
Abstract
In order to improve the mechanical property of Ti-10V-2Fe-3Al (TB6) metastable β titanium alloy made by directed energy deposition (DED) technique, a group of double annealing treatments were designed. The microstructure and mechanical properties changing after every heat treatment step were systematically investigated. Compared with the traditional solution and aging heat treatment, a microstructure of the fork-like primary α phase (αp) and plate-like secondary α phase (αs) were observed after the new-designed double annealing treatment which the first annealing temperature was below β-transus with the ductility of the alloy increased significantly with slight strength reduction. The optimal tensile properties were obtained by the double annealing treatment with the first annealing temperature above β-transus (820 °C/2 h, AC + 520 °C/8 h, AC).
Keywords
Introduction
In recent years, especially in aerospace, the applications of metastable β titanium alloys are increasing because they offer the highest strength-to-weight ratios and have very attractive mechanical properties such as strength, toughness, hardenability and fatigue resistance [1,2]. Compare to the majority metastable β titanium alloys such as β–III and Ti-8V-8Mo-2Fe-3Al [3,4], Ti-10V-2Fe-3Al (TB6) alloy has lower densities, economical manufacturing costs and higher age hardening kinetics. It is widely used for aerospace structural components, such as the airframes and landing gear for Boeing 777, Airbus 340 and Airbus A-380, etc. [1,2,5,6].
Directed energy deposition (DED) is an advanced manufacturing technique that can fabricate fully dense near-net shape metal components layer-by-layer directly from CAD models [7-11]. And, it is a potential way to fabricate high-performance titanium components with comparable large size and complicated shapes due to its lower cost, shorter processing times and greater designing flexibility [11,12]. Thus, extensive research has been carried out to explore directed energy deposition titanium alloys [13-16]. However, the mechanical properties of as-deposited titanium alloys prepared by DED still need to improve further before they can be used in industry.
It is widely recognised that the mechanical properties of alloys are dependent, to a great extent, on their microstructure [17]. Therefore, many studies were carried out to improve the mechanical properties of titanium by optimising the heat treatment conditions. For example, Zhang et al. [18] analysed the microstructure changes of a wrought TB6 under different heat treatment conditions and discovered that when the solution temperature was 820°C, very fine β-grains could be obtained. G. Terlinde et al. [19] indicated that the recommended solution and aging treatment process for the wrought TB6 alloy was aging at 760 °C for 2 h followed by water quenching (WQ) and re-heating to 520 °C for 8 h with subsequent air cool (AC). However, most of the works were focused on the near α or α + β titanium alloy prepared by laser additive manufacturing such as Ti–4Al–1.5Mn [20], Ti–6Al–4V [21-24], Ti–5Al–5Mo–5V–1Cr–1Fe [25] and Ti–6Al–2Zr–1Mo–1V [26], etc, only a few studies have been carried out on DEDed metastable β alloy.
As it was known for TB6 titanium alloy, the optimisation of solution and aging treatment conditions have been found to be an effective way to obtain comprehensive mechanical properties [27,28]. After solution treatment and aging process, TB6 alloy always exhibits a duplex microstructure with coarsened primary α phase (αp) and fine secondary α phase (αs). The traditional solution treatment and aging process contain two steps: (i) heating to 700–780 °C (T1), holding for 1–3 h, WQ; (ii) holding at 520–550 °C (T2) for 6–8 h,AC. Hence, the recommended solution treatment and aging process is 760 °C/2 h, WQ + 520 °C/8 h, AC. However, previous studies on different kinds of heat treatment routes of TB6 alloys mainly focused on the wrought parts [29,30]. Due to the obvious difference in microstructure between DEDed titanium alloys and wrought titanium alloys [31], and the dynamics of microstructure evolution for DEDed titanium alloys during heat treatment are also quite different from that of severely deformed microstructures [32,33]. Thus, the heat treatment schedules suitable for wrought alloys may not be optimal for DEDed alloys. And recent research has also shown that by annealing at a temperature higher than the β-transus, the morphology and size of the β grains for the near-β alloys will change, which could result in the improved anisotropy of the tensile properties [34]. Therefore, a new heat treatment suitable for DEDed TB6 titanium alloy is needed to be designed.
In this study, four different double annealing heat treatments and three solution schedules were designed to find out the optimal heat treatment method which can attain the well strength-ductility balance of a TB6 titanium alloy. The changes of microstructure and mechanical properties after every heat treatment step were comprehensively explored. Meanwhile, we also discussed the relationships between microstructures and properties of TB6 alloys, and explanations for the excellent strength-toughness of TB6 alloys after the double annealing treatment with the first annealing temperature above β-transus.
Experimental procedures
The chemical composition of powders and As-deposited substrate.

Heat treatment schedules for investigating the microstructure evolution and tensile properties.
Samples were prepared by conventional mechanical polishing and etched method. The etching was carried out using a mixture of 1 ml HF, 6 ml HNO3 and 100 ml H2O to reveal grains as well as grain boundaries. Then, microstructures of samples were characterised using an optical microscopy (OM, LECIA-DM4000M), a scanning electron microscopy (SEM, JEOL-6010) and a high-resolution transmission electron microscope (TEM, JEM-2100F). Different phases were quantitatively analysed using an Image-P software. The hardness measurements were carried out on a FUTURE-TECH DM800 hardness tester, with a constant load of 1000 g and dwelling time equal to 15 s. And the final Vickers hardness of each sample was obtained as an average of 10 measurements.
The dimensions of the heat-treated samples for the tensile test were 70 mm × 35 mm × 15 mm. After heat treatments, three cylindrical specimens with a gage length of 70 mm and a diameter of 12 mm were cut by electric discharge wire from the centre of heat-treated samples. Then, the cylindrical specimens were processed into the tensile specimen with a diameter of 5 mm, as shown in Figure 1. After heat treatment, oxidised layer of about 0.2 mm was removed completely and which would not affect the experiment results. Room-temperature tensile properties were tested according to the test standard of ISO 6892-1: (GB/T 228.1—2021). Here, the loading direction of specimens was parallel to the deposition direction. The deformation strain was measured by an extensometer. Three tensile test samples were tested for each treatment to determine the mechanical properties. The fracture surfaces and cross sections of the tensile test specimens were examined by SEM and OM, respectively.
Geometry and dimension of the tensile test specimen.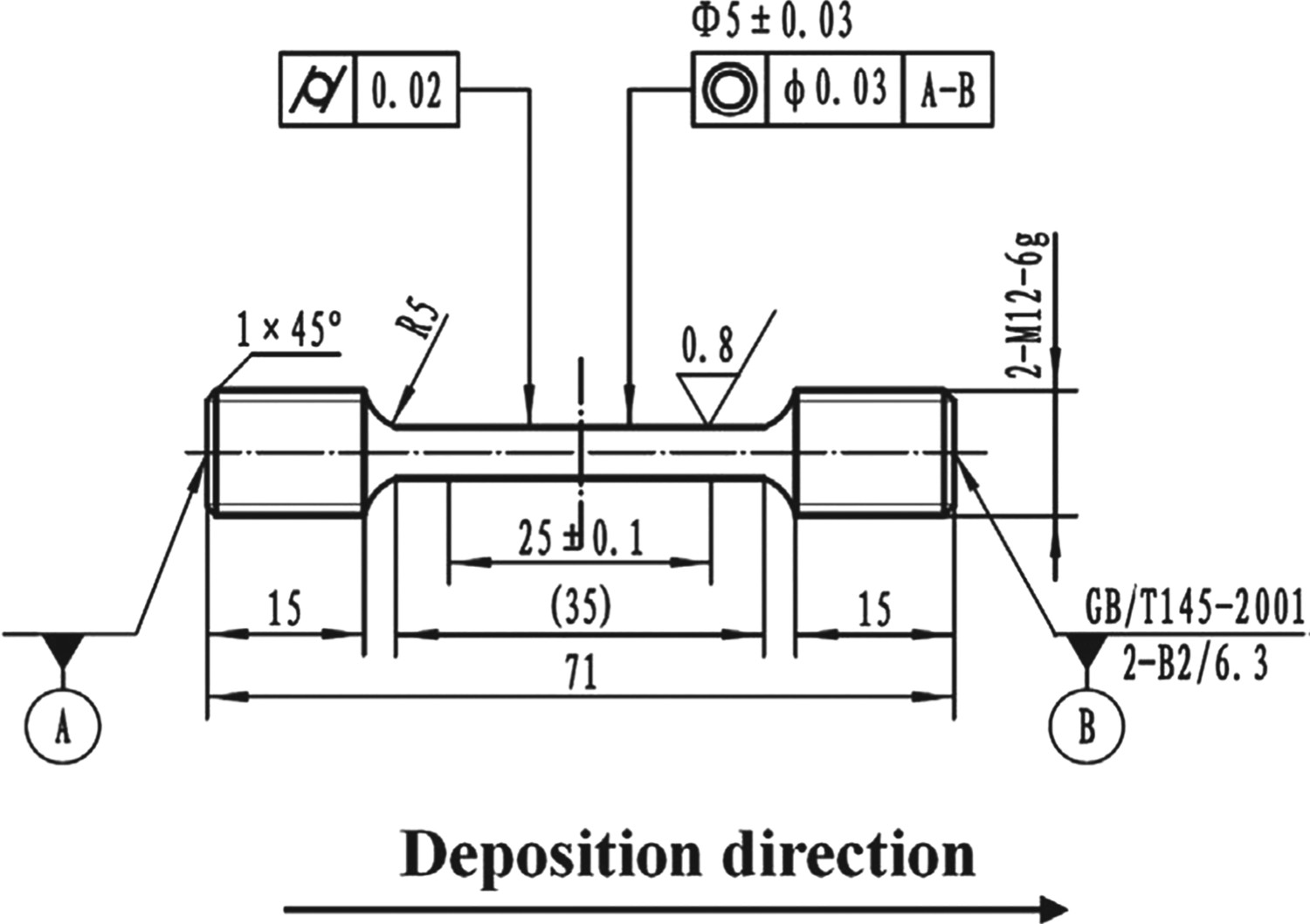
Results and discussion
The effect of heat treatment on microstructure of TB6 alloys
Comparing solution treatment and aging treatment
The microstructure evolution of TB6 alloy after double annealing treatment is shown in Figure 2. After HT1, there were many fork-like primary α phase (αp) and plate-like secondary α phase (αs) appeared in β matrix with grain boundary α phase (αGB) distributed inhomogeneously in the alloy, see Figure 2(a) and Figure 2(b). The distribution of αGB was closely related to the orientation between two adjacent β grains [36]. And from the SEM photograph shown in Figure 2(b), the fork-like αp was found to distribute along the preferred direction. After the second annealing treatment (HT2), αs precipitated more completely and coarsened significantly with the slight coarsening of αp and αGB. SEM photograph shown in Figure 2(d) indicates that the αp shows an obvious triangled precipitation position. Moreover, the forked shape of αp became more pronounced after HT2, mainly due to the organisation of the alloy tending to be more stable after the second annealing treatment and αs tending to precipitate along the preferred direction at the tip of αp.
OM (a, c) and SEM (b, d) photographs showing the microstructure evolution of new solution treatment and aging: (a, b) HT1 (c, d) HT2.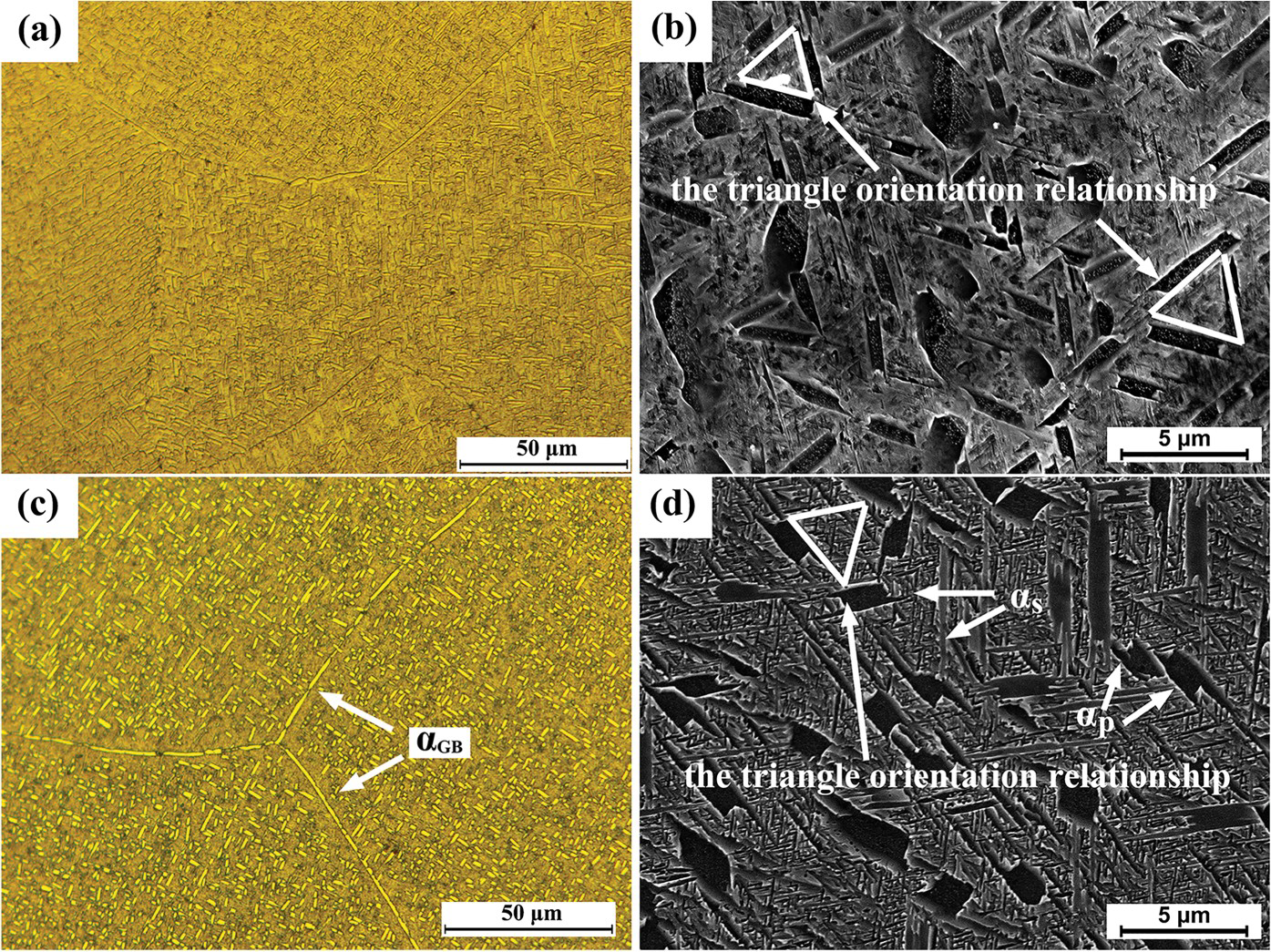
Compared with the microstructure of samples after solution and aging treatment, as shown in Figure 3, the volume fraction and the shape of αp as well as the shape of αs all changed significantly. Comparing Figure 3(a,b), when cooling (first step) under WQ condition, the morphology of αp was lath-like with a volume fraction of about 6.2%. No αs phase was observed in the β matrix, which was due to the limited time for αs to precipitate from the β matrix under such a fast cooling rate, as shown in Figure 3(a). Comparing Figure 3(a,c), it can be found that the αs precipitated more completely after the second heat treatment, which was mainly because the αs had sufficient time to precipitate out during the following aging process from β matrix. When the first cooling method changed to AC, the volume fraction of αp increased to 17.3%, much larger than that under WQ condition, and some αs could be found in the β matrix. However, as the AC process went on, the temperature decreased with the reduction of diffusivity of elements, αs could hardly precipitate out completely, as shown in Figure 3(b).
SEM photographs showing the microstructures of different heat treatment: (a) HT7 (b) HT1 (c) HT8 (d) HT2.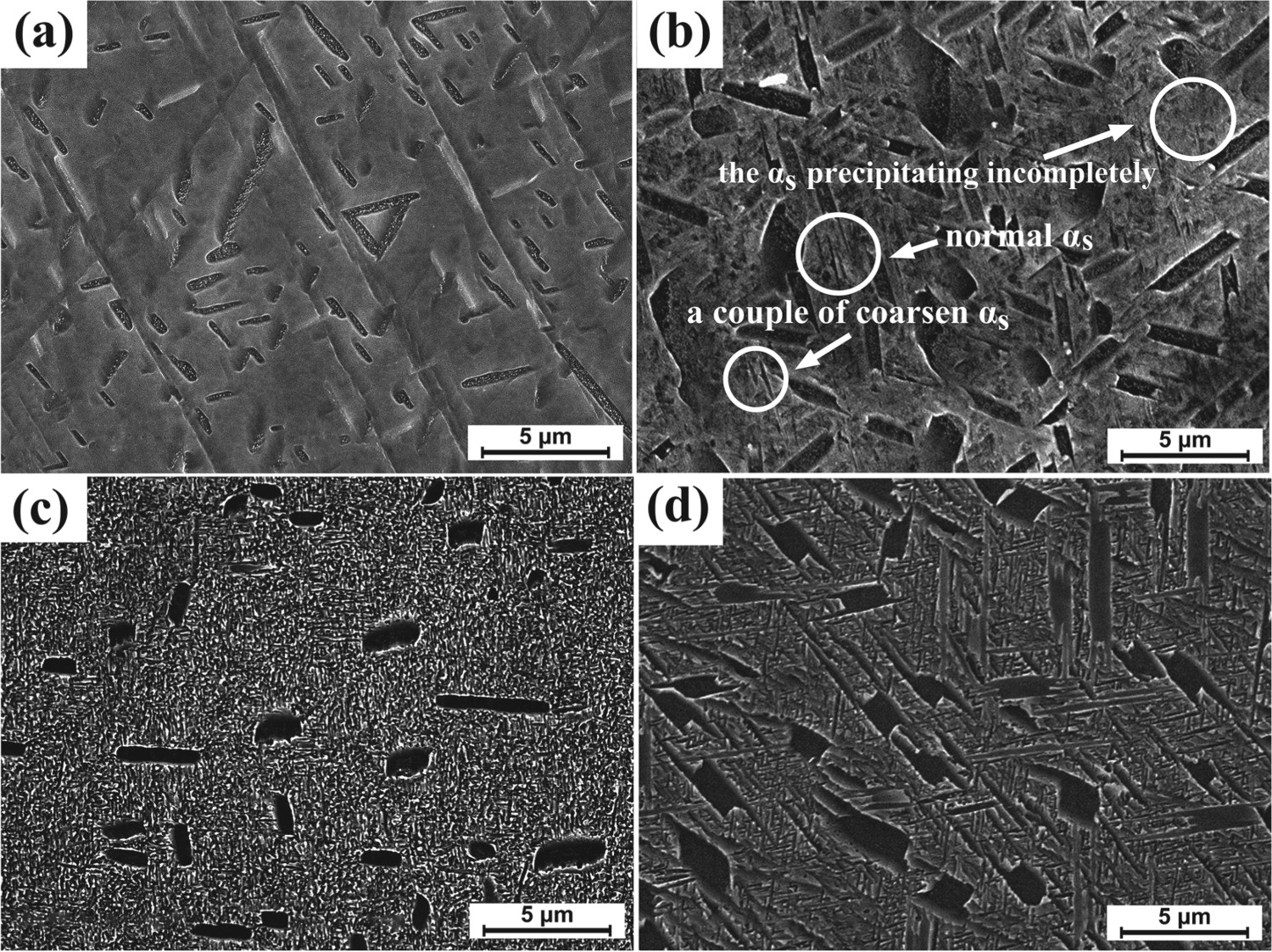
Comparing Figure 3(c,d), we can find that the shape of αs was significantly different at different cooling conditions. When the first step cooling method was WQ, αs were fine and randomly distributed. However, when the first step cooling method was AC, αs had a plate-like shape. It is because the cooling rate was relatively fast under WQ condition, with the incomplete phase transformation from β to α, most of the α stabilising elements were solid-solution in β matrix, causing the increase of driving force for phase transformation in the aging process. Therefore, the nucleation of αs will be very fast, resulting in the formation of fine and dispersed αs. If the first cooling method is AC, the driving force for phase transformation of the aging process will be relatively small, and the αs has sufficient time to grow bigger along the preferred direction during AC process, forming a plate-like morphology. Hence in the following aging process, the new-formed αs will precipitate out more completely and coarser.
It's well known that large α plates have smaller total interfacial energy than that of small α plates. According to the common tangent rule, the equilibrium concentration of α stabilising elements around large α plates is lower than that around the small α plates [37]. And the high temperature at the beginning of AC process makes atoms diffuse quickly. Thus, the large α plate (αp) prefers coarsening and small α plates (αs) will dissolve to minimise the total free energy in system. It means that αs prefers heterogeneous nucleate on αp rather than homogeneous nucleation and grows along the preferred orientation. Meanwhile, the high concentration of α stabilising elements near the tip of αp will also promote the precipitation of αs, leading to the form of the unique fork-liked morphology with a high volume fraction of αp [14,38]. Although large amounts of αs precipitate out inhomogeneously from the β matrix when the first cooling method is WQ, because of the high cooling rate, the precipitation method is still heterogeneous, which will not form a fork-like morphology. Thus, the effect of the secondary heat treatment on the morphology of TB6 alloys is mainly achieved by influencing the precipitation of αs.
Heat treatment with the first annealing temperature above β-transus
To investigate the difference in microstructure when the first annealing temperature above β-transus, a double annealing treatment with the first annealing temperature above β-transus was designed, and the microstructure evolution is shown in Figure 4. Through the OM photographs, it can be seen that there was no αp was observed in the whole heat treatment process. This is because when the first annealing temperature was above β-transus, αp would completely dissolve in β matrix. After the first annealing heat treatment, some part of αs phase precipitated from β matrix as the OM photograph shown in Figure 4(a). However, compared with the first annealing temperature below β-transus, the width of αs plates was thinner and more dispersed, which was due to the larger thermal gradient and the homogeneous nucleation of alloys cooled from the β phase region under HT3 or HT4. Moreover, compared with Figure 4(b,d), the αs plates have precipitated more completely after the second annealing treatment. It can be shown that even when the first annealing temperature was above β-transus, the driving force for phase transformation from this high-temperature gradient was still insufficient to obtain an equilibrium microstructure. Therefore, when the first annealing temperature exceeds the β-transformation temperature, a second heat treatment could be designed to adjust the microstructure of TB6 alloy to obtain excellent mechanical properties.
OM (a, c) and SEM (b, d) photographs showing the microstructure evolution of above β-transus heat treatment: (a, b) HT3 (c, d) HT4.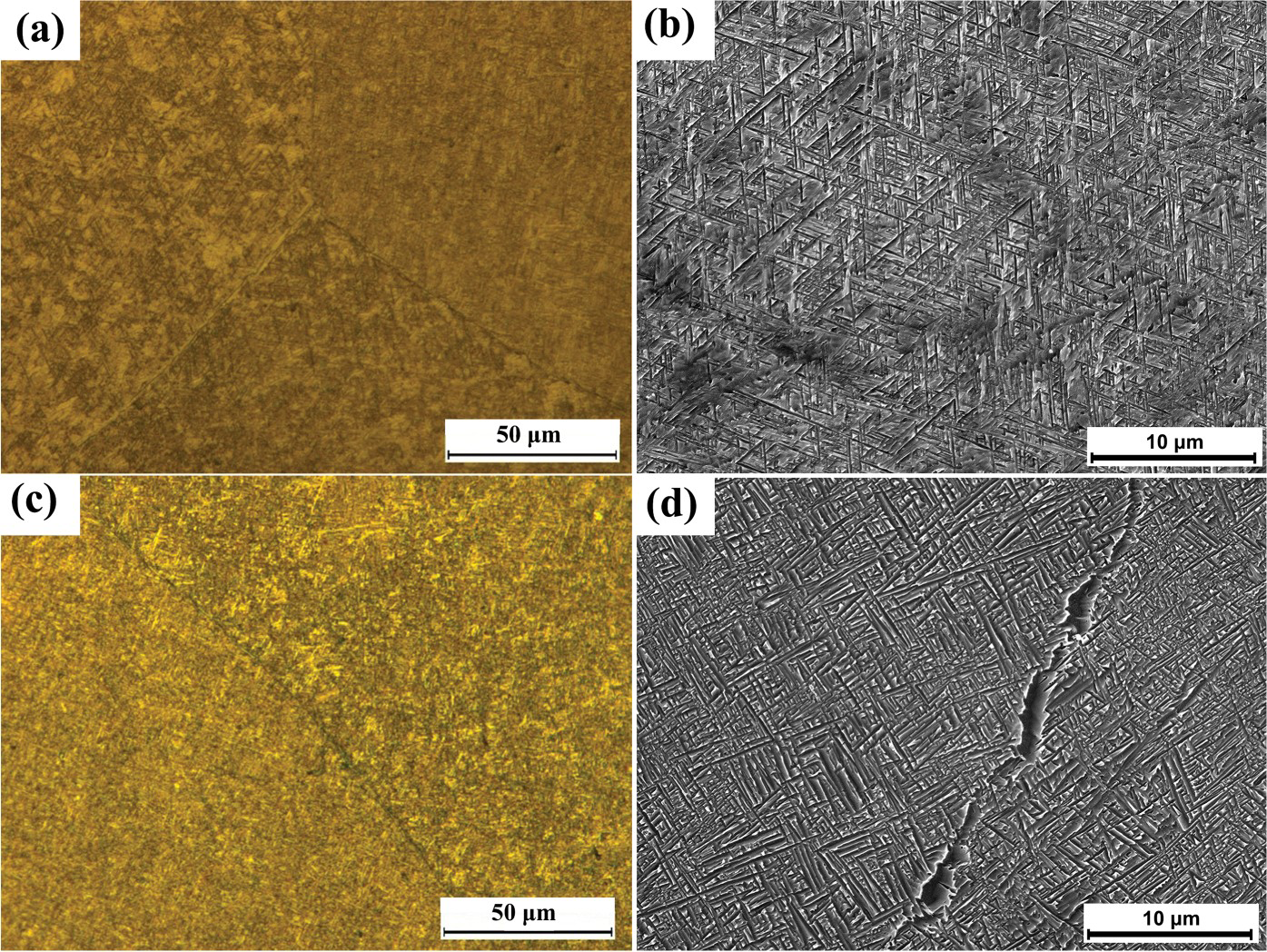
Heat treatment with different second annealing temperature
In order to investigate the effect of different second annealing temperatures on the microstructure of the TB6 alloy, OM photographs of the microstructure of the alloy at three different second annealing temperatures are shown in Figure 5. Compared with the Figure 5(b,d, and f), it can be found that there was no obvious change in the size of both αp and αGB. But αs became much coarser as the second annealing temperature rises. That is to say; the second annealing treatment mainly affects the morphology of the αs. This also verifies the conclusion in Section 3.1.1 that the effect of the second heat treatment on the morphology of αp is indeed achieved by influencing the precipitation of αs. When the first cooling method is AC, the driving force for phase transformation is small during the subsequent aging process, and αs tends to precipitate along the preferred growth direction, forming a fork-like morphology without changing the thickness of αp. However, as the temperature of the second heat treatment rose, the precipitation of αs was more complete, resulting in the coarsening of αs, as shown in Figure 5(b,d,f). This is because the increase in aging temperature leads to a decrease of the driving force for the phase transformation of the supersaturated β to α [39], with a decrease in the nucleation rate of αs, resulting in a dispersed distribution of αs. Moreover, the significantly increasing in the size of αs can be attributed to the faster diffusion speed of atomic at higher temperatures.
OM (a, c, e) and SEM (b, d, f) photographs showing the microstructures of different aging temperature heat treatment: (a, b) HT5 (c, d) HT6 (e, f) HT2.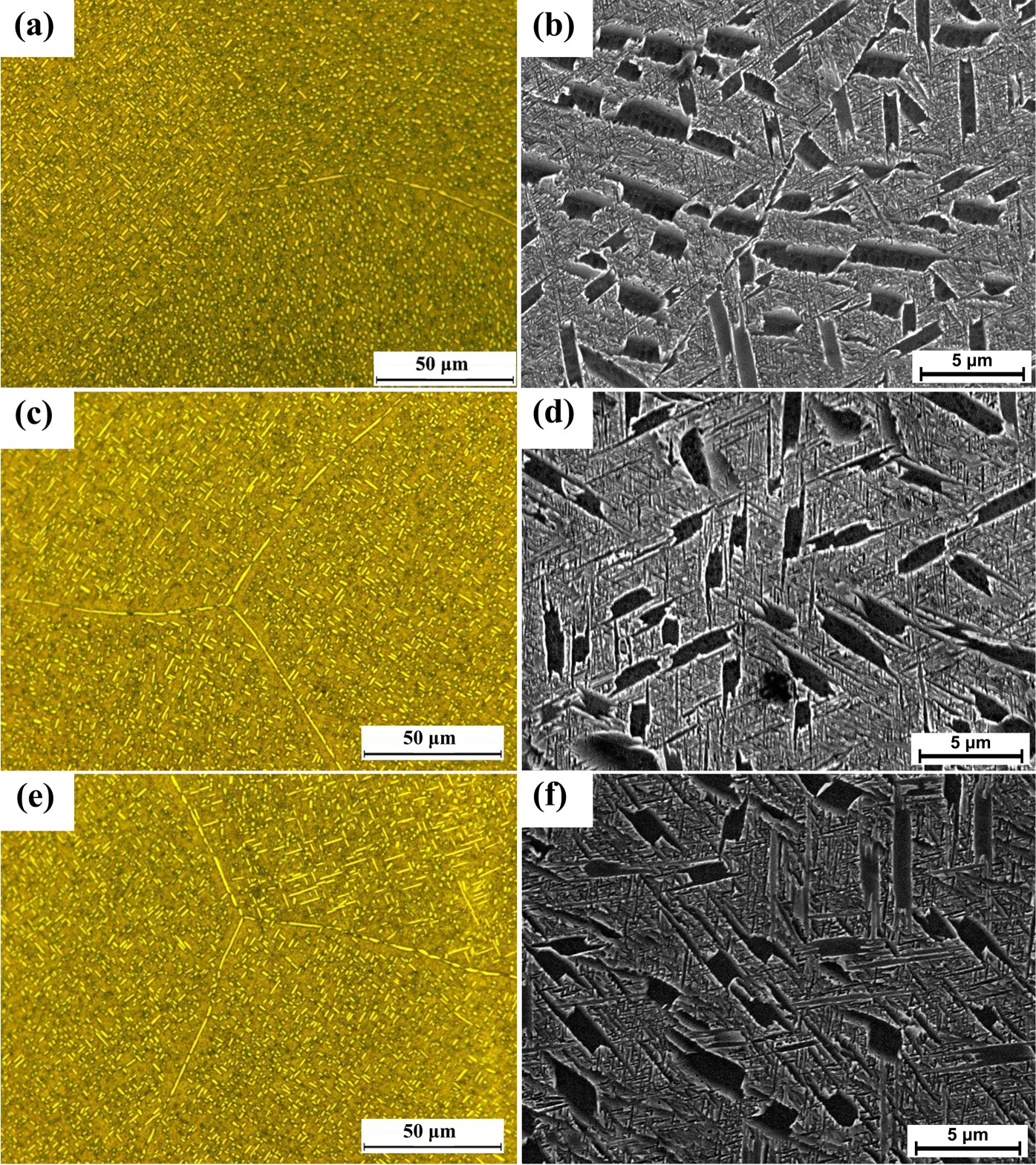
The effect of heat treatment on tensile properties of TB6 alloys
As it was known, the optimised mechanical properties of the alloy, closely dependent on microstructure, could be obtained by adjusting the morphology and volume fraction of different phases under different heat treatment schedules [40]. According to the literature [41,42], the mechanical properties of TB6 titanium alloy can be adjusted by controlling the volume fraction, size and morphology of α phase, the continuity of αGB, and grain size. A good match between strength and plasticity can be achieved by reducing the continuity of αGB and balancing the size and volume fraction of αp and αs [43-46].
Tensile properties of laser additive manufactured TB6 alloy.
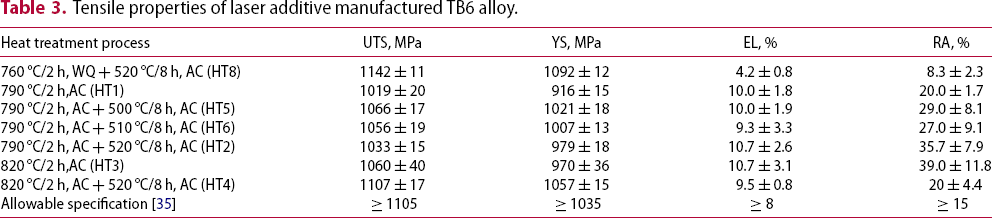
Compared with the tensile properties of samples just after the first annealing treatment, both UTS and YS rose significantly and the ductility almost did not change after the double annealing heat treatments. That is to say, when AC is used as a coolling condition at the first step, the second annealing treatment mainly increased the strength of the sample. The improvement of strength is due to the αs precipitating more completely in the second annealing treatment process, which hindered the dislocation movement. And as the second annealing temperature rose, the strength of the alloys reduced and the ductility also almost did not change. Combining with the microstructure, as shown in Figure 5, the coarsening of αs lead to the decline of strength. When the first annealing temperature was above β-transus, the strength of the TB6 alloy was higher, with nearly no change of alloy ductility. This is because α would be wholly transformed into β when the first annealing temperature was above β-transus. Therefore, no αP could be found in the β matrix after the first annealing treatment, as shown in Figure 4, which will lead to a saturation of alloying elements in β. In the subsequent AC process, the driving force for phase transition is large, which will lead to a large amount of finer and more dispersed αs precipitating in β matrix during the first cooling process, making the dislocation movement more difficult. After the second annealing treatment, αs precipitates more completely, so the strength of TB6 alloy is further improved. Moreover, after HT4 heat treatment, the specimen has fine plate-like αs, which are easier to deform than fine and dispersed αs, resulting in improved ductility. Furthermore, it is noteworthy that both the strength and ductility can meet the requirements of the allowable specification of TB6 alloy when the first annealing temperature is above β-transus temperature.
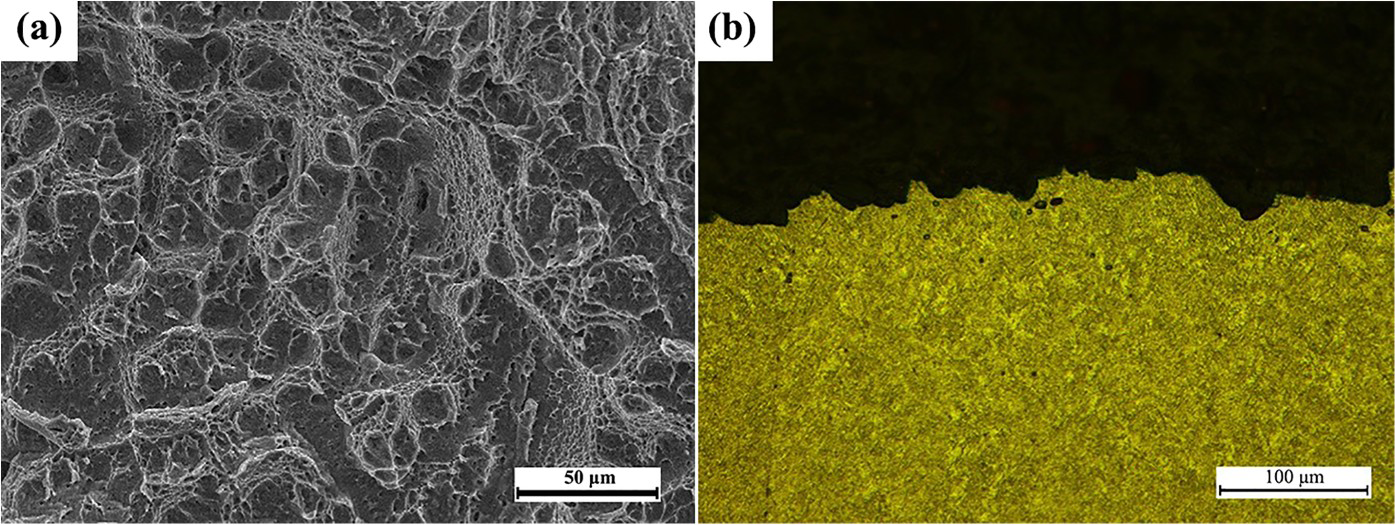
In order to explain the high ductility of the sample under the condition of 820 °C/2 h, AC + 520 °C/8 h (HT4), the fracture surfaces and cross sections of tensile samples are examined. The fracture surface after recommended heat treatment (HT8) is shown in Figure 6(a). And the sample after HT4 is further given in Figure 6(b). It can be seen that the fracture surface is mainly characterised by a ductile transgranular fracture feature. Comparing with the HT8 sample which failed by intergranular fracture with a few large dimples observed, see Figure 6(a). The proportion of intergranular fracture features of the HT4 sample significantly reduces (see Figure 6(b)) and the area of large dimpled increases (see Figure 7(a)). The fracture subsurface image (see Figure 7(b)) also indicates that the cracks propagate along a transgranular path, it means that the tensile fracture mechanism of HT4 sample changes from intergranular to transgranular. It can be assumed that the fracture mechanism of double annealing heat-treated samples with the first annealing temperature above β-transus is dominated by transgranular fracture, resulting in an excellent match between the strength and plasticity of the HT4 sample.
Fracture surface of room temperature tensile specimens (a)showing the intergranular fracture morphologies after HT8 (b) showing the predominantly transcrystalline fracture morphologies after HT4. Fracture surface of room temperature tensile specimens after HT4 (a) High magnification SEM fracture photograph (b) OM photograph of fracture subsurface.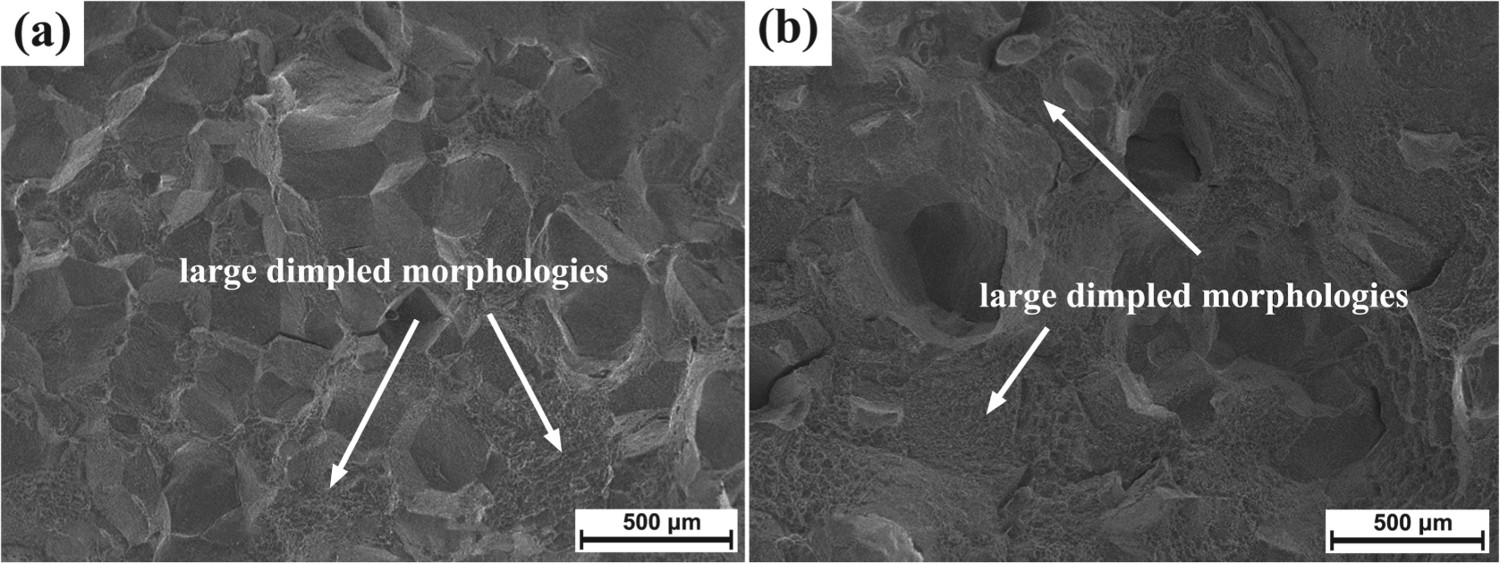
The low ductility of DEDed samples after traditional solution treatment and aging is because of the fine and dispersed αs, which hinder the movement of the dislocations. During deformation, due to the poor ability of grain boundaries to resist deformation, the dislocation will concentrate in the grain boundary with the formation of stress. So the cracks mainly nucleate along grain boundary during loading. Finally, the specimen is characterised by low plasticity and intergranular fracture, as shown in Figure 6(a). Here, for double annealing heat-treated samples, better strength-plasticity synergy is obtained because of the change of microstructure leading to the ability of intracrystalline deformation increasing. When the first step cooling method is AC, the αs plates are thin and elongated. The reinforcement effect of the thin and elongated αs plates is not as strong as the fine and dispersed αs. And micro-hardness testing also shows that the micro-hardness of samples after double annealing treatment is about 371.6 HV which is lower than 402.6 HV of the TB6 specimen after recommended solution treatment and aging. Double annealing treatment is suitable for the laser additive manufactured titanium alloys, but it may not be appropriate for the wrought material. For wrought TB6 alloy, the deformation of the wrought-based processes that break up the grain boundaries. For example, the bi-modal microstructure in wrought material usually exhibits excellent mechanical properties.
Conclusion
In the present study, the TB6 titanium alloy was prepared by DED and a group of double-annealing heat treatments were designed to find the optimal heat treatment schedule. The microstructure and mechanical properties changes after every heat treatment step were systematically investigated. The main findings can be succinctly summarised as follows:
When the first cooling method was AC, the microstructure of DEDed TB6 alloys after double annealing treatment consisted of fork-like αp and plate-like αs with αGB distributed inhomogeneously in the alloy. And when the first cooling method changed to WQ, the morphology of αp was lath-like with no αs phase observed in β matrix. After the subsequent aging process, fine and randomly distributed αs hindered the dislocation movement, resulting in the highest strength of TB6 alloys after HT8. The optimal tensile properties can be obtained by double annealing treatment with the first annealing temperature above β transformation temperature (HT4). Compared with the recommended heat treatment (HT8), with the strength merely decreased by about 35 MPa (about 3.06%), its elongation and reduction of the area increased by about 5.3% (about 126.25%) and 11.7% (about 140.96%), respectively.
Biography
Hongwen Deng was involved in investigation, methodology, resources and writing – original draft. Zongge Jiao carried out investigation and resources. Xu Cheng was responsible for funding acquisition, resources, supervision and writing – review & editing. Shijie Qi was responsible for funding acquisition and writing – review & editing. responseXiangjun Tian, Yudai Wang and Shuquan Zhang took part in resources, supervision and writing – review & editing.
Footnotes
Acknowledgements
This work was supported by the National Natural Science Foundation of China [52090044], and the Science and Technology Innovation 2025 Major Project of Ningbo [2022Z014].
Disclosure statement
No potential conflict of interest was reported by the author(s).