
Abstract
The effect of Sn content on the microstructure evolution of the as-cast, as-extruded and as-aged Mg-8Zn-2Y-xSn alloys were systematically investigated. The results show that addition of Sn not only refines the grains but also promotes the precipitation of quasicrystal I-phase and the formation of Sn3Y5. The phase transformations during solidification were also studied in detail. After extrusion, the broken second phase particles (I-phase) are more uniformly and densely distributed in the matrix with Sn addition. Moreover, ultra-fine dynamically recrystallized grains are obtained in extruded Mg-8Zn-2Y-0.5Sn alloy. In addition, high density nano-scale precipitates are uniformly dispersed by aging, and these precipitates are identified to be Mg-Zn particles, I phase and mixture of the
 Mg-Zn precipitates and I-phase.
Mg-Zn precipitates and I-phase.
Introduction
As the lightest commercial structural material, magnesium alloy has the advantages of high specific strength, specific stiffness and excellent damping performance, which has been used in aerospace, automobile and electronic communication fields [1-3]. However, the low strength and plasticity of magnesium alloys greatly limit its application. The icosahedral quasicrystal phase (I-phase) has high hardness, thermal stability and low interface energy with Mg matrix. It is deemed that dispersed and tiny I-phase particles in the matrix can not only prevent dislocation movement during deformation, but also promote dynamic recrystallization, helping to refine the grains of the α-Mg matrix during hot working (such as hot rolling and hot extrusion) [4-6]. Moreover, the excellent interface relationship between matrix and I-phase makes no crack initiation observed at the interface of two phases during deformation [7-10].
The results show that the stable I-phase (Mg3Zn6Y) of Mg-Zn-Y alloy can be obtained by traditional casting. In as-cast Mg-Zn-Y alloy, I-phase easily forms at grain boundaries as coarse and continuous lamellar eutectic phase, which has no remarkable effect to improve the mechanical properties [11]. Singh et al. [12] found yield strengths up to about 400 MPa have been achieved by chill casting and direct extrusion of Mg93Zn6Y (at.-%) alloy containing I-phase. At the same time, there is W-phase- Mg3Zn3Y2 (space group Fm3m and lattice parameter α = 0.685 nm) in Mg-Zn-Y ternary alloy. However, owing to the cubic structure of W-phase and the incoherency between W-phase and Mg matrix, the atomic bonding between W-phase and Mg matrix is very weak [13]. Therefore, with W-phase increasing, the mechanical properties of the alloys degraded greatly [9]. The formation temperature of W phase is higher than that of I-phase, deleterious crystalline phase W competes strongly with the strengthening phase. Therefore, the promotion and modification of phase structures are crucial to the performance of the alloy. Liu et al. found the formation of I-phase particles at the W/Mg interfaces through a solid-state phase transformation in Mg95Zn4.2Y0.7 (at.-%) alloy using in situ heating TEM techniques [14]. But only a small part of W phase transformation was observed. Other method, such as Mg-6Zn-1.4Y the alloy formed by rheo-squeeze casting after ultrasonic vibration treatment, still unable to change its phase composition and has a large volume fraction of W phase [15].
Gao et al. found that the addition of Sn significantly increased the volume fraction of 18R LPSO phase by adding 0.3 wt-% Sn to Mg-6Y-2Zn alloy [16]. In addition, the precipitate strengthening of the second-phase MgZn2 and β-Mg2Sn phases is found in a Mg-1.6Zn-0.16Y-0.8Sn (at.-%) alloy [17]. Revealing the influence of alloying elements on phase transformation, second phase particle distribution and grain size change is helpful to understand the change of alloy properties. So far, the influence mechanism of alloying element Sn in Mg-Zn-Y alloy is still unclear [18,19]. In this work, Mg-8Zn-2Y-xSn (x = 0, 0.5 and 1 wt-%) alloys were designed to understand the evolution of the microstructure of the Mg-Zn-Y alloy with Sn addition. Especially, the modification effect of Sn element on the I-phase in the Mg-Zn-Y alloy was studied.
Experimental
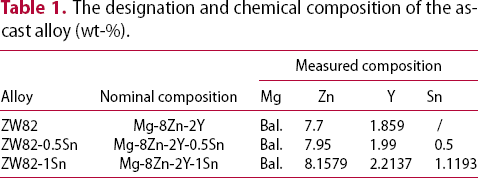
The designation and chemical composition of the as-cast alloy (wt-%).
The microstructure of the specimens was studied using the metallographic optical microscope (OM, Axiovert 40 MAT), the scanning electron microscope (SEM, TESCAN VEGA3) equipped with an X-ray energy-dispersive spectrometer (EDS). Specimens for OM and SEM observation were mechanically polished and etched with nital solution (4% nitric acid in ethanol, volume fraction). The phase constitutions of the as-cast alloy were analysed on a Rigaku D/max-2500 PC X-ray diffraction (XRD) instrument with Cu-Ka and a scanning rate of 4/min on the scanning angles between 10° and 90°. The DSC scan was carried out at a constant heating rate of 15°C/min under nitrogen atmosphere. For further studies on the precipitates in the aging process, a transmission electron microscope (TEM, JEOL 2100F) was used for observation. Thin foil specimens for TEM observation were prepared using a Gatan695 low temperature ion thinning apparatus. Vickers hardness was measured by HV-1000T digital microhardness tester under 50 gf load.
Results and discussion
Microstructure of the as-cast alloys
Optical micrographs of as-cast ZW82-xSn alloys are shown in Figure 1. It shows that the matrixes of three alloys with different contents of Sn addition are composed of dendrites. With the addition of Sn, the average grain size decreases. Particularly, as shown in Figure 1(b), with 0.5 wt-% Sn addition, ZW82-0.5Sn has the smallest grain size and the secondary dendrite spacing is 4.5 μm. The average secondary dendrite spacing in Figure 1(a–c) are 7.5, 4.5 and 6 μm, respectively. The results show that the grain can be refined by adding Sn, and the effect of 0.5 wt-% Sn is the most obvious.
Optical micrographs of as-cast ZW82-xSn alloys: (a) x = 0, (b) x = 0.5 and (c) x = 1.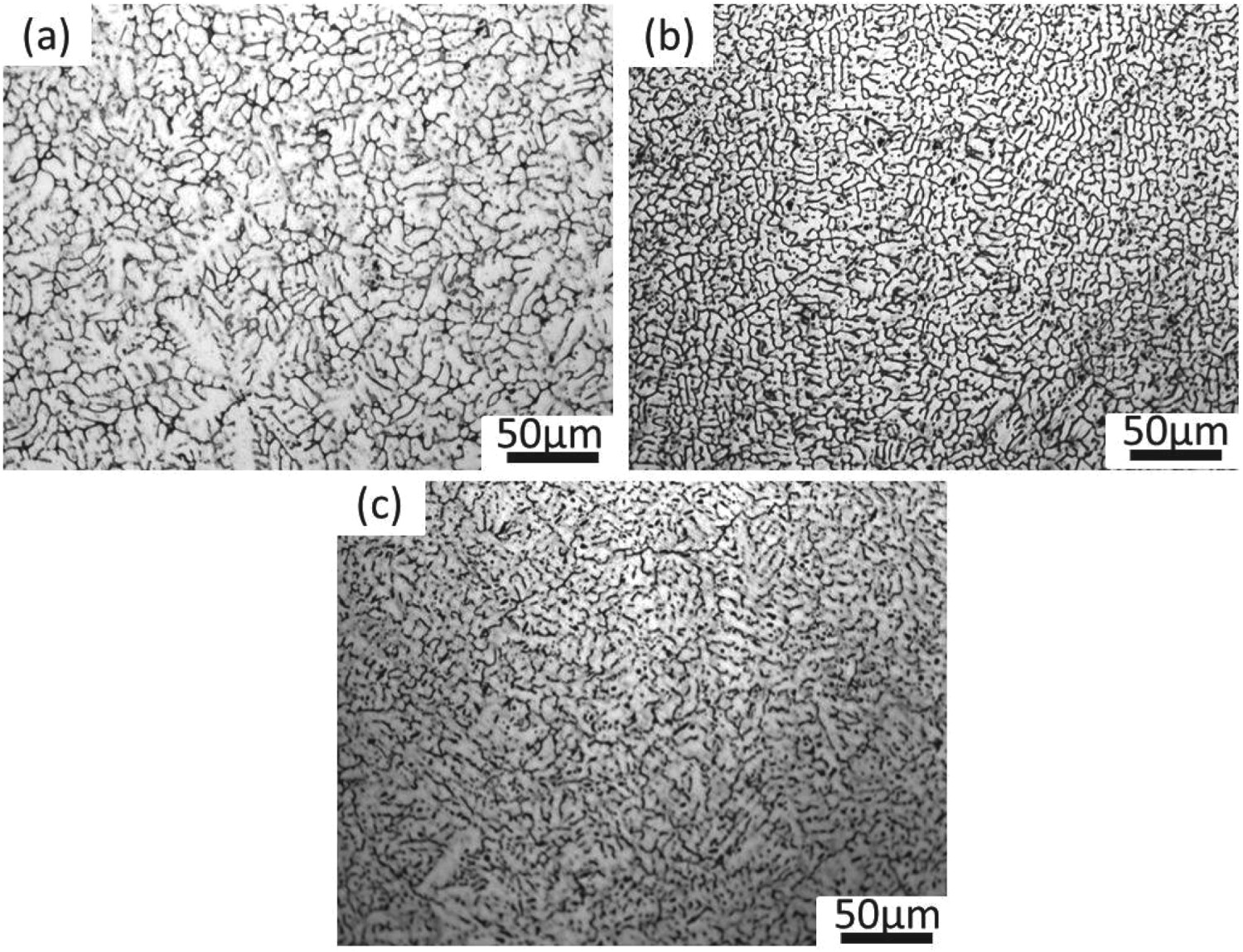
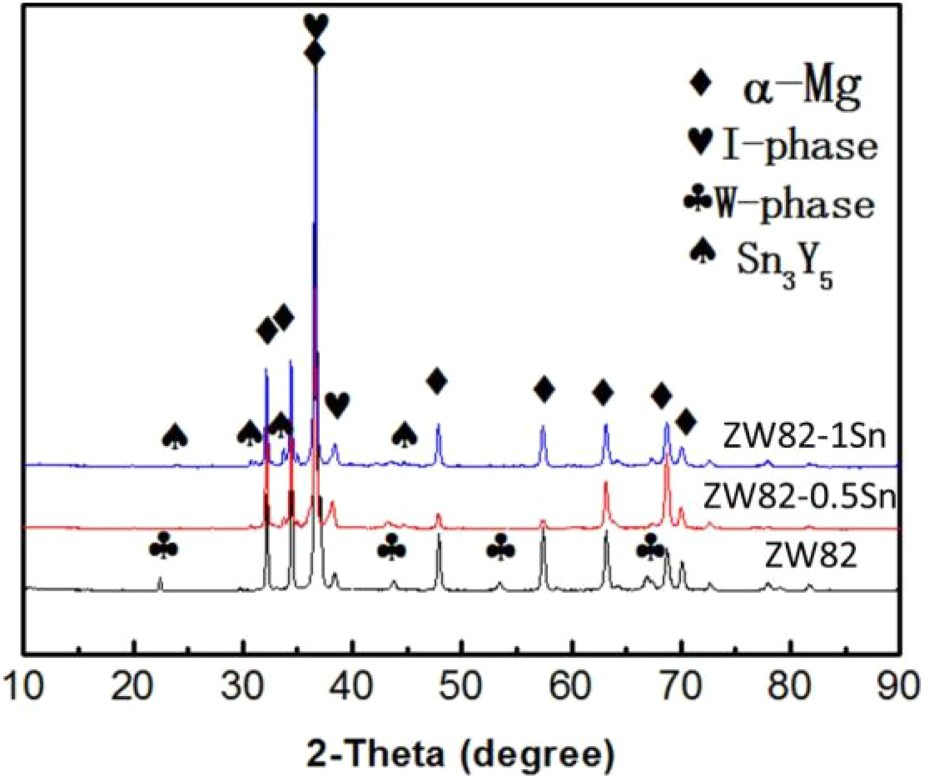
Figures 2–3 show the XRD analyses of as-cast alloys. The pattern reveals that ZW82 alloy with no Sn addition is mainly composed of α-Mg, I-phase and W-phase, which is similar to the previous studies [15]. Moreover, with the addition of Sn, W-phase disappears. New characteristic peaks corresponding to Sn3Y5 are simultaneously detected, and the intensity of Sn3Y5 diffraction peaks enhanced when Sn is added to 1 wt-%. In short, the ZW82-0.5Sn and ZW82-1Sn alloys have the similar phase composition (I-phase, Sn3Y5 and α-Mg).
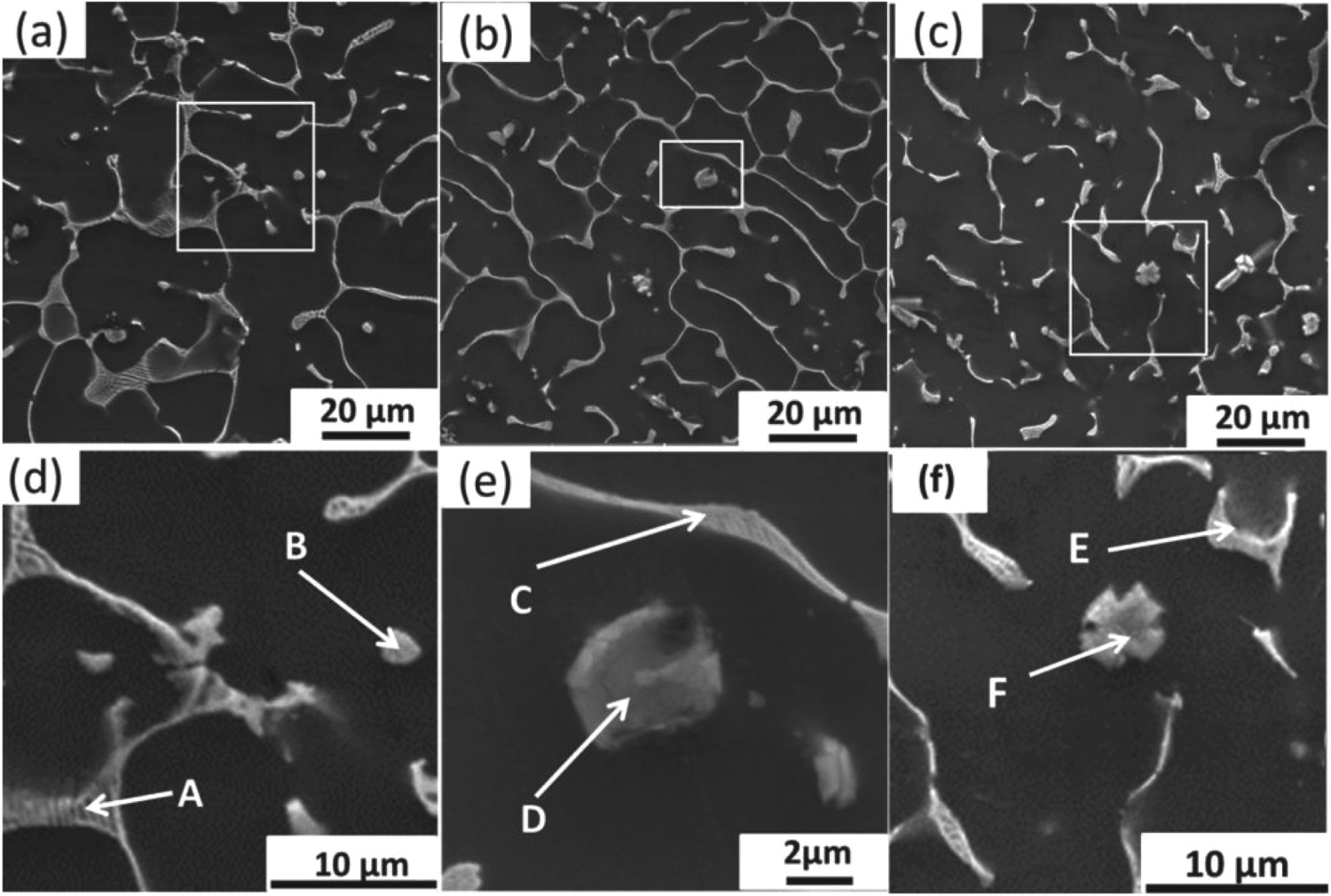
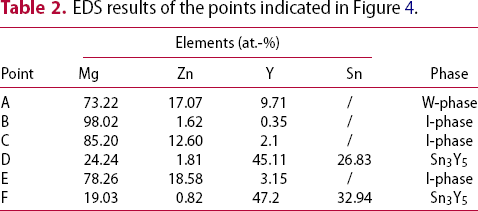
The SEM micrograph of as-cast alloys is shown in Figure 4. For ZW82 alloy, two different morphologies of lamellar eutectic structure and granular particle can be found in Figure 4(a), and the magnification of the white rectangular area is shown in Figure 4(d), labelled as A and B, respectively. EDS results in Table 2 indicate that lamellar eutectic structure and granular particle both contain Mg, Zn and Y while the molar ratio of Zn and Y is closed to 3:2 and 6:1, respectively. They should be W-phase/α-Mg eutectic pockets and granular I-phase, which is consistent with XRD analysis results and will also be verified in the later SADP analysis. In addition, similar morphology was observed in the work [15]. When 0.5 wt-% Sn is added to ZW82 alloy, divorced granular I-phase disappears. There are irregular particles containing Sn and Y inside the grains and the molar ratio with molar ratio of Sn to Y is close 3:5. According to XRD results and the previous study, it should be Sn3Y5 [20]. It can also be seen that there are some Mg in Sn3Y5 from the EDS results. Zhao et al. indicted that Mg has a certain solid solubility in Sn3Y5 phase [21]. In addition, because Mg is the matrix, there will be some errors in EDS analysis. Hence, the remaining lamellar eutectic structure must be I-phase/α-Mg eutectic pockets, which are close to the atomic Zn/Y ratio of I-phase shown in Table 2. It is worth mentioning that the lamellar spacing of I-phase/α-Mg eutectic pockets in ZW82-0.5Sn is significantly smaller than that of ZW82 alloy without Sn addition. With the addition of 1 wt-% Sn, I-phase / α-Mg eutectic structure becomes discontinuous, and the lamellar spacing slightly increases compared with ZW82-0.5Sn alloy.
On the basis of the DSC patterns, XRD analysis and microstructure observations of as-cast alloys. The composition of phases in alloys changes a lot with the addition of Sn. Therefore, it is necessary to discuss the solidification process of the alloys:
DSC analysis of as-cast ZW82 and ZW82-0.5Sn alloys. XRD patterns of the as-cast ZW82-xSn alloys(x = 0, 0.5 and 1 wt %). SEM images of as-cast alloys microstructure: (a)ZW82, (b)ZW82-0.5Sn, (c) ZW82-1Sn; (d), (e), (f) magnification of the white rectangular area in (a), (b) and (c), respectively. EDS results of the points indicated in Figure 4.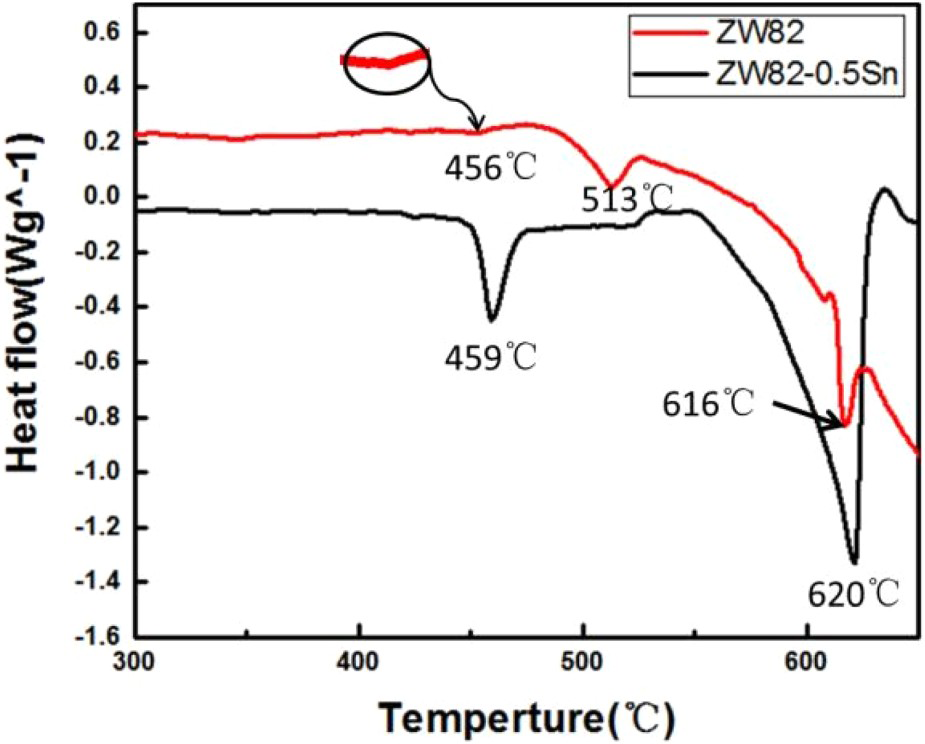
At first, primary α-Mg nucleates from liquid metal (Equation (1)). With the decrease of temperature, the reaction type and temperature of the second phase of the alloys with and without Sn change evidently. For ZW82(as shown in Figure 5(a)-(d)), Y and Zn would segregate in the solid–liquid interface and W-phase/α-Mg eutectics are easy to form and agglomerate along primary α-Mg dendrites at about 500°C (Equation (2)), and then the remaining small amount of liquid phase forms the granular I-phase passing through Equation (3) at about 450°C. The three endothermic troughs in DSC curve are also agreed with the reactions. Moreover, the same reaction is also supported by the study of Fang [15].
Schematics of solidification process of Mg-8Zn-2Y alloy without Sn addition (a, b, c, d) and with Sn addition (a, b, e, f):(a) Liquid state; (b) Beginning of primary α-Mg solidification; (c) Formation of W-phase/α-Mg eutectics; (d) Formation of granular I-phase; (e) Formation of Sn3Y5; (f) Formation of I-phase/α-Mg eutectics.


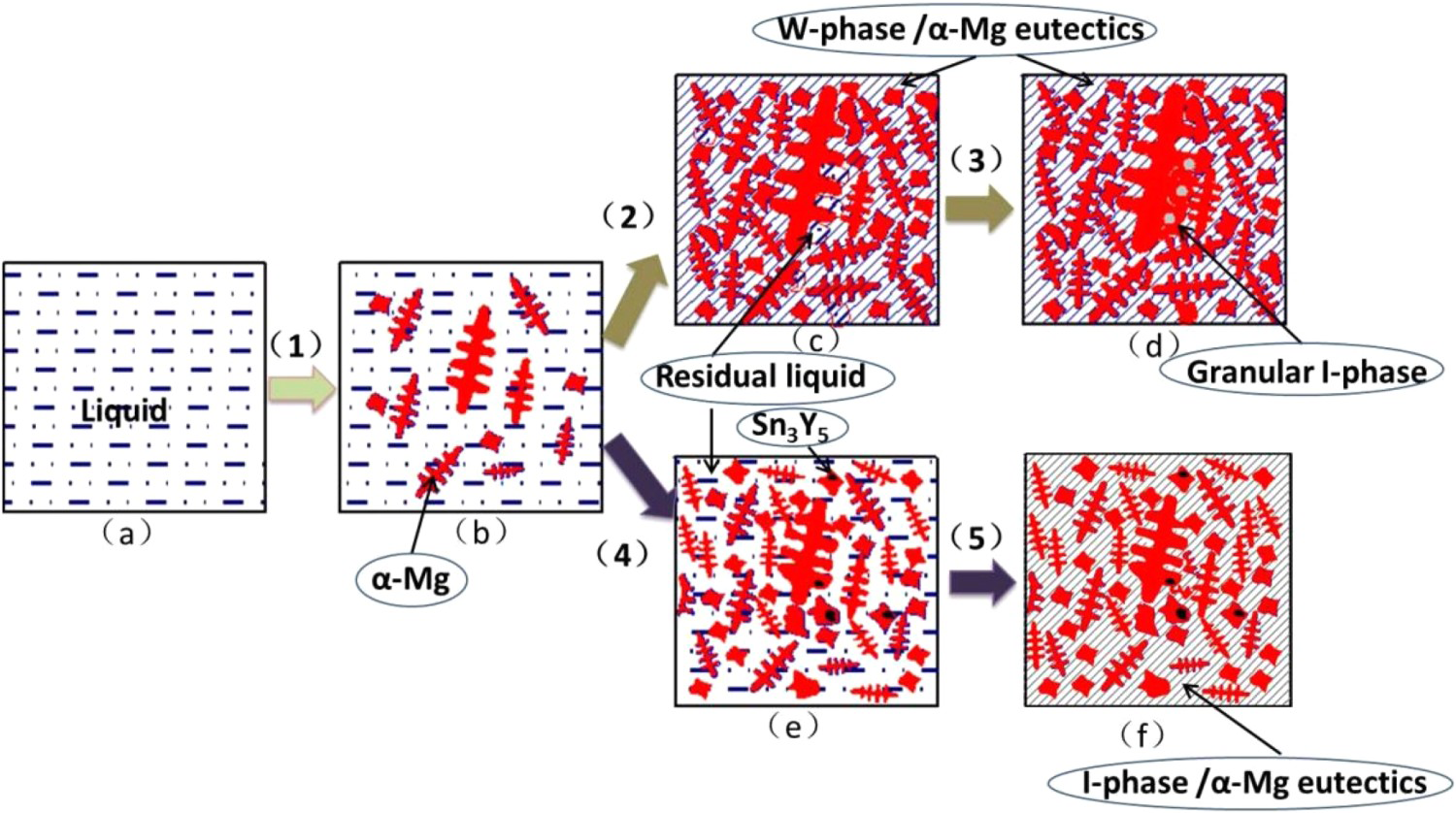
Compared with ZW82, obvious differences in the phase transformations were observed with Sn addition (as shown in Figure 5(e)-(f)). An interesting phenomenon that either Y or Sn can be soluble in the α-Mg solid solution but they are not simultaneously soluble was proposed by Zhao et al. [21]. Thus, most of Y and Sn tend to be enriched at the solid–liquid interface, after nucleation of primary α-Mg. In addition, electronegative values of Mg, Zn, Sn, Y are 1.31, 1.65, 1.96 and 1.22, respectively [22]. According to the principle that the greater the electronegativity difference is, the easier it is to form compounds between elements, Sn3Y5 should nucleate earlier and more easily than other compounds [20] also shows that Sn3Y5 would form in Mg-1Sn-xY (wt-%) alloys (x less than 7) at 556°C by a reaction Equation (4). The absence of Sn3Y5 phase endothermic troughs in DSC curve may be attributed to low fraction of Sn3Y5 phase formation. At this point, with the further decrease of temperature, Y in the residual liquid would be suitable for the Zn/Y atomic ratio of eutectic reaction to obtain I-phase/α-Mg eutectic pockets (Equation (5)).


Microstructure of the as-extruded alloys
As can be seen in Figure 6, the original dentritic structure of as-cast alloys is broken after extrusion. All alloys, excepting ZW82-1Sn, are mainly composed of fine equiaxed dynamic recrystallized grains and coarse elongated grains without dynamic recrystallization. The ultra-fine dynamic recrystallization grains, especially ZW82-0.5Sn alloy, are only 570 ± 60 nm. The average grain size of recrystallized grains in ZW82 and ZW82-1Sn are 810 ± 50 nm and 1.5 ± 0.3 μm, respectively. It is worth mentioning that the dynamic recrystallization process of the ZW82-1Sn alloy is the most complete with the uniform grain distribution.
Optical micrographs of as-extruded ZW82-xSn alloys: (a) x = 0, (b) x = 0.5 and (c) x = 1. Yellow wireframe indicates no recrystallization area.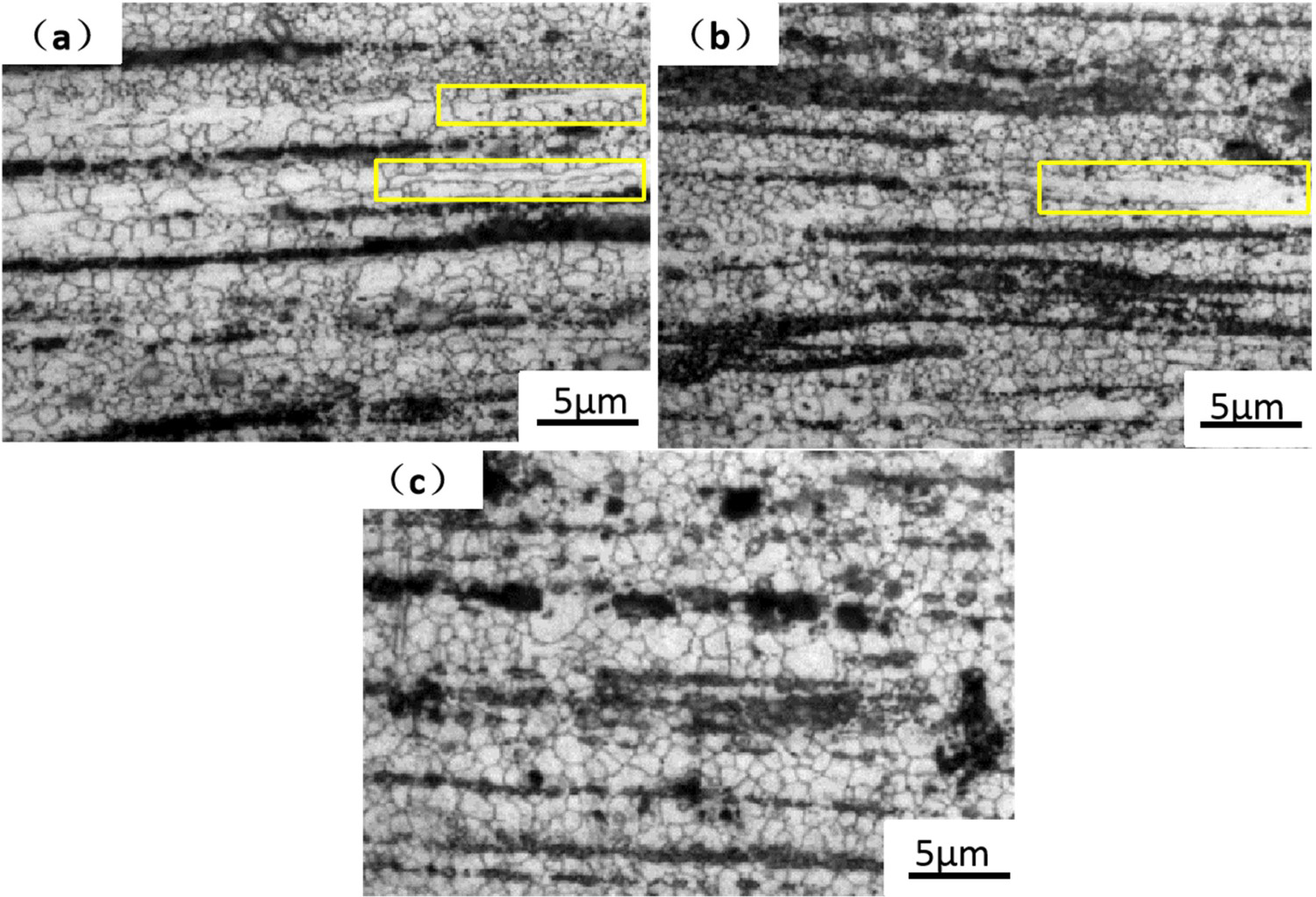
Figure 7 shows the second phase distribution of the extruded alloy. Low magnification SEM micrographs (Figure 7(a–c)) indicate that the original the I-phase/α-Mg or W-phase/α-Mg eutectic pockets are broken into chains and distributed along the extrusion direction. After adding Sn, the volume fraction of the second phase particles is greatly increased. Compared with ZW82, the broken I-phase particles are more uniformly and densely distributed in the matrix. Simultaneously, the size of the particles is also greatly reduced with a size of 100–500 nm. Overall, the results indicate that adding Sn promotes the refinement and dispersion of the I-phase particles. Compare with ZW82, larger volume fraction and special structure of I-phase (about 1 μm) would effectively act as hard particles for stimulating recrystallization (PSN) [24,25]. Therefore, ZW82-0.5Sn shows the most effective grain refinement during hot deformation, which could be attributed to the small initial grain size, PSN effect of the fragmented I-phase particles [26]. And ZW82-1Sn shows the uniform grain distribution exhibits uniform grain distribution mainly attributed to the distribution of broken I-phase particles is more uniform than that of ZW82-0.5Sn alloy.
SEM images of as-extruded alloys microstructure: (a)ZW82, (b)ZW82-0.5Sn, (c) ZW82-1Sn; (d), (e), (f) magnification of the white rectangular area in (a), (b) and (c), respectively.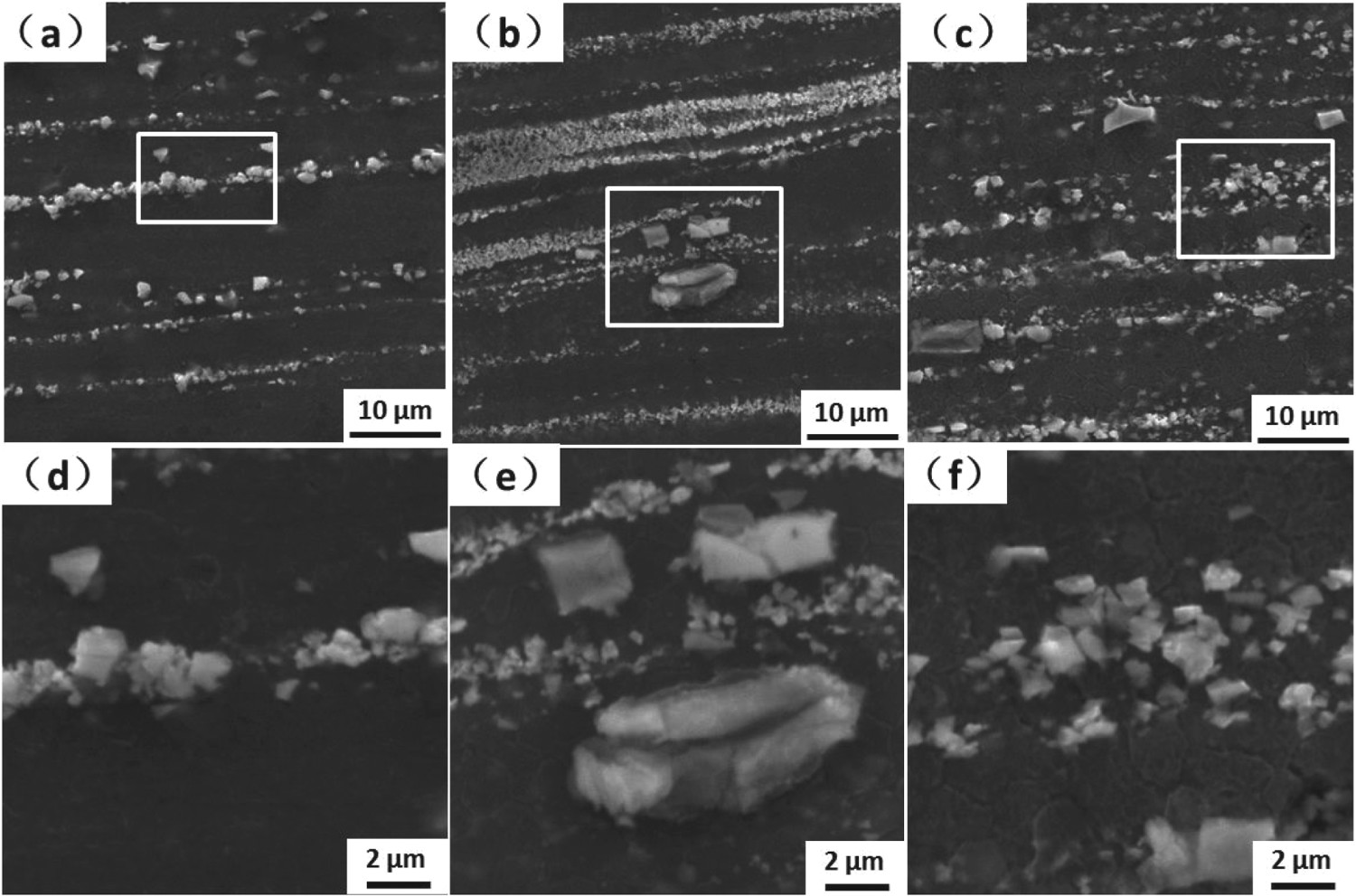
High magnification micrographs (see in Figure 7(e and f)) show that there are few large block particles in ZW82-0.5Sn and ZW82-1Sn alloy. The element distribution of one block particle is shown in Figure 8, and the result shows that it should be Sn3Y5, which satisfies the phase composition of as-cast alloy.
SEM micrograph and EDS results of the block phase in ZW82-0.5Sn alloy.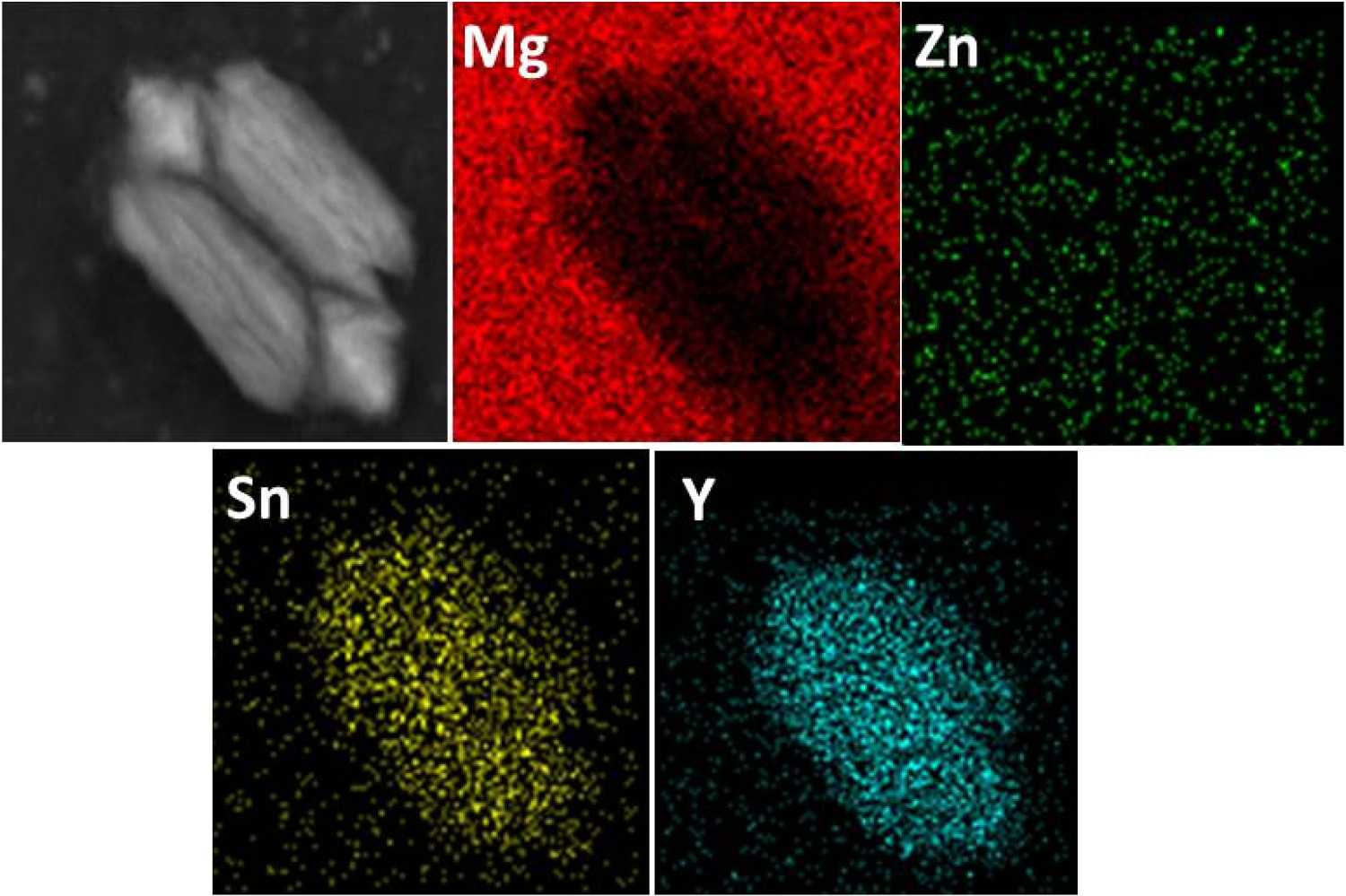
Microstructure of the as-aged alloys
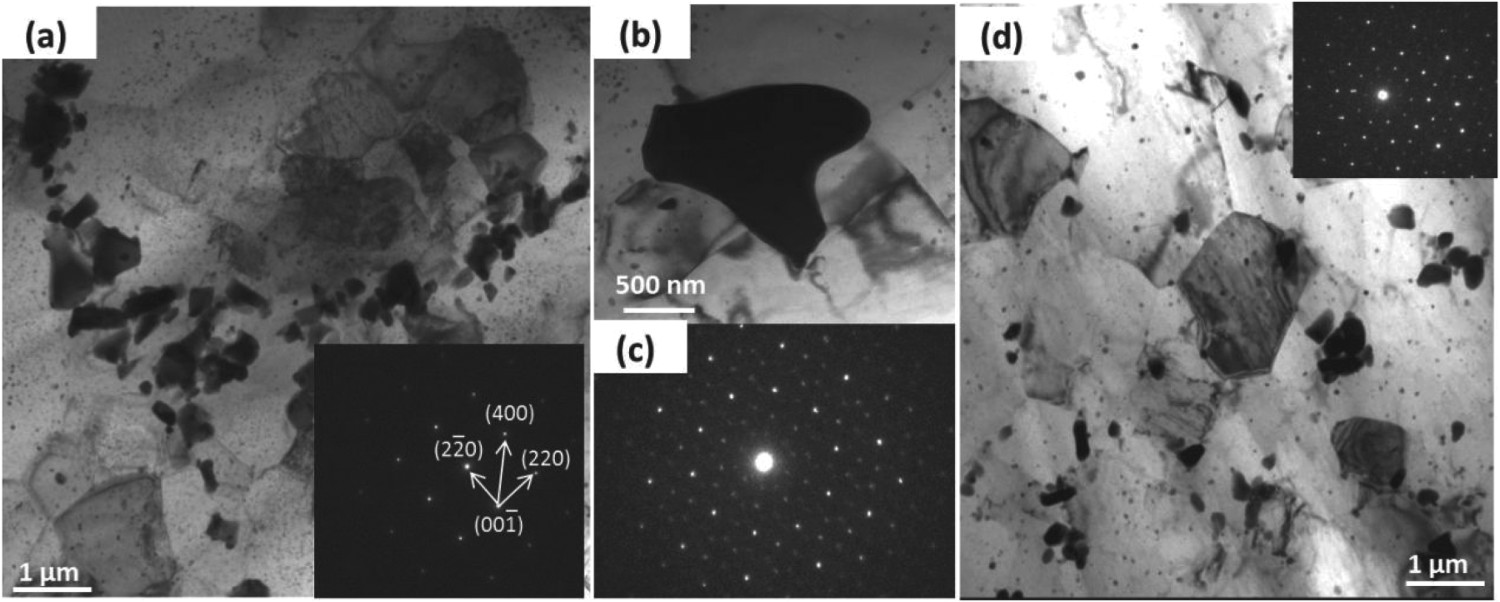
The extruded samples were subjected to the artificial aging at 160°C (T5 treatment). According to the measurement of Vickers hardness tester, it is found that the peak aging time of the three alloys is about 46h. Figure 9 shows the Bright field TEM images obtained from the ZW82 and ZW82-1Sn after peak-aging. The chain like particles in Figure 8(a) should be obtained from the fragmentation of eutectic blocks during extrusion. The corresponding SAED pattern (insert) with the electron beam direction parallel to the
Bright field TEM images of the ZW82 after peak- aging (a, b, c) and ZW82-1Sn (d): (a)and (d) Bright field TEM image and corresponding SAED patterns; (b) an isolated particle in ZW82 alloy and (c) corresponding SAED patterns. zone axis reveals that they are W-phase with a face-centred cubic structure. We simultaneously find some isolated particles in ZW82 with a different lattice structure in Figure 9(b) and corresponding SAED pattern is shown in Figure 9(c). The isolated particle can be identified as an I-phase structure which has fivefold symmetry. It confirms that two types of particles correspond to W-phase/α-Mg eutectics and granular particles in cast ZW82 alloy. Figure 9(d) shows the TEM image and SAED pattern (insert) of ZW82-1Sn alloy, and those particles identified as I-phase by SADP pattern should be formed by fragmentation of I-phase/α-Mg eutectic blocks during extrusion.
zone axis reveals that they are W-phase with a face-centred cubic structure. We simultaneously find some isolated particles in ZW82 with a different lattice structure in Figure 9(b) and corresponding SAED pattern is shown in Figure 9(c). The isolated particle can be identified as an I-phase structure which has fivefold symmetry. It confirms that two types of particles correspond to W-phase/α-Mg eutectics and granular particles in cast ZW82 alloy. Figure 9(d) shows the TEM image and SAED pattern (insert) of ZW82-1Sn alloy, and those particles identified as I-phase by SADP pattern should be formed by fragmentation of I-phase/α-Mg eutectic blocks during extrusion.
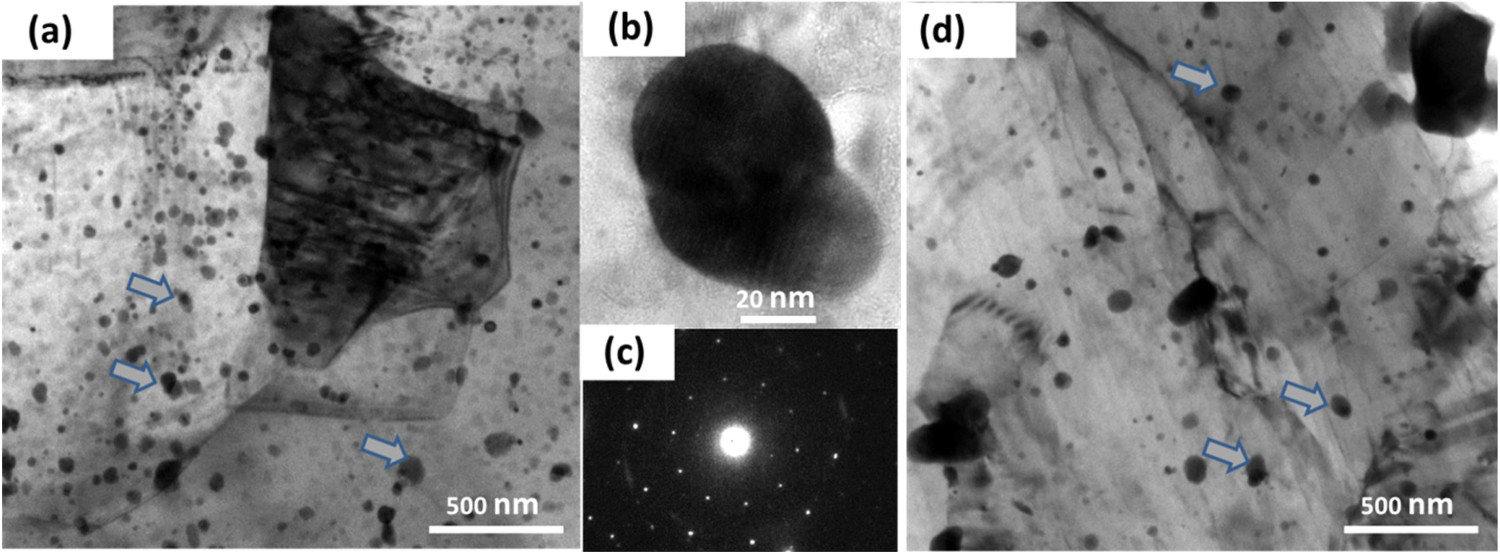
High magnification TEM images of the ZW82 and ZW82-1Sn alloys after peak-aging are illustrated in Figure 10. In each alloy, very fine precipitation can be observed. Figure 10 (a) and (d) shows that some precipitates have a dark uniform contrast with a size about 50 nm and grey contrast with a size about 40 nm and less. In addition, some precipitates (marked by arrows) have a mixture of grey and black contrasts. Magnification of the mixture of grey and black contrasts and corresponding SAED patterns suggest that precipitates with a dark contrast should be I-phase. The report [4] pointed out that these precipitates are a mixture of the
High magnification bright field TEM images of the ZW82 (a, b, c) and ZW82-1Sn (d) after peak- aging; (b) magnification of the mixture of grwy and black contrasts in ZW82 alloy and (c) corresponding SAED patterns. Mg-Zn precipitates and I-phase. In the meantime, Independent grwy contrast precipitates with a size of 5-50nm are identified to be MgZn2 intermetallic compounds. Those precipitates should be precipitated during aging from a supersaturated matrix reported by Kima [27].
Mg-Zn precipitates and I-phase. In the meantime, Independent grwy contrast precipitates with a size of 5-50nm are identified to be MgZn2 intermetallic compounds. Those precipitates should be precipitated during aging from a supersaturated matrix reported by Kima [27].
Conclusions
In this paper, the effect of 0.5 wt-% Sn and 1 wt-% Sn addition on the microstructure evolution of the Mg-8Zn-2Y alloy under the as-cast, as-extruded and as-aged condition has been studied. The following conclusions are draw:
In as-cast alloy, 0.5 wt-% Sn has the most positive effect on the refinement of
Through the systematic analysis of the solidification mechanism of the three alloys, the difference of as-cast structure is caused by the phase transformations of L→Sn3Y5 + α-Mg and L→α-Mg + I owing to the change of solid–liquid interface composition. After extrusion, the ultra-fine dynamic recrystallization grains with only 570 ± 60 nm and increased volume fraction of l-phase can be obtained from the ZW82-0.5Sn alloy. Nano-scale I-phase, MgZn2 and the mixture of the
 -Mg dendrites. Furthermore, composition of phases in alloys changes a lot with the addition of Sn. ZW82 alloy consists of
-Mg dendrites. Furthermore, composition of phases in alloys changes a lot with the addition of Sn. ZW82 alloy consists of
 -Mg, W-phase and a small number of granular I-phase, but increased volume fraction of l-phase and a few of Sn3Y5 phase form in ZW82-0.5Sn and ZW82-1Sn alloys.
-Mg, W-phase and a small number of granular I-phase, but increased volume fraction of l-phase and a few of Sn3Y5 phase form in ZW82-0.5Sn and ZW82-1Sn alloys. Mg-Zn precipitates and I-phase are uniformly precipitated from supersaturated matrix during aging.
Mg-Zn precipitates and I-phase are uniformly precipitated from supersaturated matrix during aging.
Future recommendations
According to the above research, addition of Sn in Mg-8Zn-2Y not only refines the grains but also promotes the precipitation of quasicrystal I-phase. javascript:void(0);However, the effect of Sn addition on the mechanical properties of the alloy has not been revealed. Therefore, it is necessary to explore the mechanical properties of Mg-8Zn-2Y-xSn alloy as cast, extruded and aged, and explain the strengthening mechanism.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).