
Abstract
As we know, high-quality large-area thick Al films have important applications in echelle gratings. To fabricate them, the deposition angle is one of the most decisive factors. In this study, for the first time we investigate the structural properties of thick Al films deposited by electron beam evaporation at different deposition angles. By measuring film morphology, surface roughness and hardness, we demonstrate the influences of deposition angle on structural properties of thick Al films. A large amount of columnar microstructures and air voids appear in thick Al films with deposition angle increasing, which seriously degrade surface roughness and film hardness. The formation origin of columnar microstructures and air voids is clarified through growth dynamics analysis of Al films. The large deposition angle could significantly reduce the structural properties of Al films. So to attain thick Al films with large-area uniformity and high quality, the deposition angle should be precisely controlled.
Introduction
Echelle gratings have the advantages in high spectral resolution and high dispersion, based on the fact that they work only at high spectral orders and large diffraction angles. 1 – 3 Moreover, large-size echelle gratings, as the extension of conventional echelle gratings, have higher resolution due to their larger aperture and higher diffractive orders. 4 , 5 And there is an urgent demand for large-area echelle gratings with excellent properties in fields such as the military, aerospace, astronomy and biochemical analysis. 6 – 8 To achieve high-performance and large-size echelle gratings, one of the key factors is to prepare a thick, flat, homogeneous and large-area Al coating on the glass blank, meanwhile the grooves should be made on Al coating surface. 9 For almost all of the deposition techniques, such as electron beam evaporation and sputtering, the deposition angle significantly affects the quality of deposited films. 10 For example, at large deposition angle, the surface morphology of prepared films generates a large growth front roughness during the deposition process. 11 , 12 Especially in the case of large-area film deposition, the deposition angle will become a determinant factor on film quality, since a considerable deposition angle generally exists when fabricating large-area films.
In recent years, researchers have reported some dielectric and metallic films, such as SiO2 , 13 MgF2 , 14 Al2O3 , 15 Ni, 16 Ag, 17 Cu 18 and Ti, 19 prepared at various deposition angles. They mainly focussed on the influence of deposition angles on the optical properties, and they found that the refractive index strongly depended on the deposition angle, which is attributed to the internal morphology changes of deposited films. Al film, as an essential element in electronic devices and metallic reflection mirror, has been a research hotspot for a long time. 20 – 22
Al films deposited by oblique angle deposition method have also been reported by some researchers. Obliquely deposited Al film was found to have a useful magnitude of angular selective transmittance of incident unpolarised light. 23 And Al film prepared by oblique angle deposition method exhibits both metallic and dielectric optical characteristics, because of the strong interference effect of oblique incidence and dielectric-like optical constants. 24 Besides, Al nano-rods synthesised by oblique angle deposition can be applied as an inexpensive and degradation-resistant surface-enhanced Raman scattering (SERS) active material, for the excitation of surface plasmons. 25 However, systematic investigations have been rarely done on the relationship between structural properties of Al films and deposition angles, especially when Al films tend to be thick and large-area.
In this study, the structural properties of thick Al films deposited by electron beam evaporation at various deposition angles are discussed in detail. By analysing film morphology, surface roughness and hardness, we not only demonstrate the internal morphological changes of thick Al films with deposition angles, but also clarify the formation origin of internal microstructures and defects in thick films.
Experimental methods
In this study, thick Al films were deposited on K9-glass substrates with the size of 2 cm × 2 cm by electron beam evaporation technique. Before deposition, the samples were cleaned in acetone and methanol, rinsed in de-ionized water, and subsequently dried in a flowing nitrogen gas. Then they were fixed on a rotated plane fixture, which was located at the position with the distance of 500 mm from the vapour source (Telemark II electron gun), as shown in Fig. 1
a. High-purity 99.99% Al used as the evaporation material, was deposited on the substrates with a high voltage of 10 kV and a vacuum pressure of ∼2.5×10−5 Pa. The substrate temperature was heated and kept at 50°C by resistance heater in the vacuum chamber during the entire deposition process. Moreover, a quartz crystal microbalance was applied to monitor the deposition rate at the normal angle, which was controlled at 5 Å s−1. Thick Al films were prepared with the same monitoring thickness of 5 μm, but at different deposition angles (θ), including 0°, 45°, 60°, 70° and 80°, as shown in Fig. 1. And the deposition angle is defined as the angle between the source vapour and the substrate normal direction.
a Deposition system, b the growth process of thick Al film at large deposition angle.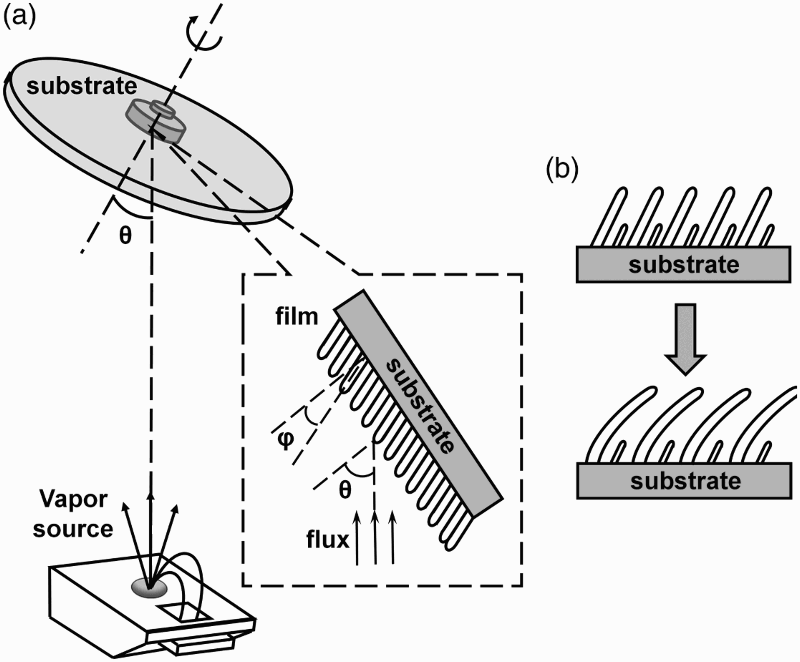
The thickness of each Al film in the experiment was measured by contourgraph (Nanomap500LS of CAEP). Scanning electron microscope (SEM, JSM-6510 of JEOL), atomic force microscope (AFM, EDG of Bruker) and nano indenter (G200 of Agilent Technologies) were used to characterise the surface and internal morphology, the surface roughness and the hardness of Al films, respectively. The operating mode of the AFM measurements was tapping mode. The tip of the AFM probe did not touch the Al film surface. For the hardness of Al film, the nano indenter test mode is G-series basic hardness and the modulus at a depth. In other words, to ensure no difference in all hardness measurements, pinpoint went into Al films at the same depth of 1 µm each time.
Results and discussions
Figure 2
a–e shows the cross-sectional SEM images of 5 μm-thick Al films deposited at different θ. It is clear that Al film has a higher quality of structure with fewer defects, at θ = 0°. And Al films present a large amount of columnar microstructures with a large angle (ϕ) in Fig. 2
b, at θ = 45°. Here ϕ is defined as the angle between the columnar and the substrate normal direction, as shown in Fig. 1
b. With θ increasing, it can be seen from Fig. 2
c–e that ϕ also increases.
Top-view and cross-sectional SEM photographs of Al films deposited at various angles: a and b θ = 0°, c and d θ = 45°, e and f θ = 60°, g and h θ = 70°, i and j θ = 80°.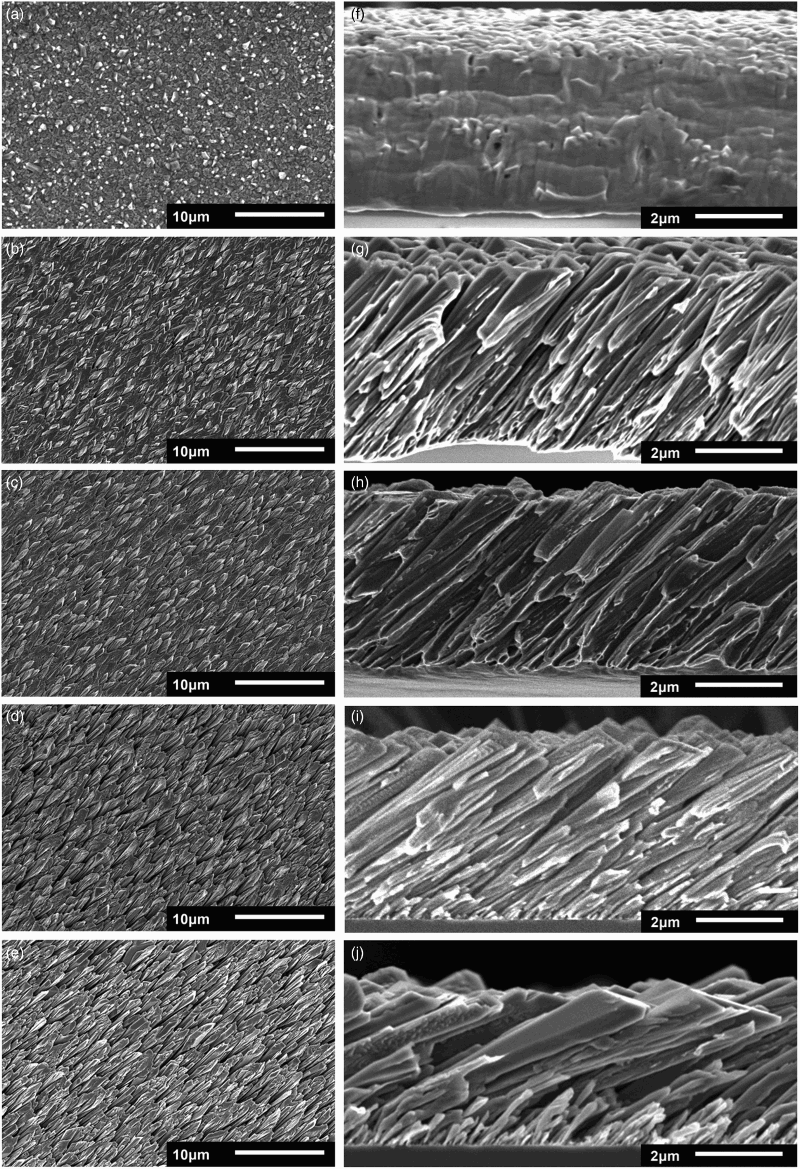
Generally, the relationship between φ and θ can be described by the Tait's rule equation: φ = θ−arcsin((1−cos θ)/2).
26
,
27
Figure 3 shows both the measured and the theoretical dependence of φ and θ fitted by Tait's rule. It can be observed that the measured results can be fitted well by Tait's rule when θ is less than 45°. However, with θ increasing, the measured φ becomes markedly larger than the theoretical φ. Because the oblique Al column exhibits a slightly bending tendency, as shown in Fig. 1
b and e. In our opinion, the bending tendency is due to the high-speed Al atoms, long-time continuously depositing onto the oblique Al microstructure. Moreover, the increased φ leads to a discontinuous columnar structure with much more air voids, which degrades the quality of prepared thick Al films.
The dependence of measured columnar angle θ on deposition angle φ, and the corresponding best fit compared with the Tait's rule theoretical curve.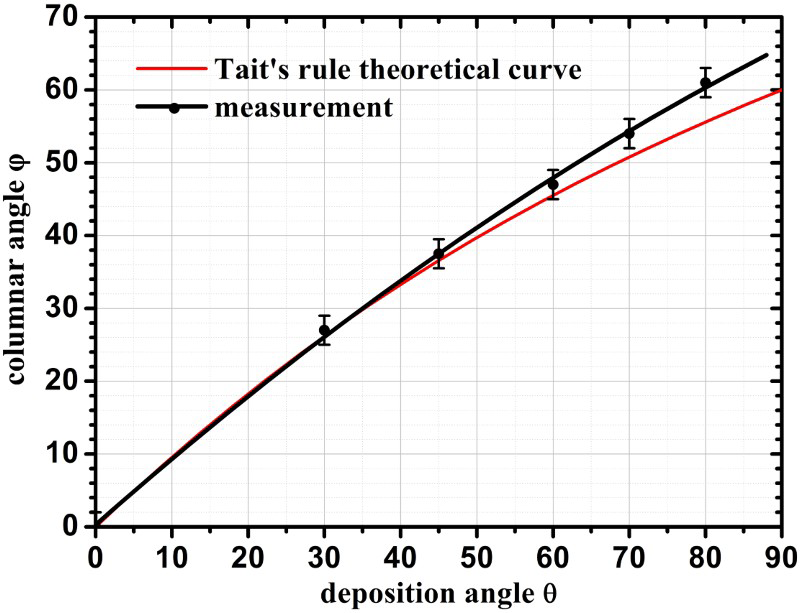
Figure 2
g–j shows the top-view SEM images of thick Al films deposited at different θ. The size of Al grains on film surface becomes larger, with θ increasing. This should be ascribed to the columnar structure changes in Al films. The surface morphologies of Al films as-deposited were also characterised by AFM, as shown in Fig. 4. The increasing trend of Al grain size is completely in agreement with the results in Fig. 2. As a result, the measured surface roughness (Rq) at θ = 80°, is one order of magnitude higher than the Rq at θ = 0°.
AFM surface morphologies and Rq values of Al films prepared at different deposition angles. a θ = 0°, b θ = 45°, c θ = 60°, d θ = 70°, and e θ = 80°.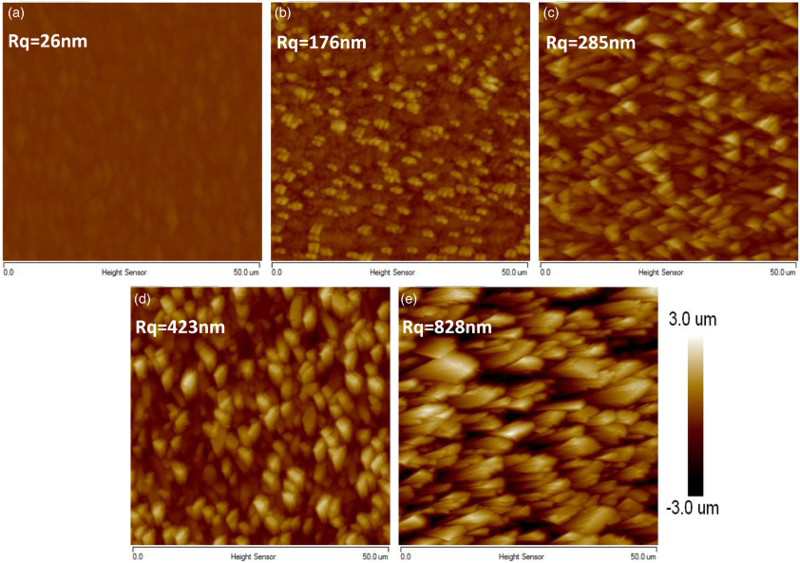
Figure 5 shows the relationship between the hardness of thick Al films and θ. It can be seen that θ seriously affects the hardness of Al films. The hardness exhibits a sharply decreasing behaviour with θ increasing. That should be attributed to the fact that more and more hole defects or air voids are generated within Al columnar structures (see Fig. 2
a–e), resulting in a low packing density of Al films.
The measurement of Al films hardness at various deposition angles.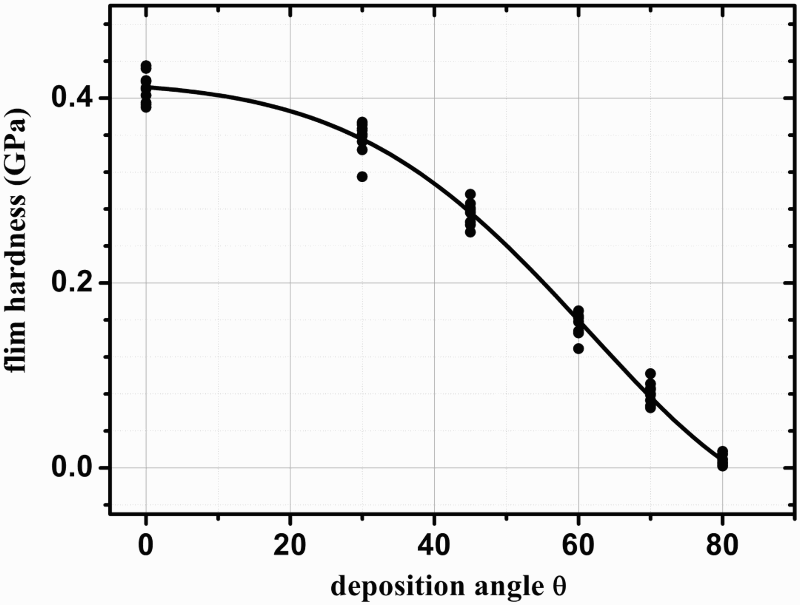
The dependence of internal structure, surface morphology and hardness of thick Al films on θ could be explained by the growth dynamics of Al films. Recently, it has been recognised that the shadowing and re-emission effects should be taken into account during the film growth process. 10 The above-mentioned two effects have been proven to be more dominant over some local effects, such as surface diffusion, and act as the main drivers of the dynamical surface growth front. Shadowing effect comes from obliquely incident atoms, which are preferentially deposited on hills of the surface, then lead to the formation of micro- or nano-structure and rougher surface. Under some extreme conditions, such as θ>60°, shadowing effect becomes so significant that it can even create nano-structured arrays of rods and springs through a physical self-assembly process. Compared with shadowing effect, re-emission effect is a result of nonsticking atoms, which can bounce off from hills and deposit on valleys of the surface. In summary, re-emission effect smoothens the film surface, while shadowing effect roughens the film surface.
According to the above-mentioned viewpoints, the reasons for the changes in structural properties of thick Al films deposited at different θ are found out. With θ increasing, Al atoms are more preferentially deposited on hills of the surface owing to increasing shadowing effect, and therefore columnar structures are formed in Al films. In addition, with an increase in film thickness, the shadowing effect will accumulate contiguously, then it becomes more dominant. That is why the surface roughness in Fig. 4 and the hardness in Fig. 5 become worse, with θ increasing. For thick Al films applied in large-area echelle gratings, the changes of the internal structures, the surface roughness and the hardness will seriously affect the quality of echelle gratings. For instance, if surface roughness is too large or Al films are too soft, it will lead to an increase in scattering loss and a bad groove shape. Therefore, it is suggested by the results of this study that the deposition angle must be strictly controlled in order to achieve thick Al films with large-area uniformity and high quality.
Conclusion
Based on the above observations, this paper has shown that the structural properties of thick Al films strongly depend on the deposition angle. With the same deposition conditions, the increasing deposition angle leads to a large amount of columnar microstructures and air voids in thick Al films. Besides, the deposited Al films trend towards bigger grain size, larger surface roughness and smaller film hardness, as the deposition angle increases. It is important to note that with the deposition angle increasing, both surface roughness and film hardness will seriously degrade. This means that in order to attain thick Al films with large-area uniformity and high quality, the deposition angle should be precisely controlled. This is helpful for future optimisation work on large-area thick Al coatings for large-size echelle gratings. However, the controlling of deposition angle is relatively difficult, which means that we need to optimise deposition system and deposition parameters gradually, to make large-area Al films suitable for echelle grating applications. Efforts to address this issue are being taken by us.
Footnotes
Acknowledgements
This research is supported by the National Natural Science Foundation of China (Grant Nos. 61306125 and U1435210), Science and Technology Innovation Project of CIOMP (Grant No. Y3CX1SS143), Science and Technology Innovation Project of Jilin Province (Grant Nos. Y3293UM130 and Y4703UJ140) and Science and Technology Development Project of Jilin Province (Grant No. Y3453UM130).