
Abstract
The objective of this study was to assess the effect of different aluminium additions in microstructure evolution and hardness of powder metallurgy processed titanium aluminides. Alloys with aluminium contents of 10, 20, 30, 40 and 45 at.-% were prepared using mixtures of elemental powders that were cold uniaxially pressed. Sintering was conducted at 1300 and 1400°C for 2 h under argon atmosphere. The results indicated a sharp decrease in sinterability for larger elemental aluminium additions. Furthermore, the hardness values decreased with the aluminium content due to the higher porosity. However, in alloys with higher aluminium content, despite the higher porosity, microstructural homogeneity was improved and equilibrium phases α2-Ti3Al and γ-TiAl could be achieved in fully lamellar Ti-40Al and Ti-45Al.
Keywords
Introduction
Titanium aluminides show excellent high-temperature mechanical properties, as well as good corrosion and oxidation resistance, thus are great candidates for high-temperature applications [1,2]. Furthermore, their low density (∼3.7 g cm−3) [3] can be of great advantage for the production of gas turbine engines, exhaust valves and turbocharger rotors [4,5]. Despite the interesting high-temperature properties, some drawbacks hinder a wider application of titanium aluminides, especially when production costs are imperative. According to Clemens et al. [6], titanium aluminide alloys in the last two decades were processed mainly by ingot metallurgy with a focus on isothermal forging, although rolling and extrusion have also been applied resulting in excellent mechanical properties. The ingots are prepared by plasma arc melting or vacuum arc melting, which requires costly infrastructure. Furthermore, conventional processing routes such as ingot metallurgy typically result in coarse structures and segregation, which can be alleviated by expensive thermomechanical treatments. Moreover, machining of titanium aluminides is difficult consequently increasing the overall costs of production [7,8].
Powder metallurgy (PM) is a manufacturing technique that offers reduced costs with near-net shape capability, as well as good microstructural homogeneity leading to fine and segregation-free microstructures [9,10]. Moreover, the use of PM techniques decreases the waste of raw materials, since nearly 100% of powders are employed to build the final part [11]. The demand for temperature materials at affordable prices is on the rise, therefore large and fast industrial-scale manufacturing processes such as PM are extremely attractive.
Press and sinter is a reliable PM route for this purpose, as it is a well-established and widely used means of production for ferrous and aluminium automotive components [12]. Press and sinter consist of cold compaction of powers followed directly by sintering procedures without intermediate operations. However, since it is common practice to employ pressureless sintering of blended elemental powders, the sintered density tends to be lower as well as the mechanical properties. One of the greatest challenges of sintering blended elemental titanium and aluminium powders is to cope with the swelling effect. The swelling results from the high reactivity between aluminium and titanium, which leads to the formation of intermetallic phases ultimately resulting in large pores [13,14]. Additionally, since elemental powders need to diffuse to achieve the targeted alloy, sintering parameters such as temperature and time are imperative for homogenisation to take place. Different approaches have been applied to decrease porosity and/or improve microstructure homogeneity in reaction sintered PM titanium aluminides. Wang and Dahms [15,16] have conducted studies on extruded alloys prepared with mixtures of elemental powers and reported that porosity was significantly reduced by changing the extrusion ratio. Z. Trzaska et al. [17] employed Spark Plasma Sintering and hot pressing to achieve densifications of >90%.
In order to achieve homogeneous parts with high sintered density, pre-alloyed powders can be used. Yet, these powders have a higher cost due to their production complexity and might not be the most economical option [18]. Moreover, the compressibility of pre-alloyed powders is severely reduced in comparison to the more ductile elemental powders. Therefore, investigating the effects of aluminium content in the sinterability of titanium aluminides is of great importance to enable a possible reduction of production costs by the blended elemental powder approach. Reports of different titanium aluminide alloys with small additions of elemental aluminium typically describe less densification than their pre-alloyed counterpart [19,20]. However, a study systematically varying the Al content focused on sinterability and phase formation for the press and sinter technique is still missing. In this present study, an investigation of the sinterability of titanium aluminide produced using blended elemental powders was carried out. The Ti-Al binary system was chosen due to its simplicity and to isolate the effect of adding a wide range of quantities of elemental Al powder. Binary Ti-Al specimens with varying aluminium contents were prepared using elemental Ti and Al. Density and porosity measurements were carried out to assess the sinterability. Differential Scanning Calorimetry (DSC) measurements were conducted to investigate the reactions that took place during sintering, as well as X-Ray Diffraction (XRD) to elucidate phase formation. Additionally, Vickers hardness measurements were performed to evaluate room temperature strength as a function of the aluminium content.
Materials and methods
High purity Ti and Al powders were provided by Standford Advanced Materials, U.S.A. The mean particle sizes were 21 and 27 µm, respectively. The powders were blended using a mortar and pestle at room temperature for about 2 min. Specimens with different Al contents of 10, 20, 30, 40 and 45% (in at.-%) were prepared. The powder mixtures were uniaxially pressed into cylinders with 8.1 mm diameter and 5.5 mm height in a single action die with a pressure of approximately 380 MPa. Sintering was conducted in a tubular furnace under an argon atmosphere at 1300°C and 1400°C for 2 h. Density measurements using Archimedes’ Principle were carried out according to ASTM B962 [20]. To close surface porosity, the specimens for density measurements were oil-impregnated on a Petri dish at 82°C ±5 for 4 h.
Sintered samples were mounted in resin and were stepwise mechanically ground with sandpaper and polished with 1 µm diamond paste for microstructural investigation. Images from polished samples were obtained using a scanning electron microscopy EVO MA15 from ZEISS in backscattered electron mode equipped with an energy-dispersive X-Ray Spectroscopy system (EDS) from Oxford. Since the images were recorded with the backscattered electron detector, etching was not necessary. A Leica Neophot 32 light microscopy was used to analyze porosity with the open-source image analysis software ImageJ. For each specimen, 36 images were recorded from different areas with a magnification of 200× using the light optical microscope. The roundness as considered in this work corresponds to a comparison with a perfect circle, which should have a value of 1. With an increasingly elongated shape, this value should approach 0. Structural characterisation was carried out by XRD using an X'Pert3 PRO Powder from Malvern Panalytical (Cu-Kα radiation, 40 kV applied voltage and 30 mA tube current). Vickers microhardness measurements were performed on polished samples using an FV-800 from Future-Tech with a load of 0.3 kgf for 15 s. DSC analyses were conducted on powders mixtures using a Netzsch STA 409C/CD. The heating rate applied was 20 K min−1 and the measurements were conducted under argon.
Results and discussion
Phase formation during sintering
Figure 1 shows DSCs curves for mixtures of powders containing different Al additions. At approximately 660°C, an endothermic peak could be identified, which corresponds to the melting of elemental Al. As soon as the Al particles melted, a sharp exothermic peak appeared in the range of 670–710°C, depending on the composition. This peak indicates the formation of an intermetallic phase (TiAl3) with a small shift to higher temperatures as the Al content increases. The correlation between the exothermic peak in the same temperature range as seen in Figure 1 and the TiAl3 phase has been reported by Soyama et al. [21] in which the formation of TiAl3 was inferred from low-temperature sintering experiments. In addition, Sina and Iyengar [22] studied the reactive synthesis of titanium aluminides and found that for a low amount of Al in the mixture, a large content of unreacted titanium remained in the system. The unreacted Ti particles were surrounded by a layer of TiAl3 suggesting that TiAl3 was the first phase formed due to the reaction between molten Al and solid Ti particles [22,23]. With further heating, the TiAl3 layer was then transformed by diffusion of unreacted Ti nearby forming TiAl2, Ti3Al and TiAl phases.
DSC curves of alloys with varying Al content showing the formation of the TiAl3 phase. Heating rate 20 K min−1.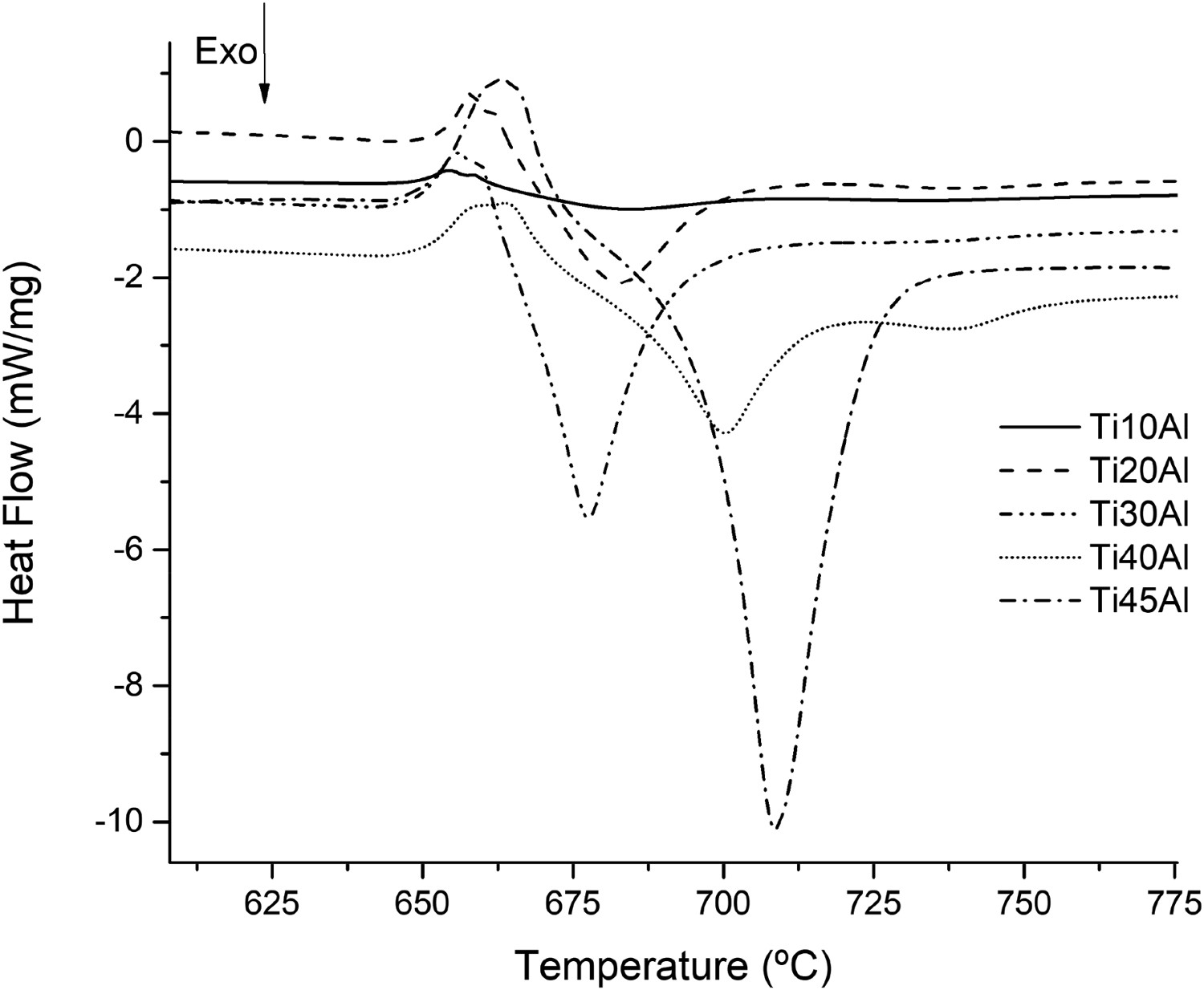
Figure 2 shows the XRD patterns of specimens with different Al contents at different sintering temperatures. The main constituents were similar in both temperatures, however, the presence of metastable phases at lower Al contents was remarkable. At 10% Al, peaks of α-Ti were mainly identified, even though peaks of α2-Ti3Al and γ-TiAl phases were also present. Moreover, peaks of intermediate phases such as TiAl3 and TiAl2 could also be observed, especially for sintering at 1300°C. In equilibrium conditions, the composition Ti-10Al should be a solid solution of Al in α-Ti, however, the peaks of intermediate phases indicate that homogenisation was not completed in this case. The intermediate TiAl2 phase was identified at 2θ = 65° (1300°C for Ti-10Al) and 2θ = 46° (1400°C for Ti-10Al and 1300°C for Ti-20Al). The presence of TiAl2 in the diffraction patterns suggests a diffusion of Ti in the direction of TiAl3 previously formed at the surface in contact with molten Al. Additionally, for Ti-20Al and Ti-30Al, peaks of metastable phases were also identified. The composition Ti-20Al should be a mixture of α-Ti and α2-Ti3Al, whereas Ti-30Al should be single-phase α2-Ti3Al in equilibrium conditions, and yet for Al contents of 10, 20 and 30%, β-Ti and γ-TiAl were also present.
XRD patterns of specimens with different Al contents at two sintering temperatures.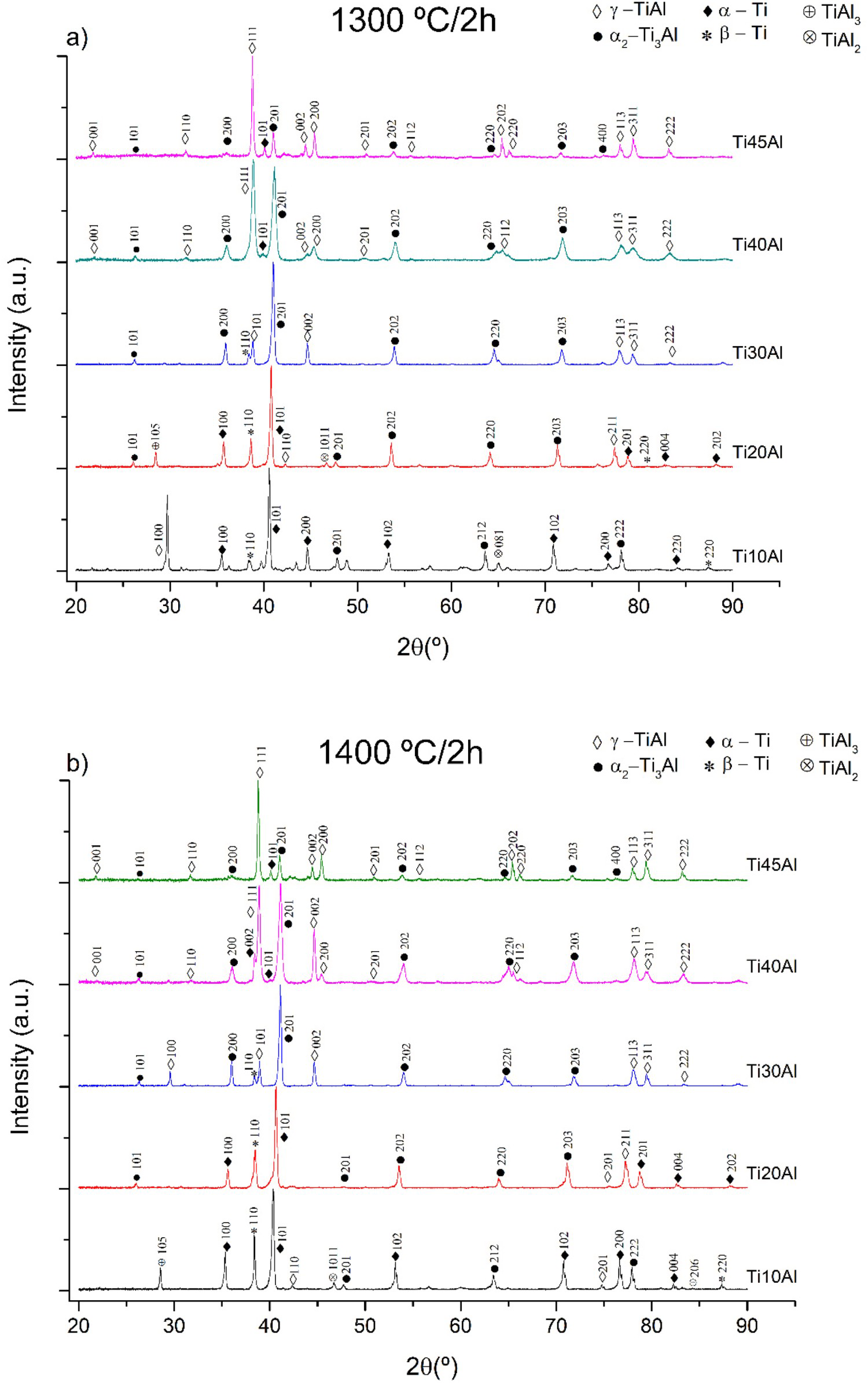
The alloys Ti-40Al and Ti-45Al were closest to achieving equilibrium phases with the main constituents α2-Ti3Al and γ-TiAl, which indicates that homogenisation was improved for higher Al contents. Only a small amount of α-Ti remained at the centre of some larger particles, as seen in Figure 3(i). With more elemental Al during sintering, a larger fraction of liquid phase was available for reacting with Ti particles. Therefore, despite the higher porosity, equilibrium phases could be achieved. In contrast, with <30% Al, the distances for diffusion were longer, consequently, homogenisation was more difficult leading to a larger fraction of metastable phases.
SEM images of specimens with different Al contents at two sintering temperatures.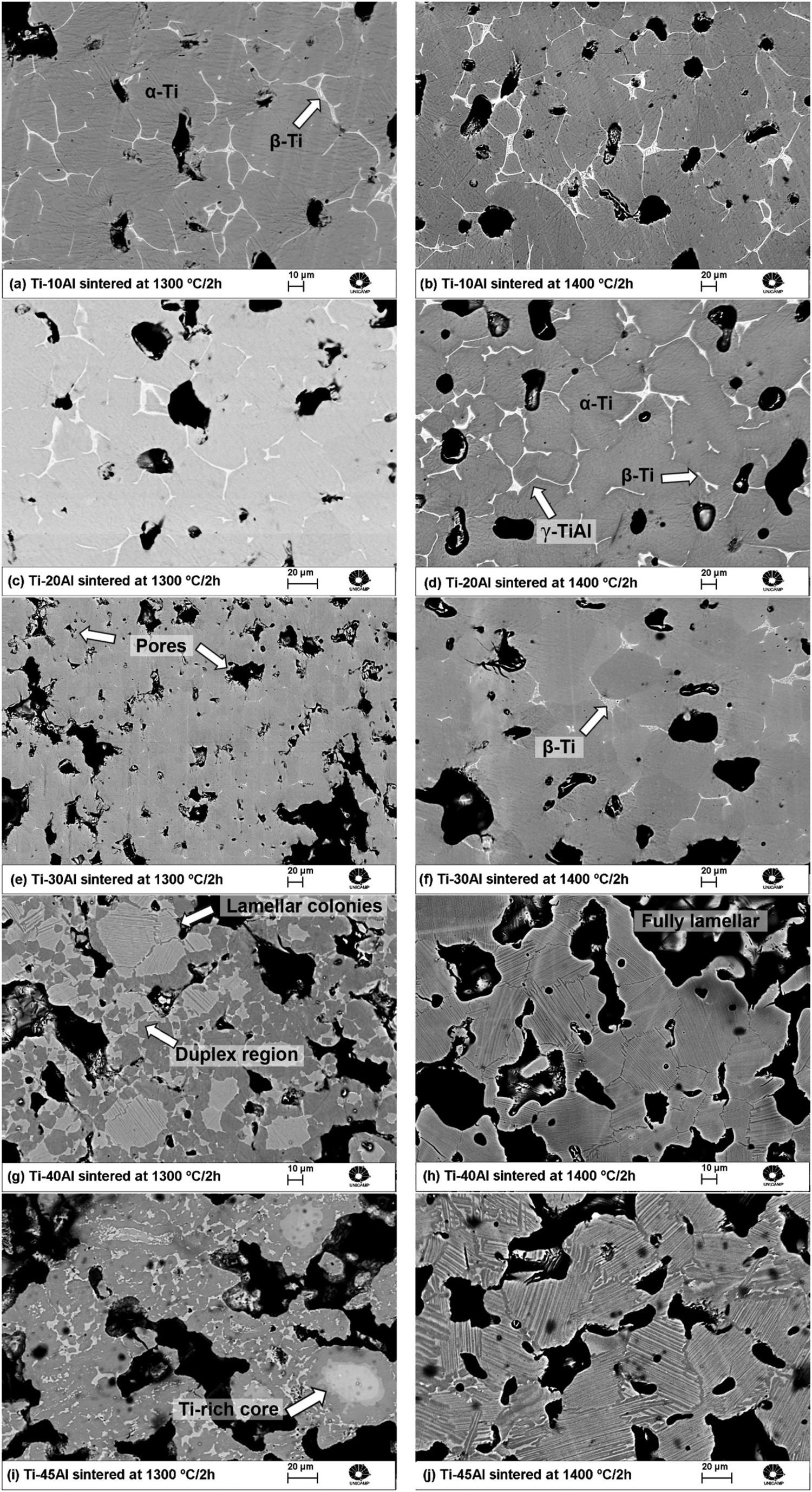
Sintered microstructure
Figure 3 shows SEM images of specimens with different Al contents at two sintering temperatures. In all cases, pores could be identified as dark roundish features. In addition, porosity decreased with an increase in sintering temperature. For 10, 20 and 30% Al, a bright phase at grain boundaries was observed, which corresponded to the β-Ti phase according to the XRD results, Figure 2. In the case of Ti-10Al, the grains were mainly α-Ti, whereas for Ti-20Al and Ti-30Al there was a change to predominately α2-Ti3Al grains. Based on the XRD results, the γ phase should also be present, which was attributed to the surroundings of the β-Ti phase with a slightly darker colour. The γ phase is visible in Figure 3(d).
The β-Ti phase at the grain boundaries could be explained by sintering above the β-transus temperature. The β-Ti showed a larger fraction for Ti-10Al and progressively decrease for Ti-20Al and Ti-30Al. It completely disappeared for Ti-40Al and Ti-45Al. According to the equilibrium binary Ti-Al phase diagram [24], at the sintering temperatures applied (1300 and 1400°C), the compositions with 10, 20 and 30% Al were sintered in the single β phase field. On the other hand, Ti-40Al and Ti-45Al were sintered in the single α phase field or very close to it. Consequently, the alloys that did not cross the β-transus temperatures presented no metastable β phase.
The Ti-40Al composition sintered at 1300°C showed lamellar colonies as well as duplex regions, while Ti-45Al was mainly duplex. In both cases, it was possible to identify particles with a Ti-rich core that generated the α-Ti peaks in the XRD. With sintering at 1400°C, Ti-40Al and Ti-45Al presented a fully lamellar microstructure composed of alternating lamella of α2-Ti3Al phase (lighter) and γ-TiAl phase (darker). Despite the good degree of homogenisation, porosity was higher with larger Al contents. This fact could be associated with the swelling effect that follows the formation of TiAl3 after the melting of elemental Al. The formation of the TiAl3 layer in the solid titanium particle forces the particles to get apart from each other, thus causing swelling. Moreover, when sintering takes place in a transient liquid phase, particles might have their position changed throughout the process due to the presence of a reacting liquid phase [9,13,25]. Consequently, with low elemental Al addition such as in Ti-10Al and Ti-20Al, densification was improved, but on the other hand, homogenisation was more difficult due to the greater distances for diffusion.
Densification and microhardness
Figure 4 displays the relative density (% of theoretical density) as a function of Al content for two sintering temperatures. There was a sharp drop in densification with an increase in Al content in both sintering temperatures. The effect of temperature is seen by the higher relative densities achieved with sintering at 1400°C independent of the composition. Furthermore, Al content also played an important role in densification as discussed previously. With higher Al content in the mixture, unreacted liquid Al remains for longer times during sintering. This liquid phase might dislocate particles and increase porosity in addition to the formation of the TiAl3 phase. However, due to capillary forces, it could be possible that liquid Al would migrate through grain boundaries to fill pores [13,26,27]. Therefore, with more elemental Al, better homogenisation could be achieved.
Relative density as a function of Al content for two sintering temperatures.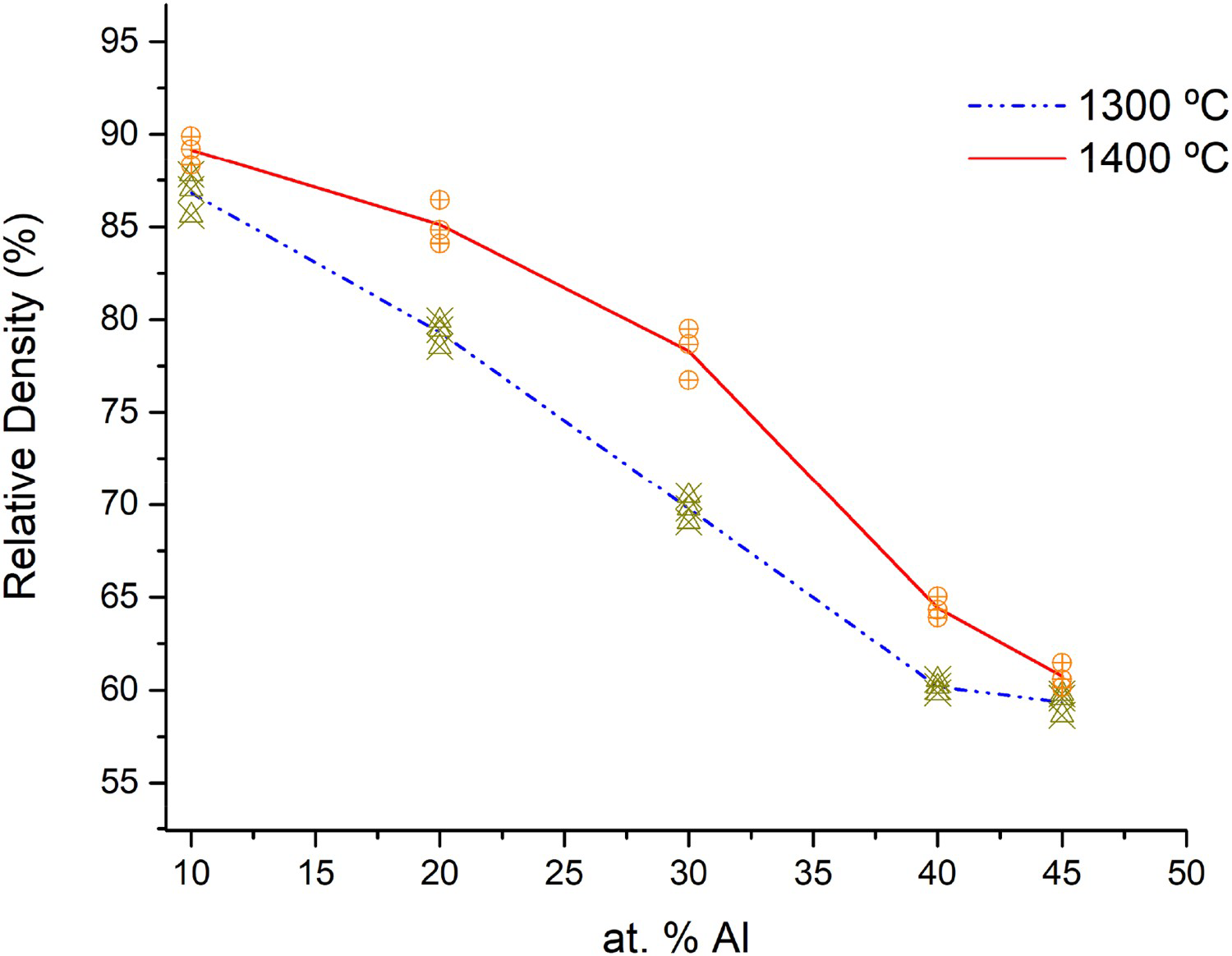
Figure 5 shows the pore size distribution for Ti-10Al and Ti-45Al at two sintering temperatures. With an increase in sintering temperature, there was also an increase in the roundness of pores. Additionally, the number of pores with shape factor >0.8 increased from about 15 to 20%, in case of Ti-10Al. This difference was less pronounced for Ti-45Al, but the change in the shape of the pore distribution curve attests to the beneficial effect of improved sintering at higher temperatures. Nevertheless, the amount of elemental Al addition influenced sinterability negatively comparing Ti-10Al and Ti-45Al at both sintering temperatures. Not only was the number of pores with a shape factor >0.8 smaller for Ti-45Al, but also the shape of pore size distribution was less favourable for round pores.
Roundness distribution of porosity for Ti-10Al and Ti-45Al at two sintering temperatures.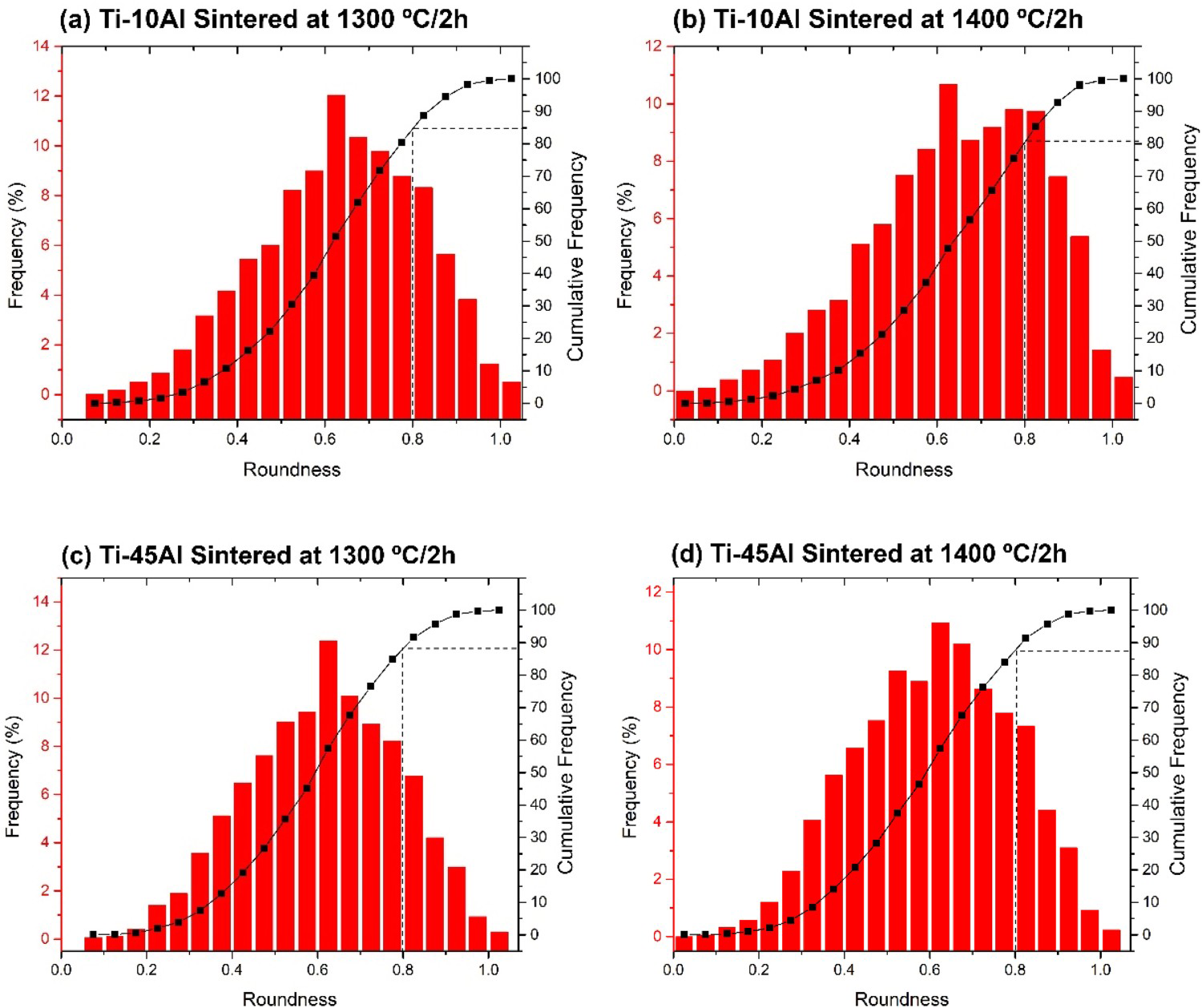
Figure 6 displays Vickers hardness curves as a function of Al content for different sintering temperatures. Analogous to the densification curves, a sharp drop was observed as the Al content increased for both sintering temperatures. These results are in accordance with Hoosain et al. [28] who studied heat-treated binary titanium aluminides obtained by laser processing and reported a decrease in Vickers hardness comparing Ti-25.6Al and Ti-47.5Al. However, in the study of Hoosain et al., hardness values were much higher (>300 HV), which is in contrast to the results in Figure 6. An explanation for the lower hardness especially in case of fully lamellar Ti-40Al and Ti-45Al is the high porosity. Moreover, the hardness curves followed directly the same trend of densification, according to Figure 4. Besides the lower porosity, an additional component for the hardness of Ti-10Al and Ti-20Al corresponds to the presence of TiAl3 and TiAl2, which have been reported to show up to 600 HV in a study by Rastkar et al. [29]. Porosity has a well-known influence on decreasing mechanical properties [30]. This effect takes place primarily due to a reduction in the load-bearing cross-section and due to the stress concentration around the pores. In the case of the hardness values, not only the measurements are lower than full dense corresponding materials, but also the dispersion is higher. Consequently, porosity affected mechanical properties negatively and led to low hardness values. This effect could limit the application of press and sintered components, nonetheless, other additional secondary processing could allow higher densification such as hot isostatic pressing or forging. In such cases, the press and sinter route could be used to prepare preforms at a low cost using the blended elemental powder approach.
Vickers hardness as a function of Al content for two sintering temperatures.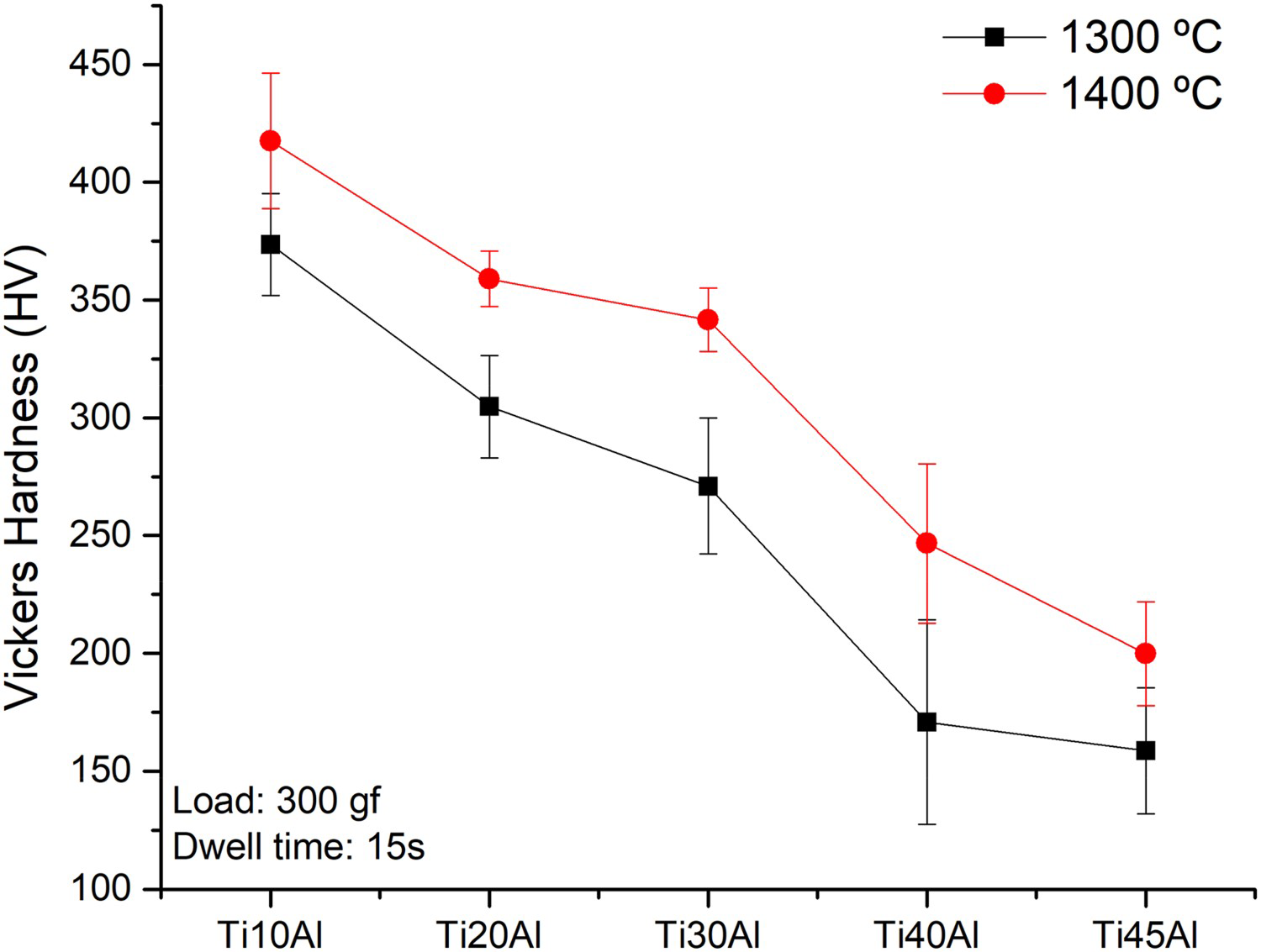
Conclusions
The sinterability of binary Ti-Al alloys prepared with blended elemental powders by the press and sinter route was investigated and the following conclusions could be drawn:
The sinterability of binary Ti-Al was greatly dependent on the amount of Al. The alloy with the lowest Al addition (Ti-10Al) showed densification of about 90%, whereas Ti-45Al achieved only 60%. The hardness values decreased with the Al content due to the lower densifications. Microstructural homogeneity was directly influenced by the Al content. In alloys with more Al (Ti-40Al and Ti-45Al) equilibrium phases α2-Ti3Al and γ-TiAl could be achieved. On the other hand, with less Al (Ti-10Al, Ti-20Al and Ti-30Al) metastable phases were observed after sintering. The formation of intermediate intermetallic phases such as TiAl3 and TiAl2 induced a swelling effect, which was the main difficulty for densification of higher Al-containing specimens.
Footnotes
Acknowledgements
The authors would like to thank the Brazilian research funding agencies for their financial support. This study was financed by São Paulo Research Foundation (FAPESP) Grants #18/04564-0 and #20/04177-6, Fundação de Apoio ao Ensino, à Pesquisa e à Extensão (FAEPEX) Grant #2937/19 and Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) Finance code 001. Additionally, aid with the XRD measurements by Prof. Ricardo Floriano is greatly appreciated.
Disclosure statement
No potential conflict of interest was reported by the author(s).