
Abstract
In this paper, a low-cost and high-performance Mg–4Y–3Nd–1.5Al rolled magnesium rare earth alloy sheet was developed by a multi-pass rolling process. The effect of cumulative rolling deformation on the microstructure and mechanical properties of the alloy sheet was studied. It is found that with the increase of rolling passes, the proportion of dynamic recrystallisation grains increases, the grains are refined and the texture strength is weakened due to the combined effect of particle excitation nucleation mechanism and grain-boundary-induced nucleation mechanism. The results show that fine-grain strengthening and work hardening are the main reasons for the high strength of the alloy sheet. This experiment provides scientific guidance for developing fine-grained magnesium alloy sheets.
Introduction
As the lightest metal structural material, magnesium alloy has great potential in the automobile, aerospace, and military industries [1,2]. However, the strength of traditional magnesium alloys (such as Mg–Al–Zn and Mg–Al–Mn) is low. The addition of RE can improve the strength of magnesium alloys. The WE series magnesium alloys with Y and Nd as the main elements [3] have good room-temperature mechanical properties and high-temperature creep resistance, and WE54 and WE43 alloys have been widely used in commercial applications. However, compared with light materials such as aluminium and titanium alloy, the strength of Mg–RE alloy is still low, which limits the application of Mg–RE alloy [4,5]. Therefore, optimising the microstructure of Mg–RE alloys to improve their mechanical properties is necessary.
Grain refinement is an important way to improve the mechanical properties of alloys[6,7]. Usually, deformation processing is used to achieve the effect of fine grain strengthening to improve the mechanical properties of Mg–RE alloys [8]. Rolling is one of the commonly used deformation methods [9]. Rolling can reduce the internal defects of rolled pieces, refine the alloy structure and obtain high-performance magnesium alloy profiles [10]. Cumulative rolling deformation is one of the important factors affecting the mechanical properties of Mg–RE alloy sheets. With the increase of rolling passes, a large number of dislocations will be introduced into the alloy, which will provide the driving force for the occurrence of dynamic recrystallisation (DRX), so that the grains are gradually refined, and the texture strength is reduced, thereby improving the mechanical properties of the alloy [11-13].
In addition, alloying is also an effective method to refine the grain size of Mg–RE alloys, where Zr is the most commonly used grain refiner [14,15]. However, Zr refinement has the disadvantages of high cost, easy sedimentation, and low yield [16]. In recent years, it has been found that Al can react with RE to form the Al2RE phase. The Al2RE phase can be used as the heterogeneous nucleation core of the magnesium alloy matrix, which can effectively refine the grain of magnesium alloy [17,18]. The grain refinement effect of the Al2RE phase in Mg-RE is equivalent to that of Zr, and the cost of Al is lower. We developed a new type of Mg–Y–Nd–Al alloy by replacing Zr with Al [19], and the rolling formability of Mg–Y–Nd alloy can be improved by Al refinement [20]. To further improve the mechanical properties of Mg–Y–Nd–Al alloy and understand the evolution of microstructure during the rolling process. The effects of different cumulative rolling deformation (20%, 40%, 60%) on the microstructure, texture and mechanical properties of Mg–4Y–3Nd–1.5Al alloy were studied by multi-pass rolling. It lays a theoretical foundation for developing low-cost and high-performance rolled Mg–RE alloy sheets.
Experimental method
Chemical composition of test alloy.

The as-cast Mg–4Y–3Nd–1.5Al alloy was homo-genised at 550 °C for 48 h and then cooled in water. Subsequently, the sample was processed into a 55 mm ×40 mm × 15 mm square, deformed by hot rolling. The heating temperature of the sample was 480°C, and the roll was not heated. The plate was held at 480°C for 30 min before the first rolling pass. The plate between passes was annealed at 480 °C for 15 min. The single pass deformation was 3%–7%, and the cumulative rolling deformation was 20%, 40% and 60%, respectively.
The rolling direction, vertical rolling direction and normal direction of rolling were defined as RD, TD and ND, respectively. The microstructure at the center of the RD–ND surface was observed. After mechanical polishing, the samples were etched with a picric acid solution (35 ml ethanol + 10 ml deionised water + 4 ml acetic acid + 5 g picric acid). A metallographic microscope observed the microstructure (OM, XD30M). The microstructure and fracture morphology of the alloy was further analysed using a scanning electron microscope (SEM, Apreo C). The microstructure and texture of the alloy were analysed by electron backscatter diffraction (EBSD). EBSD samples were prepared by electrolytic polishing. The electrolyte is 100 ml ethanol + 12 ml hydrochloric acid + 8 ml nitric acid, the electrolysis voltage is 23 V, the current is 5.1 A, the electrolysis time is 30 s, immediately after the end of the use of alcohol rinse, and the quick blow dry. The mechanical properties of the alloy were tested by MST-200 electronic universal tensile testing machine. The dog-bone tensile sample was processed along the parallel rolling direction (RD). The parallel section size was 15 mm × 3 mm × 2 mm, and the tensile rate was 1 mm min–1. The data of each group of samples were at least the average of the repeated test data of three samples.
Results and analysis
Microstructure of the as-homogenised alloy
Figure 1(a) shows the SEM images of the as-homo-genised Mg–4Y–3Nd–1.5Al alloy. Three kinds of second phases with different morphologies are distributed in the homogenised alloy, which is granular (identification 1), broken needle (identification 2) and fine linear (identification 3). To determine the composition of each phase in the homogenised alloy, the composition of the phase in the alloy was analysed by EDS. The results are shown in Table 2. By EDS analysis, the ratio of Al to RE (Y, Nd) in the second phase of these three morphologies is 2 : 1, and combined with XRD results, it can be determined (Figure 1(b) that the second phase of the three morphologies is Al2RE phase. It can be found from Figure 1(c) that the grains in the alloy structure after homogenisation are equiaxed, and the average grain size is 46.2 µm. It is observed in the pole figure that the texture distribution of the alloy after homogenisation treatment is random, and the maximum texture intensity is only 5.79, which is a typical random texture (as shown in Figure 1(d)).
The as-homogenized alloy: (a) SEM; (b) XRD; (c) EBSD map; (d) Polar diagram. Figure 1 EDS analysis results of middle punctuation. Mechanical properties of alloys with different rolling deformations.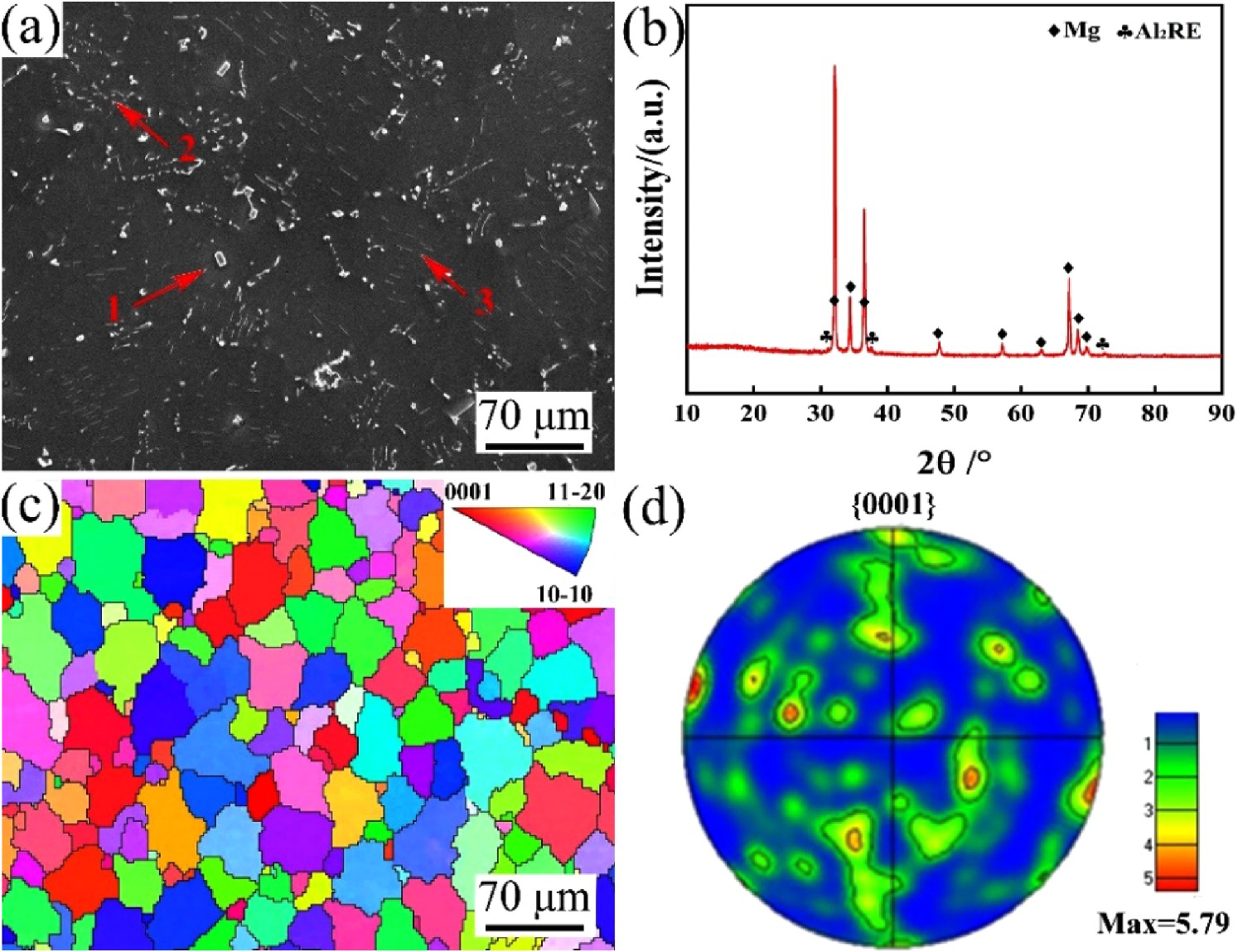
Microstructure of the as-rolled alloy
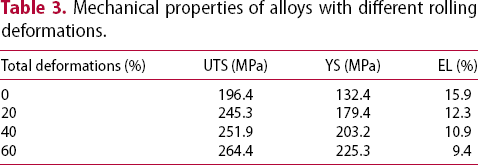
Figure 2 shows the SEM images of the alloy with different cumulative rolling deformation and the EDS analysis results of the precipitated phase. It can be observed from Figure 2(a) that when the cumulative rolling deformation is 20%, the second phase of the above three morphologies still exists in the structure. In addition, more fine precipitated phases are observed at the grain boundaries (as shown by the red arrows in Figure 2(a)). The phase is in a flat discontinuous distribution. To determine the composition of the phase, EDS energy spectrum analysis is performed on the phase (as shown in Figure 2(e)). It can be found from the figure that the content of Mg and RE (Y, Nd) in the phase is large, and the phase can be determined to be the Mg-RE phase. This phase is formed due to the dynamic precipitation of supersaturated solid solution during high-temperature rolling [6]. With the increase of rolling passes, the second phase of the three morphologies in the microstructure did not change. Still, the number of precipitated phases gradually increased, and the distribution was elongated along the rolling direction (as shown in Figure 2(b, c)). When the cumulative rolling deformation reaches 60% (as shown in Figure 2(c)), the number of precipitated phases in the structure is the largest, and the precipitated phases are streamlined.
SEM photograph and EDS analysis results of precipitates of as-rolled alloys with different cumulative rolling deformation: (a) 20%; (b) 40%; (c) 60%; (d) the precipitated phase; (e) EDS.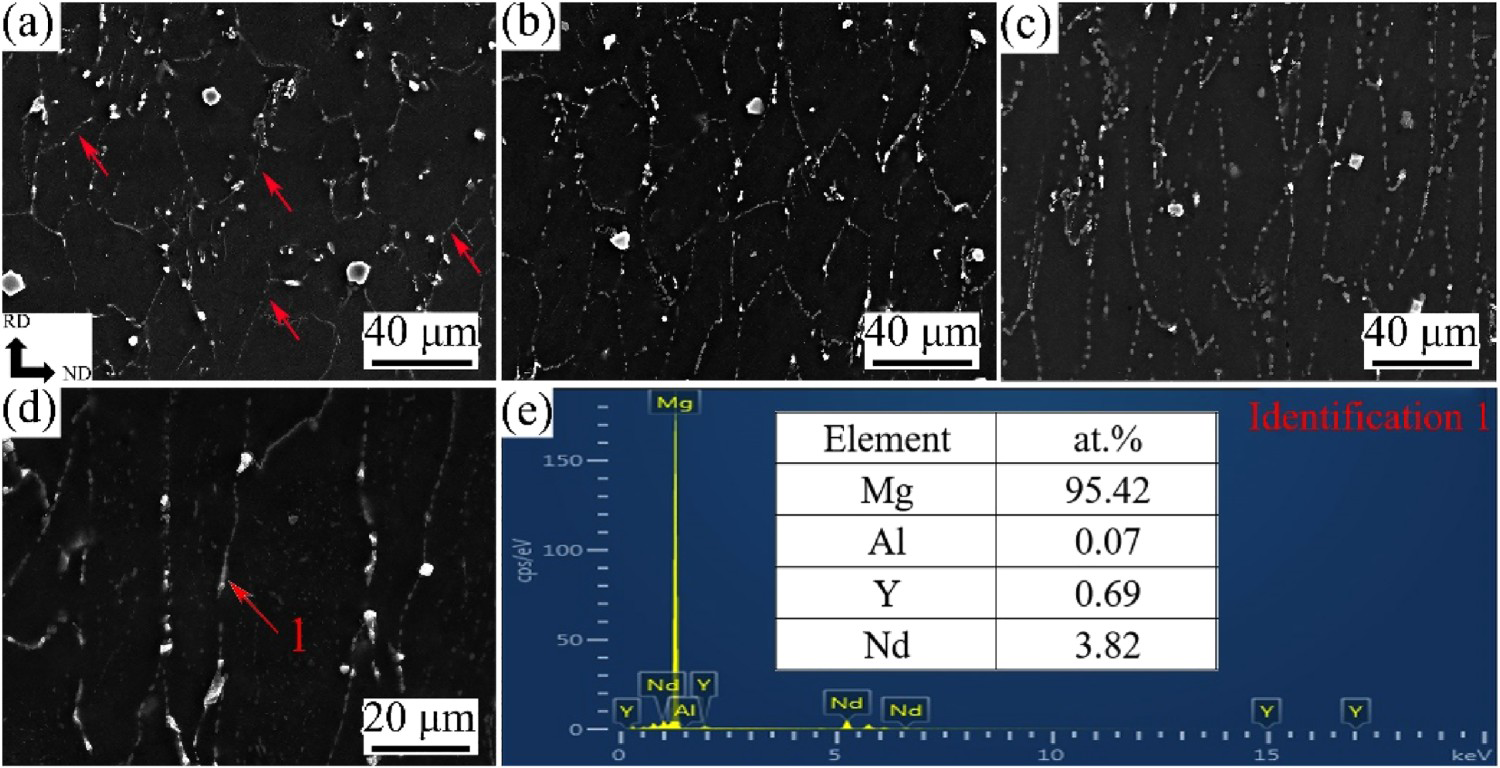
EBSD analysis
Figure 3 shows the alloy sheet's IPF diagram and grain size distribution diagram with different cumulative rolling deformations. In the IPF diagram, different grain colours represent different grain orientations. From Figure 3(a–c), it can be found that the grain orientation is obvious, and the grain boundary is clear. In the alloy with different deformation, the grain orientation is deflected in the direction. When the cumulative rolling deformation is 20% (Figure 3(a, d)), the grains are deformed and distributed in a flat, spherical shape and a small number of fine grains are produced near the coarse grains. Compared with the homogenisation treatment, the grain size of the alloy is reduced and the average grain size is 35.2 µm. With the increase of rolling passes, the grain morphology changes from coarse flat, spherical morphology to equiaxed crystal morphology and the grains are gradually refined (Figure 3(b, c)). When the cumulative rolling deformation is 60%, the microstructure distribution is the most uniform, and the grain is the most refined. The average grain size is only 16.8 µm, about 29.4 µm finer than the homogenised alloy.
IPF map and grain size distribution diagram of as-rolled alloy with different cumulative rolling deformations: (a), (d) 20%; (b), (e) 40%; (c), (f) 60%.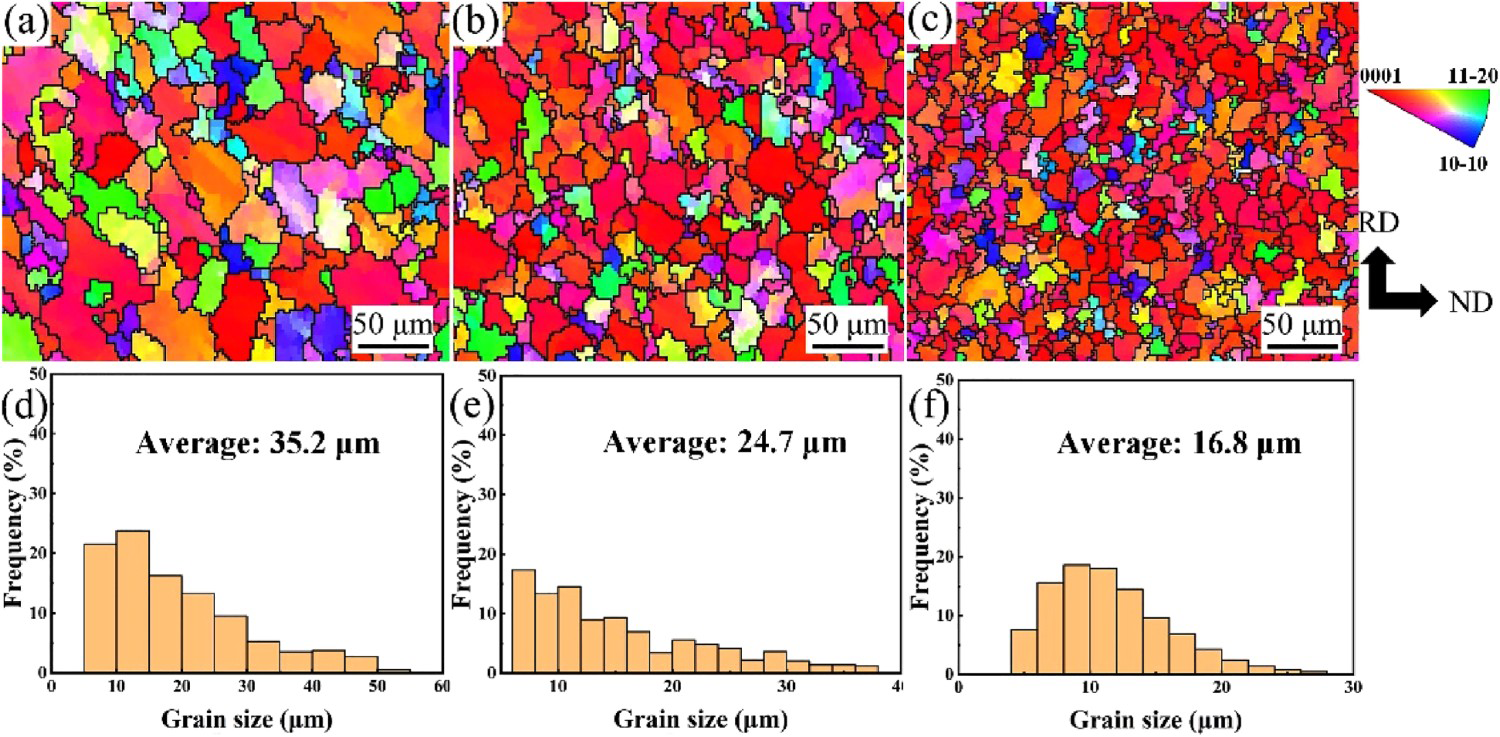
For as-rolled alloys, grain refinement is closely related to the formation of dynamically recrystallised (DRXed) grains. [21]. Figure 4 shows the dynamic recrystallisation distribution and content of alloys with different cumulative rolling deformations. In Figure 4(a–c), the blue grains are DRXed grains, the yellow grains are substructure grains, and the red grains are deformed grains. As shown in Figure 4(a, d), when the cumulative rolling deformation is 20%, DRX occurs in the alloy. Some DRXed grains are produced in the microstructure, the content of which is 40.6%, the content of substructured grains is 38.2%, and the number of deformed grains is small, the content of which is 21.2%. With the increase of rolling passes, the number of DRXed grains gradually increases, while the number of deformed grains and sub-structured grains gradually decreases (see Figure 4(b, c)). When the deformation amount is 60%, the degree of DRX is the highest, and the number of DRXed grains in the structure is the largest. Compared with the alloy with a deformation amount of 20%, the content of DRXed grains increases to 60.2%, while the number of deformed grains is the least, and its content decreases to 12.5%.
Dynamic recrystallization distribution and content diagram of as-rolled alloy with different cumulative rolling deformations: (a), (d) 20%; (b), (e) 40%; (c), (f) 60%.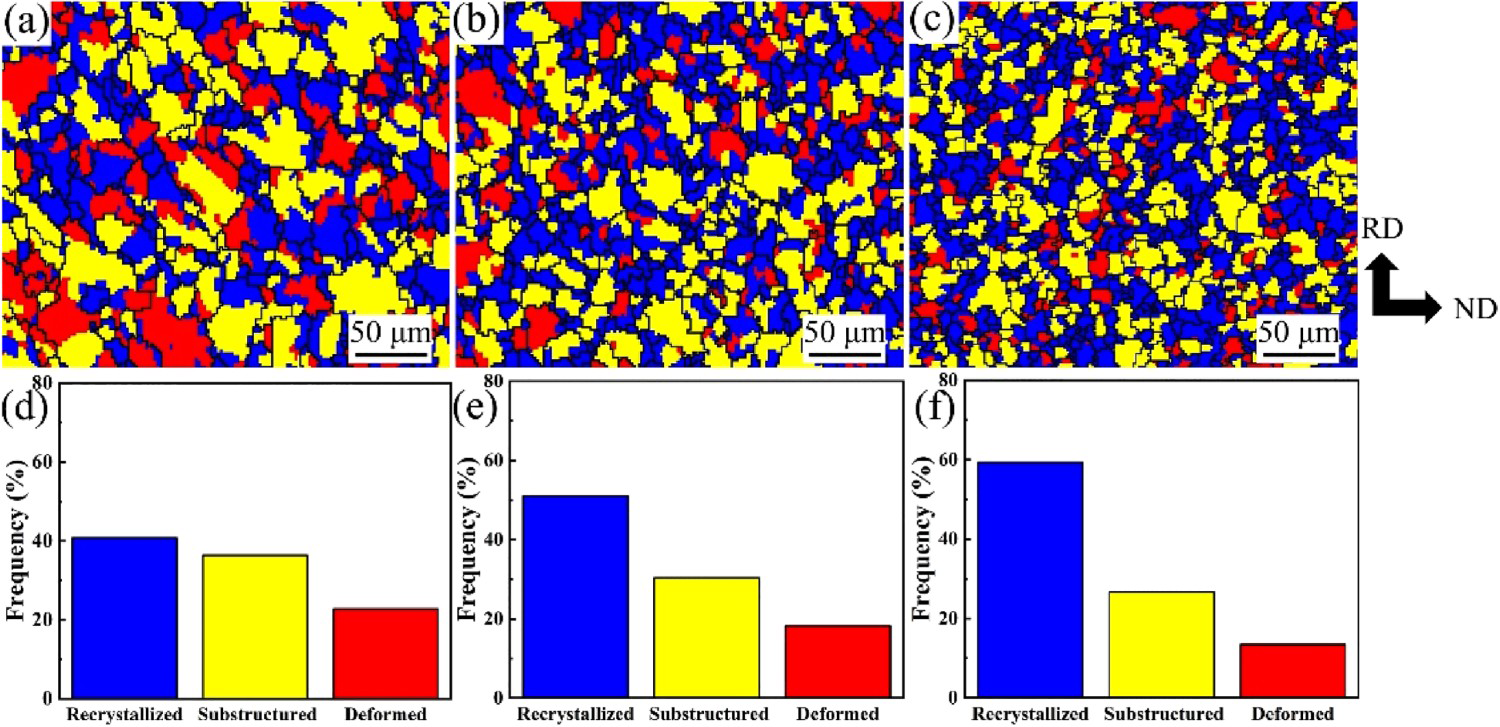
Figure 5 is the kernel average misorientation (KAM) diagram and the grain boundary misorientation angle distribution diagram of the alloy under different cumulative rolling deformation. It was well known that KAM was calculated based on the local misorientation level between individual points (kernel) and all points around it. It was usually used to represent the internal plastic strain of materials [22,23]. The local residual plastic strain increased as the color changed from blue to green, indicating that the dislocation density increased [24]. It can be seen from the KAM diagram (Figure 5(a-f)) that the alloy sheet with a cumulative deformation of 20% has a lower dislocation density, and the average value is 1.38. With the increase of rolling passes, the dislocation density in the plate gradually increases and then becomes stable. From Figure 5(g-l), it can be observed that the alloy sheet's average orientation angle gradually increases with the increase of rolling passes. Owing to the distribution of a large number of dislocations near the grain boundary, the dislocation density is gradually concentrated. Under the severe lattice distortion, the grains first form sub-structural crystals at the grain boundary of the deformed crystal. Then the DRXed grains gradually form high-angle grain boundaries (HAGBs) by absorbing dislocations [25,26]. Therefore, with the increase of rolling passes, the degree of DRX in the plate structure increases, the number of recrystallisation increases gradually, the number of high-angle grain boundaries increases, and the average misorientation angle increases gradually.
KAM diagram and grain boundary misorientation distribution diagram of alloy with different accumulative rolling deformation: (a), (d), (g), (j) 20%; (b), (e), (h), (k) 40%; (c), (f), (i), (l) 60%.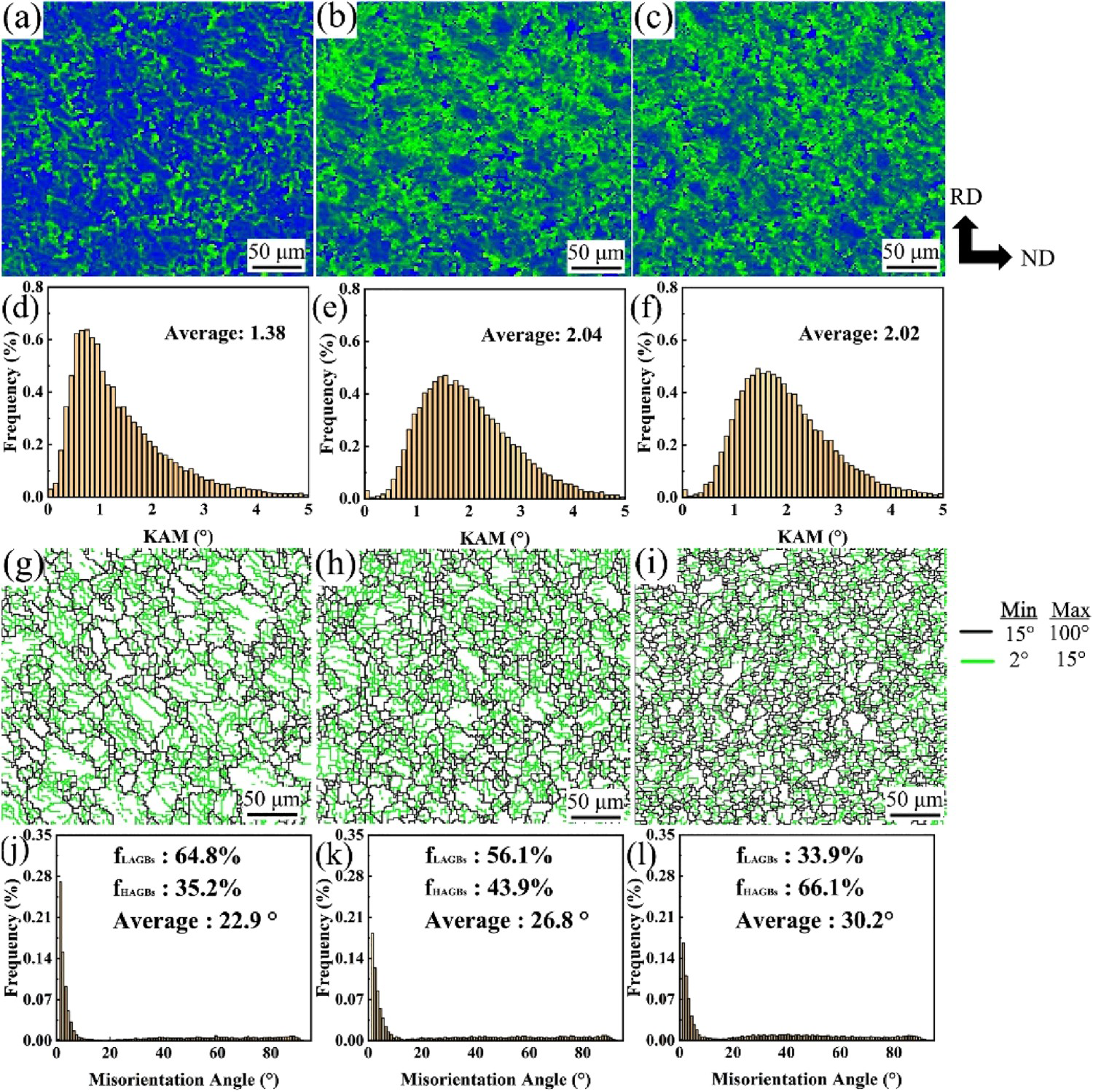
The experimental results show that with the progress of rolling, the degree of DRX gradually increases, and the grains gradually refine. Usually, the second phase particles (size > 1 µm) can be used as DRXed grains nucleation sites [27]. During the rolling process, due to the incompatibility of the yield strain between the second phase particles and the matrix, dislocation accumulation occurs around the coarse particles, and the energy storage increases, providing a driving force for the occurrence of DRX, triggering the particle stimulated nucleation (PSN) mechanism [28-31]. In this experiment, after homogenisation treatment, the alloy structure contains the Al2RE particle phase with a size of 4–9 µm (as shown in Figure 1(a)), which meets the conditions of the DRXed grains nucleation site. It can be observed from Figure 6(a, b) that fine grains are distributed around the Al2RE particles (such as the black unleaded region in the figure). The grain orientation around the Al2RE particles is random, and the grain boundary misorientation angle near the Al2RE particles is large (about 30°–50°). However, as the distance between the grain boundary and the particles increases, the grain boundary misorientation angle gradually decreases. Some low-angle grains (LAGBs) are found far away from the particles (about 2°–15°), which proves that the Al2RE particles play a key role in promoting the DRX process. With the increase of rolling passes, dislocations will be gradually introduced near the particles and grain boundaries, resulting in accumulated dislocations and increased DRXed grains. When the cumulative rolling deformation reaches 20% (as shown in Figure 3(a)), due to the small degree of deformation at this time, the inhomogeneity of deformation leads to different dislocation densities in multiple grains so that only the dislocation density near some particles is high, resulting in a low degree of DRX and a relatively small number of DRXed grains. With the increase of strain, the deformation degree of rolling increases so that dislocations accumulate at more particles and grain boundaries, the degree of DRX is further improved, and the grains are refined (Figure 3(b, c)). Moreover, Y and Nd elements in the matrix reduce the stacking fault energy and dislocation cross-slip ability, which is more conducive to the nucleation of DRXed grains [32,33]. Therefore, the particles in the matrix provide more possibilities for DRX nucleation.
The local expansion diagram of as-rolled alloy: (a) IPF; (b) PSN; (c) grain boundary induced recrystallisation.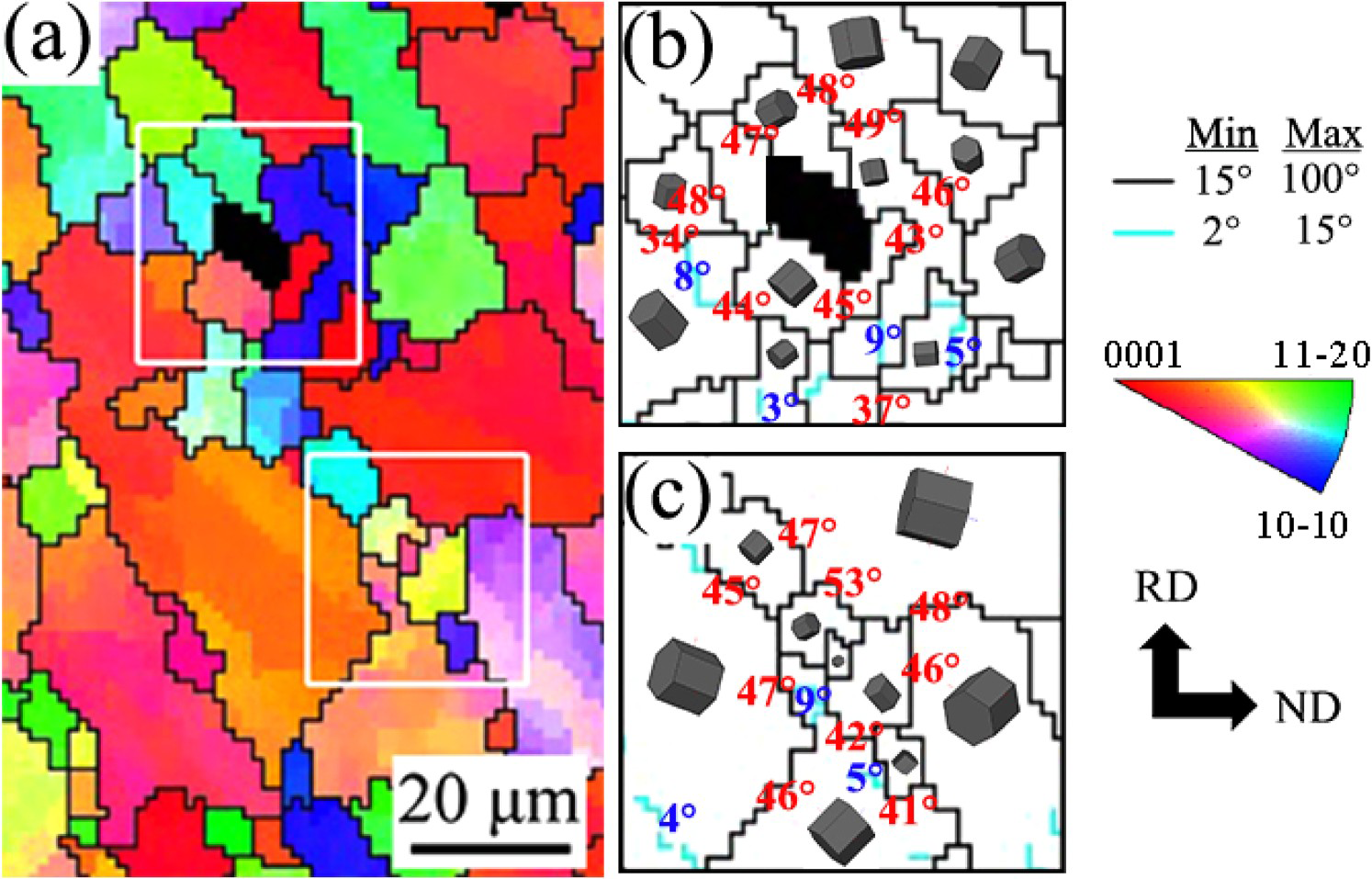
In addition, grain boundaries are often used as nucleation sites for DRXed grains [34]. Figures 6(a) and (c) show that more fine grains are formed near the coarse grain, and the grain boundary misorientation angle formed near the coarse grain is larger. With the increase of the distance between the grain boundary and the coarse grain, the grain boundary misorientation angle gradually decreases. This phenomenon is because the coarse grain is broken during the rolling process. The dislocations at the grain boundary react with each other and accumulate continuously, which promotes the energy storage near the grain boundary to increase, leading to the occurrence of DRX, prompting the sub-structure grain to absorb the dislocation growth and nucleation [13,35], the grain boundary also promotes the occurrence of DRX. Therefore, with the increase of rolling passes, the degree of DRX in the microstructure of the sheet increases, the number of DRXed grains gradually increases, the number of high-angle grain boundaries increases and the average orientation angle gradually increases. Owing to the multi-pass rolling used in this experiment, the number of DRXed grains gradually increased during the rolling process, and the number of grain boundaries also gradually increased. As the strain increases, the dislocations will re-concentrate at the newly formed DRXed grain boundaries, increasing the position of grain boundary-induced nucleation, which helps to promote the occurrence of DRX and further form more fine DRXed grains [36-38]. Moreover, many dynamic precipitated phases around DRXed grains can inhibit grain boundary migration and hinder grain growth [39,40].
Figure 7 shows the alloy sheet's pole figure with different cumulative rolling deformation. From the three pole figures of {0001}, {11–20} and {10–10}, it can be seen that the pole density points of alloy sheets with different cumulative rolling deformation are distributed along the center and edge, respectively. It shows that the texture of all rolled Mg–4Y–3Nd–1.5Al alloys is (0001) basal texture (<0001>//ND), also known as basal texture, that is, the (0001) of grains is roughly perpendicular to ND. It can be seen from the figure that the texture with a cumulative rolling deformation of 20% is more dispersed (as shown in Figure 7(a)) but compared with the alloy after homogenisation treatment (Figure 1(d)), the texture has a certain orientation. It forms a certain degree of basal texture. Because the grains in the structure are mostly coarse grains, and the DRX degree is low, the weakening degree of the texture is not large, so the texture strength is the largest under this deformation, and the texture strength can reach 7.74. With the increase of rolling passes, the texture gradually concentrates and converges to the center (as shown in Figure 7(b, c)). Owing to the increase of DRX degree, the number of DRXed grains increases, and the degree of the random orientation of grains gradually increases so that the maximum texture strength of the alloy gradually decreases [41]. When the cumulative rolling deformation reaches 60%, due to the largest number of DRXed grains in the microstructure, the degree of the random orientation of the grains is the largest and the maximum texture intensity is only 5.24. Still, the type of texture does not change substantially (Figure 7(c)). Generally, the texture strength of rolled magnesium alloy is higher (greater than 10) [42], but the texture strength under different cumulative rolling deformation is smaller in this experiment. The reason is that the addition of RE (Y, Nd) in the alloy can activate the slip of the cone, thus inducing a weaker texture [43]. In addition, due to the completely different orientation cores provided by DRX, the newly generated DRXed grains are randomly oriented, which greatly weakens the texture's strength, leading to weak texture [44].
Polar diagram of alloy plates with different cumulative rolling deformations: (a) 20%; (b) 40%; (c) 60%.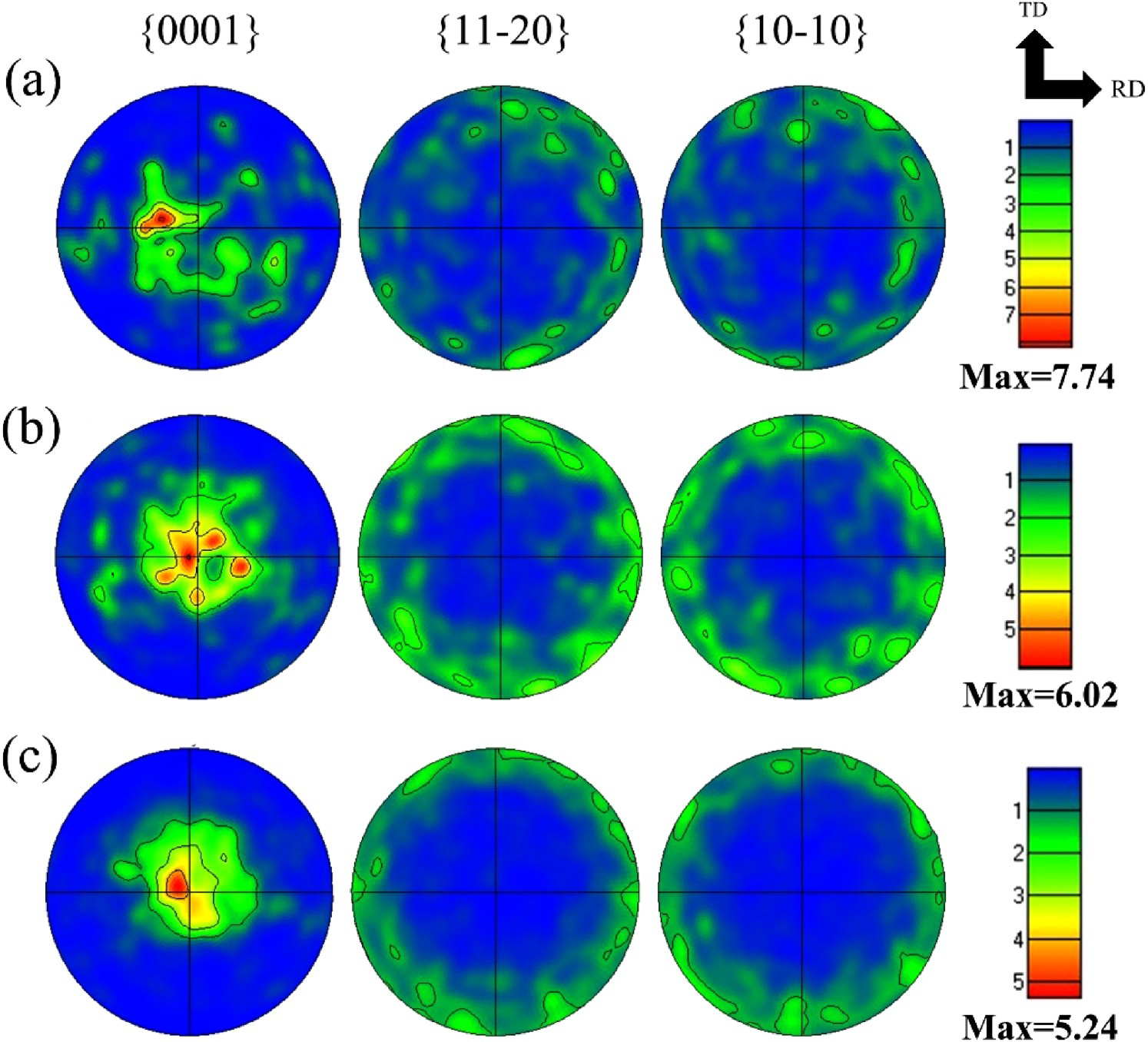
For close-packed hexagonal magnesium alloys, the (0001) < 11–20 > slip system is most likely to open during deformation [45]. To grasp the mechanical properties of the sheet, it is necessary to explore the Schmid factor of substrate slip. Figure 8 shows the Schmid factor distribution in the slip system direction of the alloy sheet (0001) < 11–20 > with different cumulative rolling deformation. When the cumulative rolling deformation is 20% (Figure 8(a)), the average Schmid factor is 0.373, and the Schmid factor is the largest, which proves that the alloy is the easiest to start the slip system. With the increase of rolling passes, the Schmid factor of the alloy sheet decreases gradually (Figure 8(b, c)). When the cumulative rolling deformation reaches 60% (as shown in Figure 8(c)), the average Schmid factor of the alloy decreases to 0.338. Compared with the alloy with a deformation of 20%, the starting ability of the slip system of the alloy decreases. However, it can be seen from the figure that the average Schmid factor in the alloy with different cumulative rolling deformation is greater than 0.3, which proves that most grains in the alloy still belong to soft-oriented grains.
Schmid factor diagram of alloy with different cumulative rolling deformation: (a) 20%; (b) 40%; (c) 60%.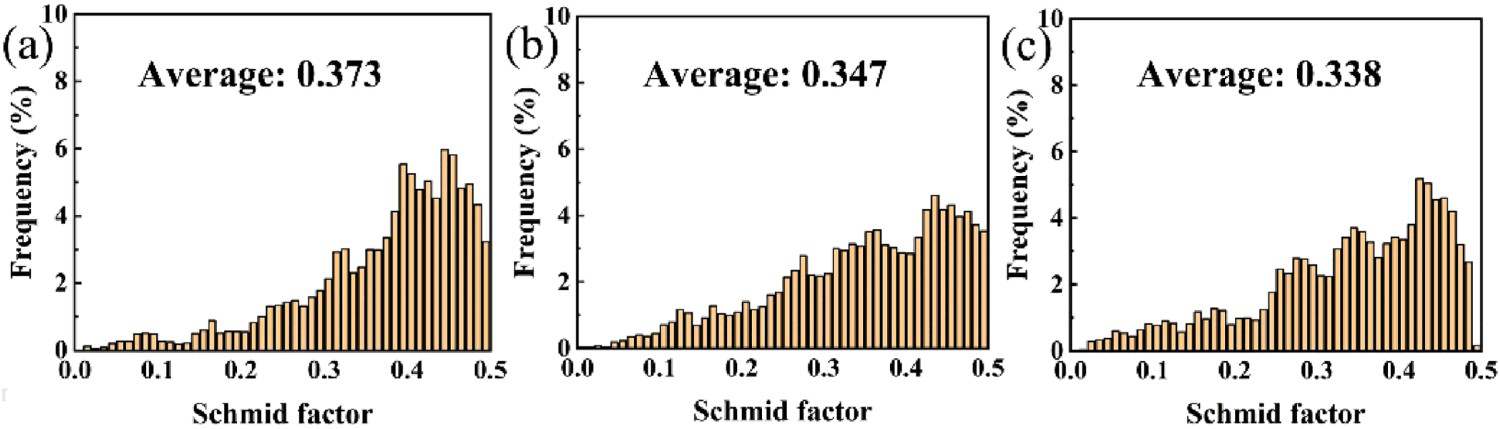
Mechanical property
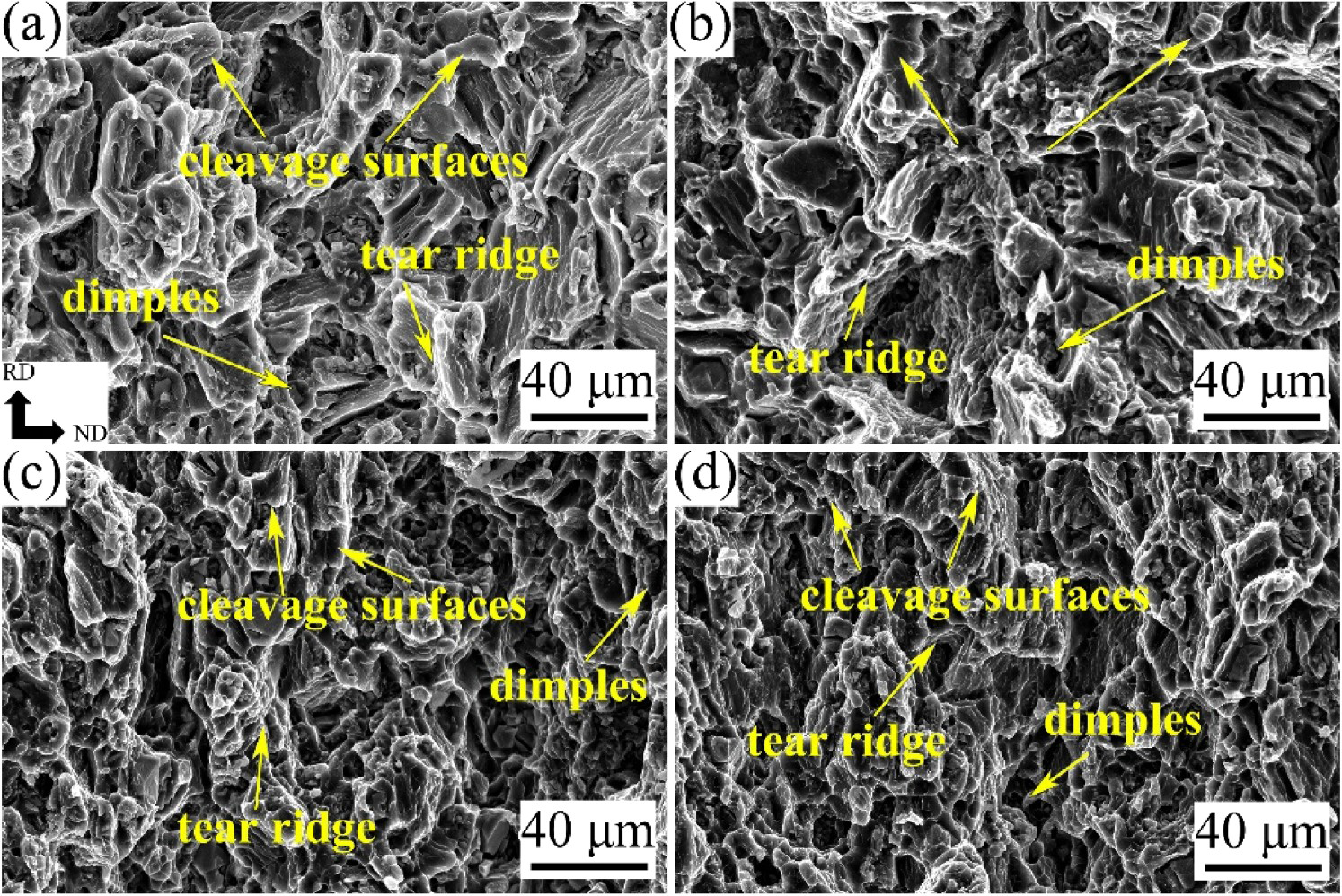
Figure 9 shows the stress–strain curves of alloy plates with different cumulative rolling deformations. The diagram shows that with the increase of rolling passes, the alloy sheet's tensile strength (UTS) and yield strength (YS) show a gradual upward trend, but the elongation (EL) after fracture decreases gradually. It can be seen from Table 3 that the UTS, YS and EL of the alloy after homogenisation treatment are 196.4, 132.4 MPa and 15.9%. After homogenisation treatment, the alloy has good plasticity, which lays a foundation for the next rolling deformation. With the increase of rolling passes, the strength of the alloy sheet gradually increases, but the elongation decreases. When the cumulative rolling deformation reaches 60%, the comprehensive mechanical properties of the alloy are the best. The UTS and YS are 264.4 and 225.3 MPa, respectively, and EL is 9.4%. Figure 9 shows the fracture morphology under different cumulative rolling deformations. It can be observed that the fracture morphology of the alloy with different deformations is composed of a cleavage plane, tearing edge, and dimple. It is found from Figure 10(a) that cleavage planes, tearing ridges, and a few dimples are distributed in the fracture surface of the as-homogenised alloy. With the increase of total deformation (Figure 10(b-d)), the cleavage plane increases, the tearing ridge decreases, the dimple becomes shallower, and the size of the cleavage plane and dimple decreases.
Stress–strain curve of alloy with different cumulative rolling deformation. Fracture morphology of alloy with different cumulative rolling deformation: (a) as-homogenised; (b) 20%; (c) 40%; (d) 60%.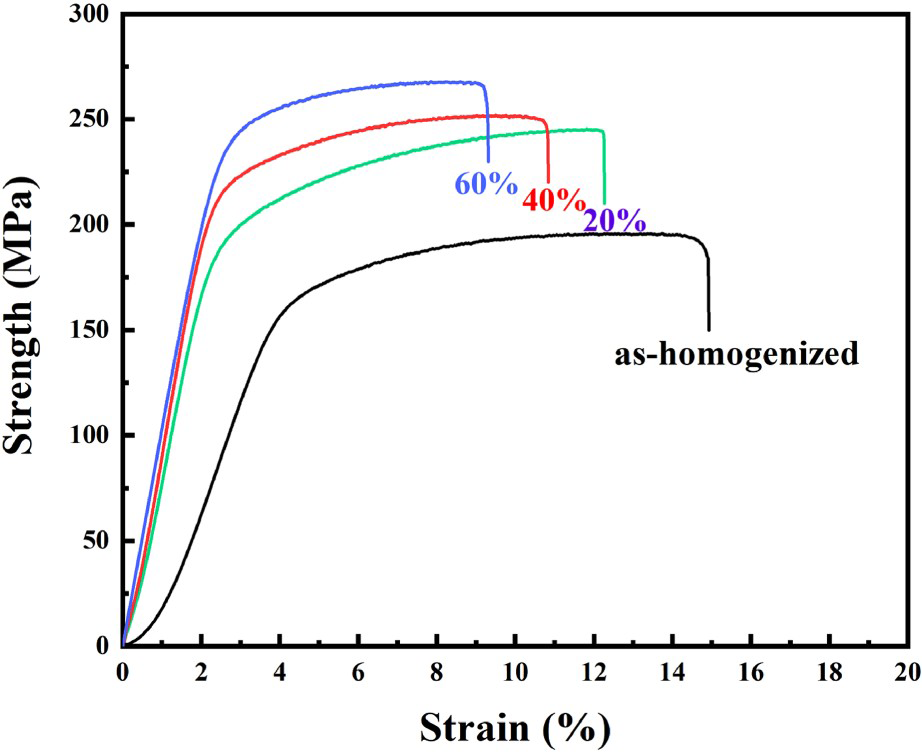
The results show that the alloy's strength increases with the accumulative deformation, which can be attributed to fine-grain strengthening. After homo-genisation treatment to the cumulative rolling deformation to 60%, the alloy's grain is significantly refined. According to the Hall–Petch [46] relationship, the yield strength of polycrystalline materials at room temperature gradually increases with grain refinement. The reason is that a large number of grain boundaries generated after grain refinement can effectively prevent dislocation slip, thus improving the strength of the alloy [47]. In this experiment, with the increase of rolling passes, the degree of DRX gradually increased, resulting in the gradual increase of DRXed grains and the gradual refinement of grains so that more grain boundaries hindered the dislocation movement, and the strength of the alloy gradually increased. Second, work hardening [48] also contributes to the improvement of the strength of the alloy. With the increase of rolling passes, the KAM value of the alloy sheet increases first and then tends to be stable (Figure 5(a-f)). This phenomenon proves that after the cumulative rolling of the alloy sheet, the dislocation density inside the structure increases, the dislocation accumulation intensifies, and the dislocations on different slip surfaces hinder the movement of dislocations, so the strength of the alloy is improved. Finally, more fine Mg-RE phases are precipitated during the rolling process. This phase increases with the increase of rolling passes, which can hinder the movement of dislocations and play a role in strengthening the second phase [49], thus improving the strength of the alloy.
For the plasticity of the alloy, due to the formation of a supersaturated solid solution after homogenisation treatment, the segregation at grain boundaries is reduced, and the alloy has excellent elongation after fracture, up to 15.9%. During the rolling process, with the increase of rolling passes, the alloy's plasticity gradually decreases (as shown in Figure 9). As shown in Figure 8, with the increase of rolling passes, the Schmid factor of the alloy gradually decreases, indicating that the grain orientation inside the alloy gradually changes from the original soft orientation to the hard orientation [50], thereby reducing the plasticity of the alloy. In addition, the decrease in alloy plasticity may also be related to the accumulation of residual strain [51]. In this experiment, the method of multi-pass rolling is adopted. Although the intermediate annealing treatment will be carried out after each roll pass, there will still be small residual stress after annealing. With the increase of rolling passes, the residual stress accumulates continuously (Figure 5(a-f)), resulting in stress concentration, and the plasticity of the alloy decreases [52].
In summary, fine grain strengthening, second phase strengthening, and work hardening can improve the strength of the alloy. By adjusting the alloy's structure, various strengthening mechanisms are introduced to improve the mechanical properties of the alloy further.
Conclusion
In this experiment, a rolled plate with high comprehensive mechanical properties was obtained by multi-pass rolling. This paper studied the effects of different cumulative rolling deformation on the microstructure, texture and mechanical properties of Mg–4Y–3Nd–1.5Al alloy. The main conclusions are as follows.
The homogenised Mg–4Y–3Nd–1.5Al alloy consists of the α-Mg matrix phase and Al2RE phase. During the rolling process, the dynamic precipitated phase Mg-RE precipitates in the microstructure, but the morphology of the Al2RE phase does not change. The average grain size of the alloy without rolling is 46.2 µm. With the increase of rolling passes, the grain size of the alloy gradually decreases. When the total rolling deformation is 60%, the average grain size is refined to 16.8 µm. With the increase of rolling passes, the number of DRXed grains increased due to the combined effect of particle-induced nucleation and grain boundary nucleation. The random orientation degree of the grains gradually increases, and the texture intensity of the substrate decreases from 7.74 to 5.24. Fine grain strengthening and work hardening are the main strengthening mechanism of the alloy, and the decrease of plasticity is related to the transformation of grain from soft orientation to hard orientation. With the increase of rolling passes, the strength of the alloy gradually increases, but the plasticity decreases. The alloy with rolling deformation of 60% has the best mechanical properties, and its UTS, YS and EL are 264.4 MPa, 225.3 MPa and 9.4%.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).