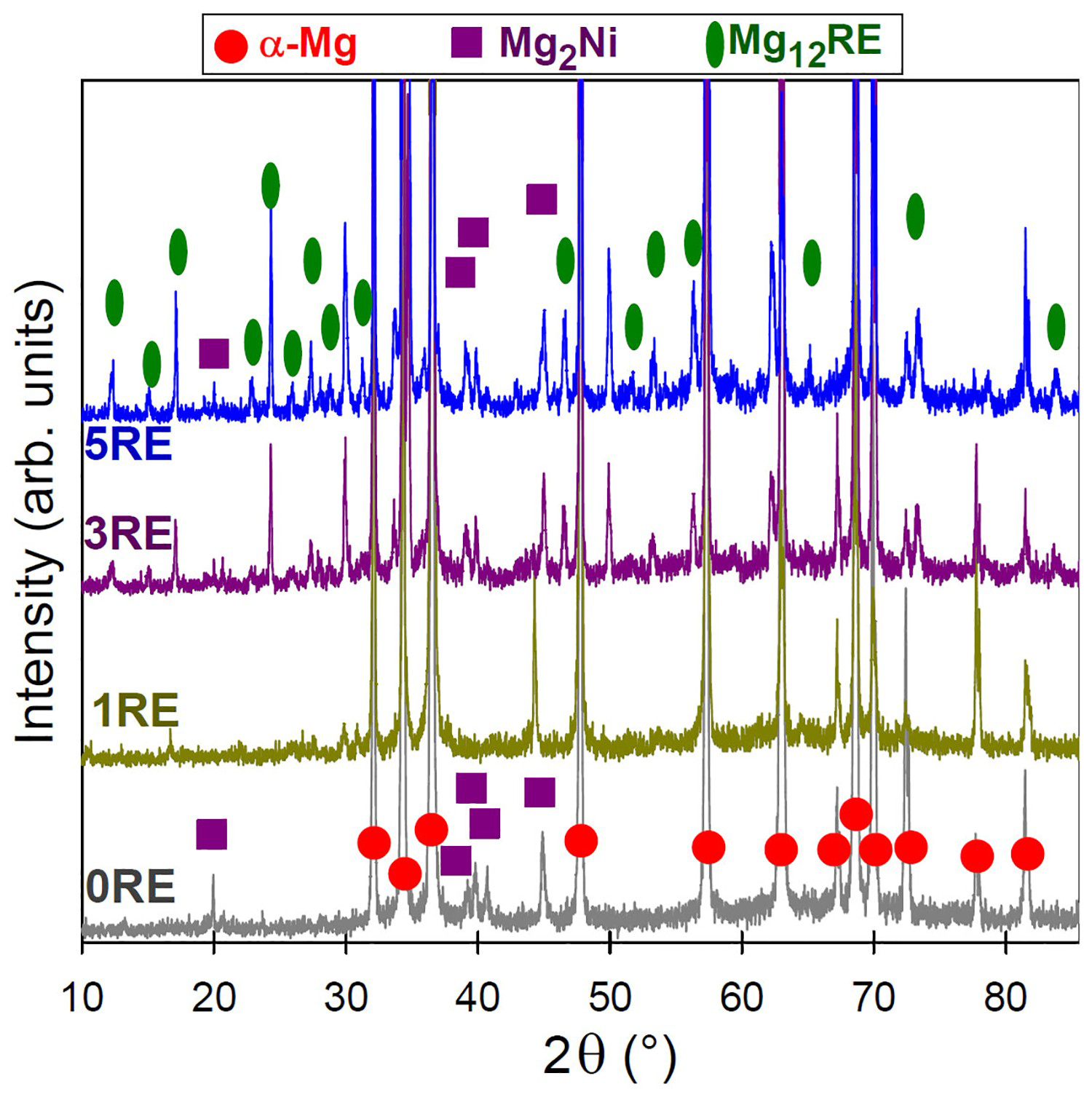
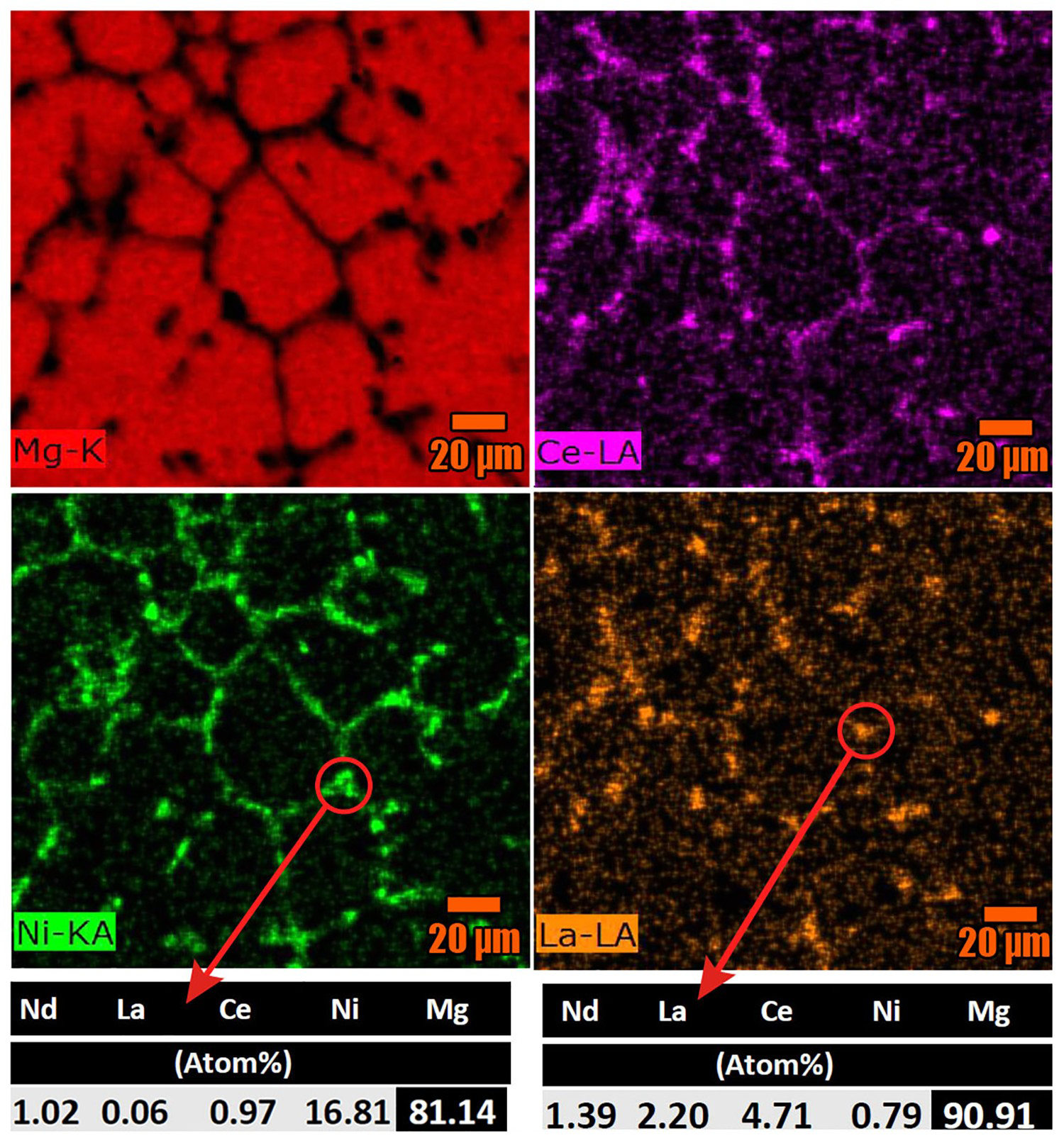
The SEM micrographs and some representative XRD patterns are shown in Figures 5 and 6, respectively. The second phases are evident in the as-cast images of Figure 5. In the case of 0Re alloy, the XRD pattern of Figure 6 shows the presence of α-Mg and Mg2Ni phases, which is expected based on the binary Mg–Ni phase diagram (Figure 1). However, in the RE-containing alloys, according to the XRD patterns of Figure 6, the Mg12RE phase is formed, which can be verified based on the Mg-RE (e.g. Mg–Ce) phase diagrams and thermodynamics calculations by JMatPro software. Moreover, the EDS maps of the as-cast 3RE alloy of Figure 5 with the corresponding EDS spot analysis are shown in Figure 7, revealing the presence of both Ni- and RE-containing regions. Moreover, the presence of RE elements such as Ce, La, and Nd in the Mg12RE phase is evident. Accordingly, the atomic ratio of Mg/RE is 90.91/(4.71 + 2.20 + 1.39) = 11, which is near the expected value of 12 based on the Mg12RE phase.
SEM images of Mg–1.5Ni–xRE alloys. ED represents the extrusion direction. XRD patterns of as-cast Mg–1.5Ni–xRE alloys. EDS maps of the as-cast 3RE alloy and the EDS point analysis from the Ni- and RE-rich phases.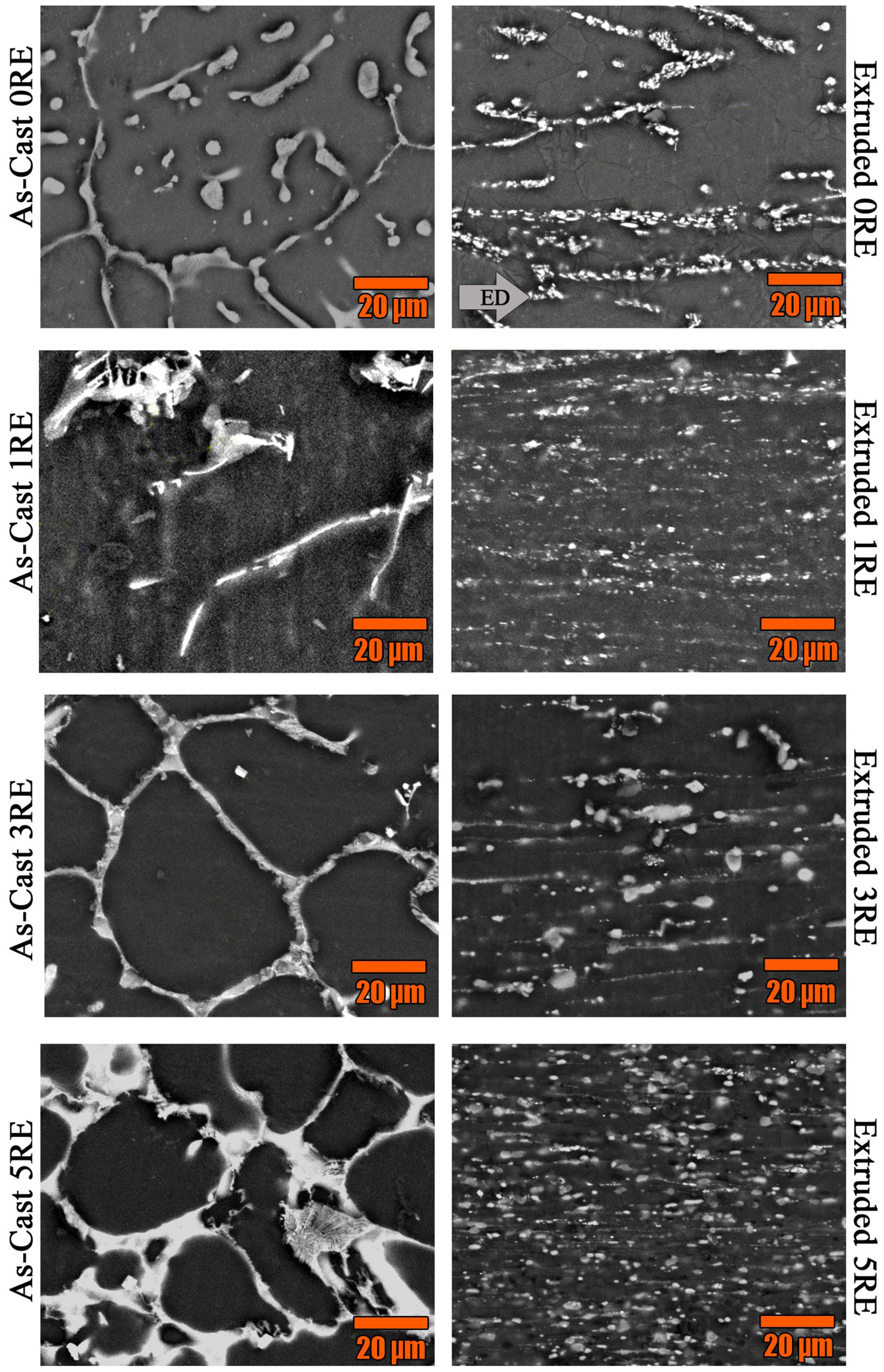
Based on the JMatPro predictions, the amount of the Mg12RE phase for each alloy is summarised in Figure 8, which reveals that increasing the RE content resulted in the increase of the amounts of Mg12RE phase. According to Figure 5, the extrusion process led to the fragmentation and dispersion of the intermetallic phases.
The predicted content of Mg12RE phase in Mg–1.5Ni–xRE alloys by JMatPro.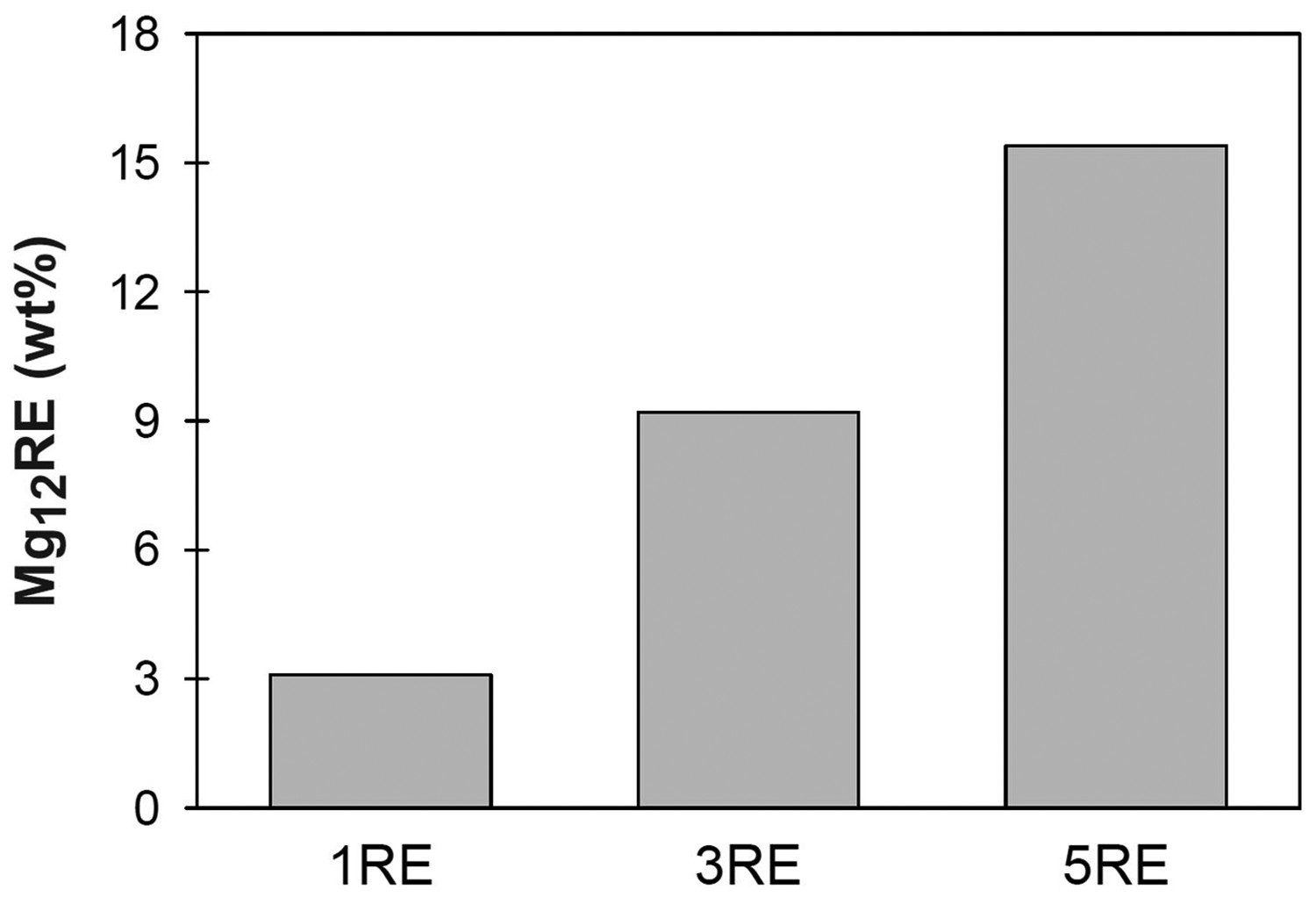
The growth restriction effect [24] of RE elements in the melt is responsible for the grain refinement of the RE-containing alloys in the as-cast condition. However, the formation of the Mg12RE phase is exothermic [25], which decreases the effective cooling rate during solidification and negates the growth restriction effect. Therefore, there is an optimum amount of RE (∼ 3 wt-%) for obtaining the maximum grain refinement in the as-cast condition (Figure 3). On the other hand, during extrusion process, the presence of the fine and dispersed intermetallics is responsible for the more intense grain refinement probably via particle stimulation nucleation [26] around particles, as well as prevention of the growth of fine recrystallized grains via Zener pinning [26]. Accordingly, with increasing the RE content, and hence increasing the amount of the Mg12RE phase, the extruded grain size decreases as summarized in Figure 4.
The obtained tensile stress–strain curves are shown in Figure 9, where it can be seen that the as-cast mechanical properties are worsened by increasing the RE content. While RE-containing alloys have finer grain sizes compared with the 0RE alloy, the addition of RE resulted in the formation of brittle grain boundary constituents in the as-cast condition as shown in Figure 5, which limits both strength and ductility [6]. By increasing the amount of the Mg12RE phase, the volume fraction of this intergranular constituent increases (Figure 8), and hence, its deteriorating effect becomes more pronounced.
Tensile stress–strain curves and some representative tensile fracture surfaces.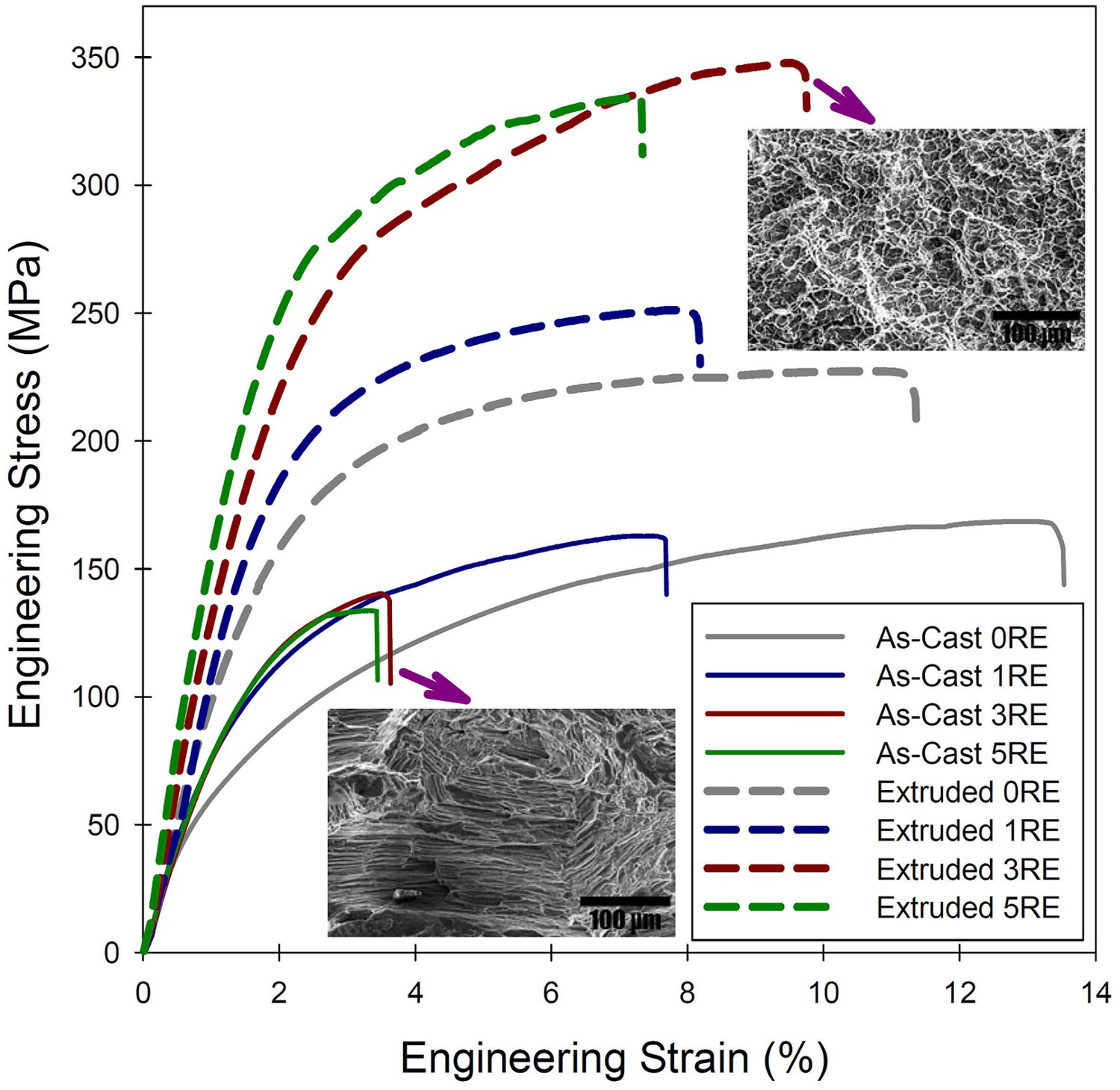
The hot extrusion process resulted in the fragmentation and appropriate dispersion of the intermetallic phases, as well as intense grain refinement, which are responsible for improving the mechanical properties [27,28] when compared with the as-cast counterparts (Figure 9). Accordingly, by increasing the RE content and the amount of the Mg12RE phase, the mechanical properties generally improved. For instance, the ultimate tensile strength (UTS) of the extruded 3RE alloy is 347 MPa while that for the as-cast 3RE alloy is only 140 MPa, which indicates 147% improvement. Moreover, the total elongation of the extruded alloy is 9% but that for the as-cast one is 3%. The fractured tensile surfaces of the as-cast and extruded 3RE alloys are also shown in Figure 9, which depict the cleavage facets and fine dimples in the as-cast and extruded alloys, respectively. On the other hand, the UTS of the extruded 0RE alloy is 227 MPa, which is significantly inferior compared with the value of 347 MPa for the extruded 3RE alloy, while both samples show a relatively similar elongation value.
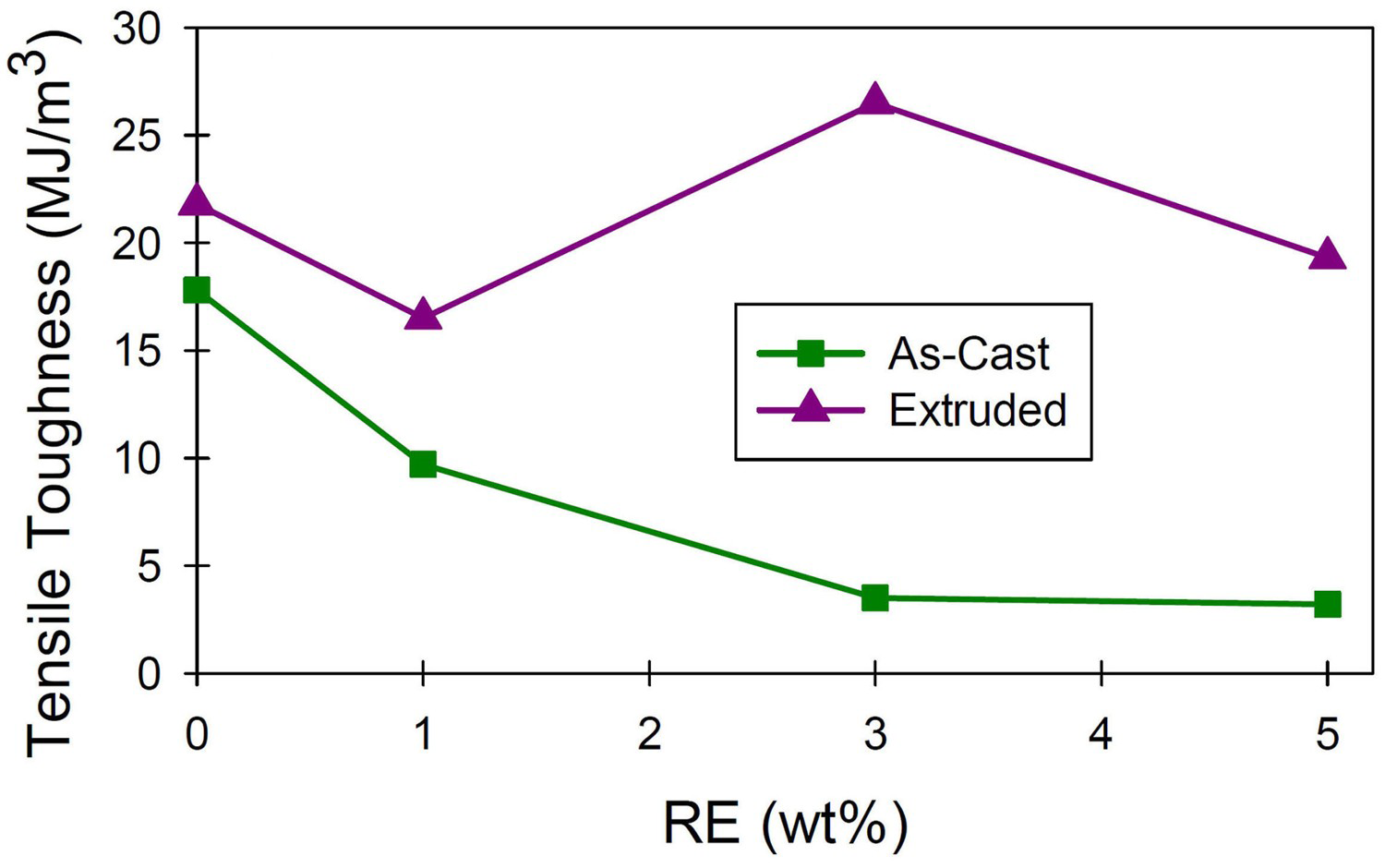
The strength–ductility balance can be better evaluated by calculating the tensile toughness. It can be estimated by considering the area under the stress–strain curve and can be calculated by the trapezoidal rule expressed as [29-31]:
Tensile toughness versus RE content for the as-cast and extruded alloys.
Summary
This work revealed that the simultaneous effects of RE addition with the appropriate amount and hot extrusion process are significant. Grain refinement can be achieved by introducing RE elements in the as-cast condition, and more pronouncedly, by the extrusion process in the wrought condition. For instance, the average grain size of the as-cast Mg–1.5Ni and Mg–1.5Ni–3RE alloys were found to be 218 and 85 μm, respectively. Moreover, after extrusion, a fine grain size of 3.18 μm was obtained for the Mg–1.5Ni–3RE alloy. While the formation of intergranular brittle phases via RE addition impaired the as-cast mechanical properties, the remarkable grain refinement and fragmentation and dispersion of intermetallic particles significantly enhanced the mechanical properties in the extruded condition. The UTS value of 347 MPa for the extruded Mg–1.5Ni–3RE alloy was much larger than that of the as-cast counterpart (140 MPa), indicating 147% improvement. Moreover, the total elongation of the extruded alloy was 9% but that for the as-cast one was only 3%. Furthermore, the UTS of the extruded Mg–1.5Ni alloy was 227 MPa, which is significantly inferior compared with the value of 347 MPa for the extruded Mg–1.5Ni–3RE alloy, while both samples showed a relatively similar elongation value.
Footnotes
Data availability
The authors stated that the processed data required to reproduce these findings were available in this manuscript.
Disclosure statement
No potential conflict of interest was reported by the author(s).
Ethical statement
The manuscript has been prepared by the contribution of all authors; it is the original authors work; it has not been published before; it has been solely submitted to this journal, and if accepted, it will not be submitted to any other journal in any language.