
Abstract
Mn–Cu-based damping alloy prepared by directional solidification is very promising for vibration and noise control. Aging treatment with and without application of magnetic field on the microstructure and damping performance of directionally solidified Mn–Cu alloy was studied by means of X-ray diffraction, differential scanning calorimetry, dynamic thermal mechanical analysis and scanning electron microscope. It is found that aging treatment makes the orientation shift from (200) to (111), and aging treatment under magnetic field helps Mn–Cu alloy keep high damping in the wide temperature range. The polymorphic microstructure characterised by fine twin bands with low-angle misorientation boundaries leads to a substantial increase of twin boundary internal friction up to several times higher than that of polycrystalline state.
Keywords
Introduction
Mn–Cu-based damping alloys have attracted sustained attention owing to their excellent performance on vibration and noise reduction [1-3]. To cope with the requirement of ultra-high damping capacity (tan δ > 0.08) for the application on rapidly developed modern industry, recently, an inspiring approach has been successfully achieved for the preparation of ultra-high damping Mn–Cu alloy under directional solidification [4]. The catch is that the alloy prepared by this method is only suitable to the temperature range of 200–250 K corresponding to the twin boundary relaxation of parent phase twinning and thus cannot maintain high damping capacity around room temperature.
The enhancement on damping capacity of Mn–Cu alloys has been associated with the Mn segregation at macro/nanoscale caused by spinodal decomposition during aging treatment [5]. As a kind of cold physical field, magnetic field can transfer magnetisation energy to the atomic scale of materials without direct contacting, and affect the migration and arrangement of atoms to influence the macroscopic properties. It has been found that solidification under magnetic field has a significant effect on Mn segregation [6], and the aging of Mn–Cu alloy under alternating magnetic field shows obviously positive effect on the increase of damping capacity owing to the magnetoplastic effect and the dislocation increment mechanism [7]. It has been pointed out that the damping capacity of Mn–Cu-based alloys comes not only from the migration of [101] twin boundary or phase interface movement during the process of fcc-fct phase transformation [8], but also from the dislocation movement [9]. Therefore, heat treatment under magnetic field will certainly influence the microstructure of the directionally solidified Mn–Cu alloy, and then modifies the damping performance.
In this paper, Mn–Cu damping alloy specimens were firstly prepared by directional solidification, and then aging treatment with or without magnetic field was applied to explore the effect of alternating magnetic field on the damping capacity of Mn–Cu alloy.
Experimental procedure
Detailed heat treatment conditions of different specimens.
After grinding and polishing, the specimens were etched by using a mixed solution of alcohol, phosphoric and glycerol with the ratio of 2:1:1. A scanning electron microscope (SEM) equipped with an energy-dispersive spectrometer (EDS) and electron backscatter diffraction (EBSD, OIM software, EDAX) was used to analyse the microstructure and chemical composition. The results of EDS point analysis were the average of three points in selected regions. For the EBSD measurements, the specimens were prepared by Ion Milling System (IM4000). The phase structure of the specimens was characterised by XRD (Rigaku SmartLab X-ray diffractometer) with working voltage of 40 kV, and current of 40 mA. All the diffraction curves were obtained in the continuous mode with the scanning speed of 4.5° min−1, and the X-ray scanning direction was perpendicular to the solidification direction.
The phase transformation behaviour was investigated by differential scanning calorimetry (DSC) at a heating rate of 10 K min−1, as well as by a dynamic thermal mechanical analyzer (DMA, Q800 TA) at a heating rate of 3 K min−1. The dimension of the specimen for DMA was 40 × 5 × 1 mm3, and the storage modulus (E) and internal friction (tan δ) were obtained under a 3-point bending test mode with the strain amplitude of 2 × 10−5 conducted under the temperature range from 150 K to 520 with frequencies of 0.1, 0.2, 1 and 10 Hz, respectively.
Results and discussion
XRD characterisation
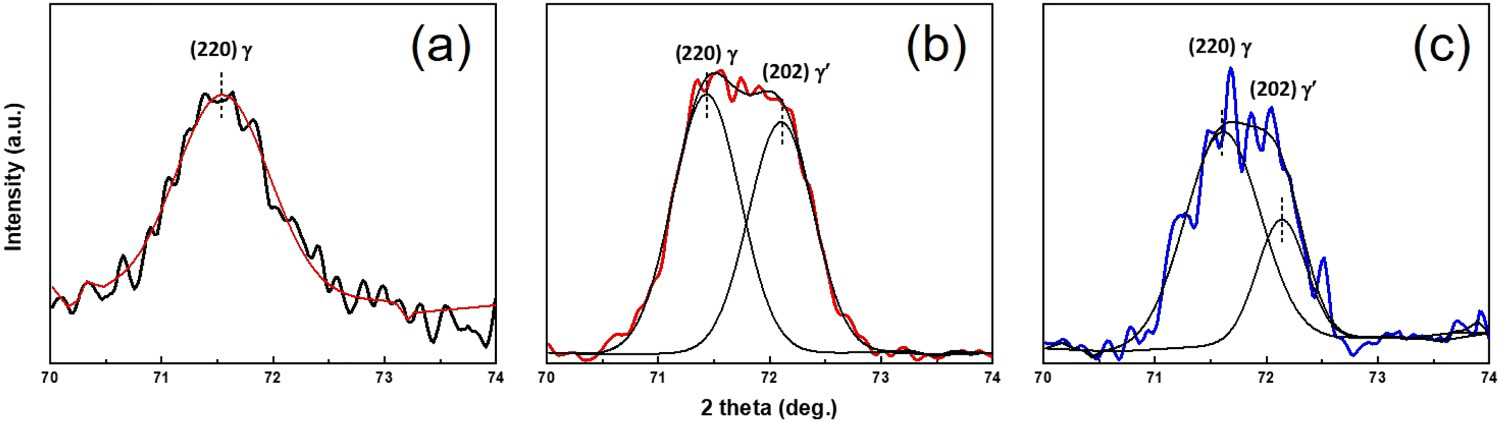
Figure 1 shows the XRD patterns of directionally solidified Mn–Cu alloy under different treatment conditions. It can be seen that only γ-Mn exists in specimen 1# while γ′-Mn is formed in specimens 2# and 3# which is characterised by the splitting of (220) peak into two peaks, as shown in the enlarged XRD profiles in Figure 2. This indicates that no martensitic transformation (MT) has taken place in specimen 1#, while the fcc-fct martensitic transformation has occurred above room temperature in specimens 2# and 3#, therefore, the fct γ′-Mn is detected at room temperature. It is noted that no α-Mn precipitation has been found in the experiment in comparison with the ordinary casting Mn–Cu alloy [10], obviously the absence of α-Mn might reduce the twin migration resistance.
XRD patterns of directionally solidified M2052 alloys subjected to different heat treatments. Local enlarged XRD patterns of specimens (a) 1#, (b) 2# and (c) 3#, showing the separation of (220) diffraction peak into the (220) and (202) peaks.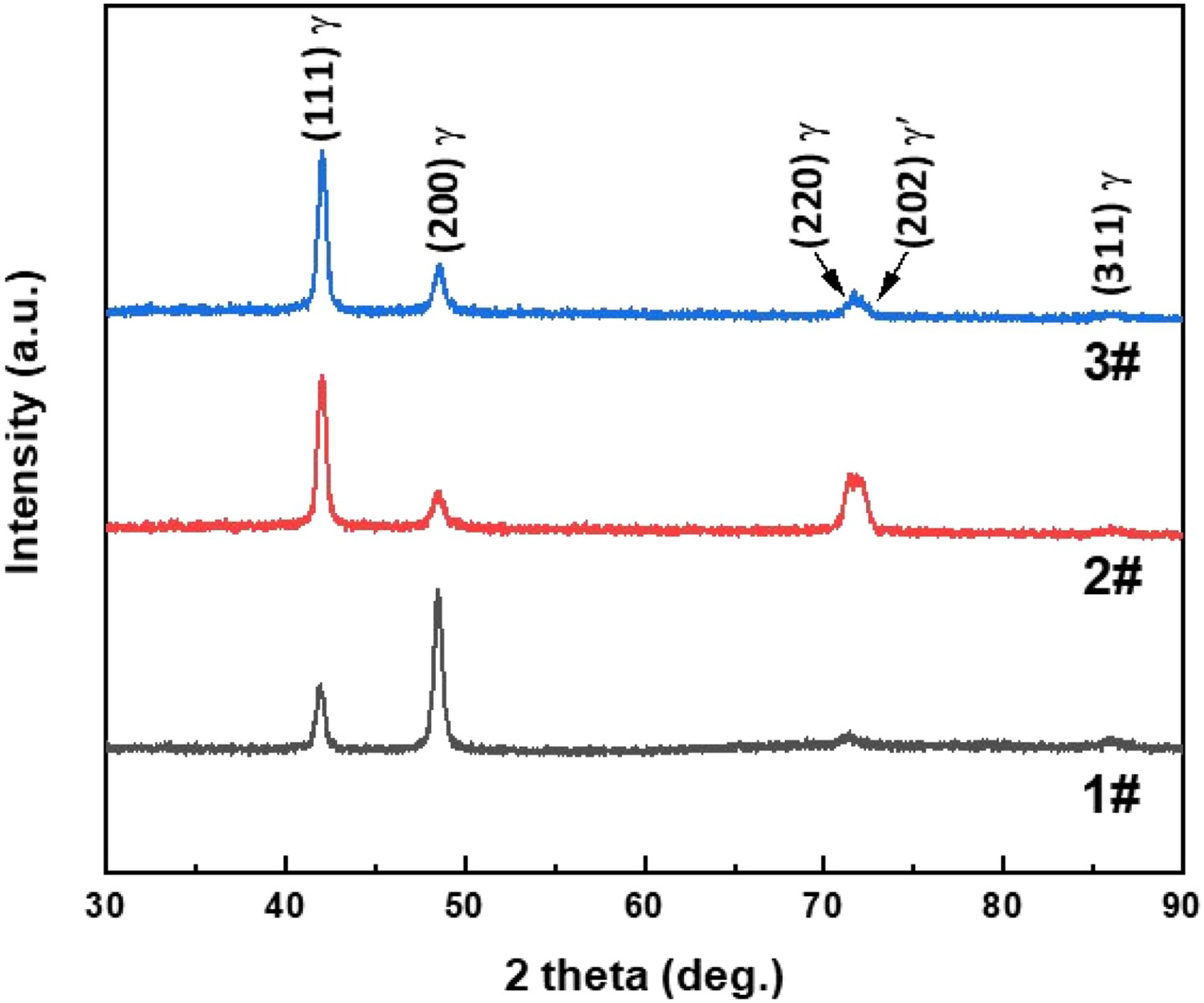
 can be obtained by calculating the lattice parameters of a-axis and c-axis of γ′-Mn crystal:
can be obtained by calculating the lattice parameters of a-axis and c-axis of γ′-Mn crystal:
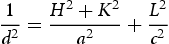
 is the crystal plane spacing of (H, K, L) plane of γ′-Mn phase. Accordingly, the
is the crystal plane spacing of (H, K, L) plane of γ′-Mn phase. Accordingly, the  and
and  values of the samples can be estimated by the positions of the two peaks (220) and (202) in Figure 2, and the calculation results are shown in Table 2. Since there is a single γ-Mn phase in specimen 1#, there is no peak separation observed.
values of the samples can be estimated by the positions of the two peaks (220) and (202) in Figure 2, and the calculation results are shown in Table 2. Since there is a single γ-Mn phase in specimen 1#, there is no peak separation observed.
Calculation results of lattice parameters and lattice distortion of M2052 alloys subjected to different heat treatments.
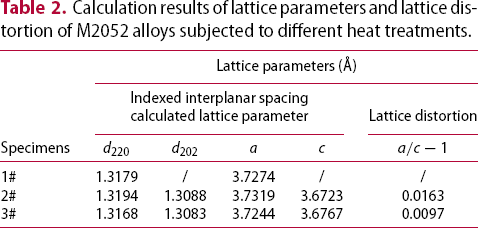





It can be seen that the lattice distortion for specimen 2# is about 67% higher than that for specimen 3#, generally, the Mn content in the Mn-rich region of Mn–Cu alloy is related to its lattice distortion [11], so it is inferred that the application of alternating magnetic field during aging treatment does promote the Mn diffusion and reduce the segregation degree.
Williamson and Smallman pointed out that the broadening of diffraction peak caused by internal dislocation can be described by microstrain [12]. And the microstrain  dependence of XRD peak broadening δ can be expressed as:
dependence of XRD peak broadening δ can be expressed as:

 is the half of diffraction peak angle.
is the half of diffraction peak angle.
As can be seen from Figure 3, there is a nearly linear relationship between The relationship between  and
and  , and the slope of the line represents
, and the slope of the line represents  , which is determined to be 0.559,0.591 and 0.871% for specimens 1#, 2# and 3#, respectively.
, which is determined to be 0.559,0.591 and 0.871% for specimens 1#, 2# and 3#, respectively.
 and
and  .
.
The dislocation density (ρ) can be calculated by an XRD-WH method [12],

 is the geometric constant and
is the geometric constant and  is the Burgers vector.
is the Burgers vector.
It is easy to obtain that the dislocation density for specimen 2# is about 12% higher than that for specimen 1#, while for specimen 3# under magnetic aging is significantly elevated by about two times than that for specimen 2# under aging without magnetic field.
Polymorphic microstructure
Figure 4 shows the SEM microstructure under backscattered electron (BSE) mode for directionally solidified M2052 alloys subjected to different heat treatments. It can be seen that the columnar dendrite structure regularly arranges along the longitudinal solidification direction. Generally, the dendritical microstructures are composed of dark Mn-rich dendrites and surrounding white Cu-rich interdendritic spacings, which is very common in solidified Mn–Cu alloys [6]. Obviously, there is no significant difference in the dendrite spacing between different specimens, and the aging treatment does not affect the dendrite morphology of the alloys.
Backscattered electron images of directionally solidified microstructure of M2052 alloys subjected to different heat treatments: (a) 1# and (b) 3#.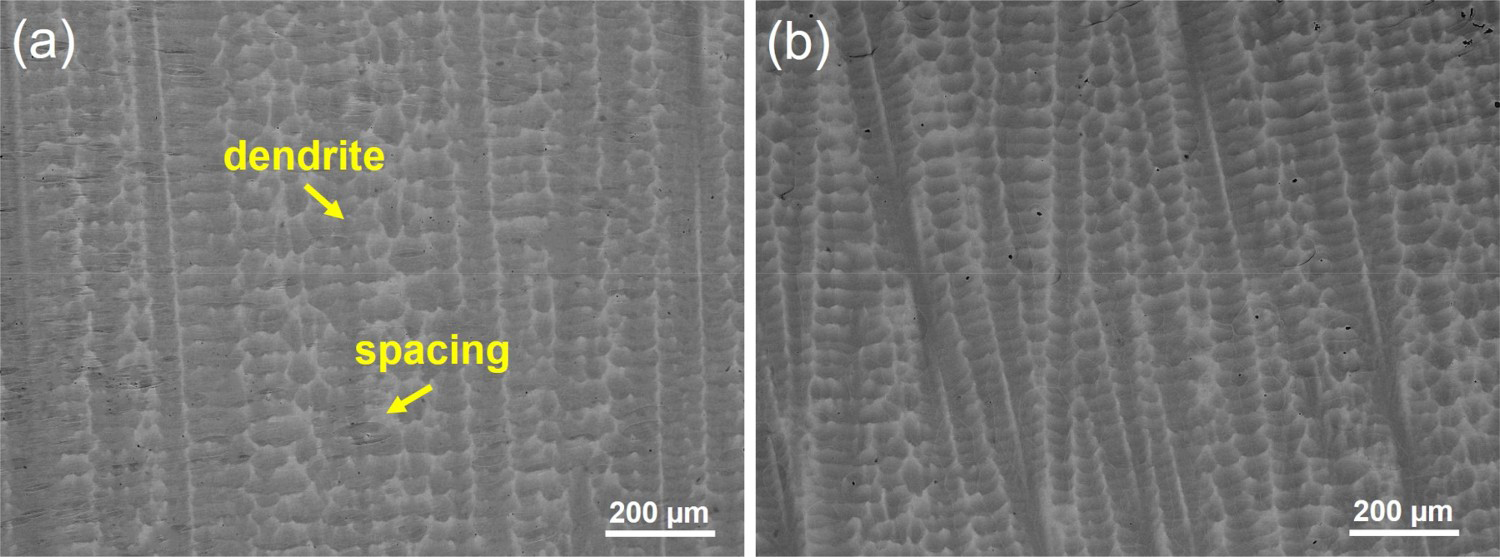
Figure 5 shows the BSE images at high magnification disclosing the twin characteristics of alloys subjected to different treated states. It can be seen that the twins with smooth or straight boundaries (as indicated by the marks in the figure) are formed in all specimens without (1#) or with (2# and 3#) the existence of martensite at room temperature, and some twin boundaries even transverse several dendrites as well as pass through white grain boundary network. It seems that the number and morphology of twins in different specimens are different. According to our previous research, parent phase twins are induced by the lattice distortion from antiferromagnetic transition (AFT) of Mn–Cu alloy, and such twins distributes sparsely with a bandwidth of 4–5 µm in specimen 1#, while those in specimens 2# and 3# are far more crowded and interwoven at the specific angle of either about 60°, close to the angle between [101] boundaries of different martensitic fct twins, or near 90° which is the secondary twinning of [101] martensite twins [10,13]. The width of twins in specimens 2# and 3# is only about 2–3 µm, which twins are mainly originated from the lattice distortion caused by the martensite transformation from fcc to fct phase.
Twin characteristics of (a) 1#, (b) 2# and (c) 3#, where the white thick solid arrows refer to the solidification direction, and (d) EDS composition analysis along the white thin solid arrows T1 and T2.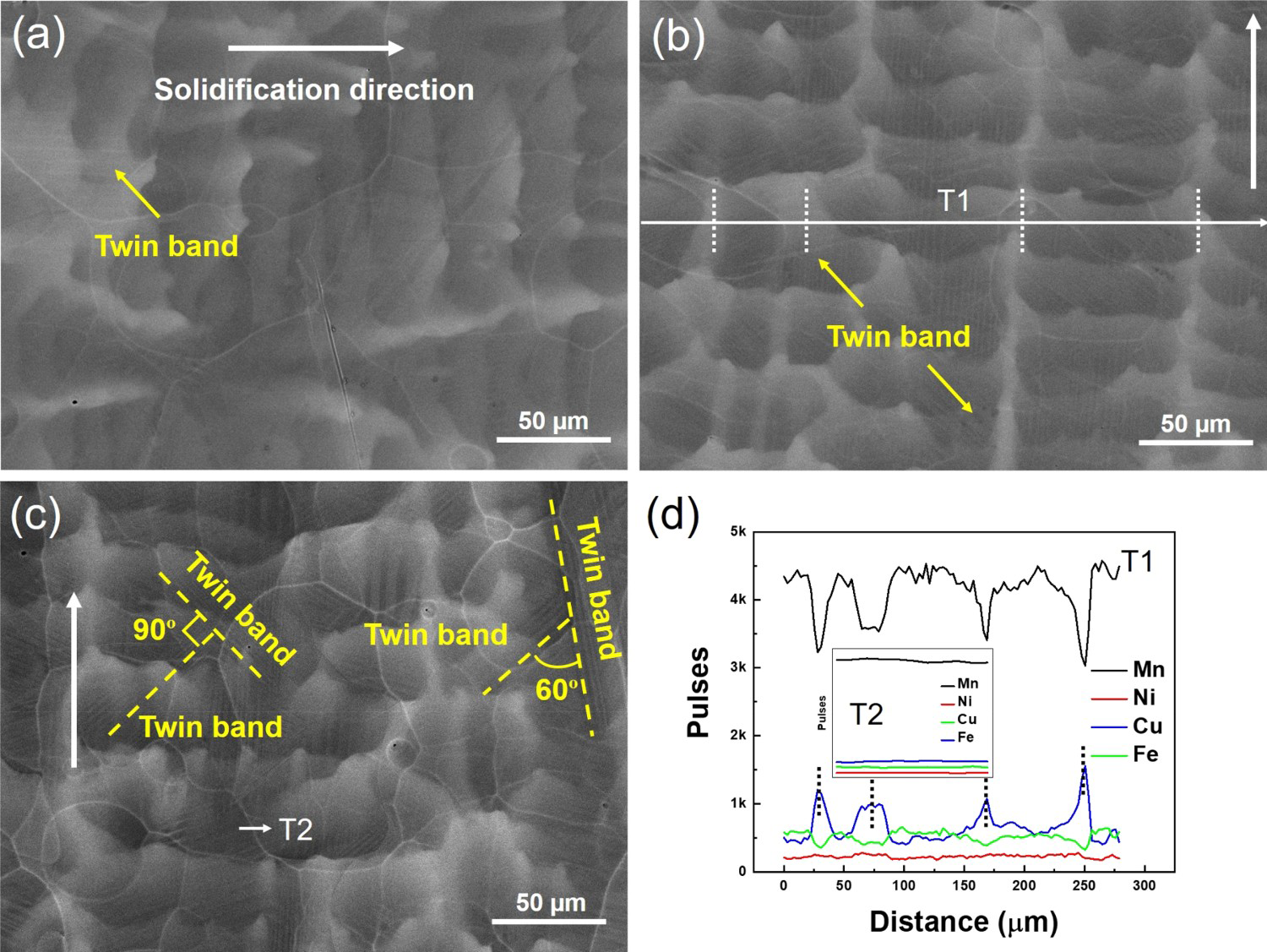
It had been reported that the solidification microstructure of Mn–Cu-based damping alloy exhibit a polymorphic characteristic [6]. It is interestingly revealed that there exists a white grain boundary network that encircles one to several dendrites in the directional solidification microstructure. The composition analysis of EDS line scanning across the dendrites and spacings along T1 in Figure 5(b) discloses that the Cu element is enriched in the white interdendritic spacings, meanwhile, the EDS line scanning along the white grain boundary (T2) in Figure 5(c) show little compositional fluctuation. It is inferred that the white grain boundary without compositional segregation is a kind of pseudo-grain boundary that might be related to the ion polishing process during the preparation of EBSD specimens, and should not be an obstacle to twin migration.
EDS point analyses on the dark Mn-rich dendrite show that the average Mn% of specimens 1#, 2# and 3# is 79.03, 81.37 and 80.81%, respectively. It can be seen from the variation of Mn% that the spinodal decomposition during aging process slightly increases the Mn content in the Mn-rich region, while the magnetic field aging heat treatment slightly promotes the diffusion of Mn element, that is, the spinodal decomposition effect is somewhat inhibited in specimen 3#. Li et al. found that aging at 1353 K under applied alternating magnetic field can accelerate the element diffusion in Ni-based superalloy, and then effectively reduce the chemical segregation, and thus promote the homogenisation of alloy elements [14]. The magnetic field surely exerts a negative effect on the enrichment of Mn content. According to  , where
, where  is the diffusion constant,
is the diffusion constant,  is diffusion activation energy,
is diffusion activation energy,  is gas constant and
is gas constant and  is the temperature. If the coefficients
is the temperature. If the coefficients  and
and  are deemed identically in the two-alloy system, the diffusion coefficient
are deemed identically in the two-alloy system, the diffusion coefficient  of aging at 708 K is extensively lower than that of Li’ at 1353 K.
of aging at 708 K is extensively lower than that of Li’ at 1353 K.
Figure 6 shows the EBSD microstructure and grain diagram of specimen 3#, in which the different colors of Figure 6(b) represent EBSD grains with different orientations. It can be seen that large columnar grains grow along the solidification direction (white arrow) with a width of 100–300 µm. Inside every EBSD grains lie numerous dendrites as well as very fine twins, accompanied by a few stray grains with a diameter of about 30 µm. The stray grain might originate from heterogeneous nucleation on small inclusions or the fractured secondary dendrite at the solid–liquid interface owing to constitutional supercooling during the directional solidification process.
EBSD images (a) microstructure and (b) grain diagram of specimen 3#, where the white solid arrow refers to the solidification direction.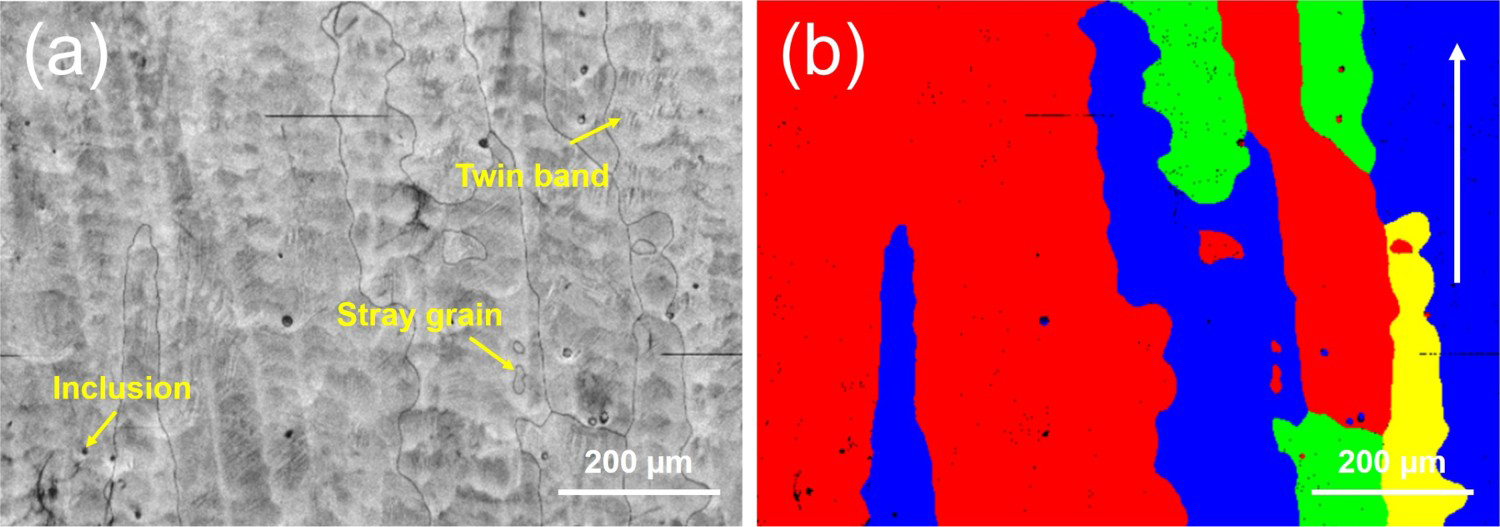
Figure 7 shows the twin characteristics of specimens 2# and 3# under EBSD mode. It can be seen in Figure 7(a) that the stray grain is featured by the misorientation distribution of about 45° across the ring boundary (L1). However, the misorientation degrees of the twin bands of specimens 2# and 3# are less than 2° (L2, L3), that is, all of them are of low-angle misorientation, which is in accordance with that the misorientation of twinning bands are either about 90° or less than 5° found in the reference [13]. Obviously, the twin bands with low-angle misorientation predominate in the specimens, and might favour the twin boundary movement to a certain extent.
EBSD microstructure of specimens (a) 2# and (b) 3#, and the point-to-origin misorientation distribution of the selected traces L1, L2 and L3 in (a) and (b).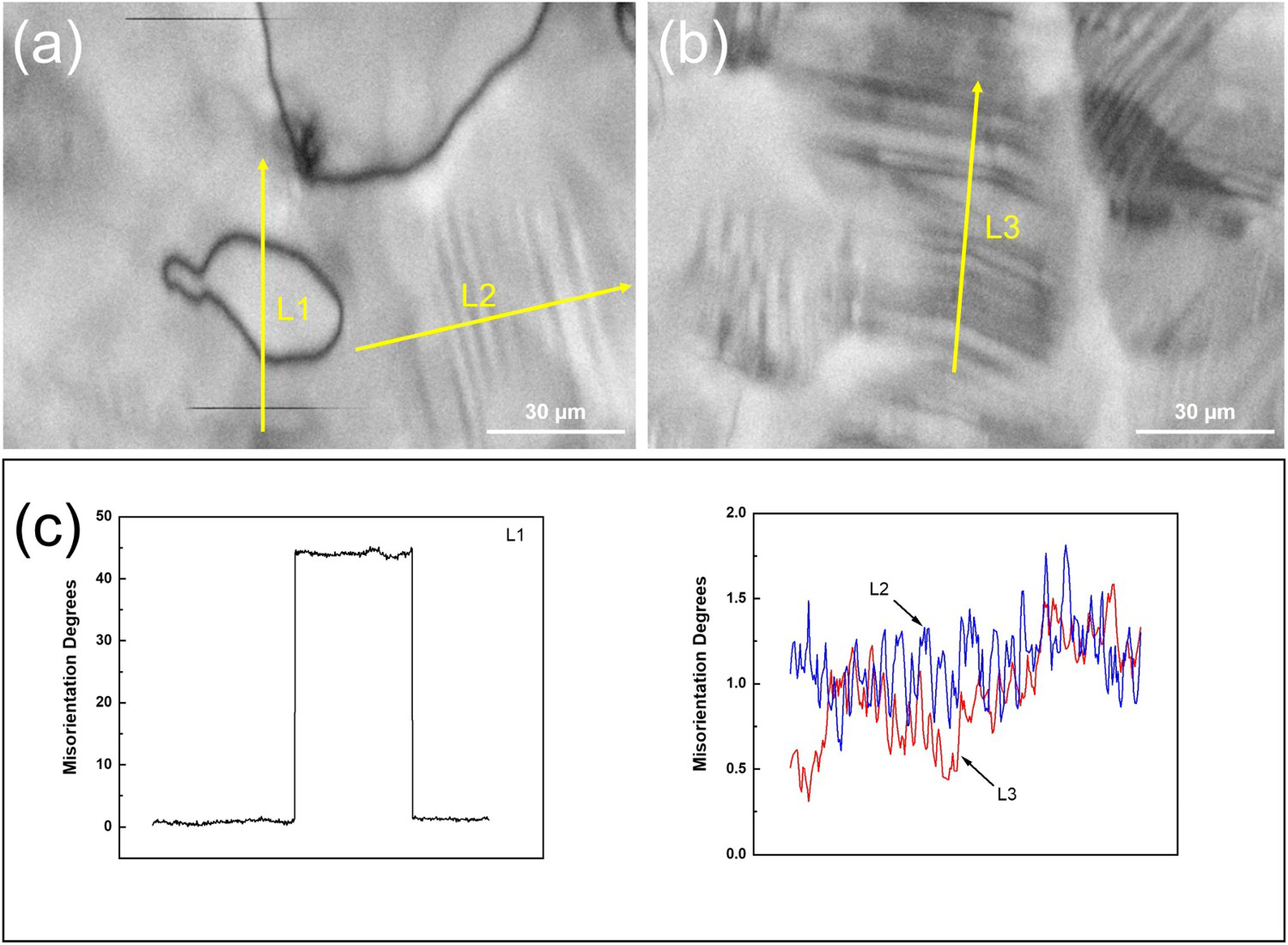
Phase transformation behaviour
Figure 8 shows the heat flow curves of the three alloy specimens. There is an obvious step in the heat flow curve of specimen 1#, which corresponds to the second-order magnetic transition from low-temperature antiferromagnetic to high-temperature paramagnetic state. Specimens 2# and 3# exhibit obvious endothermic valleys, corresponding to the reverse martensitic transformation (RMT) from fct to fcc structure, and then transformation heat ΔH can be obtained by integrating the heat flow curve in a certain temperature range, and the ΔH for specimens 2# and 3# is calculated to be 2.42 and 2.30 J g−1, respectively, which is about 1/2 that of Mn–15at.-%Cu with the same integrating region [3]. The reason may be owing to their discrepancy in the Mn content.
Heat flow curves of M2052 specimens subjected to different heat treatments.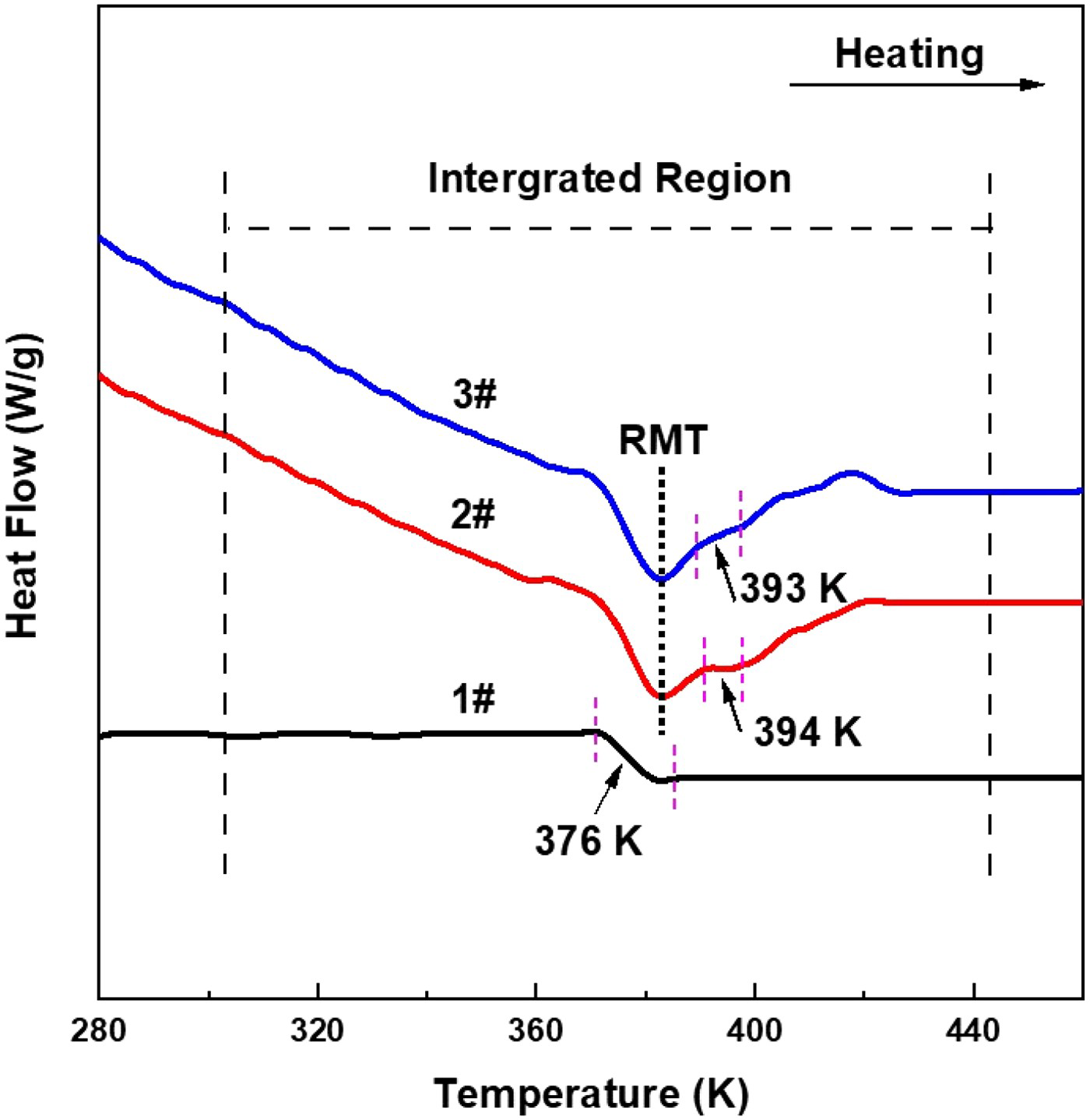
The valley bottom in the heat flow curve can be taken as the RMT temperature [3], and Tt is about 383 K for specimens 2# and 3#. There is a small buffer stage (marked bydotted line) of heat flux change on the high temperature side of the main endothermic valleys for specimens 2# and 3#, which is also attributed to the magnetic transition. If we assigned the temperature at the median point (dark arrow) of the heat flow fluctuation as the magnetic transition temperature TN, and then the TN for specimens 1#, 2# and 3# is 376, 394 and 393 K, respectively. It is noted that the Tt is about 10 K lower than TN for the alloy with 5 at.-% Ni content under directional solidification state, while Hicks reported that the Tt for Mn–Ni alloy (Ni content > 15at.-%) is about 70 K lower than TN [15]. Meanwhile, it is found that aging treatment can increase the TN to about 20 K higher than that for the solution treated state, as can be seen a positive correlation between TN and Mn content in the Mn-rich region according to the results of EDS point analysis.
Figure 9 shows the storage modulus E and tan δ dependence of temperature under a 3-point bending mode. It can be seen from the figure that the E decreases abnormally with the decrease of temperature no matter in whichever treatment state, which is the well-known modulus softening phenomenon mainly induced by lattice instability [16]. There is an obvious twin boundary peak in tan δ curves near 220 K, which moves towards high temperature with the increase of frequency from 0.1 to 10 Hz. And the activation energy for specimens 1#, 2# and 3# according to Arrhenius equation are calculated to be 6.945 × 104, 3.880 × 104 and 4.971 × 104 J mol−1, respectively, which of martensitic twins is lower than that of parent twins. Other more, it is found that with the increase of temperature, the IF curve of 1# decreases rapidly after experiencing the twin boundary peak, while that of 2# and 3# hold uplifting and decrease very slowly, and the IF can last high up to about 380 K.
Dynamic mechanical spectra of directionally solidified M2052 alloy specimens under 3-point bending mode: (a) 1#, (b) 2# and (c) 3#, where the arrows are pointed to two Y-axes of E and tan δ, respectively.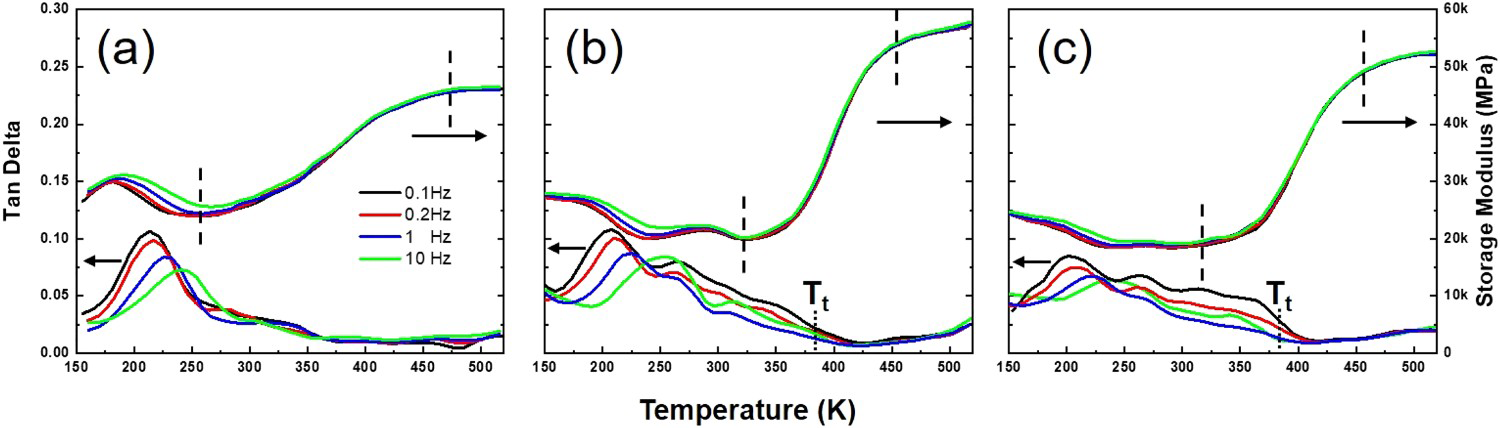
The conspicuous modulus softening stage for specimen 1# starts from 265 K and ends at 480 K (as indicated by the black dotted line in Figure 9(a)), showing a slow variation span of 215 K, while that for specimens 2# and 3# exhibit a process of sharp change with the temperature span of about 155 K. The phenomenon is obviously associated with the Mn distribution in the Mn-rich region where Mn is more enriched caused by aging treatment.
According to the reference [9], the characteristic temperature TN is defined as the maximum value of dE/dT. Figure 10 shows dE/dT dependence of temperature for the three specimens in 3-point bending mode. It can be seen that the TN for specimens 1#, 2# and 3# are 378, 401 and 398 K, respectively, which is slightly higher than that measured by DSC. This slight difference may be ignored with a consideration of the completely different test method of DMA from DSC, on the other hand, it is confirmed the feasibility of using the dE/dT dependence of temperature to define TN.
Relationship between dE/dT and temperature of directionally solidified M2052 alloy specimens: (a) 1#, (b) 2# and (c) 3#.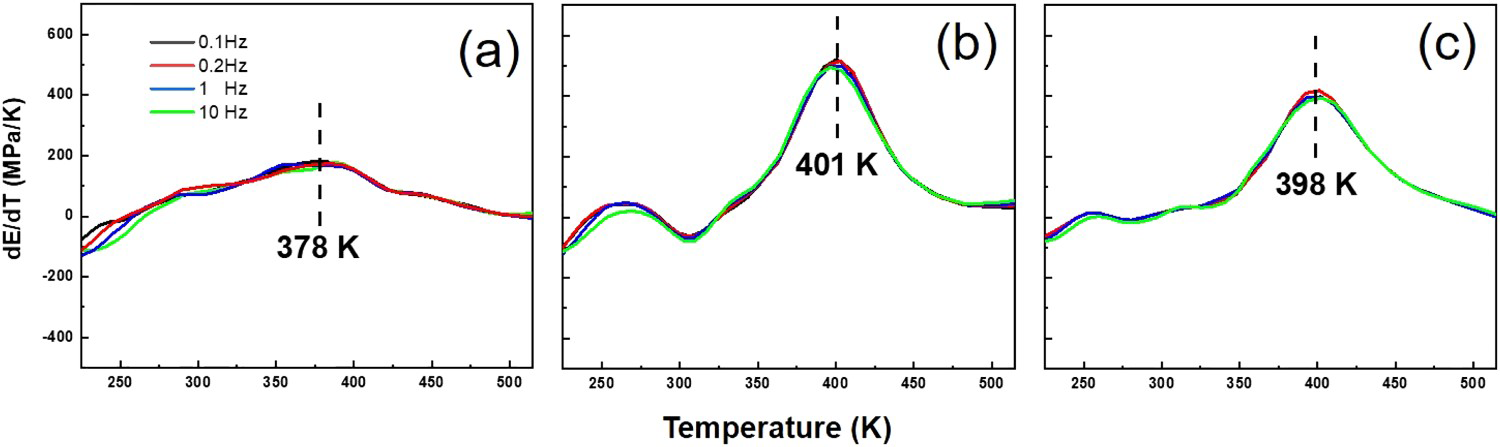
In comparison with the apparent modulus softening caused by magnetic transition, it is noted that the soft mode attributed to the fcc-fct phase transformation is inconspicuous at about 383 K determined by DSC, however, the IF value is obviously elevated, which can be seen from the IF at Tt in Figure 9(b,c).
Damping performance
Figure 11 shows the peak values of martensitic transformation IF (Figure 11(a)) and twin boundary IF (Figure 11(b)) of directionally solidified M2052 alloys subjected to different heat treatments under the frequency of 0.1 Hz. For better comparison, the IF values for the polycrystal M2052 alloy measured under the similar test conditions are also represented in Figure 11. It can be seen that the IF values at Tt for specimens experienced heat treatment after rolling are comparable while the twin boundary IF exhibits significantly enhancement. It is noted that the peak values near 220 K under 0.1 Hz for specimens 1#, 2# and 3# are 0.1063, 0.1076 and 0.0858, respectively, higher than 2.8 times that of M2052 polycrystal under similar test conditions (about 0.03).
Comparison of (a) IF at Tt, where the arrows refer to the occurrence of phase transformation after heat treatment, and (b) twin boundary IF of the three specimens in this work measured at 0.1 Hz with reference [7], where specimens #1, #2 and #3 correspond to the polycrystal specimen at parent phase state, aging treatment without and with alternating magnetic field, respectively.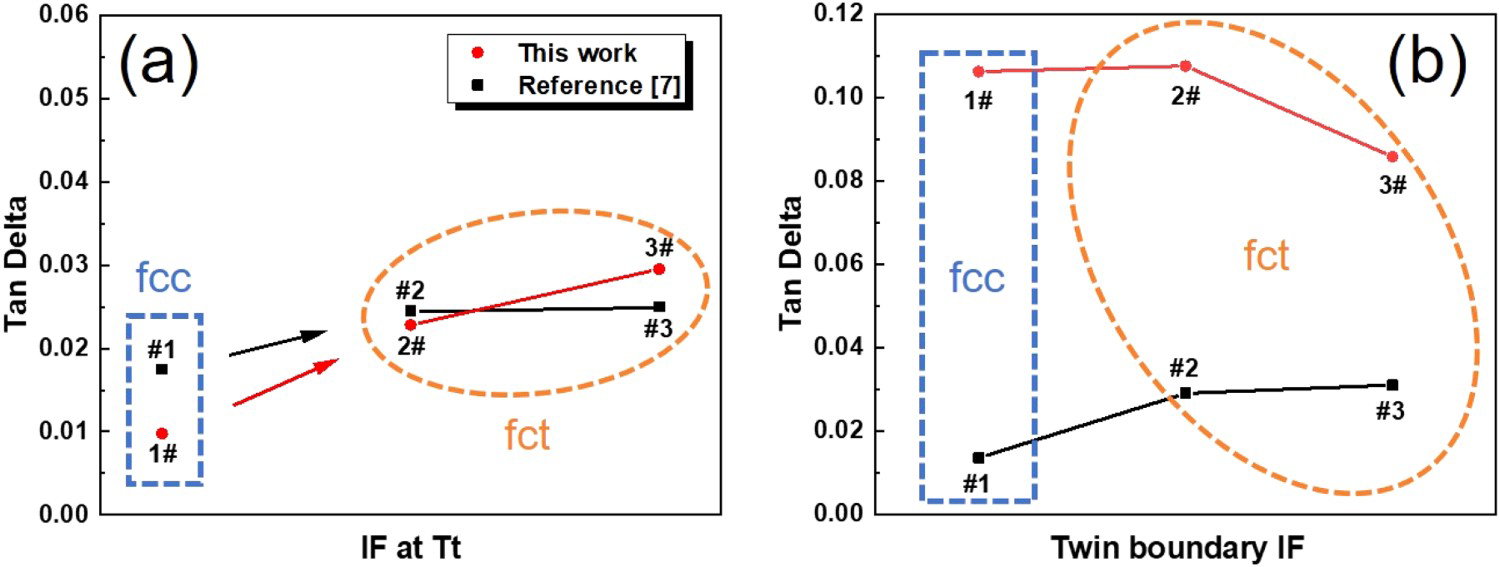
The high twin boundary damping capacity is contributed by the polymorphic microstructure [4]. As for specimen 1#, parent phase twins are induced by AFT in the Mn-rich dendrites during the cooling process, since the chemical composition is continuous across the Mn-rich dendrites to the Cu-rich spacings, the twins can move unconstrained in the vast region of large grains through neighbouring dendrite, and thus the migration resistance to twin movement should be very small under applied external stress. Low resistance means high mobility for relaxation, which helps the directionally solidified Mn–Cu alloy achieve ultra-high damping performance. As for specimen 2#, fct martensitic twins with low-angle misorientation boundaries also show excellent damping capacity equivalent to that of specimen 1#, indicating that both kinds of twins can achieve ultra-high damping capacity through twin boundary relaxation. However, the twin boundary IF for specimen 3# after magnetic aging treatment is obviously lower than that for specimens 1# and 2#. It has been verified that heat treatment under magnetic field leads to an increase of dislocation density. It is deduced that the internal stress field of dislocation introduced by alternating magnetic field somewhat hinders the movement of twins.
Figure 12 represents the variation of IF for the three alloy specimens from room temperature to Tt. Different from the phase transformation IF peak of polycrystal Mn–Cu alloy [9], the directionally solidified alloy owns a wide high damping plateau in the temperature range from 300 to 380 K after aging, especially for specimen 3# aging treated under magnetic field.
Variation of IF above room temperature for the three specimens measured at 0.1 Hz.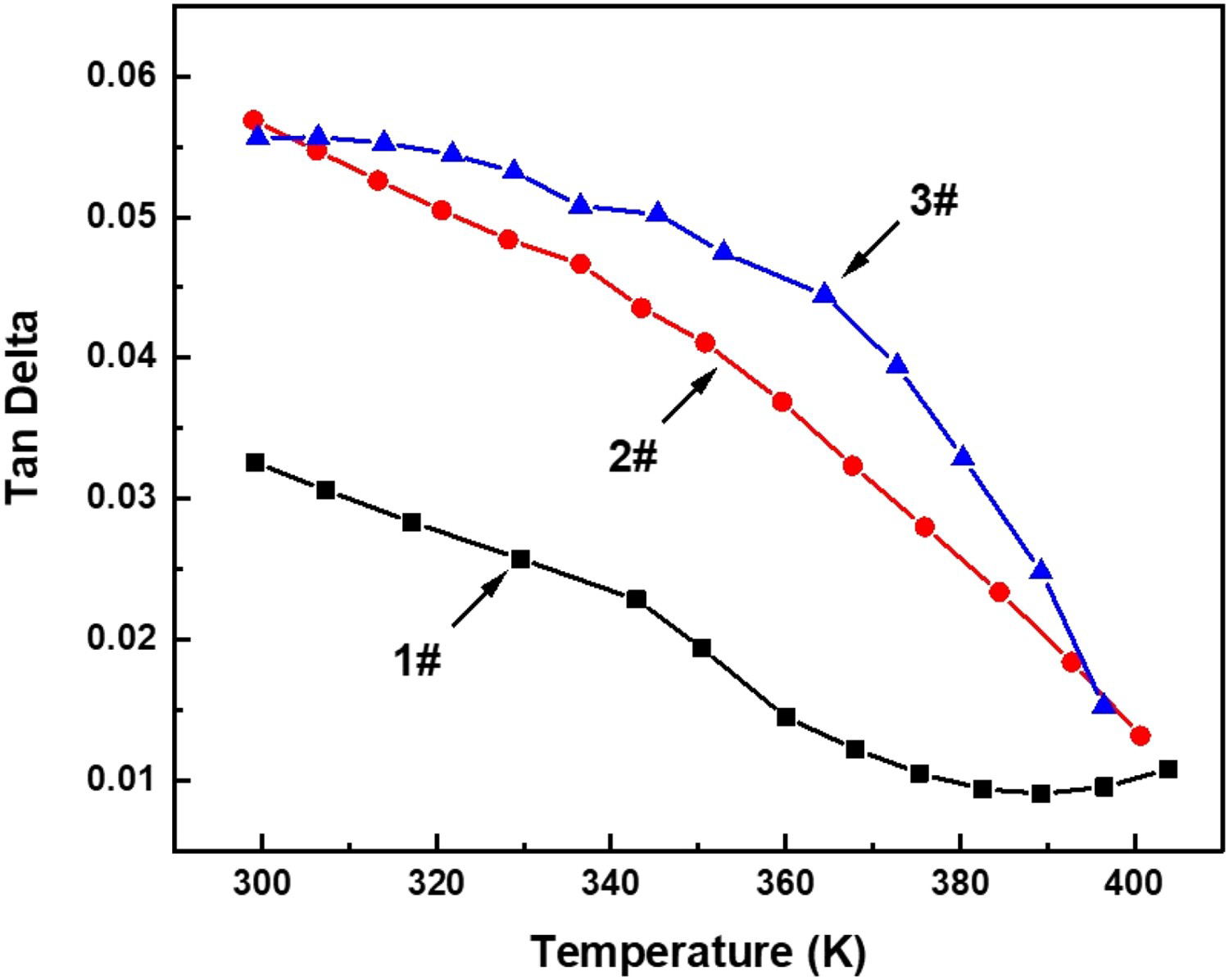
Spinodal decomposition during aging treatment makes the occurrence of fcc-fct phase transformation, thereafter abrupt change of lattice constants leads to the increase of dislocation density of specimens 2# and 3#. In addition, due to the magnetic dislocation effect [7,17,18], the dislocation density of specimen 3# after magnetic field heat treatment at 708 K is significantly higher than that of specimen 2#. Specifically, on the one hand, due to the magnetoplastic effect and the paramagnetic characteristics of dislocations in Mn–Cu alloy, the magnetic field reduces the dislocation nuclear energy and increases the dislocation movement ability, which is helpful to elevate the dislocation density. On the other hand, when specimen 3# is heat treated under alternating magnetic field, the driving force provided by the magnetic field to the dislocation is enough to overcome the restoring force caused by the linear tension of the dislocation, that is, the applied magnetic field can drive the Frank-Read dislocation source and cause dislocation proliferation. The fct martensite transformation in specimens 2# and 3# below 383 K produce a large number of phase interfaces, which increases energy consumption during the movement of twin boundaries, thereby making IF much higher. On the other hand, dislocation might become more active and the effect of impediment on twin movement might be weakened with the increase of temperature to 300 K.
It is noted from the XRD results in Figure 1 that the (111) orientation becomes dominant after aging treatment. As for specimen 1#, the preferred orientation is (200) owing to the large pulling rate of directional solidification [4]. It is reported that the spinodal decomposition can change the preferred orientation of the alloy [19]. During aging process of Mn–Cu alloy, spinodal decomposition is carried out by interchanging Mn and Cu to realise element enrichment, which changes the lattice constant  of solid solution so as to increase the phase transformation temperature of the alloy. Meanwhile, the alloy produces strain in order to maintain the coherent coordination between varied compositional micro regions, resulting in the increase of distortion energy. In order to reduce the system energy, the crystal direction of the alloy shifts to the atomic dense plane (111).
of solid solution so as to increase the phase transformation temperature of the alloy. Meanwhile, the alloy produces strain in order to maintain the coherent coordination between varied compositional micro regions, resulting in the increase of distortion energy. In order to reduce the system energy, the crystal direction of the alloy shifts to the atomic dense plane (111).
Generally, the dislocation movement often starts along the (111) close-packed plane. Specimen 3# shows much less lattice distortion as well as much high density of dislocation in comparison with that of specimen 2#, small lattice misfit means dislocation slip across phase interface much easier while high density of dislocation provides much more moveable dislocation induced by magnetic field during aging, as a result, specimen 3# manifests much better damping performance in a wide temperature range above room temperature.
After continuous heating into temperatures higher than 400 K to fcc state, the aged specimens undergo RMT, and martensitic phase interface disappears accompanied by the rearrangement of dislocation, which is introduced by either phase transformation or magnetic field, and then the structure is the same as specimen 1#, therefore, all three austenitic structured specimens show identical damping performance.
It can be inferred that during temperature range from 300 to 380 K, the interaction of dislocation damping, phase and twin boundaries damping, as well as phase transformation IF cooperatively lift up the IF curve of specimen 3# higher than that of 2#. Although magnetic dislocation attenuates twin boundary IF a little at low temperature, it keeps high damping ability at high temperature, as a result, specimen 3# exhibits excellent damping capacity with a wide service temperature range from 150 to 380 K.
Conclusion
The directionally solidified alloy shows a polymorphic microstructure characterised by fine twin bands with low-angle misorientation boundaries, regularly arranged dendrite within large columnar grains. The parent phase twins with a width of 4–5 µm are induced by antiferromagnetic transition, while the martensitic twins with a width of 2–3 µm are formed by martensitic transformation, and aging treatment does not affect the dendrite morphology of the alloy, but makes the orientation shift from (200) to (111). The characteristic temperature of antiferromagnetic transition can be determined by both differential scanning calorimetry and dynamic thermal mechanical analyzer, and shows a slight difference. The transformation heat of specimens aging without and with magnetic field are 2.42 and 2.3 J g−1, respectively. The peak values of twin boundary internal friction under directional solidification are higher than 2.8 times that of polycrystal Mn–Cu alloy under the same conditions, and the activation energy of martensitic twins is lower than that of parent twins. The damping capacity of directionally solidified Mn–Cu alloy can be tuned by adjusting the microstructure through varied heat treatment, and aging treatment under magnetic field elevates the dislocation density higher than that under aging without magnetic field, and helps Mn–Cu alloy keep high damping in the wide temperature range from 150 to 380 K.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).