
Abstract
The quenching and partitioning (Q&P) process has been proposed recently as an alternative route to obtain a unique microstructure consisting of decarburised martensite and retained austenite that results in a superior balance between strength and ductility. The stabilisation of austenite after the Q&P processing is mainly achieved through its carbon enrichment as a result of carbon partitioning from primary martensite formed during initial quenching. However, carbon partitioning is usually accompanied by complex competing reactions which are known to affect the austenite retention at room temperature. This review is a critical assessment of these competing reactions during the Q&P process and their implication on the evolution of microstructure.
Keywords
Introduction
Steel is a widely used engineering material for structural and functional applications. One of the major applications is in automobiles where a major portion of the vehicle body structures ( %) is made up of steel. Extensive research is being carried out in academia and industry to develop advanced high strength steels (AHSS) in a cost-effective manner that offer high strength in combination with good formability to meet the increasing demands of light-weight automotive vehicles with enhanced passenger safety. Based on the simple composite models, it was argued that multiphase microstructures consisting of martensite along with a significant amount of retained austenite possessing moderate stability exhibit superior combinations of strength and ductility than that observed for the so-called first and second-generation AHSS [1-3]. While martensite contributes to the overall strength, retained austenite benefits both the strength and ductility through the transformation-induced plasticity (TRIP) effect during external deformation which delays the onset of necking and maintains a high work-hardening rate [4-6].
%) is made up of steel. Extensive research is being carried out in academia and industry to develop advanced high strength steels (AHSS) in a cost-effective manner that offer high strength in combination with good formability to meet the increasing demands of light-weight automotive vehicles with enhanced passenger safety. Based on the simple composite models, it was argued that multiphase microstructures consisting of martensite along with a significant amount of retained austenite possessing moderate stability exhibit superior combinations of strength and ductility than that observed for the so-called first and second-generation AHSS [1-3]. While martensite contributes to the overall strength, retained austenite benefits both the strength and ductility through the transformation-induced plasticity (TRIP) effect during external deformation which delays the onset of necking and maintains a high work-hardening rate [4-6].
Quenching and partitioning (Q&P) is a relatively new processing route to develop multiphase microstructures consisting of martensite and retained austenite [7,8]. The Q&P process, in general, involves three stages: (i) austenitisation followed by quenching to an interrupted quenching temperature (QT) between the Schematic illustration of the Q&P process along with schematic microstructure evolution during different intermediate steps [31,46].  (martensite-start) and
(martensite-start) and  (martensite-finish) temperatures at which austenite partially transforms to martensite leaving some untransformed austenite (Stage-I), (ii) partitioning step at the QT itself (‘one-step’ Q&P [9]) or at some higher temperature below or above the
(martensite-finish) temperatures at which austenite partially transforms to martensite leaving some untransformed austenite (Stage-I), (ii) partitioning step at the QT itself (‘one-step’ Q&P [9]) or at some higher temperature below or above the  (‘two-step’ Q&P) where partitioning of carbon from supersaturated martensite to untransformed austenite occurs (Stage-II) [7,10] and (iii) final quenching from partitioning temperature (PT) to room temperature (RT) (Stage-III). When
(‘two-step’ Q&P) where partitioning of carbon from supersaturated martensite to untransformed austenite occurs (Stage-II) [7,10] and (iii) final quenching from partitioning temperature (PT) to room temperature (RT) (Stage-III). When  temperature of the carbon-enriched untransformed austenite after partitioning is above RT (i.e.
temperature of the carbon-enriched untransformed austenite after partitioning is above RT (i.e.  ), it undergoes a partial transformation to fresh martensite during final quenching; otherwise (if
), it undergoes a partial transformation to fresh martensite during final quenching; otherwise (if  ) it is stabilised fully at RT. The fresh martensite obviously has higher carbon than the primary one and its
) it is stabilised fully at RT. The fresh martensite obviously has higher carbon than the primary one and its  is designated as
is designated as  . A schematic illustration of the Q&P treatment along with the evolution of microstructure at intermediate stages is shown in Figure 1. Since the partitioning treatment during one-step and two-step Q&P processes is performed at a constant temperature (Figure 1), these processes are also referred to as isothermal Q&P processes. Some other variants of the Q&P process such as the non-isothermal Q&P process [2,11] and the Q&P process integrated with the hot stamping process [12-14] have also been investigated recently.
. A schematic illustration of the Q&P treatment along with the evolution of microstructure at intermediate stages is shown in Figure 1. Since the partitioning treatment during one-step and two-step Q&P processes is performed at a constant temperature (Figure 1), these processes are also referred to as isothermal Q&P processes. Some other variants of the Q&P process such as the non-isothermal Q&P process [2,11] and the Q&P process integrated with the hot stamping process [12-14] have also been investigated recently.
 and t, austenitisation temperature and time, respectively; QT, quenching temperature; PT, partitioning temperature;
and t, austenitisation temperature and time, respectively; QT, quenching temperature; PT, partitioning temperature;  , partitioning time;
, partitioning time;  , carbon content of the bulk alloy;
, carbon content of the bulk alloy;  and
and  , carbon contents of primary martensite and untransformed austenite at QT, respectively;
, carbon contents of primary martensite and untransformed austenite at QT, respectively;  and
and  , carbon contents of primary martensite and untransformed austenite after the partitioning treatment, respectively;
, carbon contents of primary martensite and untransformed austenite after the partitioning treatment, respectively;  , carbon content of fresh martensite formed during quenching from PT to RT;
, carbon content of fresh martensite formed during quenching from PT to RT;  , carbon content of retained austenite at RT;
, carbon content of retained austenite at RT;  , austenite formed at
, austenite formed at  or remained untransformed at QT;
or remained untransformed at QT;  , primary martensite formed at QT;
, primary martensite formed at QT;  and
and  , decarburised martensite and carbon-enriched austenite after partitioning, respectively;
, decarburised martensite and carbon-enriched austenite after partitioning, respectively;  , fresh martensite and
, fresh martensite and  , retained austenite.
, retained austenite.
The stabilisation of austenite after the Q&P treatment is mainly achieved through its carbon enrichment as a result of carbon partitioning from primary martensite [7,8,15]. This is the basic operating mechanism of austenite stabilisation after Q&P processing which was suggested long ago by Matas and Hehemann [16], however it was explored in detail by Speer and co-workers [7] in the last decade. The carbon partitioning from primary martensite to untransformed austenite has been verified using X-ray [15,17-20] and in situ neutron diffraction [21,22] measurements, nano-secondary ion mass spectroscopy (SIMS) [23] and atom probe tomography (APT) analysis [24-26]. Thermodynamic models such as constrained carbon equilibrium (CCE) [8,27-29] and CCE incorporating carbide precipitation (CCE ) [24] have also been proposed to estimate the carbon content of untransformed austenite after partitioning. One of the key design aspects of the Q&P process is the stabilisation of a higher austenite fraction possessing optimum stability to exhibit a beneficial TRIP effect [3]. After Q&P processing, the resultant amount of retained austenite depends mainly on the QT [30]. The QT that maximises the amount of retained austenite is commonly referred to as the optimum quenching temperature (QTopt) [8,31]. A simple model to predict the QTopt and the corresponding amount of retained austenite was proposed by Speer et al. [31].
) [24] have also been proposed to estimate the carbon content of untransformed austenite after partitioning. One of the key design aspects of the Q&P process is the stabilisation of a higher austenite fraction possessing optimum stability to exhibit a beneficial TRIP effect [3]. After Q&P processing, the resultant amount of retained austenite depends mainly on the QT [30]. The QT that maximises the amount of retained austenite is commonly referred to as the optimum quenching temperature (QTopt) [8,31]. A simple model to predict the QTopt and the corresponding amount of retained austenite was proposed by Speer et al. [31].
It has been reported that the competing reactions such as carbide ( and
and  ) formation and bainite transformation, in general, may occur simultaneously during the partitioning treatment [19,25,30,32,33]. These reactions are found detrimental to the resultant austenite fraction and its stability [33,34]. Therefore, control over these reactions is necessary to make the Q&P process effective. Silicon is used extensively in the Q&P steels because of its ability to retard the cementite formation [9,15,35,36]. Even Al and P produce similar retardation effects on cementite formation but to a lower extent [37-39]. The lower QTs and higher PTs were found beneficial to minimise the extent of bainite transformation during the partitioning treatment [33,40]. In addition to these competing reactions, the formation of carbides within martensite during initial quenching [33,35,41], loss of carbon in the segregation of carbon atoms at dislocations and defects in martensite and at interfaces [2,17,18,33,42-44], incomplete carbon partitioning from primary martensite during partitioning [45] are also possible which have not been considered in the published literature on the Q&P process.
) formation and bainite transformation, in general, may occur simultaneously during the partitioning treatment [19,25,30,32,33]. These reactions are found detrimental to the resultant austenite fraction and its stability [33,34]. Therefore, control over these reactions is necessary to make the Q&P process effective. Silicon is used extensively in the Q&P steels because of its ability to retard the cementite formation [9,15,35,36]. Even Al and P produce similar retardation effects on cementite formation but to a lower extent [37-39]. The lower QTs and higher PTs were found beneficial to minimise the extent of bainite transformation during the partitioning treatment [33,40]. In addition to these competing reactions, the formation of carbides within martensite during initial quenching [33,35,41], loss of carbon in the segregation of carbon atoms at dislocations and defects in martensite and at interfaces [2,17,18,33,42-44], incomplete carbon partitioning from primary martensite during partitioning [45] are also possible which have not been considered in the published literature on the Q&P process.
The Q&P process is still at an early stage of development and some fundamental aspects of phase transformation, microstructure evolution and the microstructure–property relationship are yet to be established. Additionally, the competing reactions as discussed above need to be explored further to understand the mechanism of austenite stabilisation clearly. This review mainly focuses on analysing the possible competing reactions that occur during the Q&P process and their impact on the microstructure evolution.
Q&P concept: Theoretical analysis
Thermodynamics of carbon partitioning
Speer et al. [7], assuming that the competing reactions such as carbide formation and bainite transformation are completely suppressed, defined a metastable condition representing the completion of carbon partitioning between martensite and austenite which was later referred to as ‘Constrained Carbon Equilibrium (CCE)’ [8,27-29]. Under CCE condition, the ‘end-point’ of carbon partitioning can be given by two conditions which define its unique thermodynamic and mass balance constraints:
Carbon partitioning from supersaturated martensite to untransformed austenite progresses until carbon attains equal chemical potential in ferrite (decarburised martensite) and austenite. Interface between martensite and austenite ( Schematic illustration of the Gibbs free energy versus composition diagram at temperature Variation of the carbon content of (a) decarburised martensite
To satisfy the thermodynamic condition for CCE, the tangents to the ferrite and austenite free energy curves must intersect the carbon axis at the same point. This condition can be satisfied by an infinite set of phase compositions and two such conditions where the chemical potential of carbon is equal in both the phases are shown in Figure 2. To calculate the applicable phase compositions of ferrite ( ) is immobile at the partitioning temperature, thereby, even short-range movement of iron and substitutional atoms is precluded.
) is immobile at the partitioning temperature, thereby, even short-range movement of iron and substitutional atoms is precluded. ) and austenite (
) and austenite ( ) under the CCE condition after partitioning, the following equations were proposed by Speer et al. [7]:
) under the CCE condition after partitioning, the following equations were proposed by Speer et al. [7]:


 represents the carbon content, in mole fraction, of the parent austenite,
represents the carbon content, in mole fraction, of the parent austenite,  is the partitioning temperature (PT) in Kelvin,
is the partitioning temperature (PT) in Kelvin,  is the universal gas constant,
is the universal gas constant,  is the fraction of untransformed austenite at QT and
is the fraction of untransformed austenite at QT and  and
and  represent the fractions of ferrite and austenite, respectively, under the CCE condition. The values of
represent the fractions of ferrite and austenite, respectively, under the CCE condition. The values of  and
and  are calculated for a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel [40,45] by solving Equations (1)–(4) and the results are plotted in Figure 3. The CCE calculations show that almost all the carbon partitions from primary martensite to untransformed austenite during partitioning, because of the low solubility of carbon in ferrite.
are calculated for a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel [40,45] by solving Equations (1)–(4) and the results are plotted in Figure 3. The CCE calculations show that almost all the carbon partitions from primary martensite to untransformed austenite during partitioning, because of the low solubility of carbon in ferrite.
 showing two possible sets of phase compositions representing the constrained carbon equilibrium (CCE) condition in a Fe–C–M system (M, substitutional element) [7].
showing two possible sets of phase compositions representing the constrained carbon equilibrium (CCE) condition in a Fe–C–M system (M, substitutional element) [7].  , chemical potential of carbon in a phase ‘
, chemical potential of carbon in a phase ‘ ’ under the CCE condition and
’ under the CCE condition and  , carbon concentration (in mole fraction) of a phase ‘
, carbon concentration (in mole fraction) of a phase ‘ ’ under the CCE condition.
’ under the CCE condition. and (b) untransformed austenite
and (b) untransformed austenite  with partitioning temperature (PT) for different
with partitioning temperature (PT) for different  values under the CCE condition evaluated for a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel [40].
values under the CCE condition evaluated for a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel [40].
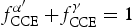
The experimental carbon content of retained austenite reported in literature (estimated using XRD analysis) and the corresponding calculated values under the CCE condition are summarised in Table 1. Some of the important observations that can be drawn from this data in Table 1 are as follows:
In most of the cases, the experimental carbon concentration of retained austenite is lower than the calculated value under the CCE condition (Table 1). This deviation was attributed to the formation of carbide inside martensite during partitioning [25,46] which is not accounted for in the CCE model. It is also noteworthy that the carbon activity relation between ferrite and austenite used in the CCE calculations (Equation (1)) was proposed for binary Fe–C alloys, but different alloying additions might affect the activity and the distribution of carbon in ferrite and austenite. Toji et al. [24] suggested a modification in this CCE model to account for cementite formation inside martensite assuming carbon equilibria between austenite, ferrite and cementite under a constrained condition. Even then, a deviation between the experimental and predicted carbon content of austenite under the CCE It can be seen that with an increase in the QT, the deviation between actual and predicted carbon concentration of retained austenite decreases [45,47] or even in some cases, the experimental carbon concentration is higher than the predicted values [47,48] (Table 1). This is because at higher QT, a small amount of primary martensite is formed during initial quenching up to QT which does not cause sufficient carbon enrichment of untransformed austenite during partitioning. This unstable austenite partially transforms to bainite during partitioning and to fresh martensite during final quenching from PT to RT. The formation of bainite also contributes to some degree of carbon enrichment of untransformed austenite during partitioning [42] which is not accounted for in the CCE model. A comparison of the experimental carbon content of decarburised martensite (
) and retained austenite (
) reported in the literature (estimated by XRD analysis) with the calculated values under the CCE condition. *The original carbon content of the steel used in this work was 0.19 wt-%. This value of 0.25 wt-% C is taken here since intercritical annealing was performed at 820°C for 180 s to form 25% intercritical ferrite resulting in ∼0.25 wt-% C in the intercritical austenite [34].
 condition was observed by Toji et al. [24]. They suggested that for a more accurate prediction of the carbon content of untransformed austenite after partitioning, change in the free energy of carbide with progress of partitioning should also be considered. However, this deviation further points out that other competing reactions might also be involved.
condition was observed by Toji et al. [24]. They suggested that for a more accurate prediction of the carbon content of untransformed austenite after partitioning, change in the free energy of carbide with progress of partitioning should also be considered. However, this deviation further points out that other competing reactions might also be involved.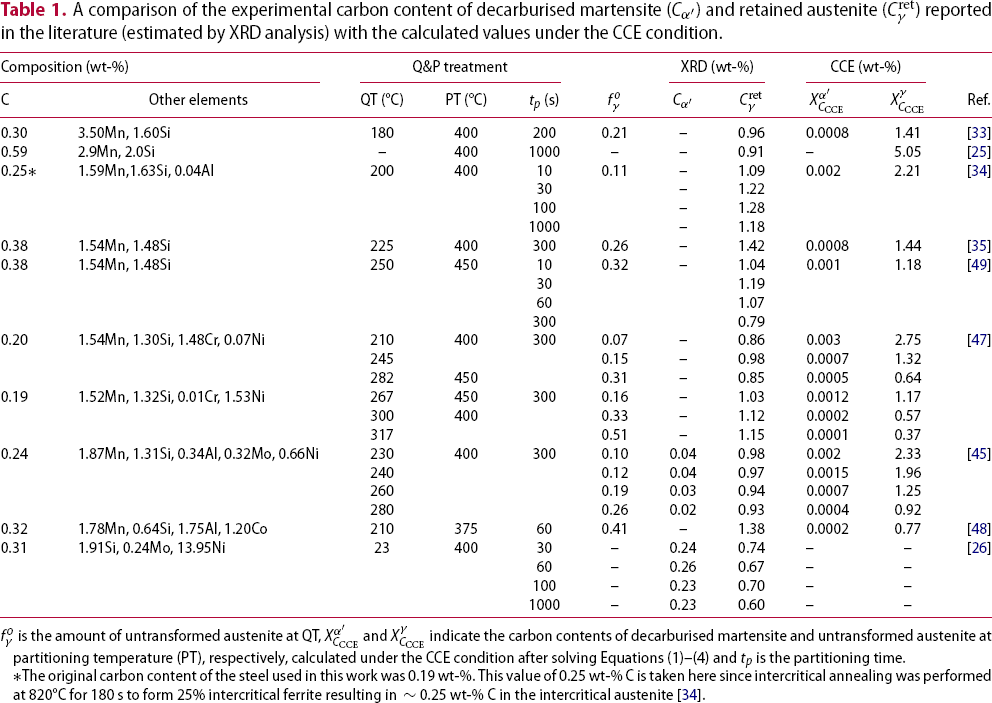
 is the amount of untransformed austenite at QT,
is the amount of untransformed austenite at QT,  and
and  indicate the carbon contents of decarburised martensite and untransformed austenite at partitioning temperature (PT), respectively, calculated under the CCE condition after solving Equations (1)–(4) and
indicate the carbon contents of decarburised martensite and untransformed austenite at partitioning temperature (PT), respectively, calculated under the CCE condition after solving Equations (1)–(4) and  is the partitioning time.
is the partitioning time.
 (s)
(s)




Kinetics of the carbon partitioning
The models discussed above do not incorporate carbon partitioning kinetics, they rather assume complete partitioning under ideal conditions as dictated by thermodynamics alone. However, in reality, the carbon content of retained austenite after the Q&P treatment was found to depend on the progress of partitioning treatment [26,34,49] (Table 1). Therefore, to control the resultant microstructure after the Q&P processing, the timescale over which carbon rejection from primary martensite and its homogenisation within untransformed austenite take place should also be considered. Rizzo et al. [50] simulated the kinetics of carbon partitioning in a Fe–0.19C–1.59Mn–1.63Si (wt-%) steel at 400°C using DICTRA software assuming idealised partitioning conditions such as complete suppression of the competing reactions and immobile martensite/austenite ( ) interface. It has been observed by them that the martensite rejects its carbon in less than 0.1 s while it takes ∼10 s to homogenise inside untransformed austenite at 400°C. The DICTRA software has also been employed to simulate the kinetics of carbon partitioning in some other studies [51,52]. However, the carbon content of decarburised martensite in a Fe–0.19C–1.59Mn–1.63Si–0.04Al (wt-%) steel sample quenched to the QT of 220°C and partitioned at 400°C for 10 s is measured to be around 0.04 and 0.10 wt-% using 3D APT analysis [34]. HajyAkbary et al. [53] have also reported a value of 0.05 wt-% for the carbon concentration of decarburised martensite in a sample quenched to 180°C and partitioned at 400°C for 200 s in a Fe–0.3C–3.5Mn–1.6Si (wt-%) steel, using 3D APT analysis. Results such as these point out that during actual partitioning, the carbon depletion may be slower than that predicted using DICTRA. It should be recognised here that during DICTRA simulation, idealised partitioning conditions were assumed. Additionally, in DICTRA simulations, martensite is usually treated as supersaturated ferrite without incorporating the effect of tetragonal lattice distortion, carbon trapping at dislocations and/or defects and carbide formation inside martensite [54].
) interface. It has been observed by them that the martensite rejects its carbon in less than 0.1 s while it takes ∼10 s to homogenise inside untransformed austenite at 400°C. The DICTRA software has also been employed to simulate the kinetics of carbon partitioning in some other studies [51,52]. However, the carbon content of decarburised martensite in a Fe–0.19C–1.59Mn–1.63Si–0.04Al (wt-%) steel sample quenched to the QT of 220°C and partitioned at 400°C for 10 s is measured to be around 0.04 and 0.10 wt-% using 3D APT analysis [34]. HajyAkbary et al. [53] have also reported a value of 0.05 wt-% for the carbon concentration of decarburised martensite in a sample quenched to 180°C and partitioned at 400°C for 200 s in a Fe–0.3C–3.5Mn–1.6Si (wt-%) steel, using 3D APT analysis. Results such as these point out that during actual partitioning, the carbon depletion may be slower than that predicted using DICTRA. It should be recognised here that during DICTRA simulation, idealised partitioning conditions were assumed. Additionally, in DICTRA simulations, martensite is usually treated as supersaturated ferrite without incorporating the effect of tetragonal lattice distortion, carbon trapping at dislocations and/or defects and carbide formation inside martensite [54].
HajyAkbary et al. [33] used a numerical model proposed by Santofimia et al. [55] to simulate the kinetics of carbon partitioning at 400°C in a Fe–0.3C–3.5Mn–1.6Si (wt-%) steel. It was observed that completion of the carbon partitioning took longer times than that predicted by the numerical simulation [33]. It was suggested that decomposition of the  -carbides, which were formed during initial quenching, is essential for completion of carbon partitioning from martensite to austenite and the slow kinetics of decomposition of
-carbides, which were formed during initial quenching, is essential for completion of carbon partitioning from martensite to austenite and the slow kinetics of decomposition of  -carbides retards the carbon partitioning process [33]. Additionally, the models developed so far use published values of carbon diffusivity in ferrite to represent the mobility in martensite which does not account for the influence of the martensite dislocation substructure on the carbon mobility [2]. A detailed kinetic analysis of the Q&P process, after incorporating the issues discussed above, is still due.
-carbides retards the carbon partitioning process [33]. Additionally, the models developed so far use published values of carbon diffusivity in ferrite to represent the mobility in martensite which does not account for the influence of the martensite dislocation substructure on the carbon mobility [2]. A detailed kinetic analysis of the Q&P process, after incorporating the issues discussed above, is still due.
Optimum quenching temperature (QTopt)
As stated above, Speer's model [31] is generally employed to estimate the optimum quenching temperature (QTopt), for a given alloy. This model presumes that nearly all the carbon is partitioned from primary martensite to untransformed austenite, as was observed by the CCE calculation (Figure 3) and the competing reactions are suppressed during partitioning. In this model, the extent of martensite transformation during initial quenching to the QT (below  ) and final quenching from PT to RT is described using Koistinen and Marburger (KM) equation [56]:
) and final quenching from PT to RT is described using Koistinen and Marburger (KM) equation [56]:

 is the amount of martensite formed upon quenching to
is the amount of martensite formed upon quenching to  which is below the
which is below the  temperature; during initial quenching,
temperature; during initial quenching,  = QT. The
= QT. The  temperature of the alloy can be estimated using published empirical relations [57-61]. The carbon content of austenite remaining untransformed after the partitioning treatment is then calculated using carbon mass balance. The amount of fresh martensite (if any) can also be calculated using Equation (5) after substituting
temperature of the alloy can be estimated using published empirical relations [57-61]. The carbon content of austenite remaining untransformed after the partitioning treatment is then calculated using carbon mass balance. The amount of fresh martensite (if any) can also be calculated using Equation (5) after substituting  = RT and the
= RT and the  with
with  , which is the martensite-start temperature of carbon-enriched austenite.
, which is the martensite-start temperature of carbon-enriched austenite.
Figure 4(a) shows a typical example of the QTopt calculations using Speer's methodology [8,31]. The results showed that when initial quenching after austenitisation is done up to QTopt, a substantial amount of retained austenite can be stabilised at RT after the Q&P processing. A comparison between the calculated, using Speer's model, and the actual amount of retained austenite estimated using XRD analysis as a function of QT is shown in Figure 4(b) [62]. The variation of the actual amount of retained austenite with QT is in qualitative agreement with trends predicted using Speer's model. However, deviations between the experimental and calculated QTopt and the corresponding retained austenite fraction are observed in this case; the measured amount of retained austenite is lower than the predicted value (Figure 4(b)). Similar deviations between predicted and experimentally measured results have also been reported in literature [8,15,34,48] which are attributed mainly to the violation of the ideal partitioning conditions such as complete carbon partitioning, suppression of the bainite formation and carbide precipitation during partitioning [34,63]. In addition, segregation of some carbon atoms might take place at dislocations in martensite and at lath boundaries [18,45] and these carbon atoms no longer remain available to enrich the untransformed austenite during partitioning. The application of the KM equation [56] which is commonly used to predict the kinetics of martensite transformation in this model, also needs to be reanalysed since it is applicable to a specific range of chemical composition.
(a) Prediction of the optimum quenching temperature (QTopt) for a Fe–0.19C–1.96Al–1.46Mn–0.02Si (wt-%) steel containing 50% intercritical ferrite [8,31] and (b) comparison between the QTopt and the corresponding retained austenite fraction predicted using Speer's methodology and the experimental values obtained using XRD analysis [62]. The symbols used here have already been defined earlier in this discussion.
The observed discrepancies between the experimental (literature data) and calculated (by CCE and Speer's models) amount of retained austenite and its carbon content after the Q&P processing have been attributed mainly to the carbide precipitation inside martensite and bainite formation during partitioning. In some studies on the Q&P process, the amount of retained austenite and its carbon content was found to decrease when the duration of the partitioning treatment was relatively long [26,34,49] (Table 1). This variation cannot be explained simply by the formation of carbide precipitates and bainite transformation since these reactions are expected to take place over a shorter time duration. As pointed out earlier, some additional competing reactions might also take place during quenching and partitioning.
Competing reactions: A comprehensive analysis
A brief discussion regarding some of the experimental observations on competing reactions is presented in this section.
Segregation of carbon atoms at dislocations and defects
It is expected that some carbon atoms remain trapped at dislocations and defects in martensite and at lath boundaries during partitioning [2,17,18,33,42-44]. The segregation of carbon atoms to lattice defects such as lath boundaries and dislocations during quenching or aging of martensite has been reported extensively in the tempering literature [64-71]. Atomic-scale evidences of the segregation of carbon atoms at dislocations inside martensite [25] and carbon atom clustering [26] in the full quenched samples have also been provided earlier. Therefore, at the QT or just at the beginning of partitioning, the carbon concentration of primary martensite ( ) may be less than the bulk carbon concentration of the alloy (
) may be less than the bulk carbon concentration of the alloy ( ), i.e.
), i.e.  <
<  , unlike in the theoretical analysis where it was assumed that
, unlike in the theoretical analysis where it was assumed that  (Figure 1).
(Figure 1).
However, during the partitioning treatment, recovery of dislocation structure is known to take place which results in a decrease in dislocation density [2,18]. Therefore, the carbon atoms trapped at these dislocations in martensite are expected to release. This carbon can lead to carbide precipitation or enrichment of the untransformed austenite [72]. However, owing to the fact that the addition of Si delays the cementite formation [73,74], the enrichment of untransformed austenite is more likely in the presence of Si.
Incomplete carbon partitioning from primary martensite
The carbon content of decarburised martensite away from the carbon-enriched regions was measured to be 0.063 ± 0.005 wt-% using 3D APT analysis of a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel quenched to 260°C and partitioned at 400°C for 300 s [45], which is quite high than the corresponding CCE value (Table 1). HajyAkbary et al. [33] have estimated the carbon concentration of primary martensite to be 0.05 wt-% after partitioning at 400°C for 200 s using 3D APT analysis. These results indicate that complete decarburisation of primary martensite does not occur even during a longer duration partitioning treatment. However, the reasons for this behaviour are not understood well and require further analysis.
Carbide formation
The formation of carbides ( and
and  ) inside martensite laths has been reported in several studies on the Q&P processing [5,15,33-35,49], even in alloys containing relatively high Si [12,15]. It has been reported that these carbides usually form during partitioning [12,15,24,25,75]. It is believed by some researchers that carbides incorporate Si as a solute, thereby, Si addition is found ineffective to suppress their formation [19]. Recent work has however shown that
) inside martensite laths has been reported in several studies on the Q&P processing [5,15,33-35,49], even in alloys containing relatively high Si [12,15]. It has been reported that these carbides usually form during partitioning [12,15,24,25,75]. It is believed by some researchers that carbides incorporate Si as a solute, thereby, Si addition is found ineffective to suppress their formation [19]. Recent work has however shown that  -carbide has a kinetic advantage and therefore it is not suppressed even in the presence of Si [76].
-carbide has a kinetic advantage and therefore it is not suppressed even in the presence of Si [76].
The formation of carbides within martensite has also been observed during initial quenching before partitioning [33,35,41,49]. This process, which is commonly known as autotempering [77], depends on the  temperature, the carbon content of the alloy and cooling rate after austenitisation [41,78]; higher
temperature, the carbon content of the alloy and cooling rate after austenitisation [41,78]; higher  temperatures and lower cooling rates provide favourable conditions for autotempering [5,79]. Pierce et al. [35,49], using Mössbauer spectroscopy and TEM analysis, performed quantitative analysis of carbides formed during water quenching and Q&P processing of a Fe–0.38C–1.54Mn–1.48Si (wt-%) steel. The amount of
temperatures and lower cooling rates provide favourable conditions for autotempering [5,79]. Pierce et al. [35,49], using Mössbauer spectroscopy and TEM analysis, performed quantitative analysis of carbides formed during water quenching and Q&P processing of a Fe–0.38C–1.54Mn–1.48Si (wt-%) steel. The amount of  -carbides was estimated to be ∼1.0 at.-% in the water quenched sample, which consumed around 26% of total carbon in the bulk alloy [35,49]. However, Kalish and Cohen [80] have argued that in the presence of dislocations, carbon atoms are more likely to segregate at dislocations inside martensite rather than precipitating as carbides.
-carbides was estimated to be ∼1.0 at.-% in the water quenched sample, which consumed around 26% of total carbon in the bulk alloy [35,49]. However, Kalish and Cohen [80] have argued that in the presence of dislocations, carbon atoms are more likely to segregate at dislocations inside martensite rather than precipitating as carbides.
It has been argued by Edmonds et al. [15] that the carbides formed during initial quenching or at lower QT might re-dissolve during higher temperature partitioning, providing a source of carbon either for cementite formation or for further enrichment of untransformed austenite. Based on the SEM and TEM investigation of a Fe–0.3C–3.5Mn–1.6Si (wt-%) steel, HajyAkbary et al. [33] qualitatively observed that the apparent number density of  -carbides decreased when partitioning time (
-carbides decreased when partitioning time ( ) is increased from 5 to 200 s at 400°C which was attributed to the dissolution of carbides during partitioning. Based on the thermodynamic calculations, HajyAkbary et al. [33] have pointed out that
) is increased from 5 to 200 s at 400°C which was attributed to the dissolution of carbides during partitioning. Based on the thermodynamic calculations, HajyAkbary et al. [33] have pointed out that  -carbide is unstable at 400°C and therefore re-dissolves during partitioning.
-carbide is unstable at 400°C and therefore re-dissolves during partitioning.
In contrast to the observations made by HajyAkbary et al. [33], Pierce et al. [35] observed an increase in the amount of η-carbides from 1.4 to 2.4 at.-% when the  was increased from 10 to 300 s at the PT of 400°C. At the same time, they argued that dissolution of some
was increased from 10 to 300 s at the PT of 400°C. At the same time, they argued that dissolution of some  -carbides during partitioning treatment cannot be ignored completely and argued that an increase in the amount of
-carbides during partitioning treatment cannot be ignored completely and argued that an increase in the amount of  -carbides with increasing
-carbides with increasing  at 400°C is possible because of the change in the dynamics between carbon partitioning from martensite to austenite and
at 400°C is possible because of the change in the dynamics between carbon partitioning from martensite to austenite and  -carbide precipitation [35]. If it is assumed that the carbon rejected as a result of the dissolution of carbides enriches the untransformed austenite, then the carbon concentration of retained austenite is expected to increase with progress of partitioning which was validated experimentally by HajyAkbary et al. [33]. In contrast, the carbon content of retained austenite has also been reported to decrease for a longer duration partitioning treatment [26,49,81] which cannot be explained by the dissolution of carbides.
-carbide precipitation [35]. If it is assumed that the carbon rejected as a result of the dissolution of carbides enriches the untransformed austenite, then the carbon concentration of retained austenite is expected to increase with progress of partitioning which was validated experimentally by HajyAkbary et al. [33]. In contrast, the carbon content of retained austenite has also been reported to decrease for a longer duration partitioning treatment [26,49,81] which cannot be explained by the dissolution of carbides.
It should be recognised that if the partitioning treatment is performed for a long time, untransformed austenite might also decompose to ferrite and cementite in order to achieve equilibrium microstructure at the partitioning temperature. However, Pierce et al. [35] argued that carbide precipitation inside austenite is thermodynamically unfavourable and was not observed by them. Bigg et al. [21,22], based on the in situ neutron diffraction study, have observed a decrease in the austenite fraction and its carbon content for longer duration partitioning treatment, similar to that observed by Clarke et al. [34]. This data reported by Bigg et al. [21,22] was further analysed by Speer et al. [2] and the observed decrease in the retained austenite fraction and carbon content was attributed to the cementite formation [2]. Based on the TEM and Mössbauer spectroscopic analysis of the Q&P treated Fe–0.38C–1.54Mn–1.48Si (wt-%) steel at 400 and 450°C, Pierce et al. [49] provided experimental evidence of the decomposition of austenite to ferrite and cementite during the partitioning treatment at 450°C. The decrease in the amount of austenite and its carbon content beyond the partitioning time of 30 s at 400 and 450°C was attributed to the increase in the amount of cementite [49].
It is also important to note that the conversion of some carbides to cementite is also possible for a longer duration partitioning treatment, much like the third stage of tempering [71]. Toji et al., after APT analysis of a Fe–0.59C–2.9Mn–2.0Si (wt-%) alloy partitioned at 400°C for 300 s, observed plate-shaped (thickness ∼5 nm) carbon-enriched features with a carbon content of ∼25 at.-%; the stoichiometric carbon content of cementite [25]. Furthermore, as shown in Figure 5, Seo et al. [17] also observed a carbon-enriched region of around 25 nm diameter in the vicinity of retained austenite. The carbon content of this region was estimated to be 23 at.-% (6 wt.-%). It can also be seen that this carbon-enriched region is depleted with Si (Figure 5). Toji et al. [25] argued that this slight Si depletion perhaps indicates that carbides that were formed during the initial stage of partitioning are in the transition stage from metastable carbide to stoichiometric cementite.
Reconstruction of the APT data of a Fe–0.2C–4.0Mn–1.6Si–1.0Cr (wt-%) steel quenched to 170°C and partitioned at 450°C for 300 s: (a) carbon atom map and (b) 1D concentration profile along the solid arrow indicated in (a) [17]. Produced with permission of Elsevier.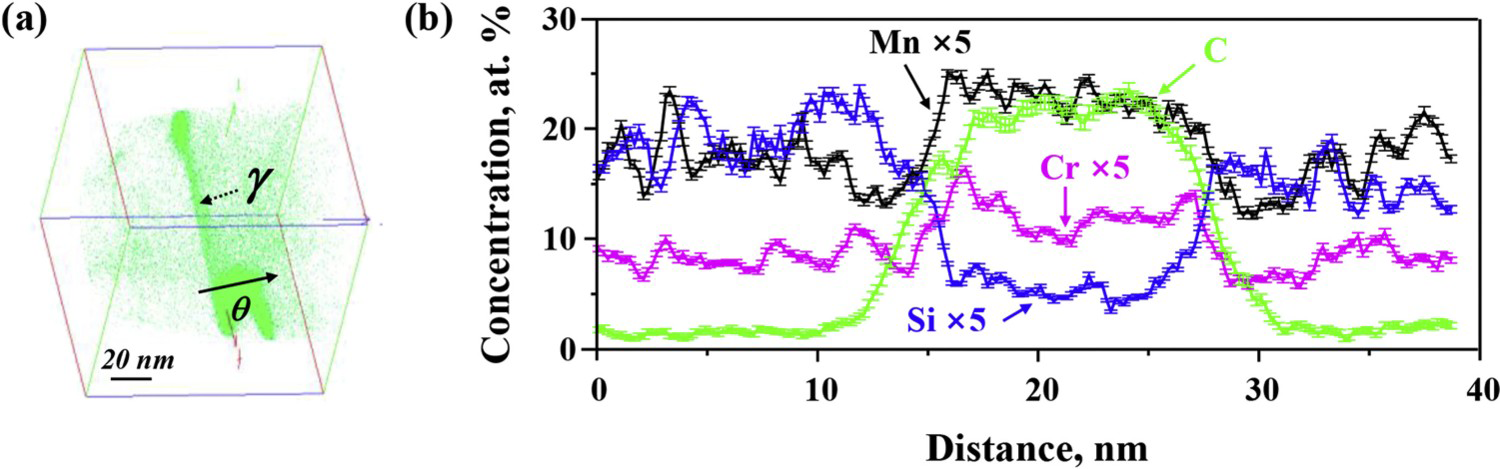
Bainite transformation
In some recent studies, experimental evidences of the bainite transformation during partitioning are provided [12,33,44,82,83]; even when the partitioning treatment is performed below the Dilatation curve observed during the partitioning treatment at 400°C for 600 s, when initial quenching was done at 280°C [40]. temperature [48,84-86]. The dilatation curve of a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel observed during partitioning at 400°C, indicates a small volume expansion (Figure 6) [40]. This small volume expansion is usually ascribed to bainite transformation [41,45,87-90] because martensite in this class of steels forms athermally. However, a contraction in this dilatation can also be seen towards the end of the partitioning treatment. It is well-known from the tempering literature that conversion of carbides into cementite leads to a volume contraction [71]. Therefore, it is believed that this contraction is because of the conversion of some previously formed carbides into cementite. However, direct experimental evidence for this has not been provided yet.
temperature [48,84-86]. The dilatation curve of a Fe–0.24C–1.87Mn–1.31Si–0.34Al–0.32Mo–0.66Ni (wt-%) steel observed during partitioning at 400°C, indicates a small volume expansion (Figure 6) [40]. This small volume expansion is usually ascribed to bainite transformation [41,45,87-90] because martensite in this class of steels forms athermally. However, a contraction in this dilatation can also be seen towards the end of the partitioning treatment. It is well-known from the tempering literature that conversion of carbides into cementite leads to a volume contraction [71]. Therefore, it is believed that this contraction is because of the conversion of some previously formed carbides into cementite. However, direct experimental evidence for this has not been provided yet.

Although bainite transformation during partitioning is expected to reduce the resultant amount of retained austenite after the Q&P process, it has been invoked as an alternative mechanism of the carbon enrichment of untransformed austenite during partitioning [42]. The carbon content of bainitic-ferrite formed during partitioning is usually assumed to be very small [91-93]. However, some latest studies indicate that it depends on the carbon content of the parent austenite and transformation temperature with respect to the Zener ordering temperature [93-96]. The bainitic-ferrite is expected to be of low carbon (∼0.03 wt-%) [93,97,98] if the transformation temperature is higher than the Zener ordering temperature and the carbon content of parent austenite is low, otherwise, the carbon content of bainitic-ferrite could be much higher than expected from paraequilibrium between austenite and ferrite [99]. It is obvious that the carbon content of austenite remaining untransformed at QT from which bainite forms during partitioning changes rapidly due to decarburisation of martensite. Therefore, the carbon content of bainitic-ferrite also needs to be examined carefully with reference to the recent results [96,100]. This aspect is not explored yet concerning the Q&P process.
A summary of the microstructural constituents formed during the Q&P process, after considering all the possible competing reactions, is given in Table 2. All the possible phase transformations/competing reactions during quenching and partitioning stages are summarised in Table 3. In recent work, Speer's model was revised after incorporating some of these competing reactions such as incomplete carbon partitioning from martensite [45], bainite formation [33,40], carbide precipitation [19,32,49,101] and segregation of carbon atoms at dislocations and defects [18,26]. The revised model showed a better match between the experimental and calculated QTopt and the corresponding retained austenite fraction (Figure 7).
Comparison of the experimental QTopt and the corresponding retained austenite fraction ( The possible microstructural constituents at intermediate stages of the Q&P process, their composition, phase fraction and interrelation between them after incorporating the competing reactions. It is important to note here that the formation of carbide precipitates will affect the amount of other constituent phases and their interrelationship. However, owing to the fact that only a small amount of carbide precipitates usually forms during the Q&P treatment, this aspect is ignored in this table. A summary of the possible phase transformations/competing reactions that are possible during the quenching and partitioning stages. ) with the values calculated using the revised model with
) with the values calculated using the revised model with  = 0, 0.03 and 0.06 wt-% [45].
= 0, 0.03 and 0.06 wt-% [45].  , carbon content of decarburised martensite after the partitioning treatment.
, carbon content of decarburised martensite after the partitioning treatment.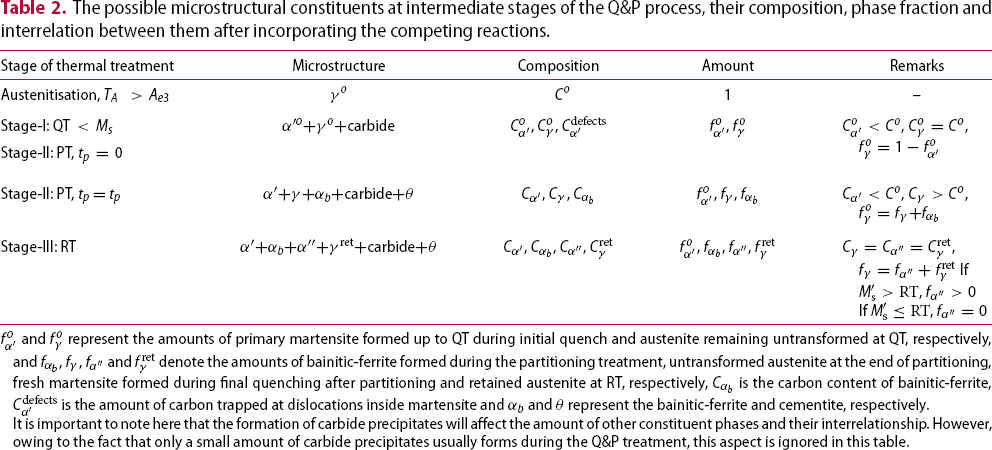
 and
and  represent the amounts of primary martensite formed up to QT during initial quench and austenite remaining untransformed at QT, respectively, and
represent the amounts of primary martensite formed up to QT during initial quench and austenite remaining untransformed at QT, respectively, and  ,
,  ,
,  and
and  denote the amounts of bainitic-ferrite formed during the partitioning treatment, untransformed austenite at the end of partitioning, fresh martensite formed during final quenching after partitioning and retained austenite at RT, respectively,
denote the amounts of bainitic-ferrite formed during the partitioning treatment, untransformed austenite at the end of partitioning, fresh martensite formed during final quenching after partitioning and retained austenite at RT, respectively,  is the carbon content of bainitic-ferrite,
is the carbon content of bainitic-ferrite,  is the amount of carbon trapped at dislocations inside martensite and
is the amount of carbon trapped at dislocations inside martensite and  and
and  represent the bainitic-ferrite and cementite, respectively.
represent the bainitic-ferrite and cementite, respectively.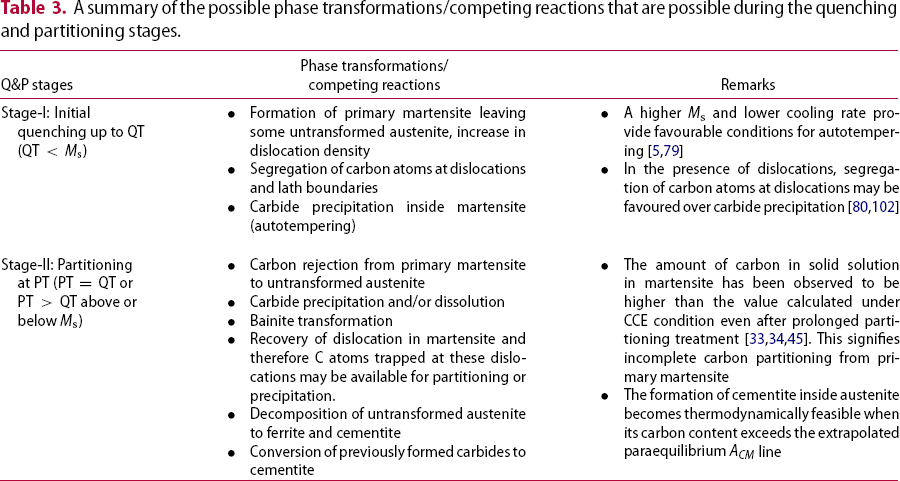
Conclusion
The occurrence of the competing reactions during quenching and partitioning has been critically reviewed based on the available literature on the Q&P process and tempering of martensite. A comparison between the experimental (literature) and calculated (by CCE and Speer's model) amount of retained austenite and its carbon content was made. Some of the important observations that can be drawn from this review are as follows:
A substantial discrepancy between the actual and calculated carbon partitioning behaviour is observed which has been attributed mainly to the competing reactions such as carbide precipitation and bainite formation during partitioning. Some additional competing reactions like carbide precipitation even during initial quenching below the martensite-start temperature, segregation of carbon atoms at dislocations and defects inside martensite, incomplete carbon partitioning from primary martensite are also possible during the Q&P treatment. The formation of carbide precipitates, segregation of carbon atoms at defects or interfaces and incomplete carbon partitioning reduce the carbon available for partitioning. The formation of bainite, on the other hand, results in some degree of carbon enrichment of untransformed austenite but it also consumes a part of this untransformed austenite which otherwise could have been stabilised to RT. With progress of the partitioning treatment, the extent of decarburisation of primary martensite increases. In addition, dissolution of previously formed carbide precipitates and recovery of dislocation in martensite is also possible. These processes result in the release of carbon atoms from primary martensite which may lead to either carbide precipitation or enrichment of the untransformed austenite. However, the enrichment of untransformed austenite is more likely in the presence of Si which is known to delay the cementite formation. The formation of cementite inside austenite becomes thermodynamically feasible when the carbon concentration of untransformed austenite exceeds the extrapolated paraequilibrium
 line and may in fact take place when the duration of the partitioning treatment is relatively long. Transformation of some of the previously formed transition carbides to cementite is also possible when the partitioning treatment is performed for a longer time. The formation of cementite leads to a significant decrease in the carbon content of retained austenite.
line and may in fact take place when the duration of the partitioning treatment is relatively long. Transformation of some of the previously formed transition carbides to cementite is also possible when the partitioning treatment is performed for a longer time. The formation of cementite leads to a significant decrease in the carbon content of retained austenite.
Footnotes
Acknowledgements
The author is grateful to Professor Shiv Brat Singh for his encouragement, suggestions and critical review of the work.
Disclosure statement
No potential conflict of interest was reported by the author(s).