
Abstract
In this study, an age-hardenable Al–Zn–Mg–Cu alloy was reinforced with titanium carbide particles by a novel method and a surface composite synthesised by way of recursive friction stir processing (FSP). The effects of age hardening (T6) and retrogression and reaging (RRA) treatments on microstructural evolution, and mechanical properties were investigated. Compared to the base material, significant grain refinement and improved mechanical properties were noticed in the friction stir processed Al/TiC composite due to the homogenous distribution of reinforcement. During heat treatments, the presence of reinforcement inhibited the growth of grains during dynamic recrystallisation producing a microstructure with finer grains. The heat-treated composites exhibited better mechanical properties than as-fabricated composite due to combined effect of reinforcement and the precipitated phases.
GRAPHICAL ABSTRACT
Introduction
Friction stir processing (FSP) is recognised as a suitable, industrially feasible technique to modify the grain structure and surface properties of metals [1]. In FSP, a non-consumable cylindrical-shaped rotating tool comprising a profiled shoulder and a probe is plunged initially into the metal surface and moved along a specific path. The friction generated by the rubbing action of the shoulder produces adequate heat to soften the solid material while the stirring action of the tool plastically deforms the material [1,2]. Of late, FSP has become an ideal and compatible technique for homogenisation of microstructure in metallic alloys [3], and fabrication of surface composites (SCs) [1-4]. In fabrication of SCs using FSP, hard ceramic reinforcements in powder form are initially placed in the groove machined on the surface of the matrix material. Friction between the work surface and the rotating tool shoulder generates necessary heat which softens the material beneath the shoulder. As the rotating tool moves, the reinforcement particle preplaced inside the groove mixes with the matrix due to the stirring action [5]. In FSP, reinforcement particles are blended into the substrate material in a solid-state condition due to which the complications related to heat management are eliminated [6].
During the recent past, there has been a quantum jump in the usage of aluminium alloys on a large scale due to their inherent properties like high strength to weight ratio, minimum corrosion, and better fatigue resistance. Al–Zn–Mg–Cu is one such alloy widely preferred in sports, aerospace, automotive, and defence industries due to its age hardenability, specific strength, better formability, and least corrosion effect [7]. However, major properties such as hardness, tensile strength, and wear resistance can be further improved with the inclusion of hard ceramic reinforcements into the alloy. Determination of a processing method to improve the strength of age-hardenable aluminium alloys beyond their characteristic peak strength can open wide the gates in the application and usage of this alloy. Fabrication of surface composites with uniform distribution of reinforcement subsequently followed by post-processing heat treatment is a viable alternative. Several researchers in the past [2,8–10] have demonstrated the impact of heat treatments on changes in microstructure and mechanical properties of ceramic particle reinforced Al–Zn–Mg–Cu composite developed using friction stir processing and reported better results. Applying this method, the composite acquires better properties due to the combined effect of the reinforcement and precipitated phases. Since the type of reinforcement plays a major role in modifying the final property of the material, utmost care has to be taken in selecting the reinforcement to achieve desired outcomes. Among the available wide range of reinforcement particles, titanium carbide is considered as a potential reinforcing medium owing to its remarkable properties like low density, higher hardness, grain refining ability, better modulus of elasticity, and stability at elevated temperature (3160°C) [11-13].
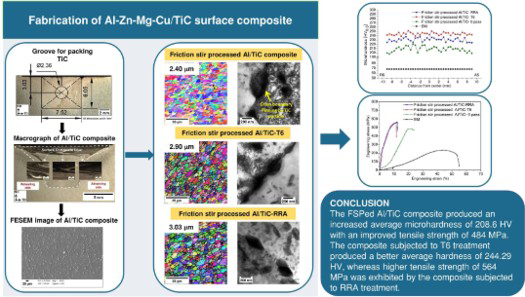
Therefore, in this study, a surface composite was fabricated by reinforcing TiC into an age-hardenable Al–Zn–Mg–Cu alloy through the recursive way of friction stir processing and its effect on microstructural evolution and mechanical properties were investigated. Further, the effect of post-processing thermal treatments such as age hardening (T6) and retrogression and reaging (RRA) on the microstructural and mechanical properties of the processed composite were also investigated in detail.
Materials and methods
Material selection and processing
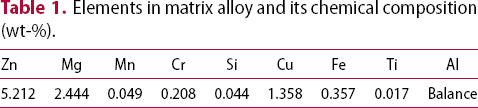
Al–Zn–Mg–Cu matrix measuring 360 × 60 × 40 mm in an annealed condition was adopted as the base material (BM) in this research. Elements in the BM and their weight fractions are presented in Table 1. Titanium carbide (TiC) particles with a mean size of 4 μm were chosen as the reinforcement. The morphology of BM and TiC particles is shown in Figure 1(a,b). H13 steel tool with a shoulder diameter of 18 mm integrated with a square probe of 6 mm ex-circle diameter and 6 mm height was selected for processing.
(a) Microstructure of BM, (b) FE-SEM micrograph of TiC particles. Elements in matrix alloy and its chemical composition (wt-%).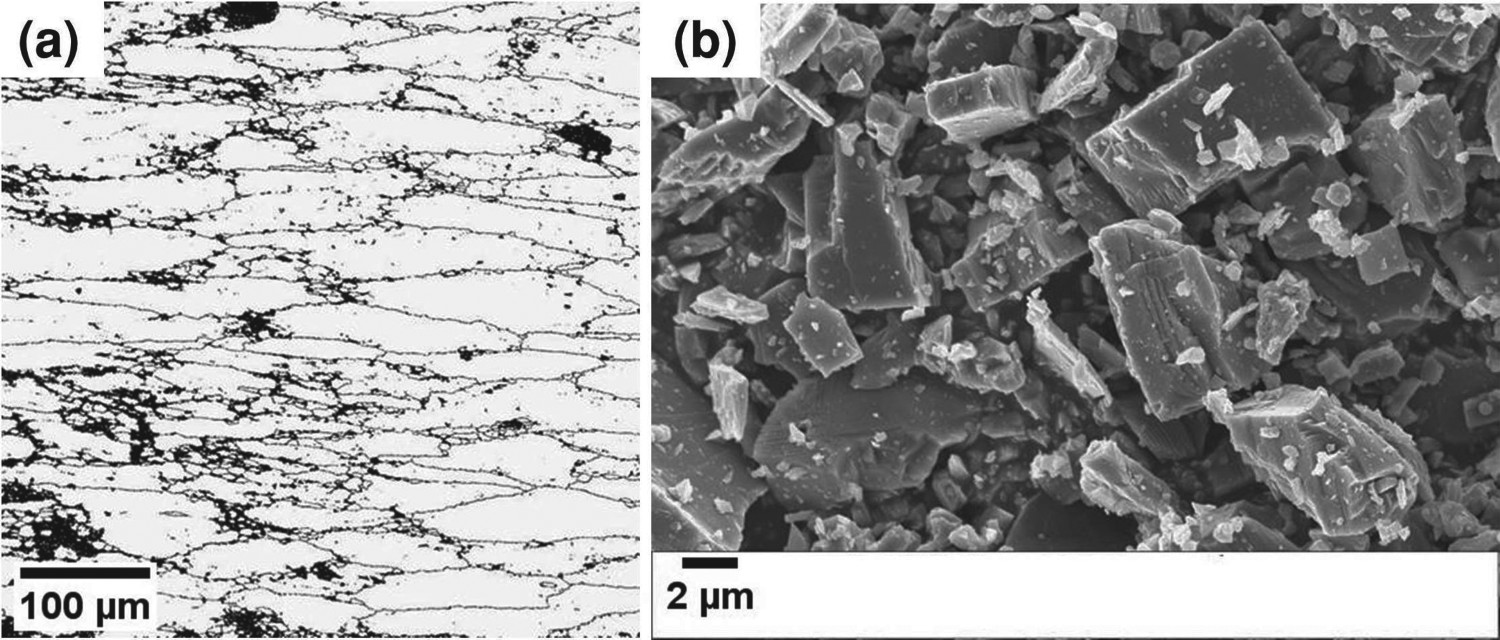
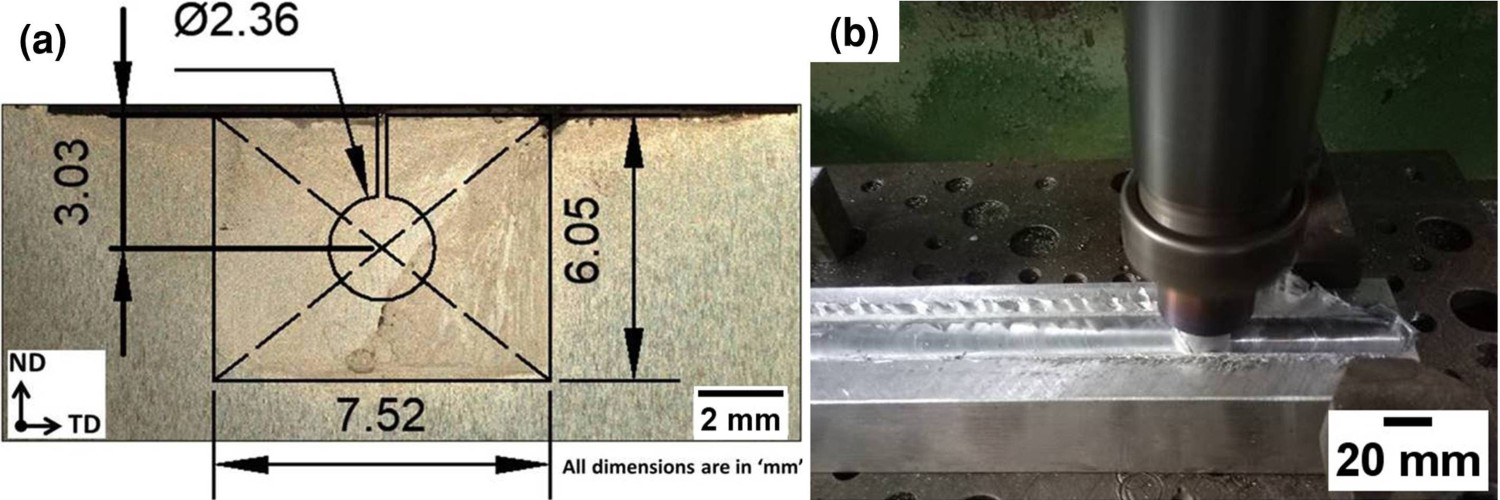
In this study, to prevent the inadvertent spillage of particles during stirring, a novel approach was used to manufacture a surface composite by adopting re-engineering and geometric reconstruction methods. In this core, the traverse section (thickness) of the friction stir processed alloy processed at 60 mm min−1, 1150 rev min−1, and six passes was identified from the earlier work [14]. Its peripheral dimensions (width, height) were measured to locate the centroid as shown in Figure 2(a). Using Wire-EDM, a circular groove of diameter 2.36 mm was formed from the centroid as indicated in Figure 2(a). The total volume fraction (Vol.-%) of TiC to be filled inside the groove was measured as 10% by resorting to the equation indicated below:
(a) Macrostructure superimposed with a computer-aided design (CAD) image representing the peripheral geometry of unreinforced friction stir processed Al–Zn–Mg–Cu alloy, (b) fabrication of the Al/TiC composite.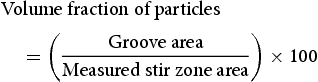
Characterisation techniques
Macroscopic and microscopic acquisitions were made using Olympus-SZ61 and Olympus-BX41M microscopes. A field-emission scanning electron microscope (FE-SEM) attached with energy dispersive spectroscopy (EDS) was utilised to examine particle distribution in the composite layer. X-ray diffraction (XRD) analysis with Cu-Kα (1.5406 Å) radiation was carried out to observe the presence of various strengthening phases in composite samples. Electron backscattered diffraction (EBSD) acquisition was carried out using FEI-Quanta: SEM (200HV). Transmission electron microscopy (TEM) analysis was conducted utilising a high-resolution JEM: 2100 (JEOL
Microhardness (Vickers) testing was done across the composite layer with a 300 g fixed load by keeping 10 s as dwell time. For tensile testing, micro-tensile specimens with a gauge length of 6 mm and a width of 2 mm [14–16] were sliced from the longitudinal section of the composite and tested at a fixed strain rate of 10−3 s−1.
Result and discussion
Macrostructure and microstructural analysis
The cross-sectional macrographs and micrographs (insets) of the fabricated composite displayed in Figure 3(a) evidenced the formation of a wider and strong composite layer after 6 passes. The distribution of TiC without clustering and absence of typical defects like pin holes, tunnels, and worm holes validated the effectiveness of process parameters selected. The execution of subsequent passes by altering tool travel direction accompanied by frictional heat and rotary stirring action of the tool, completely plasticised the matrix and transported the material and reinforcement equally on both sides (the retreating and advancing sides), which levelled out the microstructural variations and produced a defect-free surface composite layer with a symmetrical stir zone.
(a) Macrograph of the as-fabricated Al/TiC composite with insets representing high magnification micrographs, (b) FE-SEM micrograph showing uniform spread over of TiC in the composite layer, (c)–(g) elemental mapping of (b) manifesting distribution of Al, Mg, Zn, Ti, and C elements, respectively, (h) high magnification FE-SEM image showing a TiC particle with a clean interface in the matrix.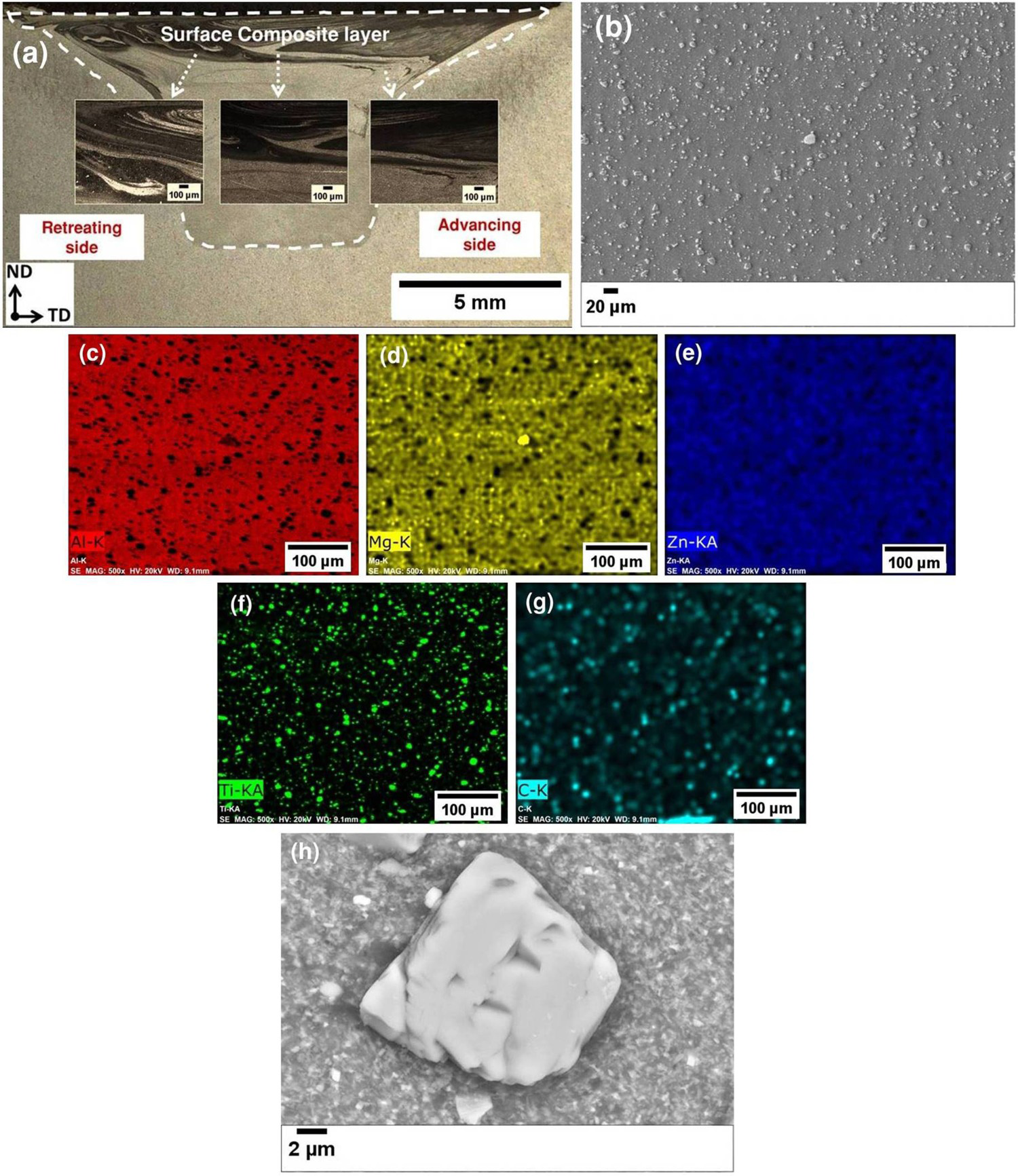
The FE-SEM image shown in Figure 3(b) and its corresponding elemental mappings in Figure 3(c–g) confirmed a uniform spread over of TiC with minimised inter-particle spacing inside the composite layer. Figure 3(h) reveals that the fabricated composite exhibited good Al/TiC interfacial integrity with micropores being absent, while the TiC particles bonded well with the matrix. The enhanced plastic flow of the Al matrix around TiC particles completely covered the surface of TiC and prevented the occurrence of micropores at the Al/TiC interface. The presence of such strong interfaces without harmful reaction products and micropores will be highly beneficial in transferring the load from the matrix to the hard TiC particles during plastic deformation.
XRD analysis
Figure 4(a) illustrates the XRD pattern of the as-fabricated Al/TiC composite. Peaks corresponding to TiC and Al were observed clearly, whereas no intermetallic phases appeared even after six passes of FSP. The above phenomenon can be related to the following reasons. First, the heat input accumulated in the processing zone during six passes of the FSP was insufficient to create a diffusion reaction due to the low processing temperature. Second, the melting temperature of TiC (3160°C) was higher than the processing temperature in the stir zone of several aluminium alloys and was calculated to be between 0.6 and 0.9 Tm (the absolute melting temperature of aluminium) [5]. These two factors were responsible for the non-activation of interfacial diffusion reaction, thereby preventing the occurrence of harmful reaction products.
XRD patterns of (a) BM and as-processed composite, and (b) heat-treated composites (T6 and RRA).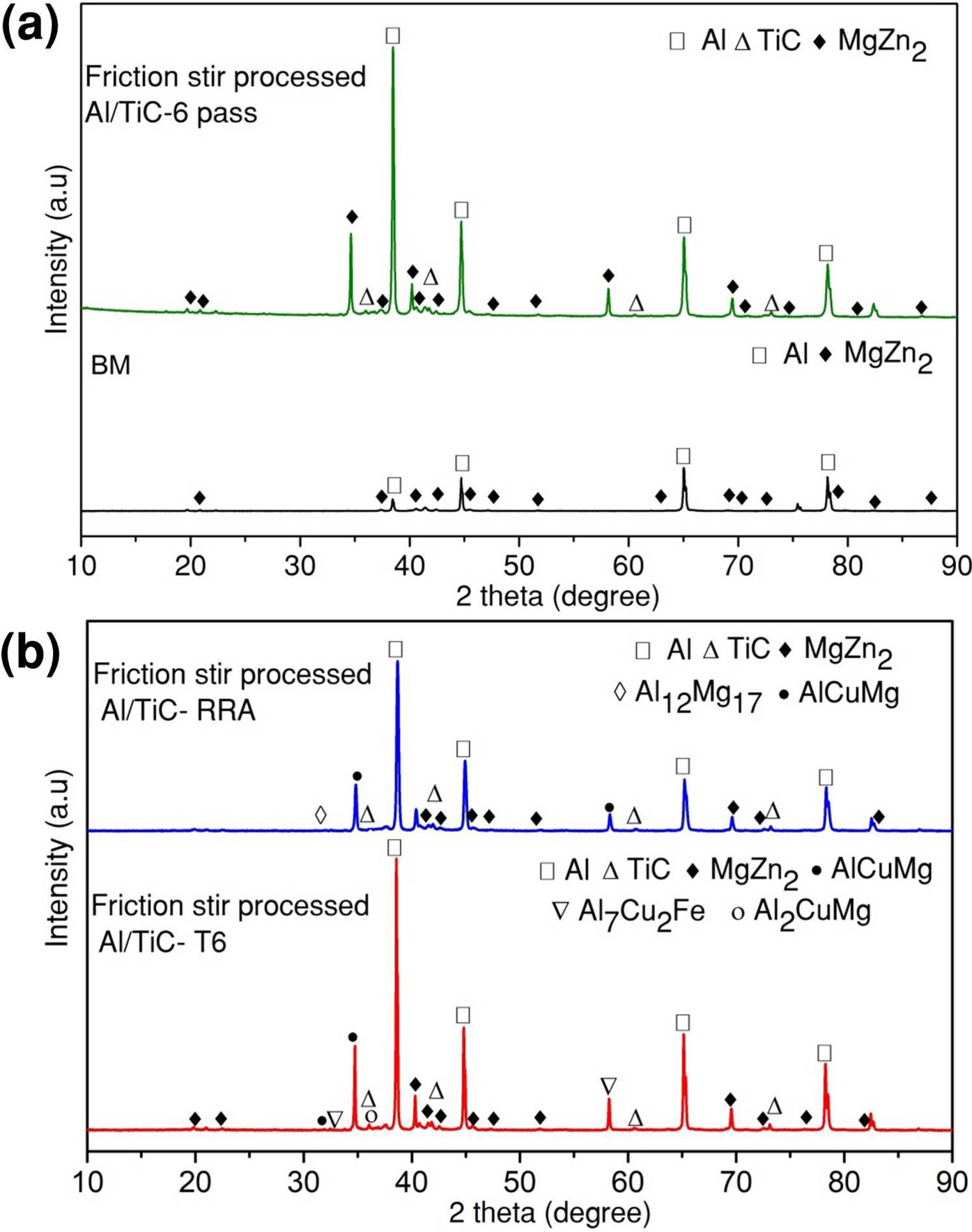
The XRD pattern of the T6 treated composite (Figure 4(b)) shows diffraction peaks of Al, TiC, and strengthening the MgZn2 phase, along with additional phases like Al2CuMg, Al7Cu2Fe, and AlCuMg. In the RRA treated composite, phases like Al7Cu2Fe, and Al2CuMg disappeared and a more complex Al12Mg17 phase was observed. As the alloy solutionised at 513°C, the retained MgZn2 precipitates dissolved partially in the matrix. Subsequently, age hardening treatment at 120°C for 24 h leads to the formation of finer stable AlCuMg precipitates along with the Al2CuMg and Al7Cu2Fe phases. The presence of finer particles like Al2CuMg were additional strengthening phases contributing to the material's property enhancement as reported in literature [3].
EBSD analysis
The grain structure of the friction stir processed composite is represented through an orientation image microscopy (OIM) map as shown in Figure 5(a). Compared to BM, the composite was observed to have completely recrystallised equiaxed and finer grains averaging 2.40 μm as portrayed in Figure 5(a). The prime reason for grain size reduction was the following: (i) during FSP, the incorporated reinforcement particles could induce higher dislocation density inside the composite surface due to significant thermal expansion coefficient (CTE) variation between the TiC particles and the Al matrix. Therefore, increased dislocation due to uniform spread over of TiC provided sufficient energy to activate the DRX process. According to literature, particle stimulated nucleation mechanism (PSN) is most likely to happen in the fabrication of aluminium-based composites using FSP [5]. Humphreys et al. [17] reported that PSN would occur when the size of reinforcement was greater than 1 μm. Thus, increased distribution of such micron-sized particles in the matrix lead to more nucleating sites through the PSN mechanism accelerating DRX and reducing grain size, (ii) the presence of uniformly dispersed reinforcement particles effectively blocked growth of grains during the cooling/recrystallisation cycle due to the Zener pinning mechanism [2].
EBSD generated (a) OIM map of the as-fabricated composite with grain distribution inset, and (b) grain-boundaries misorientation chart; (c) OIM map of the T6 treated composite with grain distribution inset, and (d) grain boundaries misorientation chart; (e) OIM map of the RRA treated composite with grain distribution inset, and (f) grain boundaries misorientation chart.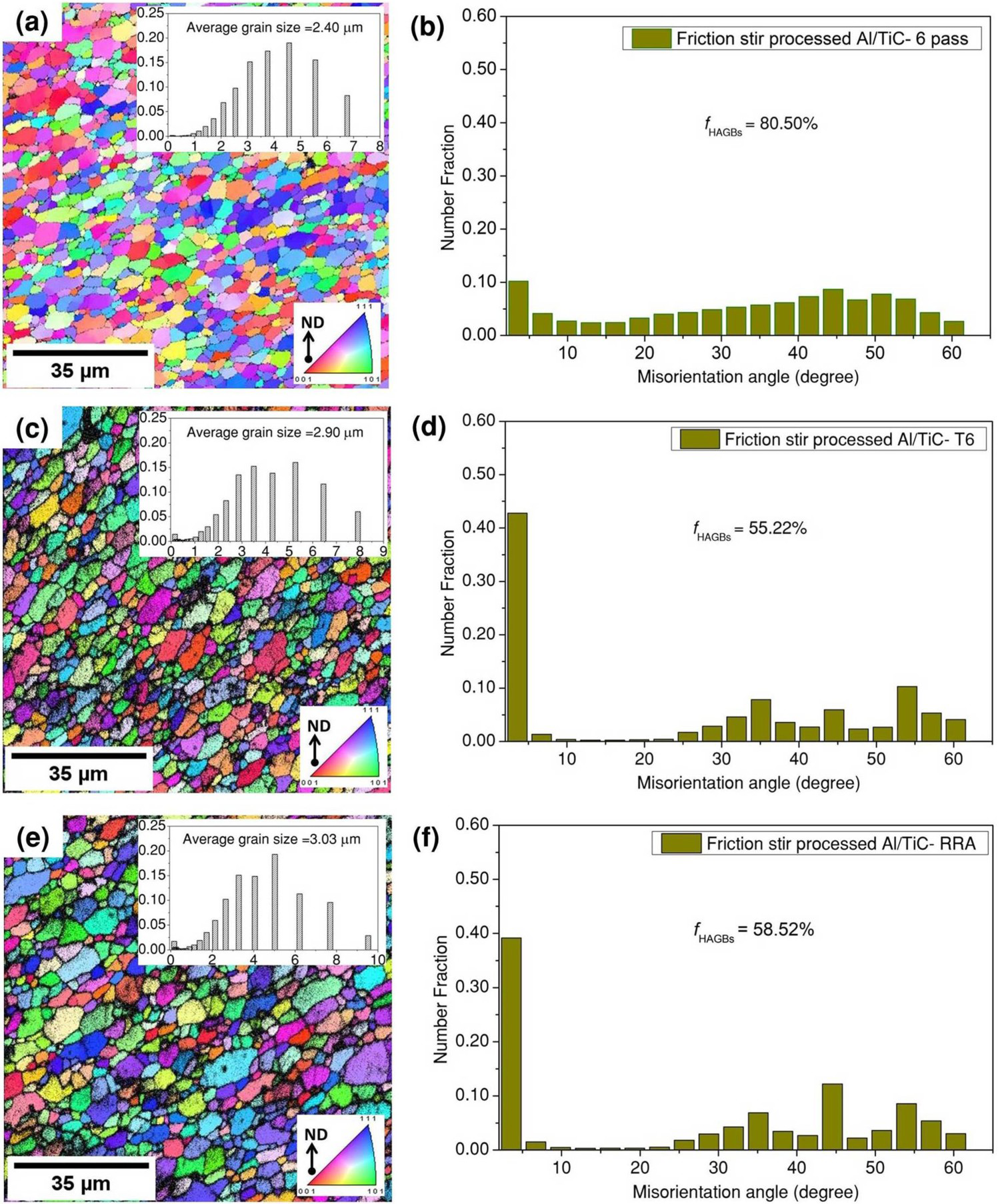
The volume fraction of high-angle grain boundaries (HAGBs) in the as-fabricated composite was estimated to be 80.50% as shown in Figure 5(b). In friction stir processed aluminium alloys, dynamic recrystallisation (DRX) spontaneously occurred owing to high stacking fault energy (SFE), resulting in the transformation of low-angle grain boundaries (LAGBs) in BM to high-angle grain boundaries (HAGBs) in the friction stir processed composite. Formation of such grain pattern with more percentage of HAGBs was reported in literature [5,18].
After heat treatments, microstructures were observed to have equiaxed finer grains in the microstructure averaging 2.90 μm for T6 treated composite and 3.03 μm for RRA treated composite correspondingly as shown in Figure 5(c,e). It is noteworthy to mention that the presence of TiC particles played a significant role in pinning grain boundaries (Zener pinning) during heat treatments. Owing to the homogeneous distribution of TiC and the absence of agglomerated zones as observed in Figure 3(b), grain growth was effectively retarded leading to the retention of a finer grain structure. However, compared to the as-fabricated composite, a marginal increase in average grain size was noticed for both samples which could be due to extended recovery/continuous recrystallisation processes. The above results revealed that the presence of uniformly mixed TiC particles significantly improved the thermal stability of the as-formed microstructure to survive even conventional T6 treatment carried out at 515°C. It is seen from Figure 5(d,f) that the percentage of HAGBs after T6 and RRA treatments was 55.22 and 58.52%, respectively. The grains with HAGBs possessed more energy than LAGBs favouring the diffusion and spread of more precipitates along grain boundaries as reported by Guo et al. [19].
TEM analysis
TEM analysis was further conducted to probe microstructural modifications caused by reinforcement particles. In the as-fabricated composite, grain boundaries and TiC/Al interfacial regions acted as the major sources for generation of dislocations. Variations in CTE between the reinforcement particle and the matrix produce geometrically necessary dislocations at the interfaces [20]. As the CTE of Al matrix (13 × 10−6/°F) was several times higher than that of the TiC particles (4.12 × 10−6/°F), more GNDs were generated as seen in Figure 6(a) while the inset shows the SAED pattern of the TiC particle. Moreover, the uniformly distributed TiC particles effectively retarded dynamic recovery and recrystallisation by pinning the movement of dislocations and grain boundaries as shown in Figure 6(b) as validated further by the EDS analysis. This resulted in retardation of grain growth and formation of a fine-grained structure as illustrated in EBSD results.
TEM photographs of the as-fabricated composite showing (a) spherical shaped TiC particle engulfed by dislocations with an SAED pattern, (b) grain boundary pinning by TiC particles with EDS; TEM photographs of Al/TiC-T6 composite showing (c) homogeneous distribution of the precipitated phases, (d) formation of continuous grain boundary precipitates with EDS; TEM photographs of Al/TiC-RRA composite showing (e) formation of discontinuous coarser precipitates at the grain boundary with EDS.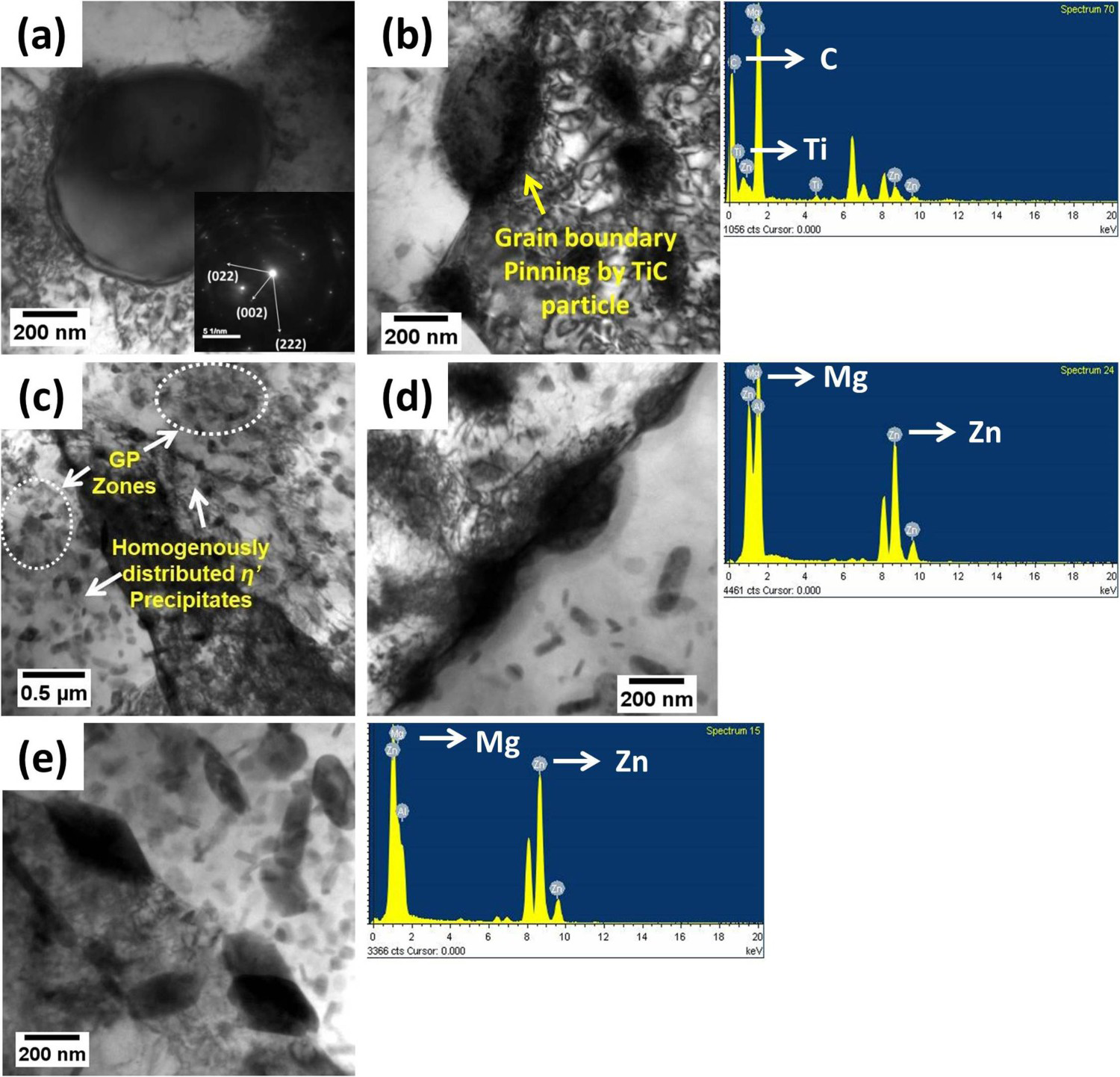
Figure 6(c–e) represents the TEM microstructures of the TiC/Al composite subjected to T6 and RRA treatments. A significant difference was observed in the morphology, evolution, and distribution of precipitates in both conditions. In the T6 treated composite, microstructure was seen with uniformly dispersed finer precipitates and clustered Guinier-Preston zones (GPZ) as presented in Figure 6(c), whereas continuous and closely spaced finer precipitates were noticed at the grain boundaries as shown in Figure 6(d) with EDS. In contrast, the microstructure of the RRA treated composite as shown in Figure 6(e) had coarser η′ precipitates in the grain interiors and coarser intermittent η precipitates at grain boundaries as validated through EDS results. These precipitates were slightly coarser than the size of precipitates observed in the T6 treated specimen due to the development of additional grain boundary precipitates during retrogression phase. These finely distributed precipitates could provide additional pinning effect during plastic deformation and significantly increase the strength of the material.
Mechanical properties
The distribution of microhardness across the cross-section of the as-fabricated and heat-treated composites is presented in Figure 7(a). BM exhibited a very low hardness value of 68 HV which could be related to its elongated grain structure with coarser precipitates. The incorporation of TiC through FSP increased the surface hardness of the composite to an average microhardness of 208.6 HV, which was three times higher than the average hardness of BM. Uniform hardness values can be observed across the surface and an increase in hardness could be mainly ascribed to (i) uniformly scattered TiC particles which provided more resistance to indentation, and (ii) the existence of finer grains as per the Hall-Petch equation [20-23]. After T6 and RRA heat treatments, hardness values improved even further compared to the as-fabricated composite as shown in Figure 7(a). Average hardness rose to 244.29 and 230.26 HV, respectively, for T6 and RRA treated composites which were 259 and 239% higher than the hardness of BM.
(a) Microhardness distribution plot and (b) the engineering stress–strain plot of BM, the as-fabricated, and heat-treated composites.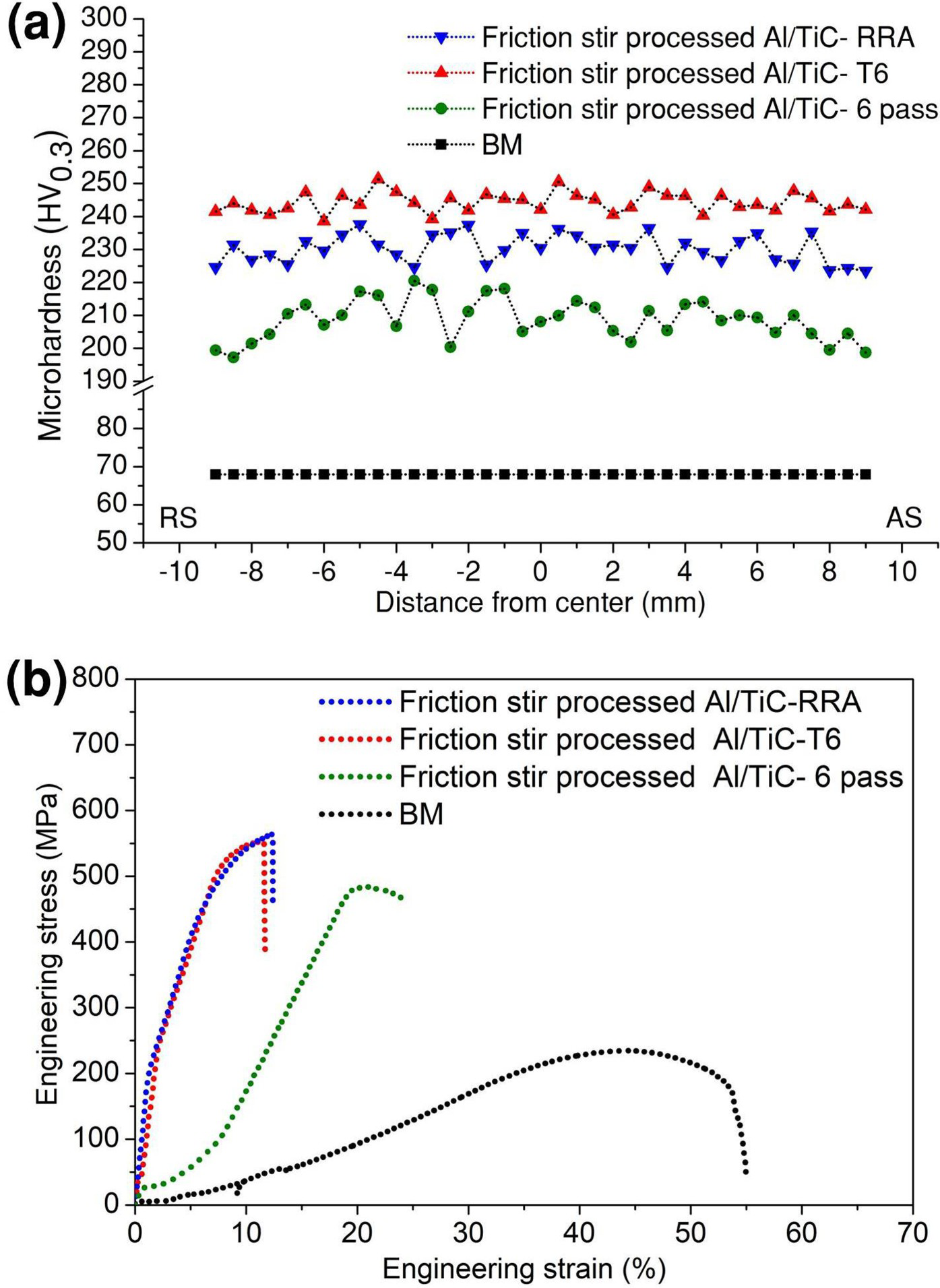
This could be due to the combined effect of finer grains, reinforcement particles, and the finely precipitated phases in the matrix. In addition, it is pertinent to point out that the scattering of hardness was considerably less across the composite layer, implying that the evolution of precipitates was uniform across the surface due to heat treatment. From available literature [2 24], it was revealed that heat treatments like T6 and RRA mainly accelerated grain growth apart from material strengthening derived through precipitates. But, in this study, the presence of TiC effectively restrained grain growth during both heat treatments ending with the formation of a fine-grained structure with enhanced hardness. Similar results were also found in the literature [2,9].
The graph shown in Figure 7(b) represents the engineering stress–strain relationship of the BM and the composite samples. BM displayed the lowest tensile strength of 234 MPa owing to coarser grain structure, whereas, the as-fabricated Al/TiC composite exhibited a better tensile strength of 484 MPa which was twice the strength of the BM. This could be credited to the distribution pattern of reinforcement and grain refinement caused by FSP. After T6 and RRA heat treatments, the composites produced even higher tensile strength of 552 and 564 MPa which were improved by 136 and 141%, respectively, compared to the strength of BM.
In this study, the enhancement of tensile strength in the as-fabricated and heat-treated composites was influenced by various strengthening mechanisms. Reduction of grain size (grain boundary strengthening) mainly increased the strength of the alloy. The presence of finer grains with dissimilar crystal orientation caused additional difficulty for the dislocations to pass through, thereby forcing the dislocations to frequently search for an alternate path to continue slipping. Furthermore, the pinning effect of TiC (Orowan strengthening) and the presence of high dislocation density around the TiC particles (work hardening) blocked the migration of dislocations, thus elevating the stress to be applied to continue plastic deformation. In the case of the heat-treated composites, apart from the effect of reinforcement, the finely precipitated MgZn2 phases along with complex phases like AlCuMg, Al2CuMg, and Al12Mg17 provided additional strengthening by pinning the movement of dislocations and increasing strength. According to literature, multiple FSP passes improve the distribution of reinforcement leading to more grain refinement, pinning points, GNDs, and improved strength [20]. The improved dissemination of TiC observed in the matrix agreed with the experimental outcomes as is evident from Figure 7.
SEM images from the fractured surface of the BM and the composite samples are depicted in Figure 8. The fractured surface of the BM (Figure 8(a)) was observed to have differently sized dimples indicating the ductile mode of failure. The fractured surface of as-processed composite (Figure 8(b)) exhibits characteristics of brittle fracture which agrees with the tensile properties discussed earlier. However, finer dimples were also observed in particle-free zones due to the existence of finely recrystallised microstructure. The fractured surface of T6 (Figure 8(c)) and RRA (Figure 8(d)) was observed with elongated tear ridges confirming the brittle mode of failure. Under tensile loading, the TiC particle could have become a defect leading to the formation of voids at the interface. But the presence of evenly dispersed particles interrupted the amalgamation of smaller voids into bigger cracks leading to deflection of crack propagation in the region that had the least density of reinforcement particles. On the other hand, the availability of homogeneously dispersed TiC impeded the mobility of dislocations and elevated the stress needed to support plastic deformation. The above features indicate that the nature of fracture in composite samples was influenced by the distribution of reinforcement particles and their size which match the findings of Najafi et al. [25]. In addition, enhancement of tensile strength can also be attributed to the strong interfacial bond between TiC and the matrix. Poor interfacial bonding between the particle and the matrix would have lead to crack propagation through the interface or pull-out of reinforcement.
SEM micrographs representing the fracture location of (a) BM, (b) as-processed Al/TiC composite, (c) T6 treated composite, and (d) RRA treated composites.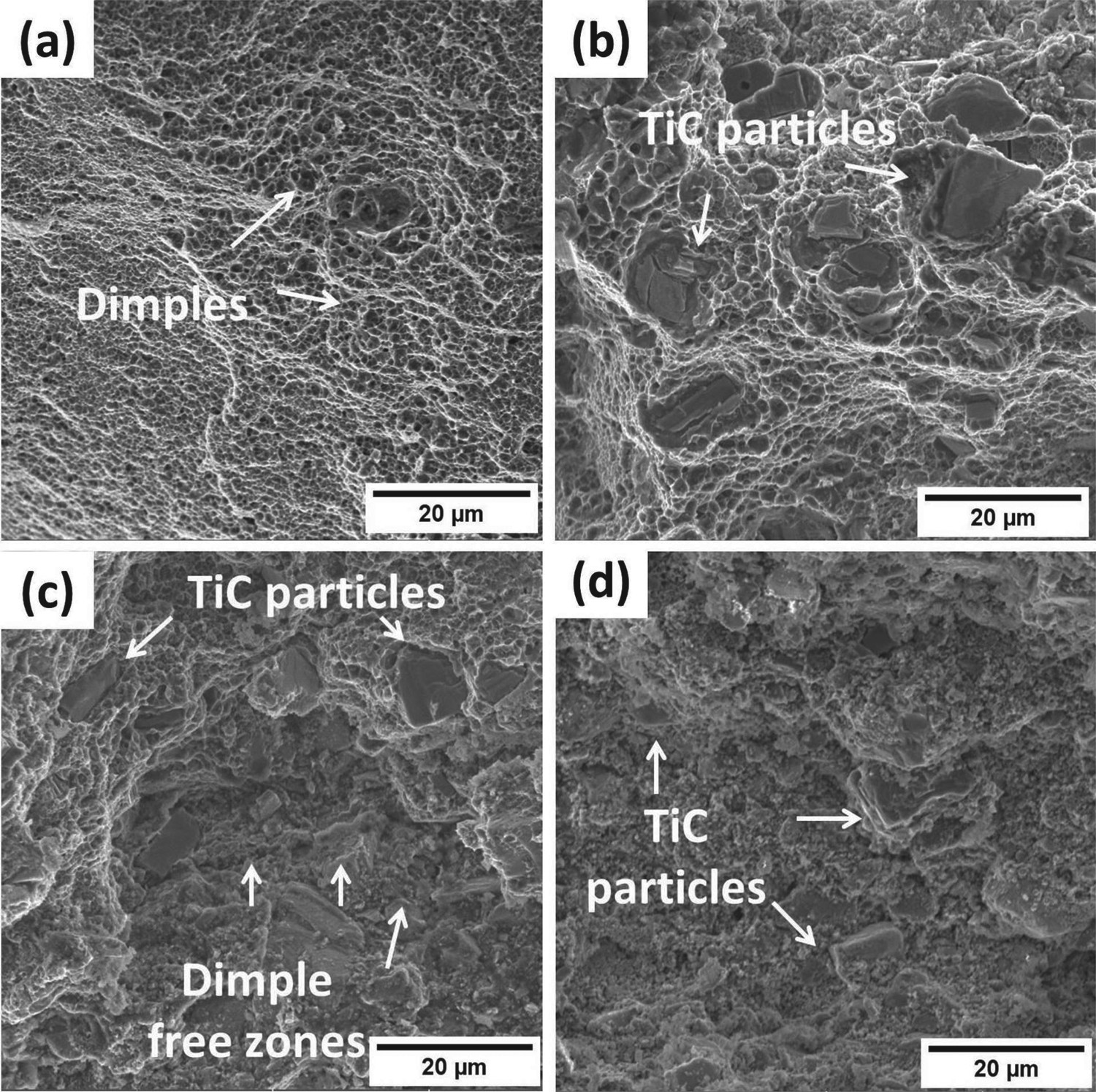
Conclusions
An aluminium surface composite was synthesised by incorporating TiC particles using the recursive friction stir processing method. After processing, the composite was subsequently subjected to age hardening (T6) and retrogression and reaging (RRA) treatments and its influence on variation in microstructure and the resulting mechanical properties were investigated. The main conclusions of this study are as follows:
Six recursive passes produced a composite layer with a widespread distribution of TiC without agglomeration. Incorporation of TiC into the matrix through FSP minimised grain size averaging 2.40 μm. The presence of TiC significantly impeded the growth of grains during heat treatments and produced fine-grained structures averaging 2.90 μm for T6 composite and 3.03 μm for RRA composite. Compared to BM, the friction stir processed composite produced an increased average microhardness of 208.6 HV with improved tensile strength of 484 MPa. After heat treatments, the composite exhibited improvement in its mechanical properties. The composite specimen exposed to T6 treatment produced a better average hardness of 244.29 HV, whereas higher tensile strength of 564 MPa was exhibited by the composite subjected to RRA treatment.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).