
Abstract
The microstructure and properties of Al-matrix composites are directly determined by ceramic particles in the matrix, such as synthetic methods, morphologies, sizes, interface, etc., especially the distribution of particles. Hereinto, Al-matrix nanocomposites, which show brilliant, comprehensive properties, have been widely studied. How to give full play to its advantages in further applications in automotive and aerospace areas has attracted considerable attention from researchers. In this review, current development on the pre-distribution of reinforcement particles and deformation processes and microstructure, mechanical properties of Al-matrix composites reinforced with in-situ and ex-situ nanoparticles will be addressed. In addition, the corresponding development prospects and challenges of nanoparticles reinforced Al-matrix composites fabricated by a combination of pre-distribution and deformation were also summarised.
Keywords
Introduction
Al-matrix composites (AMCs) have been used for lightweight structural applications because of their unique properties, such as excellent wear resistance, high specific strength and modulus. However, their low ductility hampers their application [1-5]. On the other hand, the ceramic particles possess excellent properties, such as high melting point [6,7], high hardness [8,9], high Young's modulus [10], low density [11,12], low thermal expansion coefficient [13] and good chemical stability [14,15]. Therefore, adding ceramic particles to Al-matrix makes it highly ductile.
Traditional preparation techniques and methods have limitations in further enhancing the properties of Al alloys [16]. Therefore, researchers began to focus on studying the effects of particle size. Different sizes of particles have been added to the Al alloys to enhance the mechanical properties of the matrix. The increased strength results in the seriously decreased plasticity and machinability with the addition of the particles into the matrix alloys. The ductility is maintained or increased of the AMCs when the particles decrease to nano-size [17-20]. However, the nano-sized particles are difficult to distribute homogeneously in Al-matrix [21-24]. To solve these difficulties, many investigations have been carried out to fabricate AMCs with good dispersion of nanoparticles. Among them, a combination of the pre-dispersion process and hot deforming process shows a considerable position [25].
Generally, the distribution of nanoparticles that are introduced as reinforcement plays an important role in the mechanical performance of Al-matrix nanocomposites (AMNCs) [26,27]. The pre-dispersion process aims at producing a sample with homogeneous dispersing nanoparticles, including three main methods: (i) solid-state methods (SSM), (ii) liquid-state methods (LSM) and (iii) semi-solid methods (SESM). In solid-state processes, nanoparticles are introduced into a solid phase. Thus, the possibility of the formation of detrimental phases and phase separation is very low. However, in SSM, the fabrication process is not promising for applications because of its limitations in the complexity and size of the samples and high costs. For recent decades, powder metallurgy (PM) which belongs to the method (i) has been extensively used for contributing to the distribution of nanoparticles, the PM process shows no typical segregation phenomena compared with other processes, but it shows potential advantages [28-30]: (a) Avoiding the harmful reactions between the matrix and the nanoparticles. (b) Enabling to produce AMCs with a high-volume fraction of nanoparticles. However, the PM process shows two main shortages: (a) Defects are easy to form during the process, like micro-pores. (b) High fabrication cost.
LSM includes the introduction of nanoparticles into a molten Al-matrix and mechanical stirring or other dispersing processes. In the available LSM for fabricating AMNCs, stir casting is important because of its advantages. This process introduces nanoparticles into the liquid Al-matrix followed by stir casting the solidification of the mixture. It is generally applied in industrial production, attributed to its advantages, including simple procedures, near-net shaping and low fabrication cost. Moreover, it can produce samples with complex shapes. However, some unsolved challenges are associated with stir casting of AMNCs as follows [31-33]: (a) The difficulty in obtaining a homogeneous distribution of nanoparticles is usually caused by the buoyant migration of nanoparticles during the solidification process. As a result, leading to clustering or agglomeration. (b) The wettability between the matrix and nanoparticles is poor. (c) A high density of porosity in the stir casting AMNCs: generally speaking, porosities may generate because of the gas incorporation during the stirring process. d) Unexpected reactions between the matrix and nanoparticles: it has been confirmed in the literature that long fabrication times and high temperatures may promote the generation of some undesired intermetallic compounds. So far, many works have been carried out to improve the wettability and restrain the reaction between the matrix and nanoparticles. The surface treatment of nanoparticles shows a significant improvement in enhancing the wettability between the matrix and nanoparticles. Moreover, the surface treatment is beneficial for reducing undesired reactions.
Recently, SESM has been used for fabricating AMNCs [34] because it is difficult to obtain uniform dispersion of nanoparticles in the molten matrix by traditional stir casting, primarily referring to nanoparticles for a big van der Waals force. SESM works remarkably on fabricating samples with uniform microstructures and shares advantages [18,34,35]: (a) Enabling to obtain small grain size and compact microstructure. (b) Fixing the problem of poor wettability between the nanoparticles and the matrix. After the pre-dispersion process, the deformation process is taken to fabricate AMNCs with a uniform dispersion of nanoparticles. The AMNCs have been successfully prepared and an improvement in tensile strength was observed. Also, reaching a saturation before showing a decrease in increasing the content of nanoparticles [36].
The above methods used to fabricate AMNCs solved the nanoparticles agglomeration problem. However, new problems have cropped up, such as the low density of the AMNCs, the performance of AMNCs will be further improved if the density problem is solved. In this review, the synthesis, size of carbon source and morphologies of ceramic particles and their further applications over last decades are summarised. The pre-distribution process, deformation process and strengthening effects of AMNCs have systematically expatiated. Finally, the prospects for development and some potential research orientations in the future are also put forward.
Fabrication process
The fabrication process of uniformly dispersed nanoparticles reinforced AMNCs can be divided pre-distribution and deformation. The pre-distribution process is usually carried out using powder metallurgy. The deformation process is usually carried out as rolling and extrusion, which could not only help disperse the nanoparticles but process the AMNCs to the final shape [37-40].
Pre-distribution process
Many factors affect the formation of particles in the pre-dispersion process of Al-matrix composites, such as carbon source, adiabatic temperature, metal content, particle shape,type, etc. Powder metallurgy has been highly attractive to researchers of fabricating AMNCs in the past decades. For instance, self-propagating high-temperature synthesis (SHS) as a typical powder metallurgy method shows a significant position on fabrication methods in terms of its convenient and efficient way of generating nanoparticles. Moreover, the interface between the matrix and the nanoparticles is clean, and the distribution of the nanoparticles is homogeneous [41-43]. In the SHS process, nanoparticles are in-situ fabricated relying on the reaction among elementary substances or compounds [44-46]. Elementary substances or compounds can react with some component in the molten matrix and fabricate in-situ ceramic reinforcement particles. Generally, this process belongs to solvent-assisted reaction in which nanoparticles are obtained in the matrix alloy based on the diffusion of components. Thus, this method was extensively used to prepare AMNCs reinforced with in-situ particles. The self-sustaining reaction front is one of the important factors in SHS reactions. There are three essential requirements for a self-sustaining reaction: (a) The reaction must be highly exothermic. The heat released in the reaction contributes to maintaining the front by promoting the unreacted parts to react. The value of the heat released should be −167 kJ/mol at least to maintain the propagating front. (b) At least one reactant should change into a liquid or vapour phase to promote the diffusion of the fluid reactant moving to the propagating front. (c) The generation rate must be higher than the dissipation rate of heat to guarantee the continuation of the reaction.
However, a few studies focused on the in-situ SHS methods of AMNCs. In AMNCs, the relatively inert matrix can act as a diluent preventing diffusion of the combustion wave. As a result, nanoparticles possess a high value of forming heat, which is more suitable for SHS processing of AMNCs. Moreover, the high fraction of nanoparticles is essential ensuring the reaction is maintained in case an excessive dilution of the matrix stops the reaction. Furthermore, other metal elements in the system can reduce the combustion temperature, which could impede the further growth of nanoparticles. The diameter of ceramic particles decreased with the increasing metal content. Just as the literature reported, when the content of other metals reaches a certain value (≥50 wt-%), the SHS reaction will be incomplete or will not react [47]. However, this problem can be solved by using a finer C source. The fine C source has a larger contact surface, which could reduce the activation energy of the SHS reaction. The Metal-Ti liquid forms at first during heating. After that, C diffuses into the liquid. If the C content is enough, TiCp will start to generate, relying on the reaction between C and Ti. As a result, the diffusion of C is important to the formation of TiCp. It indicates that different C sources (graphite and C black) could change the morphology and generation rate of TiCp.
In other words, the finer C source is beneficial for promoting the reaction completely. As reported, when the C source was C black, the content of the Al3Ti phase was much lower than adopting graphite as the C source in 49 wt-% Al-Ti-C system (Figure 1(a)) [48]. The carbon nanotube (CNT) has a finer size than the graphite and C black, and the particular structure of CNT (pentagons, heptagons and vacancies) makes it more active in chemicals. Thus, the CNT could provide a C source with a high efficiency, which is beneficial for promoting the SHS reaction. No Al3Ti phase was found in the 50 wt-% Al-Ti-CNT system, which proved the theory mentioned above. Moreover, only a few Al3Ti were found when Al reached 80 wt-%. According to Merzhanov's empirical criterion, in terms of a self-sustaining reaction in the absence of preheating, the adiabatic temperature (Tad) should be more than 1800 K, corresponding to the maximum addition of 67.12 wt-% Cu, 46.65 wt-% Al and 77.4 wt-% Fe in the Metal-Ti-C systems, respectively. The maximum combustion temperature of all systems reduced with the increasing content of metals (As shown in Figure 1(b)). Different combustion temperatures can influence the morphology of TiCp.
XRD patterns of SHS products and the variation in the maximum combustion temperature. (a) XRD patterns of the SHS products and (b) the variation in the maximum combustion temperature with the Me content [48]. Copyright 2011, Nanoscale Research Letters.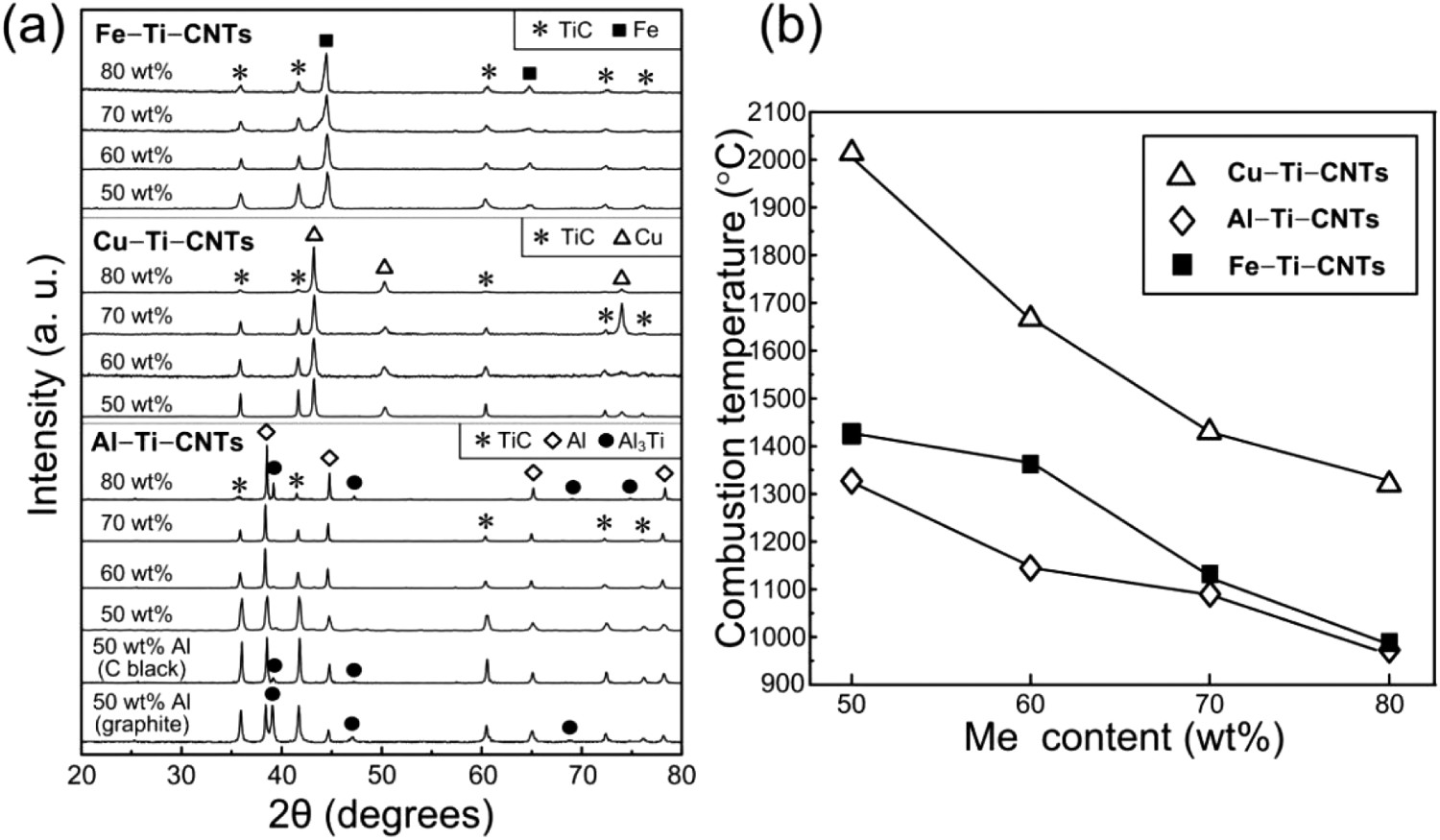
Generally, metal content plays an important role in the in-situ synthesis of ceramic particles. According to Choi [49], the front of the self-propagating reaction will not be maintained if the over 0.1 molar ratio of Al is introduced into the Ti-C reactive system at room temperature. To make the combustion reaction mentioned above go well, the compact must be preheated. It indicates that the increasing enthalpy of the compact results from compensating for the decreasing heat generation caused by the Al diluent. Once preheating the compact over the melting point of the Al, at which titanium aluminide is generated, it can be found that the combustion reaction between Ti and carbon will not be observed as well if the compact contains a 0.5 molar ratio Al element. The density of AMNCs with a low-volume fraction of the Al-matrix, which is fabricated through the SHS process, is relatively low (78% of the theoretical density). Moreover, the actual density of the compact is 92% of the theoretical density after the hot isostatic pressing (HIP) process at 773 K. This is resulted from the generation of a high-volume fraction of nanoparticles in the compact.
Particle morphology is another hot issue in the study of particle reinforced Al matrix composites. The main research contents include combustion temperature, C/Ti ratios, stoichiometry and lattice parameters. The lowest combustion temperature shows an octahedron shape. With the increasing combustion temperature, synthesised TiCp tends to be larger. TiCp shows a truncated octahedron shape for the maximum combustion temperature, as can be seen from Figure 2(a–h). These resultsfavour that the combustion temperature is a key factor in changing TiCp shapes fabricated by SHS. Moreover, the highest combustion temperature displays relatively small flat planes, with the highest sphericity. These fine planes can also be explained by the growth mechanism of TiCp. It means that the combustion temperature figure can change the shapes of TiCp during the SHS reaction in the Al-Ti-C system.
(a-h) FESEM images of the TiCp extracted from the reacted Al-Ti-C samples [50]. Copyright 2009, Crystal Growth and Design.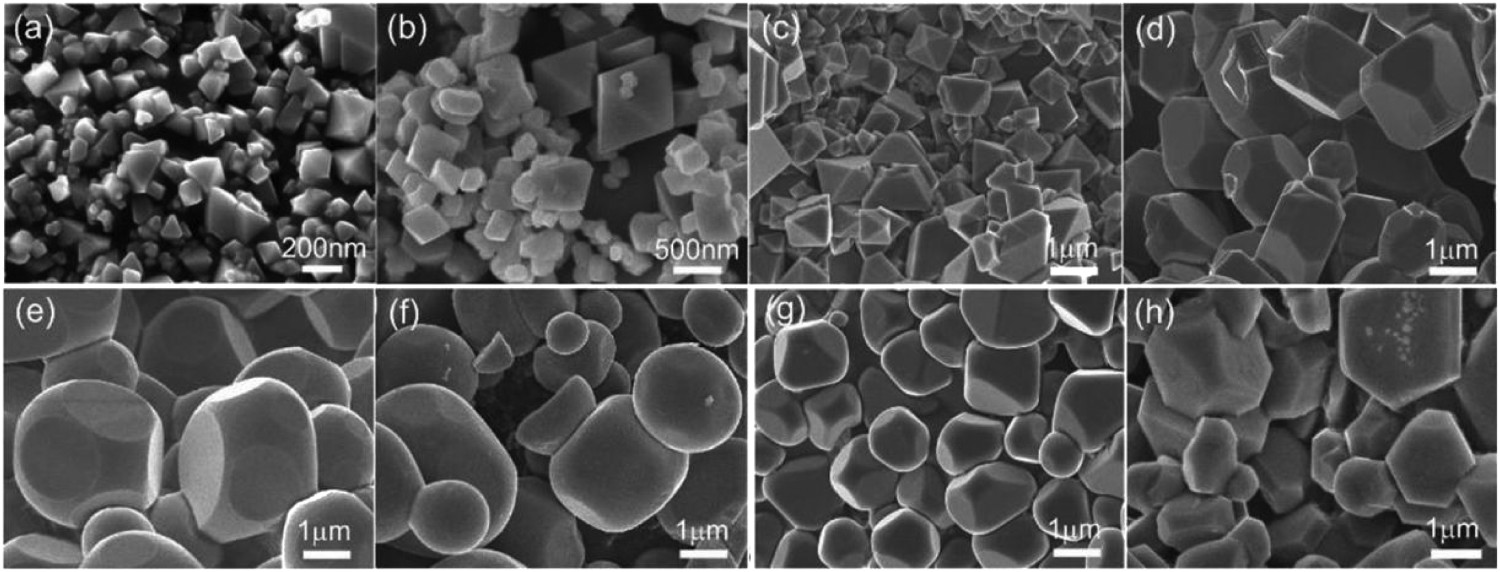
TiCp has a wide range of stoichiometric compositions (from 0.47 to 0.98), and the crystal structure will not change. However, the lattice parameter of TiCp relates to the stoichiometric composition. Thus, the stoichiometry of TiCp may be a factor that changes the TiCp shapes because of the different C/Ti ratios in the reactants. The lattice parameter a0 of the TiCp can be obtained through the XRD results. The stoichiometry of TiCp can be estimated based on the relation between the TiCp lattice parameter and their stoichiometry. The stoichiometry of the TiCp increases with the increasing reactant C/Ti ratio and combustion temperature, as reported in Figure 3.
(a) The XRD patterns, (b) The calculated lattice parameters (c-e) The magnified patterns of the (111), (200) and (220) peaks of TiCp with the designed stoichiometric ratios of 0.5, 0.625, 0.75, 0.875 and (f) The differential thermal analysis comparison of the TiC-1 and TiC-5 samples [52]. Copyright 2019, Materials and Design.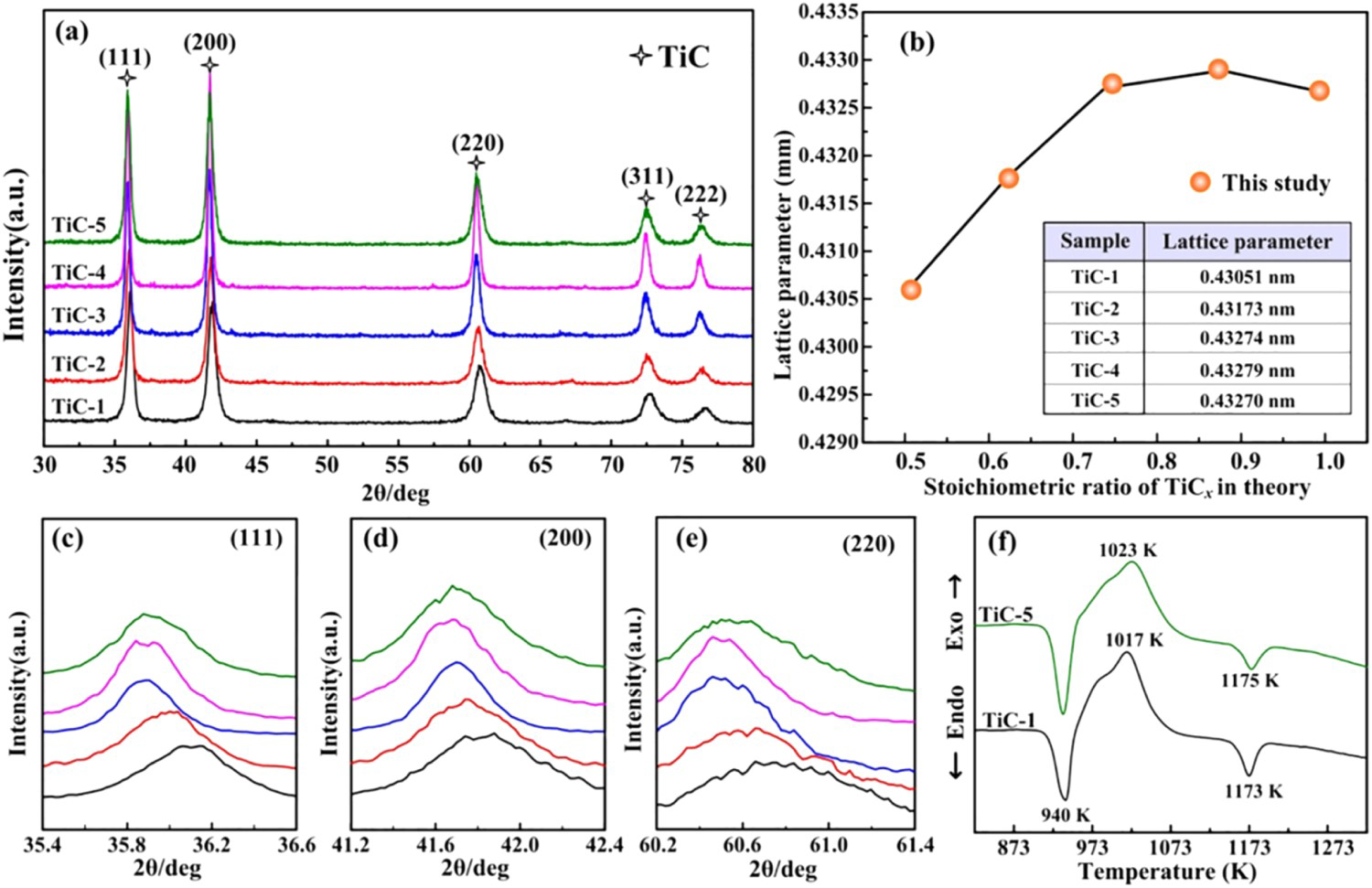
Generally speaking, the stoichiometry of synthesised TiCp can be changed by many aspects, including the C/Ti ratio, the combustion temperature, the generation of other phases and the dissolution of remaining Ti or C when cooling down. Yang et al. [51] proposed that the generation of the Al-Ti phases during the SHS process in terms of samples that possessed a C/Ti ratio <1.0 consumed many Ti, leading to the increase of the stoichiometry of TiCp. The decreasing C/Ti ratio or the increasing Al content can cause a decrease in combustion temperature and an increase in the Al3Ti phase (Figure 1). These are negative to the stoichiometry of synthesised TiCp. The TiCp has a similar morphology through the lattice parameter, and the TiCp stoichiometry is different. The values a0 and x of TiCp are similar in the samples containing 0.7 and 1.0 C/Ti ratios, but their morphologies are different. Thus, it is concluded that there is no certain relation between the TiCp stoichiometry and their morphology. Moreover, with stoichiometric ratios increasing, the growth morphology of the nano-TiCp during combustion synthesis can transform from octahedron to truncated-octahedron, finally becoming spheroid.
The crystal growth mechanism of TiCp by the SHS process can be proposed by comparing the morphologies of TiCp fabricated under different combustion temperatures (Figure 4). The fine TiCp with octahedral shapes was generated at relatively low combustion temperatures. The octahedron is the nucleation or incomplete growth of TiCp. If the growth of octahedrons is unconstrained, the final shapes of TiCp will be octahedral. TiCp is a face-centred cubic and has a similar structure to NaCl. Thus, the {111} planes of TiCp have the highest surface atomic density and the lowest surface energy. The growth of octahedral TiCp at low combustion temperatures will be enclosed by eight {111} planes, according to the Bravais empirical law. The surfaces of octahedral TiCp in this stage are flat, indicating that the smooth {111} planes are not suitable for the nucleation of the following growth. Thus, these planes have the lowest growth rate. When the combustion temperature increased, the octahedral TiCp changed into truncated octahedrons with increased size. The morphology of the fcc crystal mostly depends on the ratio of the growth rate in the 〈100〉 direction to that in the 〈111〉 direction. The octahedron bounded by the eight {111} planes will form if the ratio is 1.73. The truncated octahedron will form if the ratio is 1.15. As a result, the growth rate of TiCp along the 〈111〉 direction can be promoted by the increased combustion temperature. Some of the growing steps of TiCp existed on the {111} planes. The existence of these growing steps indicates that the growth along the {111} planes is good. This phenomenon results in the increasing combustion temperature that offers high reactions and atomic diffusion rates. The high rates can increase the defects (dislocations and impurities) in the TiCp crystal structure and the density of the C and Ti at the solid–liquid interface.
The morphology evolution manipulating mechanism of the nano-sized TiCp in the Al melt [52]. Copyright 2019, Materials and Design.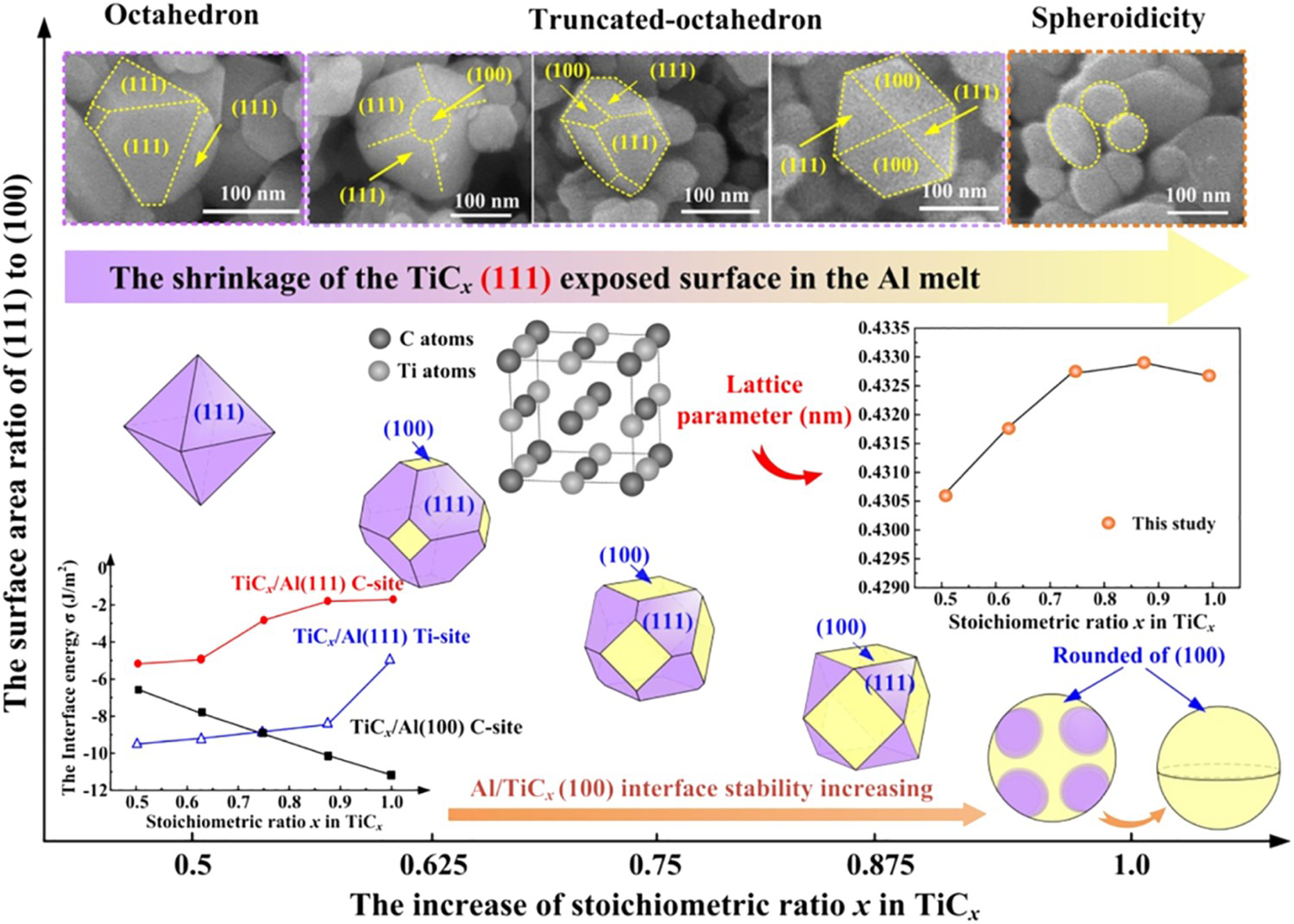
In conclusion, the crystal defects can produce more steps on the {111} planes and offer an extra driving force for TiCp generation, promoting the TiCp growth along the 〈111〉 direction. As soon as the combustion temperature increases further, the shape of the growing steps becomes circular. In addition, more TiCp nuclei can be obtained by increasing the number of the C particles (C/Ti ratio) because the TiCp can nucleate near the C particles. This may result in the impediment of the growing particles, causing the change in grain shapes. The crystal growth of TiCp is very complicated. Other factors like interaction time between the TiCp precursors in the reactant may also affect the growing mechanism of TiCp. However, these factors are not independent. For instance, a higher combustion temperature can cause a higher dissolution rate of C in the reactant to generate TiCp.
As a ceramic particle with good comprehensive properties, TiB2 is also a principal research object, especially the study of bimodal-sized and dual-phased ceramic. Moreover, bimodal-sized particles, mainly micro- and nano-sized ceramic particles, generally are more efficient in strengthening and refining the metal matrix than that of single-sized counterparts. Bimodal-sized and dual-phased ceramic reinforced Al-matrix can be fabricated by combustion synthesis and hot press in the Al-Ti-B4C system. The nano-sized TiCp and submicron-sized TiB2p existed in the interiors and at the grain boundaries of the grain. In general, the sizes of the fabricated TiCp and TiB2 particles would increase with increasing TiCp-TiB2 content. The hybrid-sized TiCp-TiB2 particles could also improve the mechanical properties at room and elevated temperatures. Yang et al. [43] fabricated 50, 60 vol.-% TiCp/Al and 50, 60 vol.-% TiCp-TiB2p/Al composites by combustion synthesis in Al-Ti-C and Al-Ti-B4C system. The results (as presented in Figure 5) showed that the yield strength, ultimate compressive strength, plastic strain and total strain decreased with TiCp content from 50 vol.-% to 60 vol.-%. On the other hand, the elastic modulus, yield strength and ultimate compressive strength of TiCp-TiB2p/Al composites are higher than TiCp/Al composites at the same content. Meanwhile, the wear rates and CTE of TiCp-TiB2p/Al composites are significantly lower than TiCp/Al composites. The hybrid-sized TiCp-TiB2 particles reinforced Al composites could overcome the decline in comprehensive performances of high-volume fraction ceramic/Al composites caused by the increasing ceramic content. As a result, the compression performance, wear performance and thermal expansion performance of the composites can be enhanced.
(a) Compressive engineering stress-strain curves, (b) compressive mechanical properties, (c) and (d) comparison of compressive mechanical properties, (e) volume loss and (f) coefficients of 50 vol.-% TiCp/Al (S-AC-5), 60 vol.-% TiCp/Al (S-AC-6), 50 vol.-% (TiCp+TiB2p)/Al (D-AC-5) and 60 vol.-% (TiCp + TiB2p)/Al (D-AC-6) composites [43]. Copyright 2021, Composites Part B.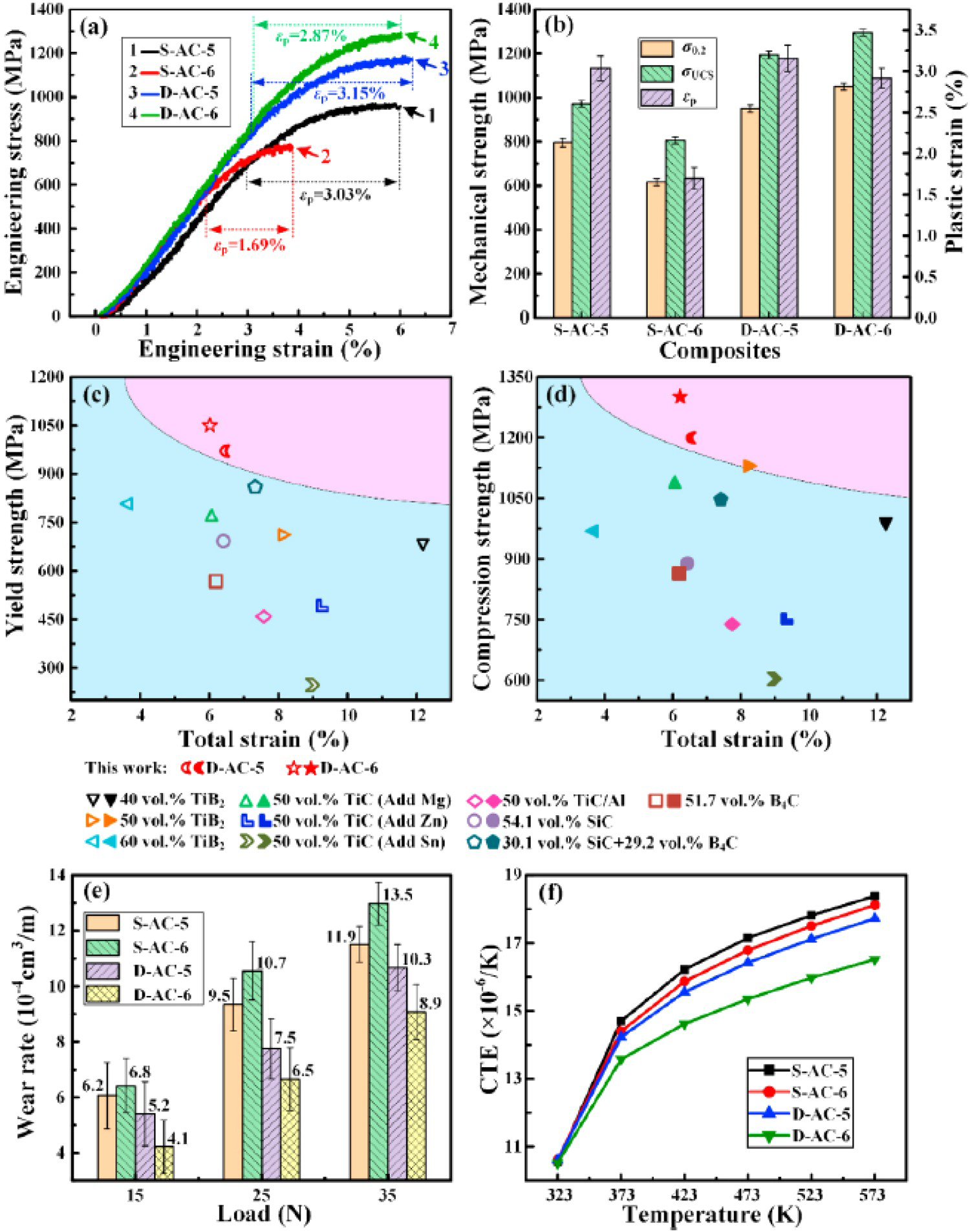
Particle content is affecting the properties of particle reinforced Al matrix composites. Nano-TiCp can act as strong barriers to impede the dislocation motions, and the mechanical properties of the TiCp/Al composites can be improved according to the Orowan strengthen effects. With the average size and a higher proportion of nano-TiCp in composite, more nano-TiCp in the composite can be observed. On the other hand, the better dispersion of the nano-sized TiCp in the composites contributed to the further improvement in the strength and fracture ductility. Moreover, with the increase in particle size, the wear resistance of composite material is improved. It is mainly because the hardness of composites increased with the increasing particle content, the depth of particles penetrated the soft surfaces getting shallower. The effect of micro-cutting, ploughing and pull-out of hard particles is reduced. Therefore, the composite with higher particle content obtained the best comprehensive properties. The results in Figure 6 show the effect of particle content on the composites. These results will provide some constructive reference for particle-reinforced Al-matrix composites with various particle content.
(a) Compression engineering stress-strain curves of Al-Zn-Mg-Cu alloy and nano-TiCp/Al-Zn-Mg-Cu composites and (b) Wear rate vs. applied load under the SiC abrasive particles of 23 mm for the Al–Zn–Mg–Cu alloy and nano-TiCp/Al–Zn–Mg–Cu composites [54]. Copyright 2018, Archives of Civil and Mechanical Engineering.
Deformation process
In the last few decades, researchers have used hot extrusion to fabricate AMNCs and obtained remarkable achievements [55-58]. The reactive hot pressing (RHP) process has been proposed for manufacturing the AMNCs based on the exothermic dispersion [59,60]. It contains the exothermic transformation of reactants to in-situ reinforcement particles followed by the hot pressing of the AMNCs. As a result, dense AMNCs can be fabricated in one process. For instance, specific i and B powders and a suitable content of Al powders are mixed cold-pressed [61]. The pre-compacted sample is heated over 800°C in a vacuum and sustained for 10 min, subsequently cooling down to 500°C and hot-pressed. This method obtains in-situ particles reinforced AMCs with a diameter of 60 mmand a height of ∼100 mm. The dense as-pressed AMCs could be followed by hot extrusion. TiB2 particles that have a size range from 0.1 to 5.0 mm are in-situ generated. Moreover, the Al3Ti phase was detected in AMCs fabricated by other in situ processes [62,63].
Uan et al. [64] investigated Al reinforced with Al3Ni particles. After performing hot extrusion at 200 °C, TEM observation of the position where the extrusion has been activated, as shown in Figure 7(a), which indicates the pinning effect of Al3Ni particles. As shown, tangled dislocations are observed around Al3Ni particles. Also, some sub-grains are pinned down by these particles, as pointed out by the two arrows in Figure 7(a). As for the longitudinal section, many dislocations generated during the preliminary stage of the extrusion process vanish, while sub-grains appear and the long Al3Ni fibres are broken into pieces. As shown in Figure 7(b), sub-grains are often generated close to the cracks of broken Al3Ni fibres. Figure 7(c) reveals a typical growth of a sub-grain, which indicates that sub-grains grow further into the cracked region, resulting in separating the two parts of the broken Al3Ni fibre. The transverse section of hot extrusion at 200°C is full of sub-grains. In these positions, Figure 7(d–f) reveals that the Al3Ni particles show up only at the grain boundaries. The eutectic particles are rodlike along with the longitudinal axis aligned to the extrusion direction, as shown in Figure 7(f). In an already extruded position, the sub-grains are almost equiaxed (Figure 7(e,f)) with a sub-grain size of 1.14 µm on average.
Hot extrusion at 200 °C, transverse section of the position shows numerous tangled dislocations, many of them pinned by adjacent Al3Ni particles. The sub-grains are marked by two arrows; Longitudinal section: (b) a small sub-grain near the crack of a broken Al3Ni fibre; (c) sub-grains separating the pieces of broken Al3Ni fibres. (d) and (e) transverse section; (f) longitudinal section of position [64]. Copyright 2001, Acta Materialia.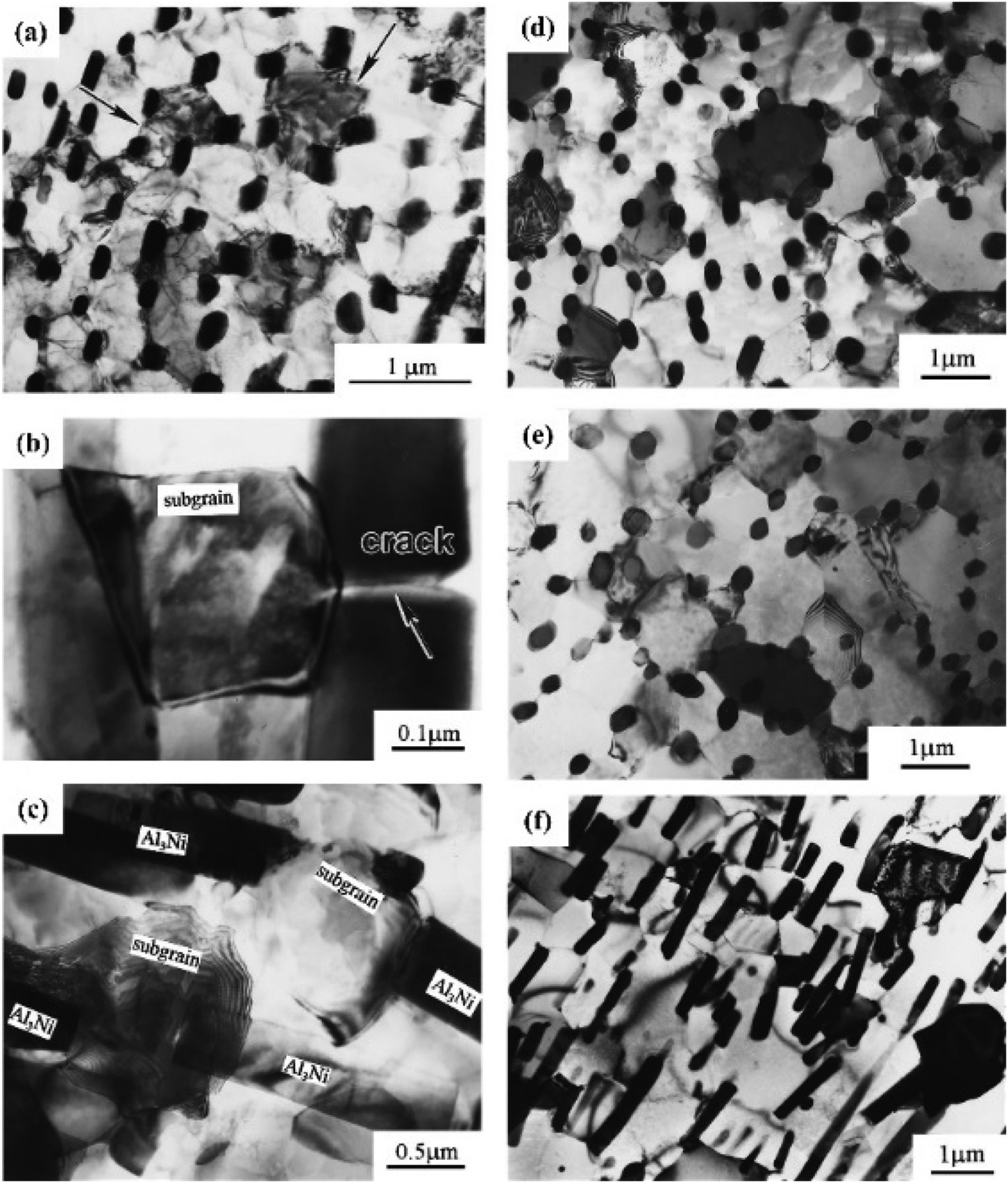
The nano-sized particles can impede the recrystallisation during the heat treatment by Zener pinning [65,66]. For Al alloy, if the ratio of particle content to its diameter (Fv/d) is bigger than 0.1–1 μm, the recrystallisation is usually impeded [17]. Wang et al. [67] studied the recrystallisation behaviour of 2009Al alloy and nano-sized TiC/2009Al composites after hot extrusion, as shown in Figure 8. The matrix 2009Al alloy shows the highest fraction of recrystallised grains (96%), and the mean grain size is 18.8 μm with an equiaxed microstructure, as shown in Figure 8(a,e). Moreover, most of the grain boundaries in the matrix 2009Al alloy are HAGBs (fHAGB). The addition of the nano-sized TiCp changed the microstructure of the matrix 2009Al alloy. Bimodal microstructures with small equiaxed and large grains are observed (Figure 8(c–d)). With the increasing nano-sized TiCp volume from 5 vol.-% to 9 vol.-%, recrystallised grains decreased, and recovered grains and deformed grains increased. The fractions of recrystallised grains in 5–9 vol.-% TiCp/2009Al composites are 81%, 69% and 44%. As shown in Figure 8(f–h), the density of HAGBs decreased with the increasing content of nano-sized TiCp, and the density of LAGBs increased. The fraction of LAGBs in 5, 7 and 9 vol.-% nano-sized TiCp/2009Al composites are 56%, 79% and 95%, respectively. Remarkably, the nano-sized TiCp can hinder the movement of LAGBs and HAGBs and lead to an impediment to recrystallisation and grain growth. The Zener pinning effect of the nano-sized TiCp on the grain boundaries can be enhanced by increasing the nanoparticle content, reducing recrystallised grains.
EBSD maps and misorientation distribution in the grain structure of 2009Al alloy and nano-sized TiCp/2009Al composites with 5–9 vol.-% TiCp [67]. Copyright 2017, Materials Characterization.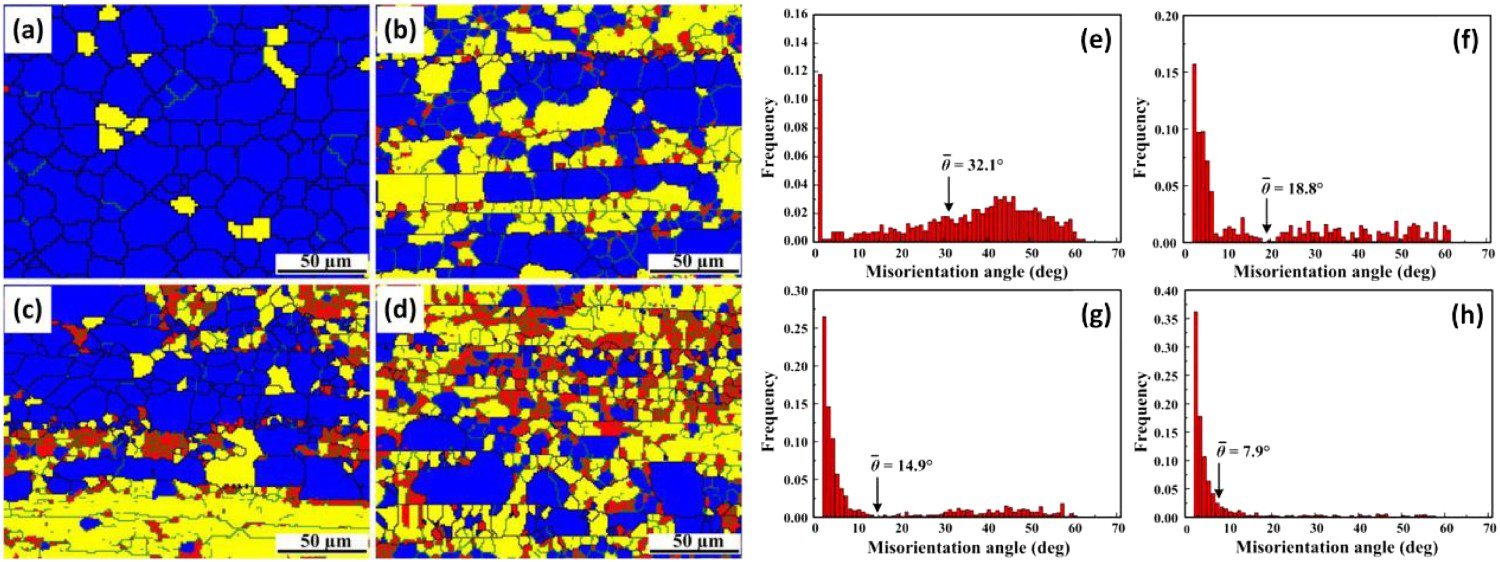
Figure 9(a) shows the BSE observation of the in-situ TiB2/2024 Al composite [68]. The TiB2p distributes along the extrusion direction (ED), defining these regions as the particle-rich zones. Figure 9(a) shows the microstructure of the large clusters in the particle-rich regions. The sizes of TiB2 particles are mostly nano-sized or submicron-sized inside the grains (Figure 9(c)). Figure 9(b) shows the microstructure of 〈100〉 and 〈111〉 grains oriented along ED, and the fractions are ∼35% and 60%, respectively. Also, there are some LAGBs inside the grains. Figure 9(d) shows the high-resolution transmission electron microscopy (HRTEM) image of the interface between the TiB2p and Al-matrix, indicating that the interface is clean and no reacted layer was found.
Microstructure of the in-situ TiB2p/2024 Al-composite: (a) BSE images, the insert showing the large clusters in TiB2p-rich region; (b) EBSD map, the TiB2p marked by white colour; (c)TEM image showing nano TiB2p; (d) HRTEM image and corresponding Fast Fourier Transformation (FFT) patterns, [001] Al //[1213] TiB2, (022)Al //(1101)TiB2p [68]. Copyright 2017, Materials & Design.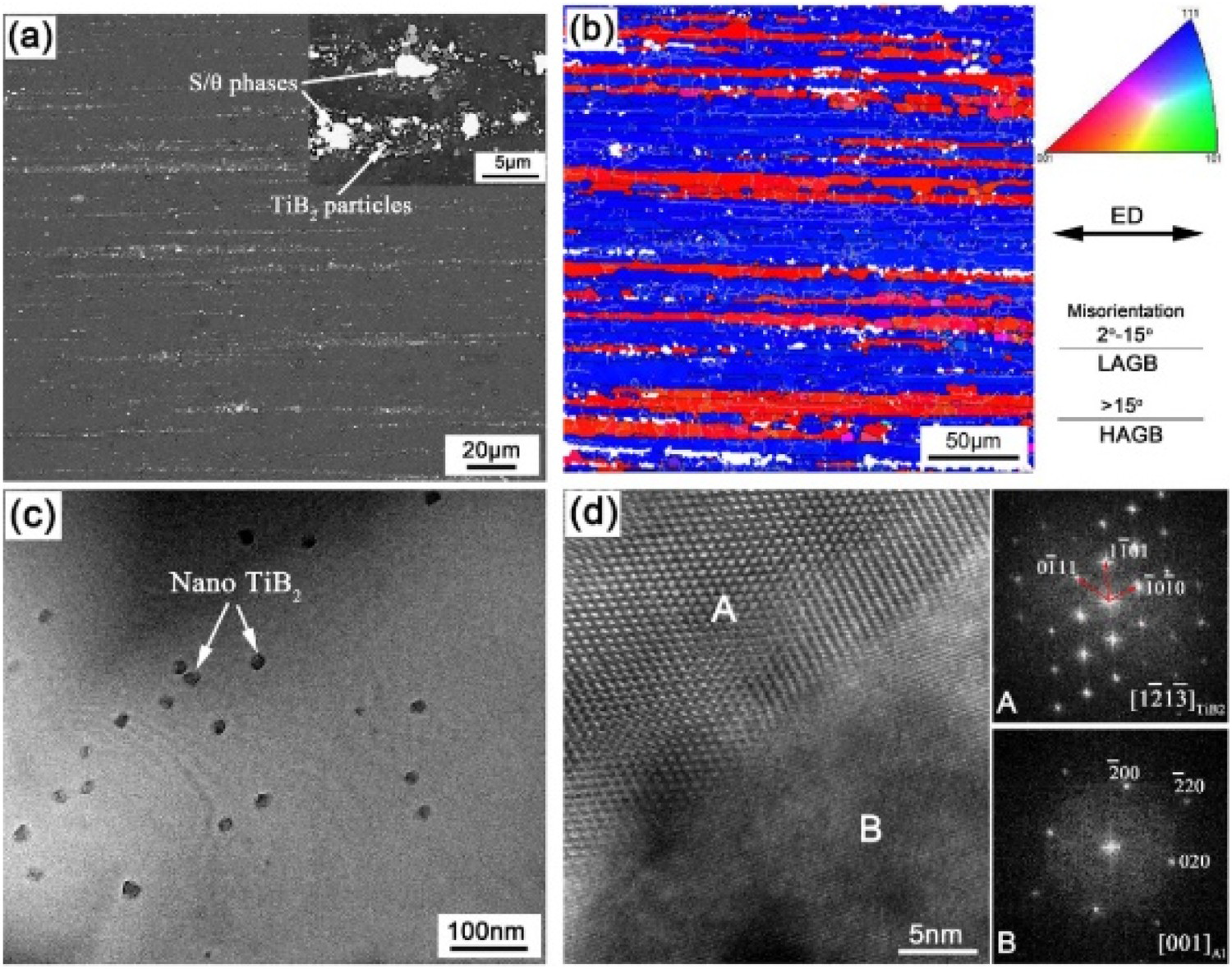
In sum, a new approach to combing these processes has been proposed, as shown in Figure 10 [69]. Offering a new method is preparing master alloy through SHS reaction. The composition of the mixed powders is based on the reinforcement particles and matrix alloy powders, followed by ball milling. After that, the mixed powders were cold-pressed into a compact. The hot press sintering of the compact with uniformly dispersing nanoparticles was performed in a vacuum condition. Then the master alloy was introduced into the molten metal, followed by the mechanical stirring and ultrasonic vibration. After that, the molten mixture was poured into the die. The as-cast samples were homogenised to reduce segregations. The deformation was done at room temperature or elevated temperature. At last, the samples were T6 treated or without this procedure. This technique can yield a uniform distribution of reinforcement and flexibility in reinforcement compositions and design.
Schematic display of preparation process, (a) ball milling dispersion of reinforcement particles with matrix powders, (b) mixed powders were pressed into the cylindrical compacts, (c) preparation of master alloy by hot press sintering of the compacts, (d) the master alloy was added into the molten metal with stirring the molten alloy [69], Copyright 2019, Materials Science & Engineering A, (e) hot extrusion process of the casted samples [69], Copyright 2019, Materials Science & Engineering A, (f) the samples of hot extruded AMCs and (g) hot treatment.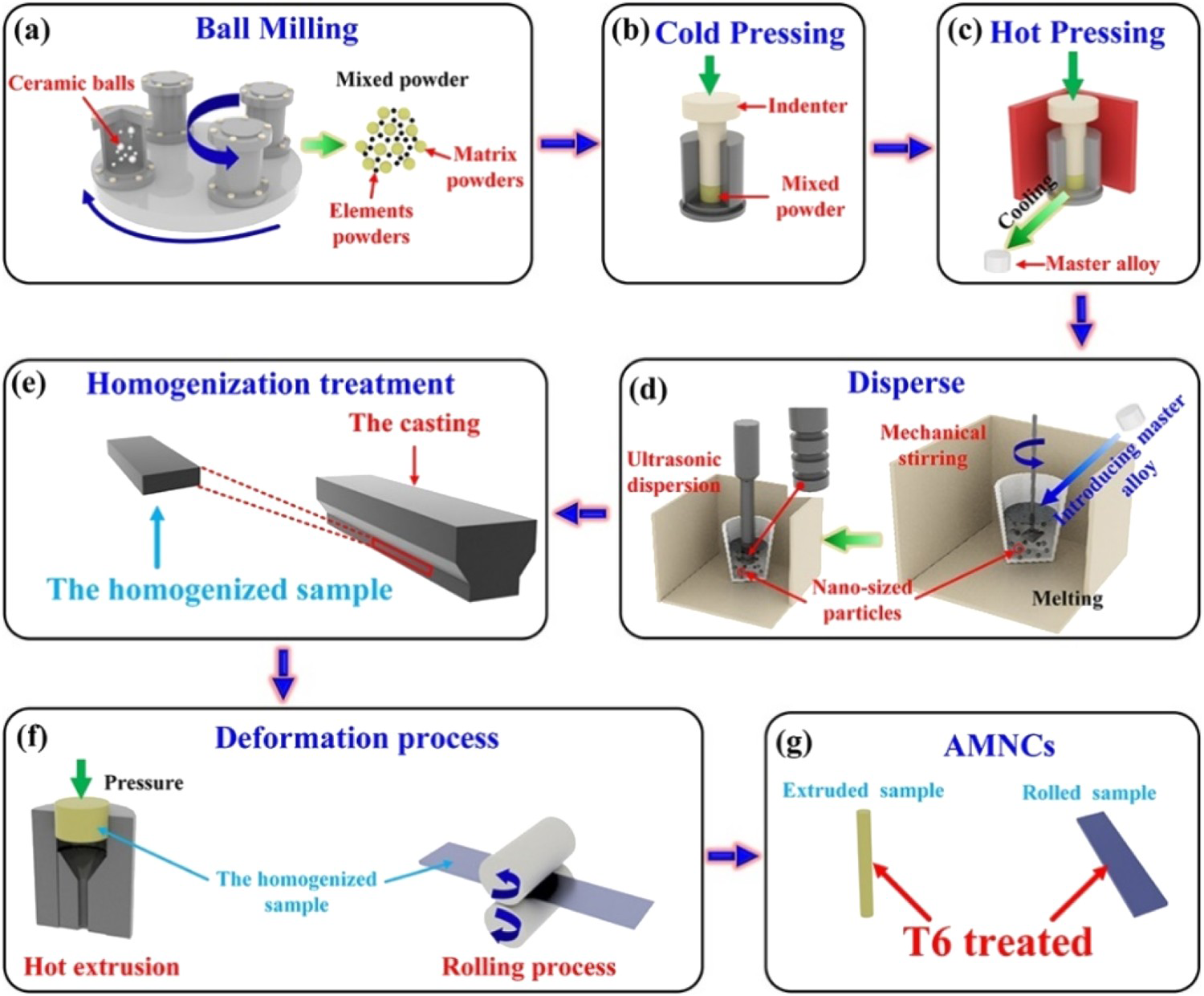
Strengthening effects
Good properties of the AMCs reinforced with in-situ particles were extensively reported [70-73]. They reported that AMCs reinforced with particles exhibit better performance than matrix Al alloys, and reinforcement particles improved strength at room and elevated temperatures. Moreover, an increase in wear and fatigue resistance was observed [54,74,75]. Pandey et al. [76] compared tensile performance between the in-situ TiB2/Al composite manufactured by the exothermic dispersion process and the ex-situ TiB2/Al composite. They found that the in situ TiB2/Al composite possessed higher strength, modulus, and hardness compared with the ex-situ composite, even though the ex-situ composite shows considerable improvement in properties compared with the unreinforced matrix. Moreover, the modulus of the in-situ TiB2/Al composite increases significantly, which is nearly doubled compared with that of the unreinforced matrix. Their opinion supports that enhancement in the in-situ composite mainly resultsfrom the uniform distribution of the high-modulus TiB2 particles, which share a good bond with the matrix.
Gao et al. [53] have investigated the interface between the nanoparticles and the matrix of (TiC +TiB2)/Al composites prepared by combustion synthesis assisted with hot pressing. They found that the interfaces between the in-situ TiCp and TiB2p and the Al-matrix are clean, and the θ′ precipitates were observed (Figure 11). Mitra et al. [35,77,78] studied the microstructures and particle-matrix interfaces of the TiCp/Al and TiB2/Al composites fabricated through the exothermic dispersion process. They proposed that the TiCp surfaces are parallel to the {111} and {100} planes. This was considered to form a strong bond with the Al-matrix. The interface between TiCp and the Al-matrix has generated atomically, and no other phases were observed. Direct contact between in-situ particles and the Al-matrix is at the atomic level, resulting in chemical bonds. However, incoherent and semi-coherent interfaces are found, and it can be explained by the interfacial characteristics, which rely on the size of the particles and their orientation relating to neighbouring Al grains. Meanwhile, Tong et al. [79] reported that TiCp -reinforced AMCs with a uniform distribution of TiCp were fabricated by rapid solidification processing and generally shared a semi-coherent relation with the Al-matrix.
TEM micrographs of composite 20 BCE after tensile tests at room temperature, (a, b) microstructure images, (c) micron-TiB2 particle, (d, e) SAED patterns and HRTEM image of area A, (f) nano-TiCp, (g) HRTEM of area B, (h) IFFT image of area C, (i) nano-TiB2 particles, (j) HRTEM image of area D, (k) IFFT image of area E, and TEM images of θ′ precipitates in (l) Al–Cu–Mg–Si alloy and (m) composite 20 BCE following tensile tests at 573 K [53]. Copyright 2018, Materials Science & Engineering A.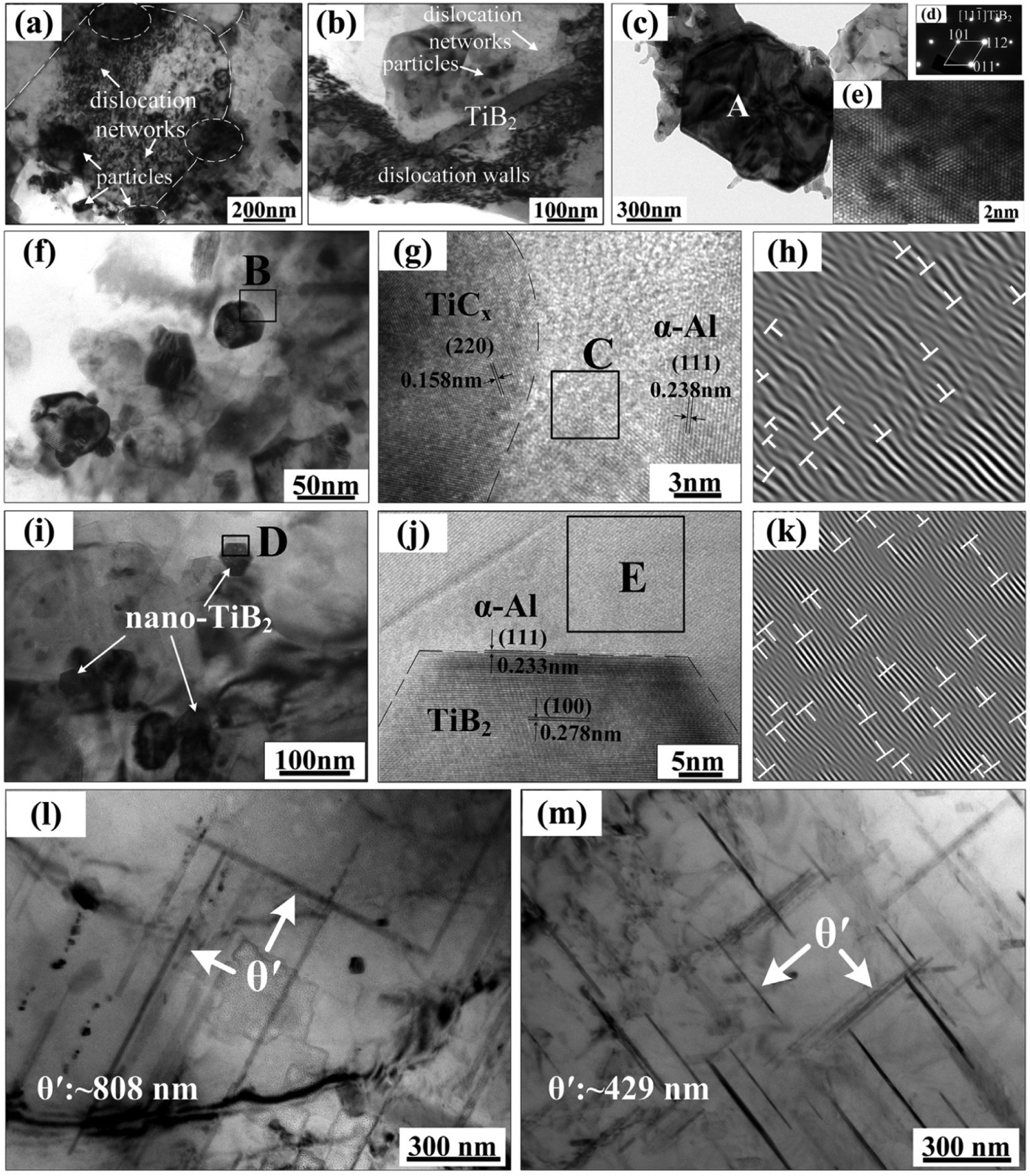
Dynamic mechanical response

 and
and  stand for flow stress and strain rate, and
stand for flow stress and strain rate, and  and
and  are related to dynamic and quasi-static flow stresses, respectively, at constant strain. By considering the flow stress is 6% strain, the calculated strain-rate sensitivity
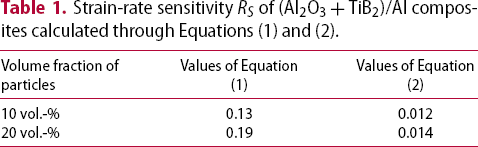
are related to dynamic and quasi-static flow stresses, respectively, at constant strain. By considering the flow stress is 6% strain, the calculated strain-rate sensitivity  is listed in Table 1, which indicates that the strain-rate sensitivity of the composites increases with the volume of the in-situ Al2O3 and TiB2 particles increases. The increase in tensile strength and initial strain hardening rate of AMCs reinforced with in-situ particles under a high strain rate can be explained by the increasing dislocation density in AMCs based on TEM observation mentioned in their works [53].
is listed in Table 1, which indicates that the strain-rate sensitivity of the composites increases with the volume of the in-situ Al2O3 and TiB2 particles increases. The increase in tensile strength and initial strain hardening rate of AMCs reinforced with in-situ particles under a high strain rate can be explained by the increasing dislocation density in AMCs based on TEM observation mentioned in their works [53].
Strain-rate sensitivity of (Al2O3 + TiB2)/Al composites calculated through Equations (1) and (2).
Tensile properties and strengthening mechanism
Tian et al. [94] investigated the Al–Cu alloy reinforced with in-situ nano-sized TiCp prepared by adding the master alloys into the molten Al–Cu alloy mentioned in Figure 12. The α-Al dendrites were refined after introducing the nano-sized TiCp. According to their TEM observations, the nanoparticles contact well with the Al-matrix, indicating a clean interface. Compared with the matrix Al–Cu alloy, the platelike θ′ precipitates are refined, and the number of if increases after adding the nano-sized TiCp, and the tensile strength and the ductility are significantly improved. With the addition of 0.3 wt-% nano-sized TiCp, the ultimate tensile strength, yield strength and fracture strain increased to 554, 350 MPa and 14.75%, increased by 15.5%, 14.2% and 123.5%, respectively, compared with the matrix Al–Cu alloy (303, 485 MPa and 6.6%). The improvement in mechanical performance can be attributed to the refinement of α-Al dendrites and θ′ precipitates and the Orowan strengthening effect of TiCp. Xie et al. [95-99] fabricated the Al-matrix composites by a solid-state method of deformation-driven metallurgy (DDM). The strength-ductility balance of the composites is achieved through severe plastic deformation and dynamic recrystallisation. The 5wt-% SiC nanoparticle reinforced Al-matrix composite has 202% of the elastic modulus and 251% of the hardness of pure Al. And the graphene nanoplatelet (GNP) reinforced Al-matrix composite has an ultimate tensile strength of 468 ± 7 MPa and an elongation of 19.9 ± 0.6%, an increase in strength 293.3% compared to pure Al, with almost no loss of ductility. The enhancement in bending strength and ultimate tensile strength is attributed to the synergistic effect of Orowan strengthening, grain boundary strengthening and dislocation strengthening. The high strength toughening efficiency is achieved by fragmentation, thinning and re-dispersion of GNPs due to the dynamic recrystallisation. Wang et al. [25] prepared the 10–30 vol.-% nano-sized TiCp/2009Al composites utilising the combustion synthesis and hot extrusion. The agglomeration of the nano-sized TiCp broke up after the hot extrusion. With the increasing content of TiCp, the tensile strength increased at first but decreased later. The 20 vol.-% nano-sized TiCp/2009Al composite has the best combination of ultimate strength, yield strength and ductility (500, 248 MPa and 5.8% at room temperature, and 356, 281 MPa and 15.8% at 493 K, respectively). The ultimate strength of the 20 vol.-% TiCp/2009Al composite was ∼15.3% higher than that of the matrix 2009Al alloy at room temperature and ∼41.3% higher at ∼493 K. The increase in tensile strength at room temperature is attributed to the nano-sized TiCp and refined θ′ precipitates [100], but only the nano-sized TiCp contributes to the increase in strength at elevated temperature.
TEM micrographs of the θ′ precipitates in (a)Al–Cu alloy sample and (b) nano-sized TiCp/Al–Cu composite sample; (c, d) corresponding SAED patterns; (e, f) average sizes of the θ′ precipitates in (a) and (b) based on the statistical analysis in the TEM images [94]. Copyright 2016, Materials Science and Engineering: A.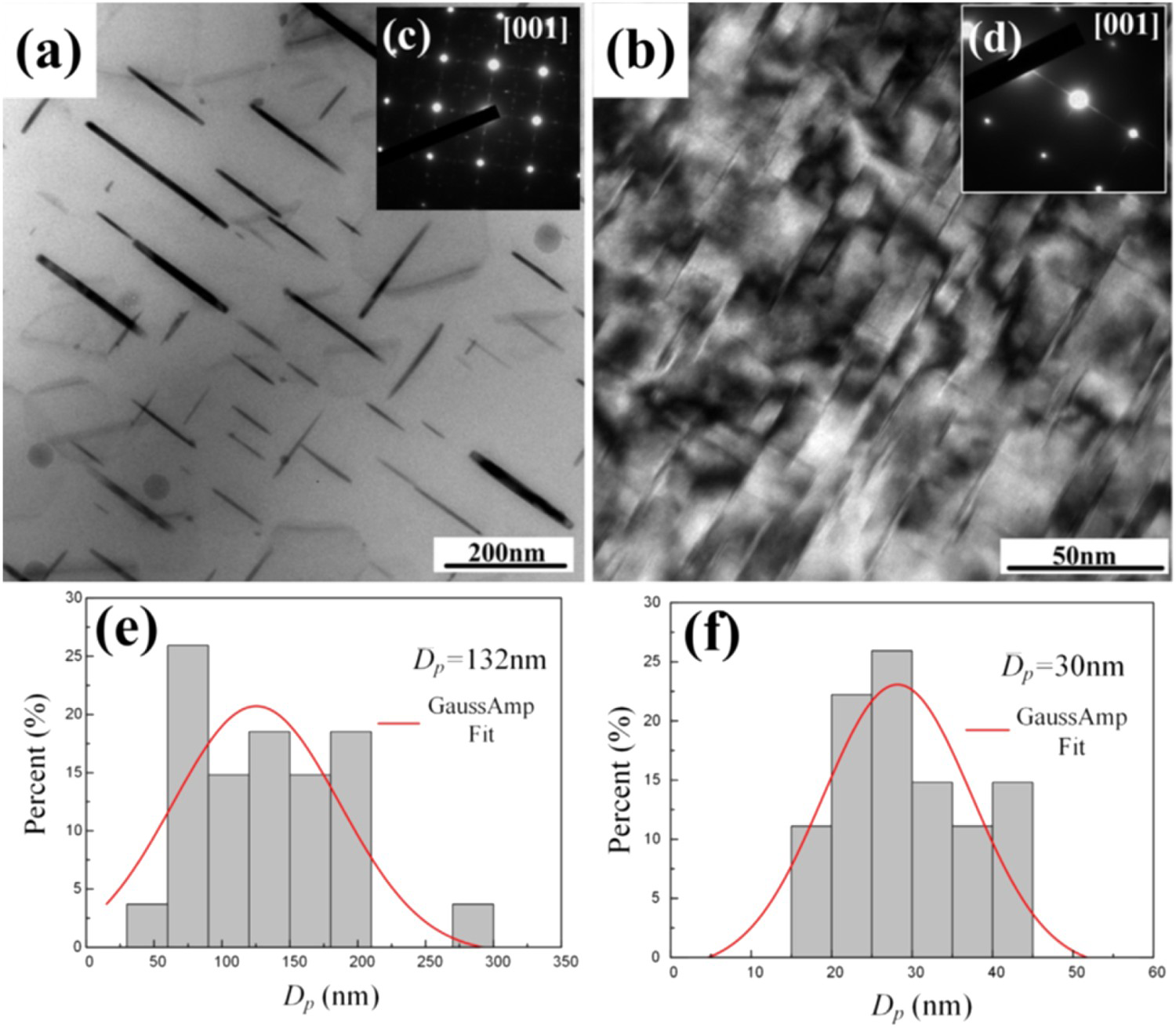
The precipitation strengthening caused by the impediment on dislocation movement by the nano-sized precipitations is an important strengthening effect in Al–Cu alloys. According to the Orowan mechanism, the precipitation strengthening effect can be calculated by the Orowan bypass stress  from [101]:
from [101]:


 is the increase in yield strength, M is the mean orientation factor, G is the shear modulus of the matrix (Pa), b is Burger's vector (m), v is Poisson's ratio, f is the volume fraction of precipitates,
is the increase in yield strength, M is the mean orientation factor, G is the shear modulus of the matrix (Pa), b is Burger's vector (m), v is Poisson's ratio, f is the volume fraction of precipitates,  is the spacing of precipitates and R is the mean diameter of the precipitates. According to the formula, the larger number and finer precipitates are good for enhancing the Orowan strengthening effect. Figure 12 [94] shows the θ′ precipitates dispersed in the Al–Cu matrix alloy and the composite. The circular plane of the disc-shaped θ′ precipitates is vertical to the {100} α-Al-matrix planes. As shown in Figures 12(a,e), the width and length of the θ′ precipitates in the Al–Cu matrix alloy are ∼14.24 nm and ∼132 nm on average, respectively. Compared with the Al–Cu matrix alloy, the θ′ precipitates possess a larger number in the composite. According to Figure 12(b,f), the θ′ precipitates in the composite are ∼30 nm long of and 2–5 nm wide. Also, the θ′ precipitates distribute more uniformly in the composite. The presence of the refined θ′ precipitates is mainly resulted by the refined α-Al dendrites in the composites. The diffusion distance of the Cu atoms becomes shorter in the composites, contributing to good dispersion of Cu atoms after solution treatment. As a result, the θ′ precipitates are refined and distributed uniformly after aging [102]. Moreover, due to the bigger quantity of the precipitates, the Cu atoms will be not enough for the further growth of the precipitates. The Orowan strengthening of the reinforcement particles is an important strengthening mechanism in AMCs reinforced with nanoparticles. In their research, the Orowan strengthening is favourable in the Al–Cu matrix alloy. Thus, the θ′ precipitates and nano-sized TiCp can prevent the dislocation movement, improving the performance of the composites [103,104].
is the spacing of precipitates and R is the mean diameter of the precipitates. According to the formula, the larger number and finer precipitates are good for enhancing the Orowan strengthening effect. Figure 12 [94] shows the θ′ precipitates dispersed in the Al–Cu matrix alloy and the composite. The circular plane of the disc-shaped θ′ precipitates is vertical to the {100} α-Al-matrix planes. As shown in Figures 12(a,e), the width and length of the θ′ precipitates in the Al–Cu matrix alloy are ∼14.24 nm and ∼132 nm on average, respectively. Compared with the Al–Cu matrix alloy, the θ′ precipitates possess a larger number in the composite. According to Figure 12(b,f), the θ′ precipitates in the composite are ∼30 nm long of and 2–5 nm wide. Also, the θ′ precipitates distribute more uniformly in the composite. The presence of the refined θ′ precipitates is mainly resulted by the refined α-Al dendrites in the composites. The diffusion distance of the Cu atoms becomes shorter in the composites, contributing to good dispersion of Cu atoms after solution treatment. As a result, the θ′ precipitates are refined and distributed uniformly after aging [102]. Moreover, due to the bigger quantity of the precipitates, the Cu atoms will be not enough for the further growth of the precipitates. The Orowan strengthening of the reinforcement particles is an important strengthening mechanism in AMCs reinforced with nanoparticles. In their research, the Orowan strengthening is favourable in the Al–Cu matrix alloy. Thus, the θ′ precipitates and nano-sized TiCp can prevent the dislocation movement, improving the performance of the composites [103,104].
Creep and reinforcement behaviour
During the creep test, the grain rotation and grain boundary migration will happen due to the loading stress and high temperature, leading to the coalescence of the grains [105]. Wang et al. [74] proposed a schematic to explain the grain-growing mechanism and understand the microstructure evolution during the creep test, which indicates that contiguous grains possess a common HAGB without performing the creep test, as shown in Figure 13. During the creep test, the high temperature and stress lead to the rotation of contiguous grains, and the common HAGB tends to change into LAGB. After the long creep time, the LAGB disappears caused by the grain migration. Generally, in AMCs, nanoparticles distribute at grain boundaries and inside the grains. Therefore, the nano-sized TiCp can impede the movement of the dislocations, leading to the extra dislocation multiplication inside the grains and LAGBs formed. Also, only part of the movement of the dislocations is impeded by nanoparticles; some of the movement of the dislocations belongs to the climbing mechanism. When the HAGBs transform into LAGBs during the creep test, the LAGBs will be pinned down by nanoparticles distributed at grain boundaries based on the Zener pinning [106]. This pinning effect will be obvious if the volume fraction ratio to diameter nanoparticle is over 100 nm. Moreover, the nanoparticles pin the LAGBs existing before the creep test.
Proposed schematic for deformation model of (a) Al–Cu–Mg alloy and (b) its composite [74]. Copyright 2017, Scientific Reports.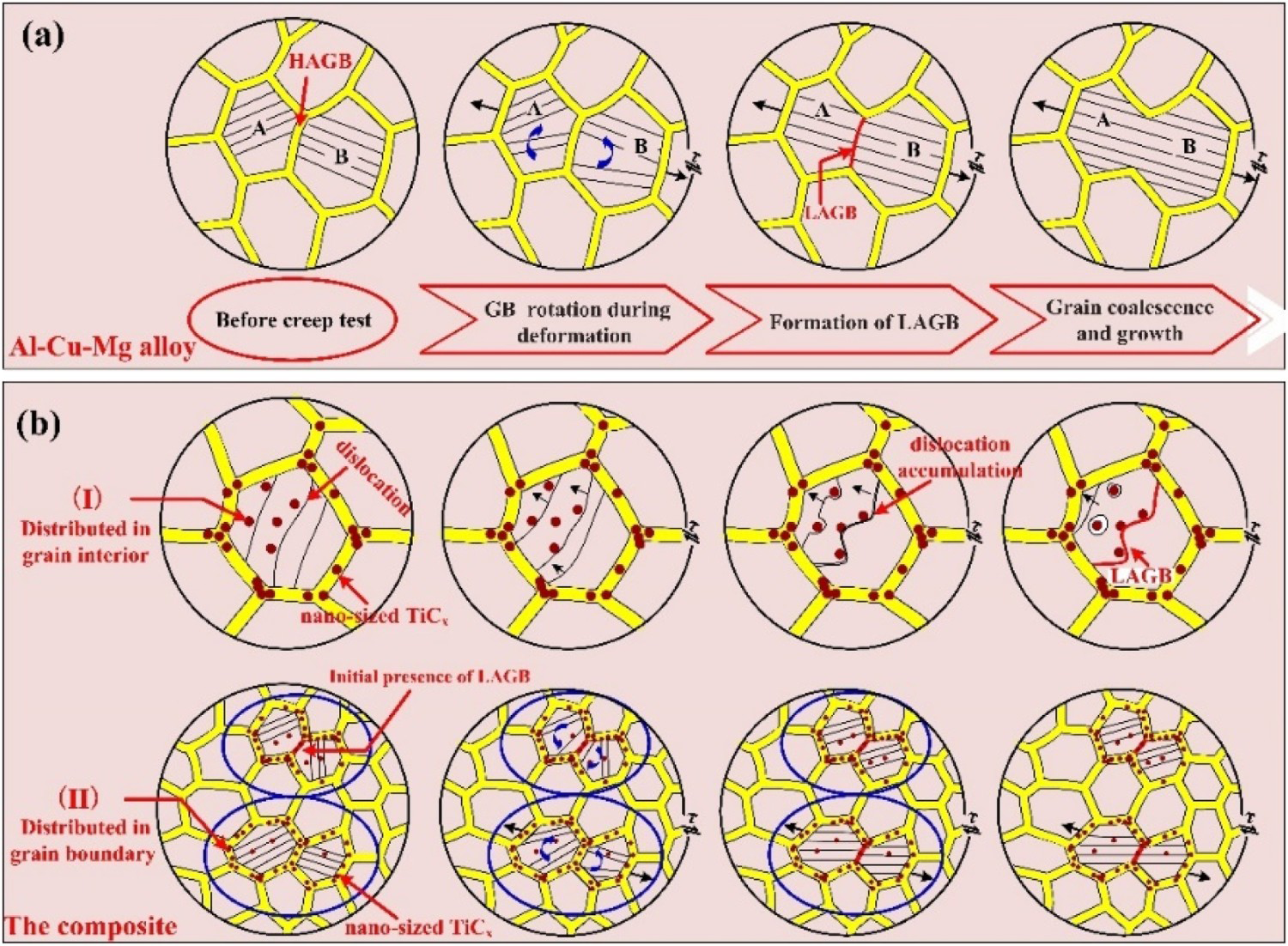
Generally, AMCs possess a high apparent stress exponent and apparent activation energy. Many science workers employed a threshold stress approach [107-111] to understand the creep results of AMCs reinforced with nanoparticles. Most of them focus on the steady-state creep performance of AMCs fabricated by the ex-situ method [112,113]. Studies on the creep performance of AMCs reinforced with in-situ nanoparticles are limited [75,114,115]. Pandey et al. [76] have carried out investigations on the creep performance of both traditional ex-situ 20 vol.-% TiB2p/Al and in-situ 20 vol.-% TiB2p/Al composites at elevated temperature. Both composites had high apparent stress exponent and apparent activation energy. The apparent stress exponent is 8–14 at 300 and 350 °C, and the apparent activation energy is 339 kJ/mol in the in-situ TiB2/Al composite. They are much larger than those of the matrix Al under the same environment. Moreover, they found the creep resistance of the in-situ TiB2p/Al composite is better than that of the ex-situ TiB2p/Al composite. They studied the steady-state creep performance of in-situ and ex-situ TiB2p/Al composites and found that the steady-state creep performance of the ex-situ TiB2p/Al composite can be understood by the substructure invariant model by adding threshold stress into the creep equation. On the contrary, the creep performance of the in-situ TiB2p/Al composite could not be understood entirely by the existing dislocation creep models, though optimising the threshold stress. This phenomenon results from the unregular creep performance of in-situ TiB2p/Al composite observed at higher temperatures [76].
Overview and outlook
In recent years, nano-sized ceramic particles have attracted more and more attention due to their excellent comprehensive properties. Simultaneously, the study of nanoparticles reinforced metal matrix composites has also prevailed. The special properties and applications of nanomaterials are mainly dependent on the distribution of nanoparticles in composites. In general, homogeneously distributed nanoparticles will endow nanomaterials with superior properties such as high plasticity and high ductility. Therefore, the fabrication process of nanoparticles reinforced metal matrix composites is extremely important. In this summary, we pay attention to the developments and breakthroughs of nanoparticles reinforced AMCs in the past decades from the effort they have tried in the distribution of nanoparticles in the materials.
In this review, research on recent investigations in fabrication, strengthening effects, microstructures and mechanical properties of AMCs reinforced with in-situ particles has been provided. To fabricate uniformly dispersed particles’ reinforced AMCs, many techniques have been proposed over the last decades. A review of the existing literature indicates that these fabrication methods can be divided solid-state methods, liquid-state methods and semi-solid methods. Among these processes, a combination of SHS reaction and hot deformation shows a significant advantage in fabricating in situ AMCs recently. The features of different fabrication methods are discussed. The thermodynamics and kinetics of in-situ reactions in manufacturing AMCs reinforced with in-situ particles are mentioned. The mechanism of in-situ formation of ceramic reinforcement particles for some reactive systems is still not well investigated. Accordingly, the in-situ AMCs possess better mechanical performance than the traditional ex-situ AMCs. These significant properties make them candidates for applications in industrial fields. The in-situ AMCs generally have small reinforcement particles distributed uniformly in the matrix. Moreover, a clean particle-matrix interface is always found in the in-situ AMCs. In-situ fabrication of reinforcement particles in the Al-matrix seems a considerable method to prepare AMCs. The in-situ generation of reinforcement particles provides better control of the size and content and the matrix-particle interface, resulting in excellent mechanical performance. Meanwhile, the nanoparticles improve the performance of welded joints through the mechanism of fine-grain strengthening, Orowan strengthening and dislocation strengthening. Moreover, it is more cost-effective to generate the in-situ reinforcement particles in the Al-matrix than to produce ex-situ particles reinforced AMCs by incorporating expensive reinforcement particles in the matrix. Although some difficulties still need to be challenged, the new composite technology (Figure 10) of the in-situ fabrication of particles reinforced AMCs provides a possibility for commercial applications.
The in-situ fabrication method will be used to produce high-performance composites shortly for the lightweight automobiles and aerospace. The in-situ technologies demonstrate high potential in metallic and ceramic scaffolds. The composites with a good combination of physical, chemical, mechanical, tribological and biological properties produced using in-situ methods are highly attractive in mechanical engineering and medicine. Studies aimed at developing and fabricating Al-matrix composites would be useful and would allow the production of a new generation of metal tools. Also, the pre-distribution (including SHS) provides a wide range of options for the fabrication of nanoparticles with controllable structures. The composites with different reinforcement particles have shown extremely promising properties for various applications and found their routes as used in industrial applications.
Finally, to realise the brilliant prospects of particles reinforced AMCs, more fundamental work should be done to solve the distribution problem in nanocomposites. In the foreseeable future, fundamental studies of fabricating AMCs will never be at a standstill. Methods of artificially intervening and controlling the distribution of nanoparticles to obtain desirable nanocomposites will gradually become mature and favourable to meet the growing demand from engineering and functional fields.
Footnotes
Acknowledgements
This work is supported by the Science and Technology Project of Jilin Provincial Education Department (JJKH20220098KJ).
Authors’ contributions
Dong-Dong Zhang, Xi-Ya He, Ya-Li Gao and Run Geng collected information and data related to this review. Dong-Dong Zhang, Ya-Li Gao and Yu Liu determined the structure of this review. Dong-Dong Zhang and Run Geng contributed to the writing of the paper.
Disclosure statement
No potential conflict of interest was reported by the author(s).