
Abstract
Multi-pass equal-channel angular pressing (ECAP) experiments were carried out on extreme-cooled 7055 aluminium alloy at 400°C. The microstructure of 7055 aluminium alloy was characterised by X-ray diffraction (XRD), electron backscatter diffraction (EBSD), and transmission electron microscopy (TEM). The results reveal two distinct grain sizes: some coarsened grains exist in the microstructure, and most fine grains are distributed near and inside the coarse grains. The deformation texture is weakened, the recrystallisation texture is enhanced, and the recrystallisation texture {124} 〈211〉 (R) is more sensitive to strain. The refined grains are mainly mechanically refined by large shear deformation, the coarsened grains be formed by sub-grain merging and growth at high temperatures.
Introduction
The 7 xxx series aluminium alloys belong to Al–Zn–Mg–Cu super high strength aluminium alloy, which is mostly used in aerospace, navigation, petroleum exploration, and other industries [1-5]. In the traditional metal plastic forming process, the degree of strengthening is limited by many factors. Therefore, cold plastic deformation on the 7 xxx series aluminium alloys may lead to a limited degree of strengthening. To further improve the strength and toughness of the 7 xxx series aluminium alloys, severe plastic deformation (SPD) technology has been widely concerned by researchers. SPD is a common technology to refine the grain size of metal materials through great strain [6]. The main purpose of SDP is to improve the properties of the alloy by transforming the coarse grain structure into fine grain structure without changing the size of the alloy [7-9].
ECAP is one of the most widely used technologies in SPD, which refines grains through shear deformation [4,10-12]. In recent years, researchers in various countries have carried out many explorations on ECAP experiments of aluminium alloys. Howeyze et al. [13] studied the microstructure and tensile properties of AA5052 aluminium alloy by ECAP. The maximum dislocation density was achieved after 4 passes ECAP and reduced with further deformation. In the four deformation samples, with the increase of dislocation density, hardness, yield strength and ultimate tensile strength increased. After 6 passes ECAP, the ultimate tensile strength increased further, while the hardness and yield strength did not change. Tolaminejad et al. [14] studied the equal channel angular extrusion (ECAE) of commercial pure aluminium (1070) by route BC. For the machining process of ECAE, a suitable set of dies was designed and constructed. It is found that the microstructure of 1–4 passes changes from elongated subgrains to equiaxed ultrafine grain, and the large angle grain boundary increases rapidly. From 4 to 8 passes, the average grain size does not change significantly and the large angle grain boundary increase slowly. Akihiro Yamashita et al. [15] evaluated the influence of pressing temperature on equal channel angular pressure of Pure aluminium, Al-3% Mg alloy, and Al-3% Mg-0.2% Sc alloy. It is found that the grain size increases with the increase of pressing temperature, and grain refinement was achieved at all temperatures. However, there are few studies on grain coarsening during ECAP of aluminium alloy at high temperature. Akihiro Yamashita et al. also only explained that the grains would grow at high temperature, but the mechanism of grain refinement and grain coarsening during ECAP at high temperature is not clear.
In this paper, we conducted multi-pass ECAP experiments on extreme-cooled 7055 aluminium alloy at 450°C and obtained some special experimental phenomena. The samples with different passes after the experiment were characterised by XRD, EBSD and TEM, and the microstructure was analyzed. After multi-pass high-temperature ECAP deformation, coarse and fine grains coexist in the sample. With the increase of extrusion passes, the deformation texture is weakened and the recrystallisation texture is enhanced. We describe the relationship between dislocation density and grain size, and explain the related mechanism.
Material and experimental methods
The material of this experiment is an extreme-cooled 7055 aluminium alloy formed by a rapid cooling process. The chemical composition of extreme-cooled 7055 aluminium alloy is shown in Table 1. Figure 1 shows the original microstructure of the extreme-cooled 7055 aluminium alloy. Figure 1(a) is the IPF map of EBSD and Figure 1(b) is the grain boundary map.
The original microstructure of extreme-cooled 7055 aluminium alloy. Chemical composition of extreme-cooled 7055 aluminium (%).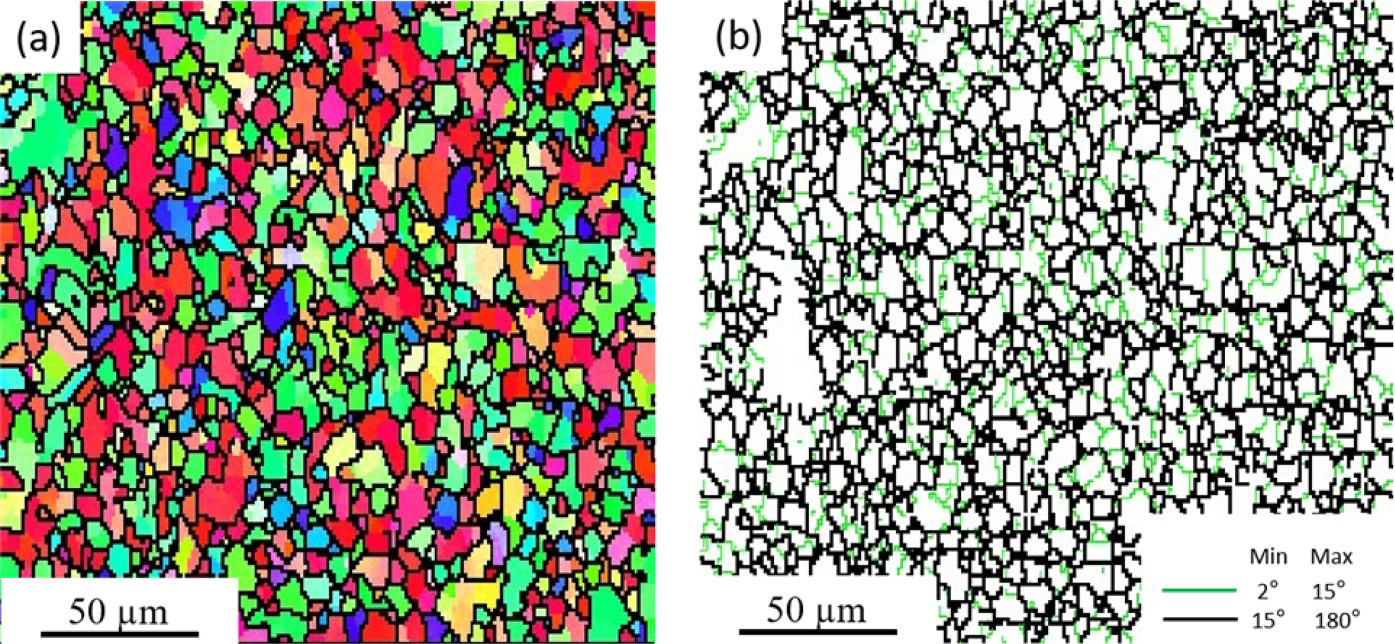
During ECAP, the alloy undergoes shear deformation at the intersection of two channels. Total strain after one cycle is [16,17]:




 is the outer curved corner angle. It can be seen from Equations (1) to (4) that the equivalent deformation during ECAP is completely determined by die parameters and extrusion passes. With the increase of extrusion passes, the strain in the material increases, the dislocation density increases, and the material strength increases. The ECAP die in this experiment uses a 90° between the two channels, the outer arc of curvature is 37°, and a strain of ∼1 is introduced each pass.
is the outer curved corner angle. It can be seen from Equations (1) to (4) that the equivalent deformation during ECAP is completely determined by die parameters and extrusion passes. With the increase of extrusion passes, the strain in the material increases, the dislocation density increases, and the material strength increases. The ECAP die in this experiment uses a 90° between the two channels, the outer arc of curvature is 37°, and a strain of ∼1 is introduced each pass.
The ECAP sample in this article is taken from the above-mentioned extreme-cooled 7055 aluminium alloy bar, and its specification is Φ12 mm*55 mm. After coating the surface of the round rod with the lubricant (MoS2), the sample was heated to 400°C for extrusion. To obtain fine grain, we use the BC path [13,16,18]. The process of aluminium alloy ECAP is shown in Figure 2.
Schematic diagram of ECAP.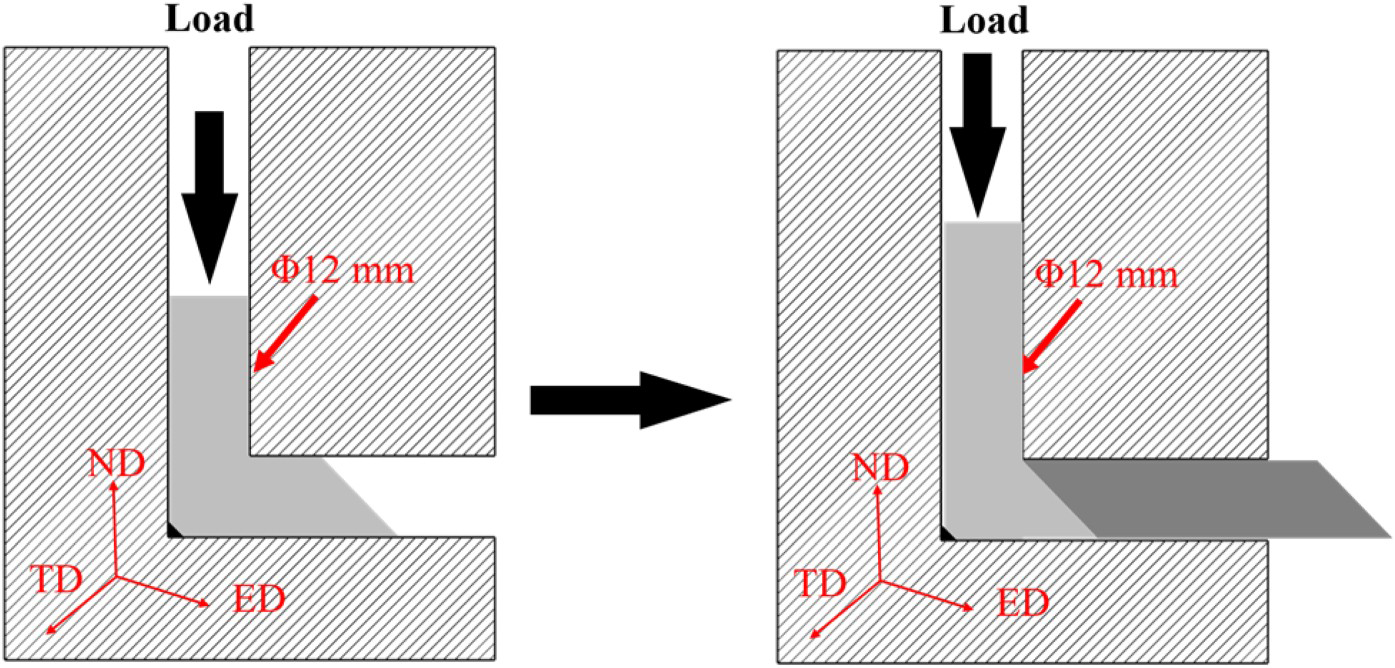
To study the change of dislocation density of the sample after ECAP, X-ray diffraction (XRD) was used for calculation. XRD analysis was performed on aluminium alloy samples with the Cu Kα radiation at 40 kV and 30 mA. The scanning speed and diffraction angle (2θ) were 2°/min and 10°–90°, respectively with wavelength λ = 0.1789 nm. The Al(111), Al(200), Al(220), Al(311), and Al(222) fundamental reflections were measured to determine the dislocation density and micro-strain of the alloy.
The cross-section of the ECAP sample is cut, then ground and polished. The microstructure at the cross-sectional plane was characterised using EBSD and TEM. For EBSD analysis, the sample needs to be electro-polishing with 30% HNO3 + 70% ethanol at 20 V to obtain a strain-free surface. For further analysis of the microstructure, TEM was used to characterise the microstructure in the ECAP sample.
Results and discussion
Calculation of dislocation density
Figure 3 shows XRD profiles of extreme-cooled 7055 aluminium alloy samples after 1, 2, and 4 passes ECAP. It can be seen from Figure 3 that the phase composition of extreme-cooled 7055 aluminium alloy with different extrusion passes did not change, and the diffraction peaks were still Al(111), Al(200), Al(220), Al(311), and Al(222). However, with the increase of extrusion passes, the peak value of matrix Al is slightly widened, which indicates that the grains are refined to a certain extent during ECAP.
XRD pattern of extreme-cooled 7055 aluminium alloy in different condition.
The average Crystalline size (D), dislocation density (ρ), and Lattice micro-strain (ε) of the alloy can be calculated by broadening the diffraction peaks in XRD patterns. In this article, we used XRD patterns and the Williamson–Hall equation to calculate the dislocation density and found its variation [20,21].
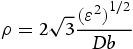
Curves after fitting (a) 1 pass (b) 2 passes (c) 4 passes.
According to Equations (5) and (6), the dislocation density after ECAP under different conditions can be calculated. The dislocation density of 1 pass sample after ECAP is  , which is due to the dislocation multiplication on the slip surface with the increase of deformation, resulting in the increase of dislocation density. The dislocation density of the sample with 2 passes after ECAP is
, which is due to the dislocation multiplication on the slip surface with the increase of deformation, resulting in the increase of dislocation density. The dislocation density of the sample with 2 passes after ECAP is  . High temperature can soften the material, but it is easier to recover. The crystal defects such as grain boundaries and dislocations disappear rapidly and the grains begin to grow [23-25]. The dislocation density of the sample with 4 passes after ECAP is
. High temperature can soften the material, but it is easier to recover. The crystal defects such as grain boundaries and dislocations disappear rapidly and the grains begin to grow [23-25]. The dislocation density of the sample with 4 passes after ECAP is  . As the number of extrusion increases, the cumulative plastic deformation will also increase accordingly, so that the dislocation density will increase again [26]. This phenomenon also indicates that the effect of extrusion passes on dislocation density is greater than that of high temperature under this condition.
. As the number of extrusion increases, the cumulative plastic deformation will also increase accordingly, so that the dislocation density will increase again [26]. This phenomenon also indicates that the effect of extrusion passes on dislocation density is greater than that of high temperature under this condition.
Microstructure evolution
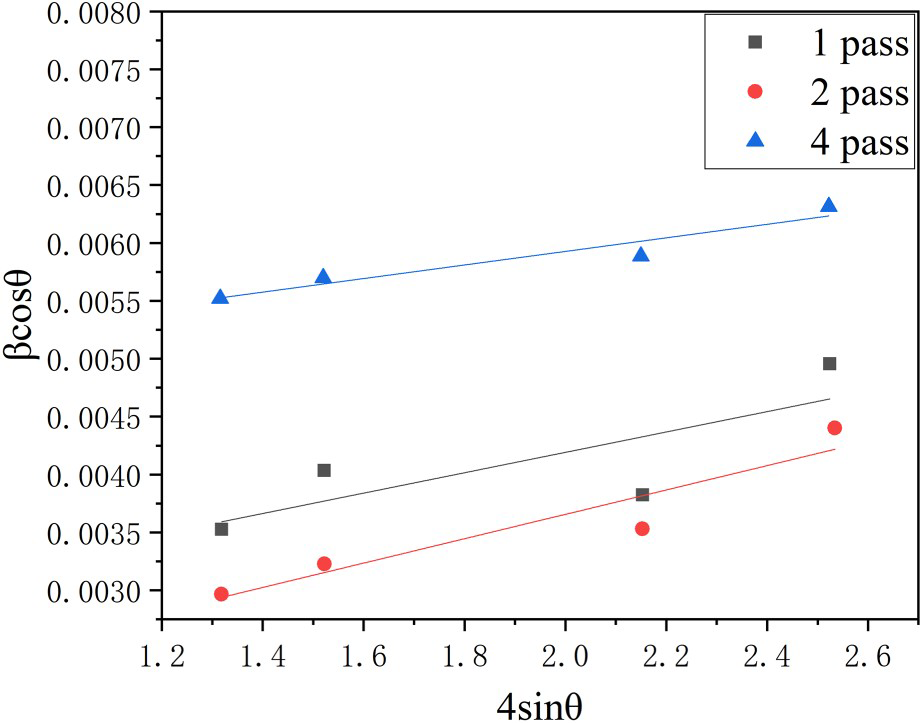
Figure 5(a,b) shows the IPF map of the extreme-cooled 7055 aluminium alloy in different conditions by ECAP at 400°C. It can be seen from Figure 5 that there are some coarsened grains in the deformed sample, and many fine grains are distributed around and inside the coarsened grains. With ECAP passes increasing to 4 passes, the refined grains increase obviously. Figure 5(c,d) shows the corresponding grain boundary maps in which the high angle grain boundaries (HAGBs) with misorientation angle above 15° are shown as black lines, and the grain boundary between 2 and 15° are green lines. Figure 5(a,c) shows that after the second pass, the visible boundary in the microstructure has low angle grain boundaries (LAGBs) and elongated subgrains. It is obvious that after 4 passes, some LAGBs turn into the HAGBs and the microstructure consists of elongated and refined grains.
EBSD analysis of ECAP with different condition: (2 passes and 4 passes) (a) (b) IPF map, (c) (d) Grain boundary distribution.
The grain growth and the evolution of LAGBs and HAGBs after ECAP were further analyzed by EBSD. From Figure 6(a,b), we can see the fraction and distribution of LAGBs and HAGBs. With extrusion passes increased, the fraction of HAGBs increased (from 7.2% to 14.0%) and LAGBs transformed to HAGBs. Figure 6(c–e) shown the point-to-point and point-to-origin misorientation angles measured along Line1, 2 and 3 in Figure 5(c,d), respectively. In Figure 6(c), the local misorientation oscillates between 0° and 4°, and the cumulative misorientation is between 0° and 8°. It indicates that there is a relatively small gradient of misorientation within the grains. In Figure 6(e), the local misorientation is less than 3°, but the cumulative misorientation is between 0° and 17°, which indicates that a part of LAGBs in the grain is transforming into HAGBs. It can be seen from Figure 6(d) that lines 2 runs through most regions of the fine grain. The local misorientation and cumulative misorientation in these fine grains intersect with each other, and the change of misorientation is large. The analysis of the misorientation between Line 1 and Line 3 shows that the microstructure evolution of aluminium alloy is not inhomogeneous. There is a time interval in the multi-pass hot extrusion process. During the interval, the alloy will undergo recovery and recrystallisation, and the deformation storage energy will be released, which will promote the merging and growth of some subgrains. The misorientation between the sub-grain and its surrounding subgrains will increase, resulting in an inhomogeneous microstructure.
EBSD analysis of ECAP with different condition: (2 passes and 4 passes) (a) (b) Frequency of misorientation; (c)–(e): point-to-point and point-to-origin misorienation of the grains measured along lines 1, 2 and 3, respectively.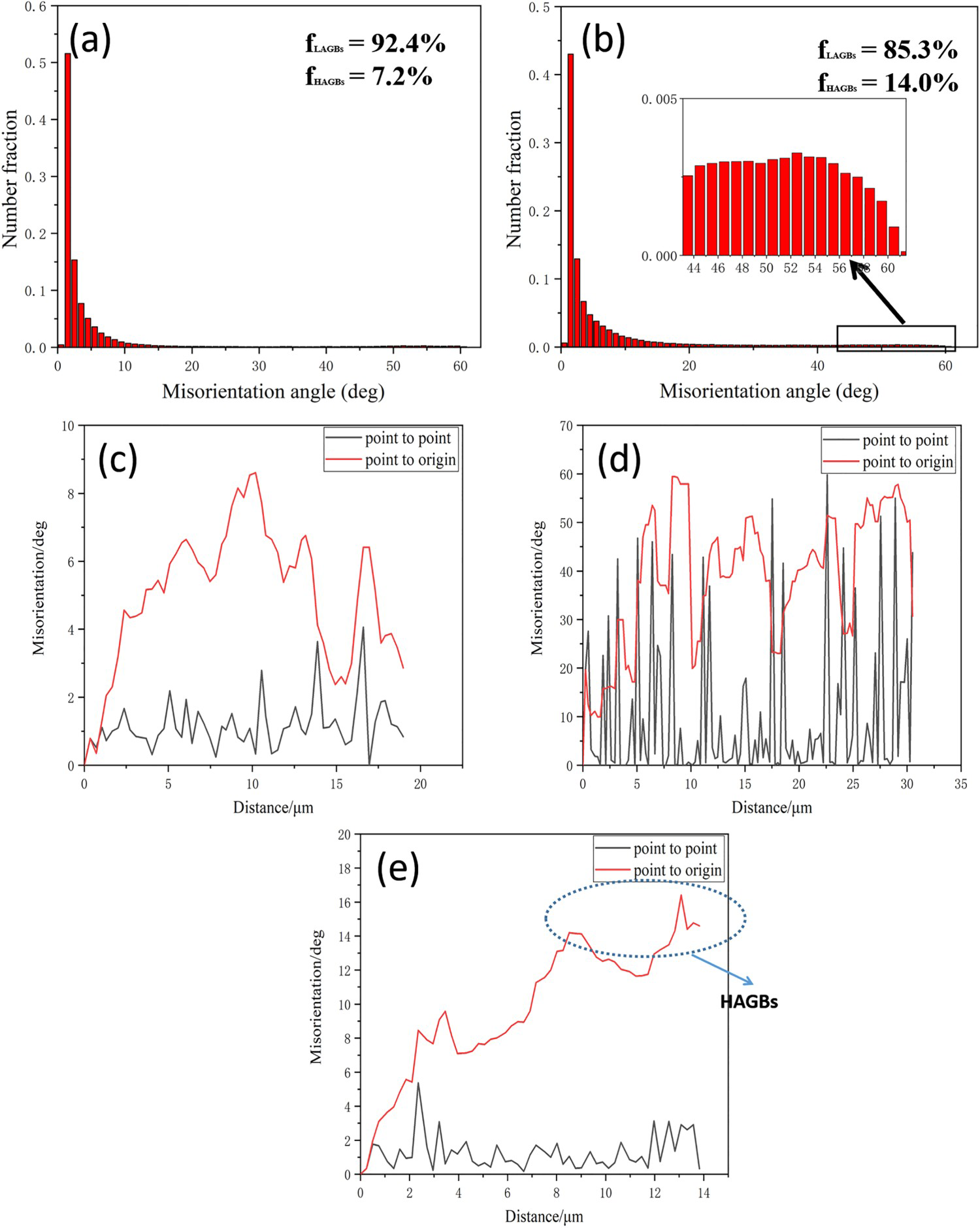
Texture evolution
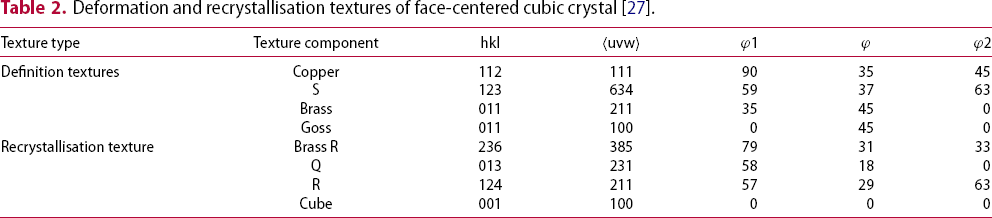
The texture evolution of the extreme-cooled 7055 aluminium alloy after ECAP with different passes was studied by EBSD. Table 2 shows some deformation and recrystallisation textures of face-centered cubic metals during plastic deformation, such as Copper, Brass R and Brass textures. Figure 7 shows the typical deformation and recrystallisation texture changes of 7055 aluminium alloy under different conditions. The changes of deformation textures {112} 〈111〉 (Copper) and {123} 〈634〉 (S), and recrystallisation textures {236} 〈358〉 (Brass R), {013} 〈231〉 (Q) and {124} 〈211〉 (R) can be observed from Figure 7. It is obvious from Figure 7 that the deformation texture decreases with the increase of extrusion passes, especially {123} 〈634〉 (S). However, the recrystallisation texture increases with the increase of extrusion passes, especially {013} 〈231〉 (Q) and {124} 〈211〉 (R).
The changes of the typical deformation and recrystallisation textures of the extreme-cooled 7055 aluminium alloy with different condition: (2 passes and 4passes). Deformation and recrystallisation textures of face-centered cubic crystal [27].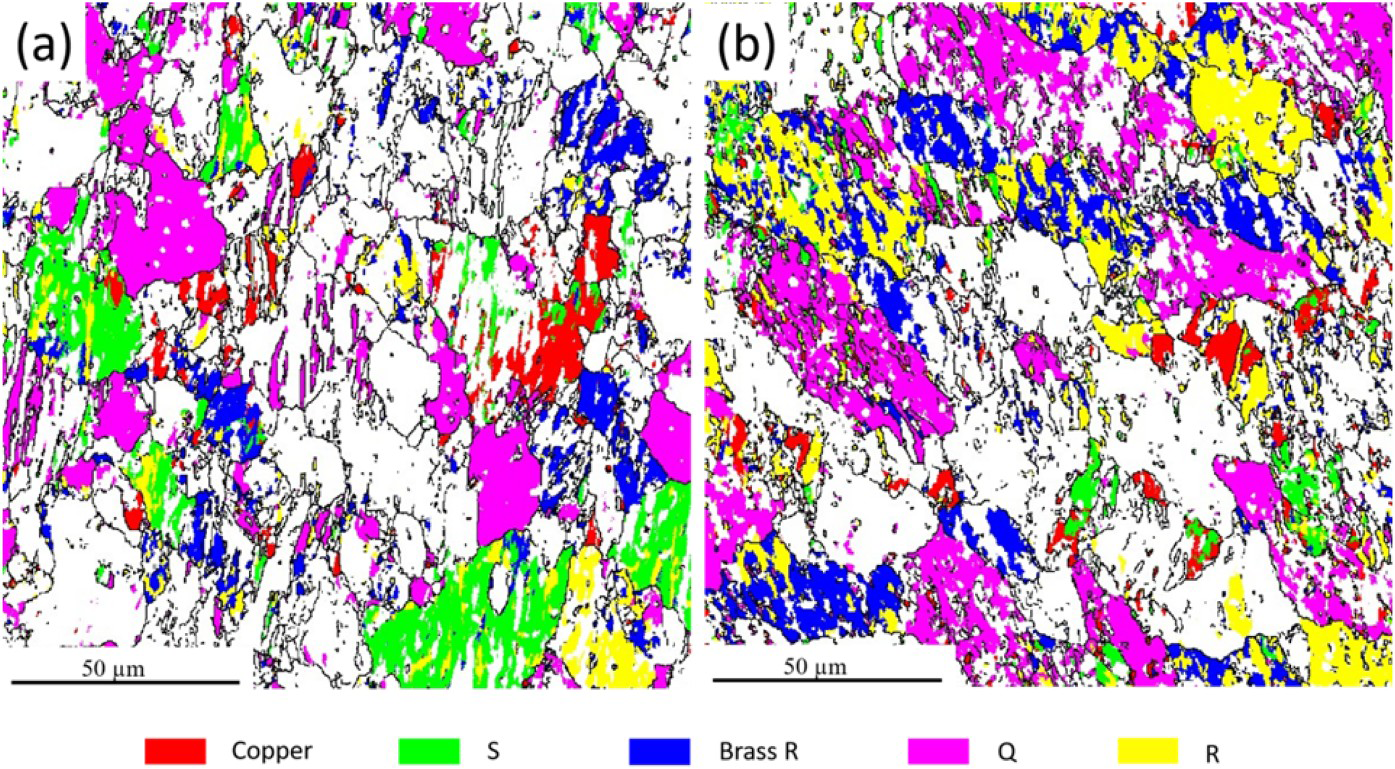
In the multi-pass high-temperature ECAP process, the deformation texture is weakening and the recrystallisation texture is increasing. Owing to multi-pass high temperature ECAP, recovery and recrystallisation occurred in the alloy. It can be observed from Figure 7 that the recrystallisation texture {236} 〈358〉 (Brass R), {013} 〈231〉 (Q) and {124} 〈211〉 (R) is enhanced, but the fraction of recrystallisation texture {124} 〈211〉 (R) changes more. These phenomena indicate that recrystallisation texture {124} 〈211〉 (R) is more sensitive to strain.
Discussion
Through the half-maximum height and Bragg peak angle of XRD, we calculated the dislocation density of the sample after ECAP and explained the reasons for the change of dislocation density in different extrusion passes. Then, EBSD was used to analyze in detail the microstructure change of the sample after ECAP and the transformation relationship between LAGBs and HAGBs. At the same time, we found that the microstructure of extreme-cooled 7055 aluminium after ECAP was heterogeneous, and there were refined grains and coarsening grains. With the increase of extrusion passes, LAGBs transform to HAGBs, and the coarsened grains are gradually decreasing. To further know the coexistence of fine and coarse grains in the sample after ECAP, we combined dislocation density, LAGBs, and HAGBs to explain the reason and the corresponding mechanism.
Refinement mechanism
Figure 8 shows the TEM characterisation results of the original sample and 4 passes ECAP of extreme-cooled 7055 aluminium alloy. It can be seen from Figure 8(a) that there are few dislocations in the original sample and a small amount of precipitates at the grain boundary. In Figure 8(b), there are high dislocation density and some subgrains in the sample of 4 passes ECAP. Aluminium alloy has high stacking fault energy and is easy to form cellular structure in severe plastic deformation. After four passes of ECAP, the dislocation density in the microstructure of the sample increased, and the high dislocation density separated the microstructure into many low-density dislocation regions, forming dislocation cell structure. This dislocation cell structure gradually forms subgrains and fine grains with the shear deformation.
TEM observation of extreme-cooled 7055 aluminium alloy: (a) Original sample (b) 4 ECAP passes.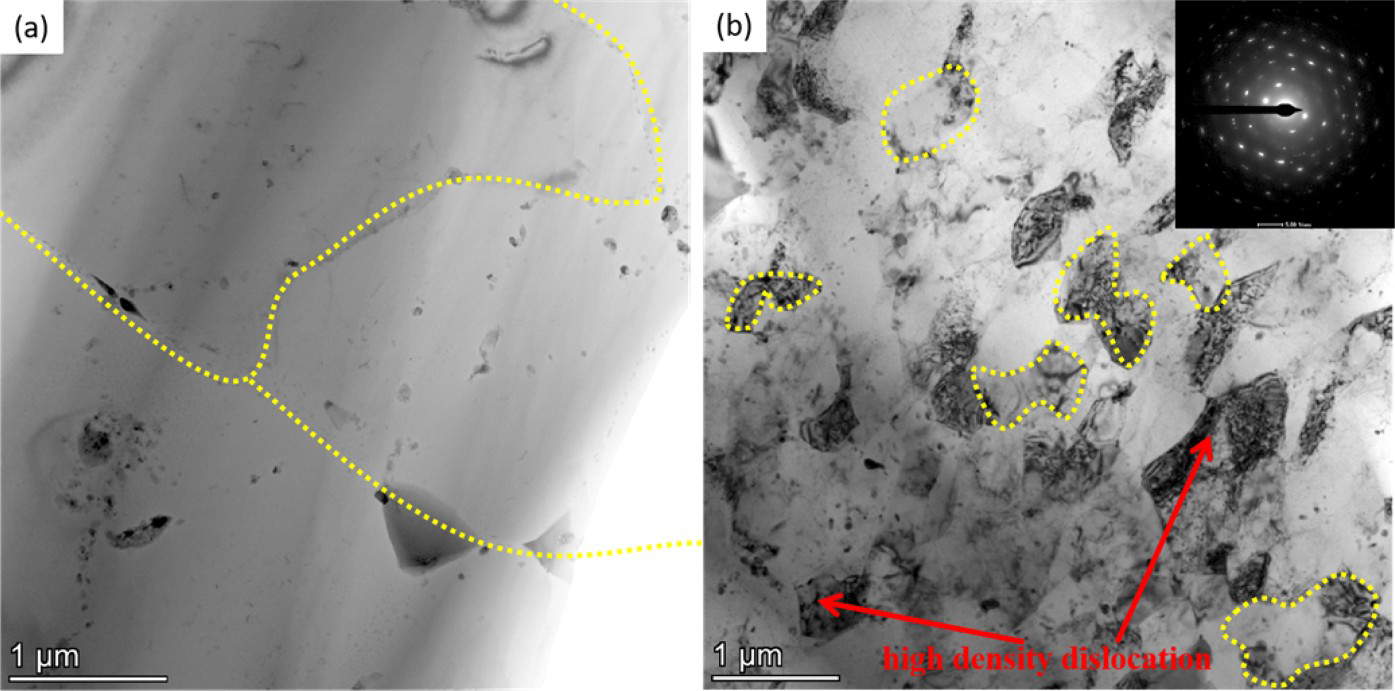
Through the analysis of XRD, EBSD and TEM, the grain refinement mechanism of the sample after high-temperature ECAP is shown in Figure 9. In Figure 9(a), pure shear deformation occurs at the corner of the alloy, resulting in a sharp increase in the internal dislocation density [28]. In Figure 9(b), a large amount of shear strain and dislocation density can be accumulated through multi-pass hot extrusion deformation. In Figure 9(c), with the increase of dislocation density, dislocations gradually change from disorder to ordered dislocation walls (namely LAGBs). This is because the orderly arrangement of dislocations will reduce the strain energy. In Figure 9(d), the grains in the alloy will also be crushed under shear stress to form the subgrain. In Figure 9(e), with the continuous ECAP process, these sub-grain will be sheared and extruded to form fine grains with large angle boundaries. The grain refinement process of the aluminium alloy after ECAP has also been discussed by many researchers, and some similar results have been obtained [4,12,29-31].
Mechanism diagram of grain refinement by ECAP.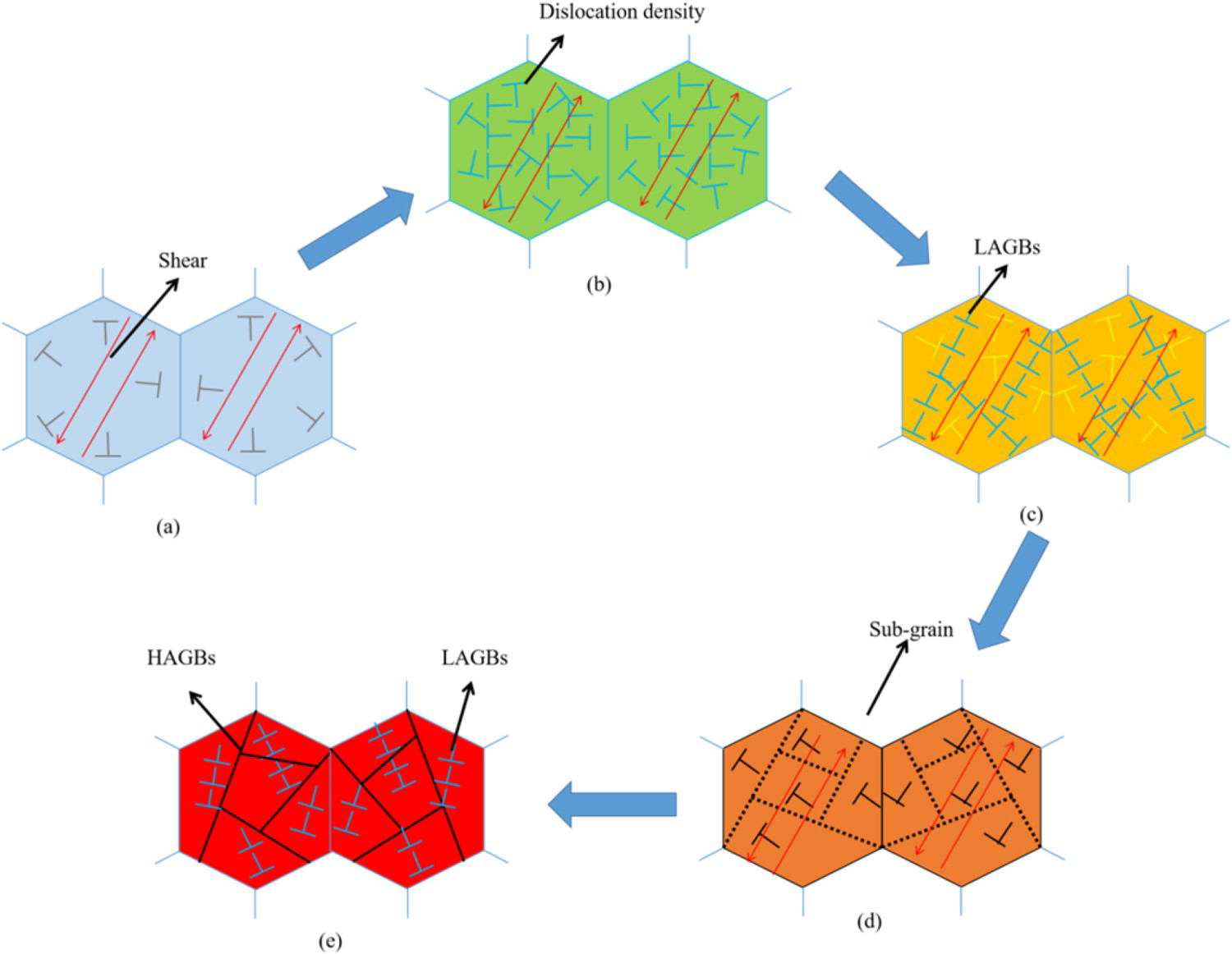
Coarsening mechanism
Part of the grains of extreme-cooled 7055 aluminium has been coarsened after high-temperature ECAP treatment. This phenomenon can be explained by two aspects: the influence of high temperature on the grain size and Recrystallisation affects grain size. From the thermodynamic analysis, the higher the temperature of the alloy in the hot extrusion process, the more active the atomic activity, and the number of high-energy atoms increase sharply. According to the first law of thermodynamics, high-energy atoms will inevitably transform to low-free energy states. Because the grain coarsening can reduce the surface energy, the alloy is in a stable and low-free energy state. Therefore, the grain coarsening at high temperatures is a spontaneous change rule. There are some coarsening grains in the microstructure of the sample after high-temperature ECAP. Part of these coarsened grains may be retained by the original coarse grains through shear deformation. The other part may be caused by the growth of recrystallised grains during high-temperature extrusion and pass interval of multi-pass extrusion. However, the grains of the original microstructure of the alloy are relatively fine, and the coarsened grains cannot be deformed from the original grains. Therefore, the coarsening grains can only be formed by the growth of recrystallised grains.
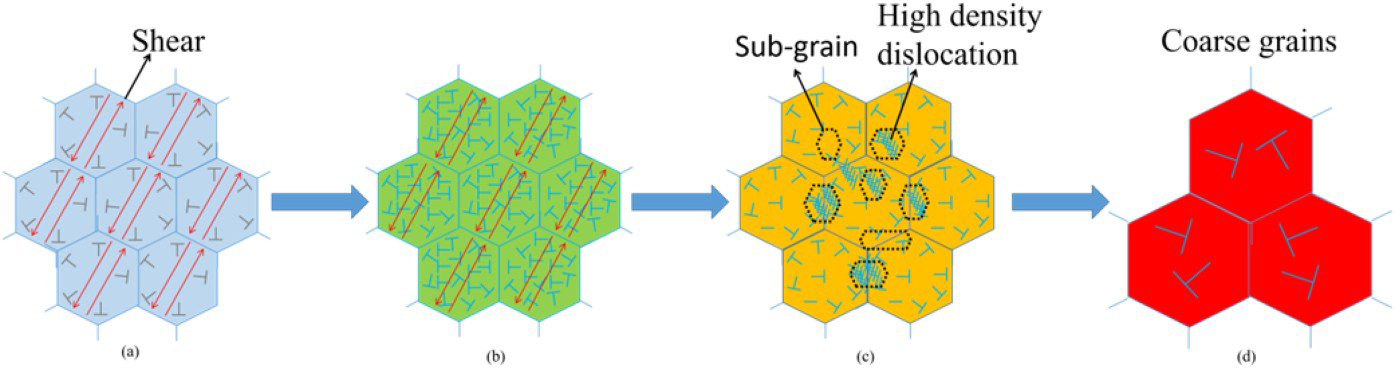
Figure 10 shows the TEM of the high-temperature ECAP after 4 passes. In the process of high-temperature ECAP, grain coarsening is accomplished by the mutual annexation and growth of sub-grain. Recovery and recrystallisation occurred during the high-temperature deformation process, resulting in the formation of sub-grain with uneven size and inhomogeneous dislocation density distribution in each sub-grain. As shown in Figure 10, the sub-grain with low dislocation density migrate to the sub-grain with high dislocation density, and the sub crystals merge and grow. At the same time, the dislocation interaction near the sub-grain boundary leads to the gradual disappearance of the sub-grain boundary and the merger and growth of the sub-grain [32,33]. The schematic diagram of the grain coarsening process is shown in Figure 11.
TEM characterisation of subgrain evolution in 4 ECAP passes. Mechanism diagram of coarsening grain by high temperature ECAP.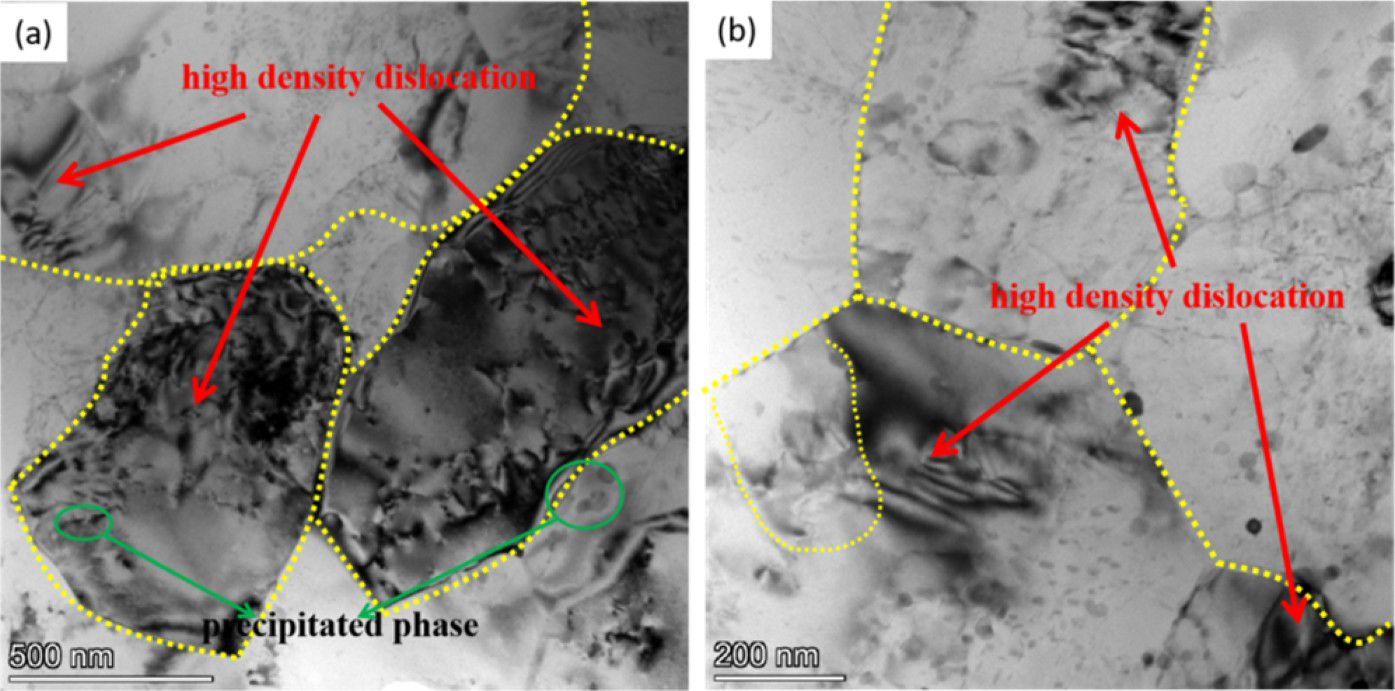
Conclusions
In this paper, we studied the microstructure of extreme-cooled 7055 aluminium after high-temperature ECAP. The mechanism of grain refinement and grain coarsening caused by dislocation density is discussed in detail. The main conclusions can be summarised as follow:
After multi-pass high-temperature ECAP, the microstructure of the sample is inhomogeneous. The coarse and fine grains coexist in the sample, and many fine grains are distributed around and inside the coarse grains. With the increase of extrusion passes, the deformation texture is weakened, the recrystallisation texture is enhanced. The recrystallisation texture {124} 〈211〉 (R) is more sensitive to strain. The refined grains are mainly mechanically refined by large shear deformation. Owing to the original microstructure of the alloy is relatively fine, the coarsened grains may be formed by sub-grain merging and growth at high temperatures.
Footnotes
Acknowledgements
The authors would like to express their sincere thanks for the research grants supported by the National Natural Science Foundation of China (grant number 51805002), Project supported by the Research Fund of Key Laboratory of advanced metal material green preparation and surface technology (AHUT), Ministry of Education, China (grant number GFST2020KF03). and Postdoctoral Fund from Jiangsu Province and Anhui Province (grant number 2019 K208, grant number 2019 B343).
Disclosure statement
All participating authors declare that they have no conflict of interest in this work. We once again solemnly declare that there is no conflict of interest with the submitted work, such as commercial interest or ancillary interest.