
Abstract
Electropolishing is the electrochemical process to remove the metallic material from the workpiece, in order to obtain a smoother metal surface. It has found vast engineering applications in many fields, such as food, medical, pharmaceutical and semiconductor industries. This review is aimed to provide the readership with insightful understanding of the electropolishing process, from the fundamental aspects as well as from the application aspects. The general aspects of electropolishing, including its definition, the classic setup, the fundamentals behind it and methods used to evaluate the electropolishing finishes are reviewed here. Various electropolishing theories, be them quantitative or qualitative are briefly discussed. Based on those theories, important parameters evolved in the electropolishing process are enumerated. Many microscopic technologies are used to evaluate the electropolishing surface finishes. This includes optical microscope, electron microscope and atomic force microscope. Some key features of electropolishing are briefly outlined in the end.
Fundamentals of electropolishing
Electropolishing refers to the electrochemical process that removes material from a metallic workpiece to polish, passivate and deburr the metal parts.1 2 3 –4 As the reverse of electroplating, electropolishing is also known as electrochemical polishing or electrolytic polishing. 5 Readers can find useful information on the insightful fundamental mechanisms of electropolishing in D. Landolt's early review (see Landolt 1 ). To the best of our knowledge, however, a comprehensive review on electropolishing is still lacking. This review seeks to fill in this blank, and provide the readers a more comprehensive understanding on the electrochemical polishing fundamental mechanisms, theory development, surface finishes evaluation methods and applications in various fields. Some most recent progress in electropolishing will also be briefly reviewed here.
Chemistry basis of electropolishing
Chemically speaking, electropolishing is a specific type of electrolysis that involves a direct electric current passing through an electrolyte in an electrolytic cell (Fig. 1).
6
The metal piece to be electropolished serves as the anode and is connected to a positive terminal of a direct current (DC) power supply with the negative terminal being attached to the cathode.
2
The piece is then immersed into a bath comprised of a specially formulated, temperature-controlled electrolytic solution. The activation of the power supply produces an electrical current that passes from the anode to the cathode, resulting in the oxidation of the metal surface and the removal of surface impurities and irregularities, which are dissolved in the electrolyte and diffuses through the film to the cathode at a controlled rate.7,8 At the cathode, a reduction reaction occurs, which normally produces hydrogen.
1
The amount of metal removed depends on the specific bath, temperature, current density and the particular metallic workpiece being electropolished.
9
Usually, current and time are the two variables that can be controlled to reach the reproducible surface finish.
10
Electropolishing can be described by the Faraday's laws of electrolysis. Faraday's first law of electrolysis and Faraday's second law of electrolysis state that the amount of a material deposited on an electrode is proportional to the amount of electricity used and the amount of different substances liberated by a given quantity of electricity is proportional to their electrochemical equivalent (or chemical equivalent weight).11,12
Schematic illustration of a typical setup of the electrolytic cell for electropolishing. The setup is composed of two electrodes (cathode and anode), which are electrically connected and immersed in a certain type of electrolyte. The external power supply provides current through the electrodes, and accordingly, the metal of the positive electrode (anode or workpiece) is removed from the surface and becomes cations, which moved towards the cathodic side. Often, the anodic surface becomes smoother after the proper electropolishing process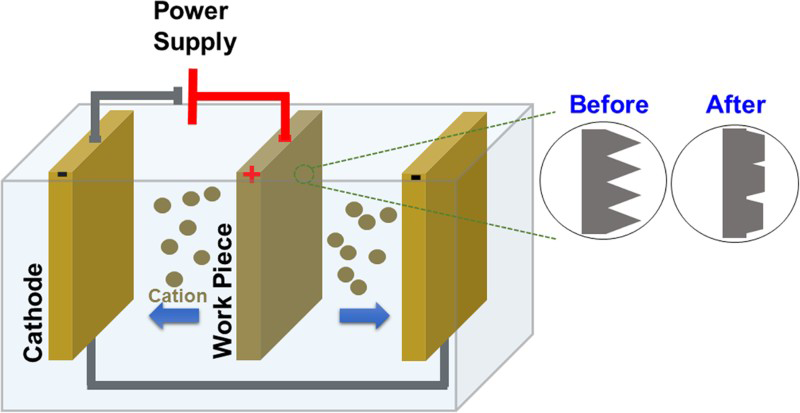
Electrolytes used for electropolishing are most often concentrated acid solutions having a high viscosity, such as mixtures of sulphuric acid and phosphoric acid.13,14 Other electropolishing electrolytes reported in the literature include mixtures of perchlorates with acetic anhydride and methanolic solutions of sulphuric acid. Electropolishing has many applications in the metal finishing industry because of its simplicity and that it can be applied to objects of complex shape. 15 Typical examples are electropolished stainless steel drums of washing machines and stainless steel surgical devices. 16 Electropolishing is also commonly applied to the preparation of thin metal samples for transmission electron microscopy because electropolishing does not cause mechanical deformation of surface layers usually observed when mechanical polishing is used.9,17 Ultra high vacuum (UHV) components are typically electropolished in order to have a smoother surface for improved vacuum pressures, outgassing rates and pumping speed. 18
Surface phenomena occurring during electropolishing
Understanding the surface processes occurring on the metal surface during electropolishing is the key to derive its mechanism. It can also help optimise the parameters of practical operations. 19 Electropolishing may be limited by mass transport, more specifically, diffusion of the dissolving metal ion, acceptor species from the electrolyte and water molecules. Commonly the diffusion limitation is the metal ion. Subsequently, a salt film precipitates on the surface, either, porous or both compact and porous. It is believed that salt layer formation takes place at the bottom of pits and there is an ionic transport through this layer because of the presence of a high electric field across the layer. 20 A compact film on the surface will be formed during electropolishing and gas bubble evolution does not occur on the surface even though the potentials are high enough to thermodynamically allow bubble formation due to the non-electron-conducting nature of the film. 21 The mechanism of conduction is thought to be solid state conduction in the compact layer and the high resistance of the compact film is attributed to low mobility of ions for solid state transport. 22 The thickness of the compact film is considered to be in the order of 10 nm due to the low mobility of ions by solid state transport process. 23 The conduction in the porous region is by migration in the electric field. There is no diffusion in the porous region since the pores are filled with the electrolyte saturated with the dissolved metal ions.24,25 The low porosity of the porous film and its large thickness on the order of several microns also contribute to the high resistance. The current density is controlled by the diffusion limited acceptor ion approach to the surface, i.e. the concentration gradient of the metal ions across the diffusion layer. 26 The film formed on a surface undergoing dissolution is not a simple oxide but rather a contaminated oxide that has incorporated anions from the electrolytic solution. 27
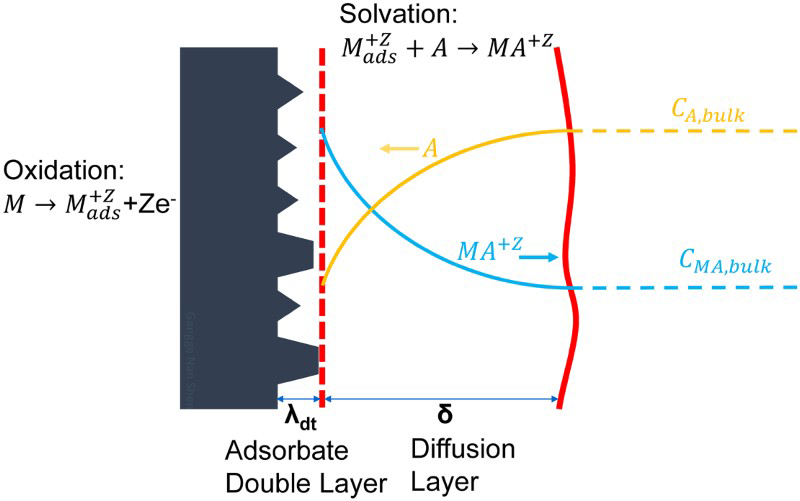
Electropolishing proceed by the dissolution or oxidation of the metal, during which cations are released and adsorbed onto the surface (Fig. 2). The blocking of the surface by these adsorbed ions may lead to overpotential for metal dissolution.
28
The cations are removed from the surface by the acceptor ions that diffuse to the surface to solvate the metal ions. The process of electropolishing results in the density near the electrode different from the bulk of the solution resulting in a hydrodynamic flow. At steady state, the concentration of the acceptor ions at the surface is fixed at zero if they are consumed as soon as they reach the surface. A recent study of copper electropolishing in phosphoric acid and niobium electropolishing in sulphuric acid-hydrofluoric acid mixture verified that the acceptor species was the rate limiting species that diffuses to the surface.29,30 The potential transients measured for copper electropolishing displayed a sharp rise in potential with applied current, followed by a potential increase owing to the activation overpotential and mass transport overpotential.
30
The huge jump in potential after the transient time indicated a very high resistance.
Schematic illustration of adsorbate acceptor model in electropolishing. In this system, the anodic dissolution of a metal alloy, M occurs in an electrolyte containing a small quantity of acceptor species, A. The limiting current is reached if the concentration of the acceptor species, the accepter, A drops to near zero at the electrode/electrolyte interphase. At the electrode surface, the dissolution mechanism includes the oxidation of the metal to adsorbed cations followed by solvation of the adsorbed ions by the acceptor species, A
31
Cathode, electrolyte and viscous layers
For electropolishing, the anode is connected to a positive terminal of a DC power supply with the negative terminal being attached to the cathode. Current flows in from the power supply and the cathode is the terminal where current flows back to the power supply. Cathode polarity with respect to the anode can be positive or negative depending on the device and the way it operates. 32 Positively charged cations always move towards the cathode and negatively charged anions move away from it. In the Electropolishing setup, the anode is positive and the cathode is negative. 33
The electrolyte is the substance that produces an electrically conducting solution when dissolved in a polar solvent, such as water. 4 The dissolved electrolyte separates into cations and anions, which disperse uniformly through the solvent. During electropolishing, the cations of the solution would be drawn to the electrode that has an abundance of electrons, while the anions would be drawn to the electrode that has a deficit of electrons. 8 The movement of anions and cations in opposite directions within the solution amounts to a current. Different metals may need different types of electrolyte. The composition and properties of the electrolyte is very important for the electropolishing quality. 1 In addition to metal salts, Electropolishing electrolytes usually contain a number of additives for various purposes. Some agents are used to increase electrolyte conductivity (supporting electrolytes). Others may be used for increasing bath stability (stabilisers), activating the surface (surfactants or wetting agents), improving levelling or metal distribution (levelling agents), or optimising the chemical, physical or technology properties of the surface.34,35 These properties include corrosion resistance, brightness or reflectivity, hardness, mechanical strength, ductility, internal stress, wear resistance or solderability.36,37 The properties of electrolyte are usually characterised by electrolytic conductance, which is different from electrical conductance in metal. Both inorganic and organic salts, acids and alkalis can be used to increase the electrolytic conductance. The conductivity of an electrolyte is a function of the degree of dissociation, the mobility of the individual ions, the temperature and viscosity, and the electrolyte composition. 31
During Electropolishing, a viscous layer on the workpiece is formed.5,38 The non-uniform thickness of the viscous layer over the material surface results in a different ohmic resistance from the cathode to the anode, which causes greater dissolution of the protruded parts compared to the depressed part, thus creating a uniform surface profile.
39
A varying concentration gradient of the dissolved metal ions over the protrusions and valleys occurs (Fig. 3). The thickness of the diffusion layer over the protrusion is smaller than the value over the valley. Therefore, the value of the limiting current would be larger over the protrusion compared to that over the valley, resulting in the metal surface being levelled out as electropolishing proceeds.
31
Mass transport control has been established as the reason behind electropolishing, which is associated with the voltage range and is characterised by a constant current density, independent of the voltage applied.1,40
Schematic cartoon indicating the concentration gradient difference over protrusions and valleys on the anode surface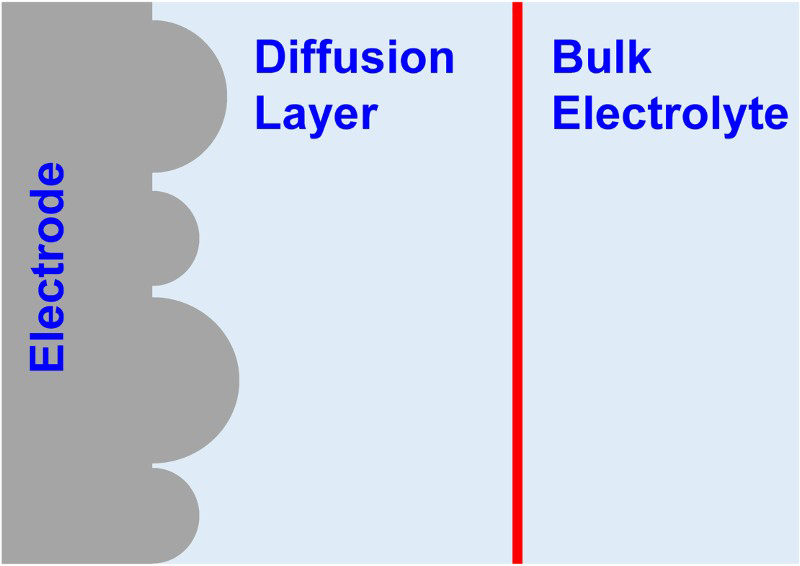
Relation between anode potential and anode current density
Faraday's laws provide the theoretical basis of electrode potential and current density.11,41 However, in a real application, many factors influence the eletropolishing quantity and quality. Faraday's laws state that the amount of chemical charge at an electrode is exactly proportional to the total quantity of the electricity. However, side reactions may consume the product if taking place simultaneously at the electrode. 42 Therefore, inefficiencies may arise from the side reactions other than the intended reaction takes place at the electrodes. In electropolishing, sufficient voltage should be provided by the power source. The voltage–current relationship follows the Ohm's law, i.e. the current is driven by a potential difference, or voltage through the conducting medium, either electrolytic or metallic. The local current density is a very important variable in electroplating operations and affects the character of the electropolishing. The local current density on an electrode, defined as the current in amperes per unit area of the electrode, is a function of the position on the electrode surface and the current passing through the electrode that accomplishes the desired electropolishing is expressed in terms of current efficiency.40,43 The current distribution over an electrode surface is complicated and tends to concentrate at edges and points, and unless the resistance of the solution is very low, the current will flow to the workpieces near the opposite electrode more readily than to the more distant workpieces. It is desired to operate processes with uniform current distribution, i.e. the current density is the same at all points on the electrode surface. 44
When the workpieces are immersed into a solution, equilibrium is reached between the tendency of the metal to enter solution as ions and the opposing tendency of the ions to lose their charge and deposit on the cathode. The equilibrium is dynamic with metal being ionised and discharged as well as being deposited and reduced. These two effects cancel each other and there is no net change in the system. For the realisation of metal deposition at the cathode and metal dissolution at the anode, the equilibrium is broken by an external potential, which makes the electrode reactions take place at a practical rate. The extra energy needed to force the electrode reaction to proceed at a required rate (or its equivalent current density) is quantified in terms of overpotential or electrode polarisation, the difference in the electrode potential of an electrode between its equilibrium potential and its operating potential when a current is flowing. 45 The operating potential of an anode is always more positive than its equilibrium potential, while the operating potential of a cathode is always more negative than its equilibrium potential. 46 The value of the overpotential depends on the inherent speed of the electrode reaction, which increases with increasing current density. A slow reaction (with small exchange current density) will require a larger overpotential for a given current density than a fast reaction (with large exchange current density). Since an electrode reaction commonly occurs in more than one elementary step, there is an overpotential associated with each step. Even for the simplest case, the overpotential is the sum of the concentration overpotential and the activation overpotential. The terms overpotential is sometimes called overvoltage, the difference between the cell voltage (with a current flowing) and the open-circuit voltage. 47 Consequently, the cell voltage of the electrolytic cell is always more than its open-circuit voltage. The overvoltage is the sum of the over potentials of the two electrodes of the cell and the ohmic loss of the cell.48,49
For electropolishing, the current source is a power source in the form of a battery or rectifier that converts alternating current electricity to regulated low-voltage DC current. The geometric shape and contour of a workpiece to be polished affect the quality of the eletropolishing. The DC current flows more densely to sharp edges than to the less accessible recessed areas, making electropolishing possible. In other words, the current distribution is not uniform. Therefore, a judicial placement of the anode(s) as well as modifications of the current density is required to obtain quality eletropolishing results.50,51
Effect of pulsed current
The conventional electropolishing is normally performed in media with high viscosity and/or low conductivity such as concentrated acid (phosphoric acid, sulphuric acid and their mixtures or in perchloric acid-acetic acid solutions) and non-aqueous solutions (ethylene glycol, methanol-sulphuric acid). 1 Sometimes methanol, instead of water is used as a solvent.13,14,52 In the last century late fifties and early sixties, the development of electrochemical machining showed that fast dissolution of metals in natural electrolytes under vigorous convection conditions may lead to electropolished surfaces, 53 with the controlling factors being convective mass transfer.54,55 Soon after, it was found that the electropolishing in neutral salt solutions could be reached at relatively low average current densities and flow rates if pulse current with high density was utilised. 56 More tables and electropolishing electrolytes for various metals can be obtained in the books by W. J. McTegart 5 and P. V. Shigolev. 57
Motivation of using pulse current in electropolishing
As has been mentioned in earlier sections, the asperities on the metal surface are preferentially removed during an electropolishing process. In order to focus the electric field on surface asperities, low conductivity electrolytes of high viscosity, such as ethylene glycol may be resorted to.1,5 In this way, the voltage gradient between the asperities and the recesses becomes bigger along with the increase of the electrolyte resistance, so that the asperities are preferentially removed. Despite the merits of applying low conductivity electrolytes in electropolishing process, excessive heating of the electrolyte was often observed during the process, due to the greatly increased electrolyte resistance. 58 Thus, a chilling process should be performed during electropolishing. However, even with a chilling process, the excessive heat issue could still not be fully avoided. For instance, Ford Motor Co. reported that the excessive heating resulted in an unacceptable ammonia odour, limited cathode time and the electrolyte being difficult to maintain and expensive to replace, even under active chilling conditions during the production tails for deburring automotive parts in an ethylene glycol electrolyte with ammonium salt.59,60
The second contribution to the increasing electrolyte resistance comes from the limited diffusion process on the cathodic surface. As has been mentioned before, the diffusion layer thickness increases with the electrolyte viscosity. 31 Jacquet reported that the optimum region for electropolishing is the current limited plateau in the polarisation curve. 61 Later, Wagner studied the ‘microprofile’ levelling under mass transport limited conditions for the case of large diffusion layers. 26 The reasons for the build-up of the diffusion limitations are due to the limited diffusion of the dissolved metal ions away from the polished workpiece surface 62 and/or the limited diffusion of an ‘acceptor ion’ from the bulk electrolyte to the polished surface. 39 These diffusion limitations further increased the electrolyte resistance, thus hindering the electropolishing process. 1
Another issue brought by continuous DC electropolishing is the uneven striping of the anodic metal from the surface. This will lead to a rougher surface.
59
The reason is stated as follows. A passive oxide film usually grows on the anode surface during electropolishing process, as can be described by

The continuous DC current supply preferably creates high current density areas and low current density areas on anodic surface. As time goes on, some anodic surface would be blocked by thus generated oxidative film (on high current density areas) whereas the striping is still occurring on areas that has not been blocked, thus generating uneven anode surfaces. 59
Pulse/pulse reverse current in electropolishing process
The pulse/pulse reverse current has been vastly used in electrodeposition process,63
64
–65 in which the potential or current is alternated fast between two different levels. This leads to a series voltage or current pulses of nearly equal amplitude, duration and polarity (Pulse-se),
66
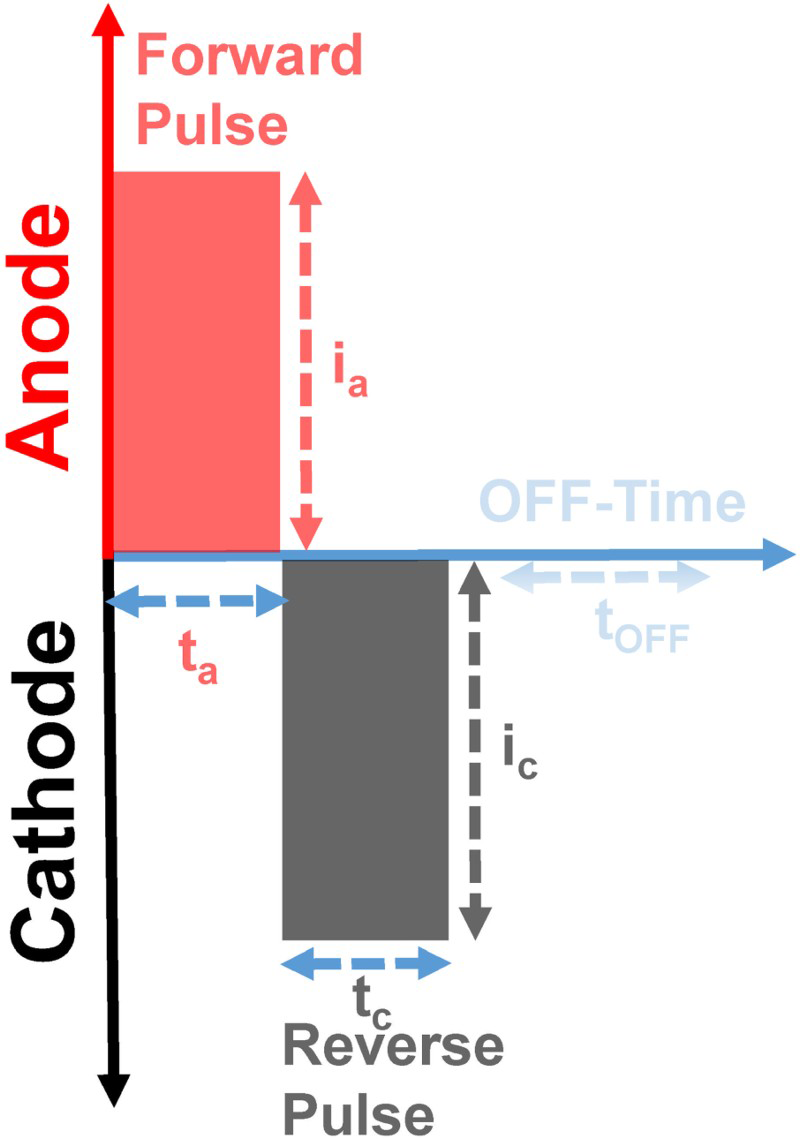
segregated by reference current (usually zero). Each pulse is composed of an ON-time (ton) at which the potential or current is applied and an OFF-time (toff) during which the potential or current is kept zero (shown in Fig. 4). The pulse reverse technique
67
plating current is interrupted by a striping time, instead of the zero-current time in pulse electrodeposition process (i.e. the OFF-time in Fig. 4 is replaced by a negative current on time)
Schematic illustration of a typical pulse current waveform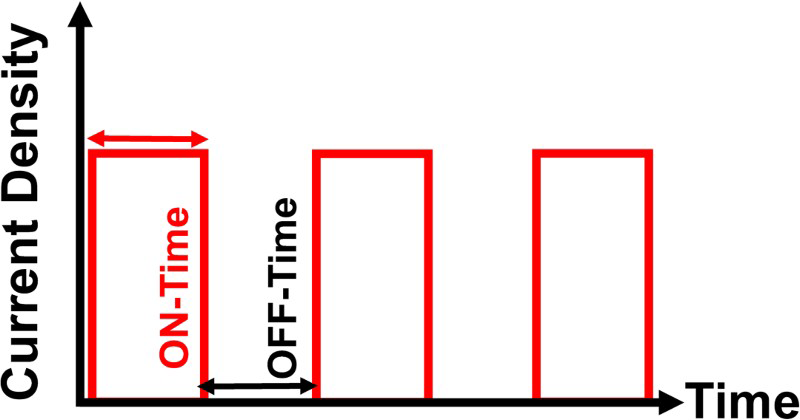
Two potential issues are involved in the DC electrodeposition. First, a negatively charged layer around the cathode/electrolyte interface is generated as the electroplating process continues. This layer obstructs the metal ions from arriving at the cathode surface. Second, the high current density areas in the electrolyte bath becomes more depleted of ions than low current density areas. To solve these issues, pulse/pulse reverse technique is resorted to. For instance, in pulse electrodeposition process, the output is periodically turned off to cause the discharge of ion diffusion layer close to cathode surface. In addition, during the OFF-time, the ions migrates to the depleted area, thus counterbalancing the non-evenly distributed cations during continuous DC electrodeposition process.
The same scenario applies to electropolishing process. In previous section, it has been stated that a diffusion layer of anions could be established on the anode surface during continuous DC electropolishing. The uneven distribution of the anion on the anode surface on high current density areas versus low current density areas could also result in pitting issues. Taylor
68
has developed a surface finishing process based on the electrolysis in aqueous electrolytes. As shown in Fig. 5, a generalised pulse–pulse reverse wave form can be described as follows.
59
The anodic forward pulse is tuned on (pulse-time and peak voltage) to enhance the anion transport to anode. During the reverse pulse phase, the cathodic pulse is tuned on. It is capable of depassivating the surface and thereby eliminating the need of using chemical additions such as hydrofluoric acid or other oxide. This process might be followed by an OFF-time to facilitate replenishment of reacting species and removal of byproducts and heat.
Generalised Pulse/pulse reverse waveform for electropolishing. The anodic pulse can be utilised to enhance anions transport, and the cathodic pulse facilitates to depassivate the anodic surface. During OFF-time, the reacting agents are replenished and the anodic surface byproduct is removed
59
Because of the much higher instantaneous anodic pulse current density than the DC steady state current, pulse/pulse reverse electropolishing generally has a higher material removal rate than/equal to that of a DC electropolishing process. 59
In the conventional DC electropolishing, only one parameter is of concern and can be tuned, which is the current density. As shown in Fig. 5, many parameters in pulse/pulse reverse waveform could be adjusted in order to optimise the electropolishing results, such as the pulse time, ta, the pulse reverse time, tc, the OFF-time, toff and the current density amplitudes, ia and ic. To fully understand the guiding principles of optimising the pulse/pulse reverse waveform, the concentration profile of the anions from the anodic surface to the bulk electrolyte should be considered.69-71 It has been proposed that from the anode surface to the bulk electrolyte, two diffusion layers, namely a stationary layer (δs) and an inner pulsating layer could be used to describe the concentration profile. With the assumption of the linear concentration gradient, the thickness of the inner pulsating layer was considered to be proportional to the pulse time, tp
70
:

As emphasised by M. Inman et al., although more accurate estimates of the pulsating layer thickness exist,59,72 Equation 2 should be sufficient to describe the tunability of the pulsating layer thickness by the pulse time due to their proportionality.
Basic control parameters governing the performance
The key parameters related to voltage–current curve include applied voltage range, the current density range. The factors related to electrolytes include the component ratio of the species, temperature, the electrolyte bath age, the convection of the electrolyte bath and duration of the whole electropolishing time.29,32,73
As many factors are involved and have to be optimised in an electropolishing process, there is no one-fit-all parameter set for all electropolishing setups. First, the electrode-electrolyte system should be specified. The choice of electropolishing electrolyte is highly dependent on the anodic metal type. Second, the parameters related the electropolishing process are normally optimised against available current–voltage relationship, which has normally been documented in literature for specific electrode-electrolyte systems. Many electropolishing systems exhibit general current–voltage curves akin to the one given in Fig. 6.61,74-76 As aforementioned, in Regime I, what primarily occurs is the direct dissolution of the metal (i.e. etching occurs). In Regime II, the slight decrease current density with increase applied voltage normally indicates the generation of the passive layer on the anodic surface. In Regime III, the passivation layer is stabilised and anions dissolved from the metal surface diffuse through the passivated layer. In Regime IV, with the further increment of the voltage, the passivated later breaks down on anodic surface. Also in this area, the anodic metal surface will begin pitting. It should be mentioned that, despite the well-established current–voltage relationship, the refinement to the current–voltage curve is necessary for a given electropolishing cell.
The general polarisation curve showing the current/voltage relationship in the metal electropolishing process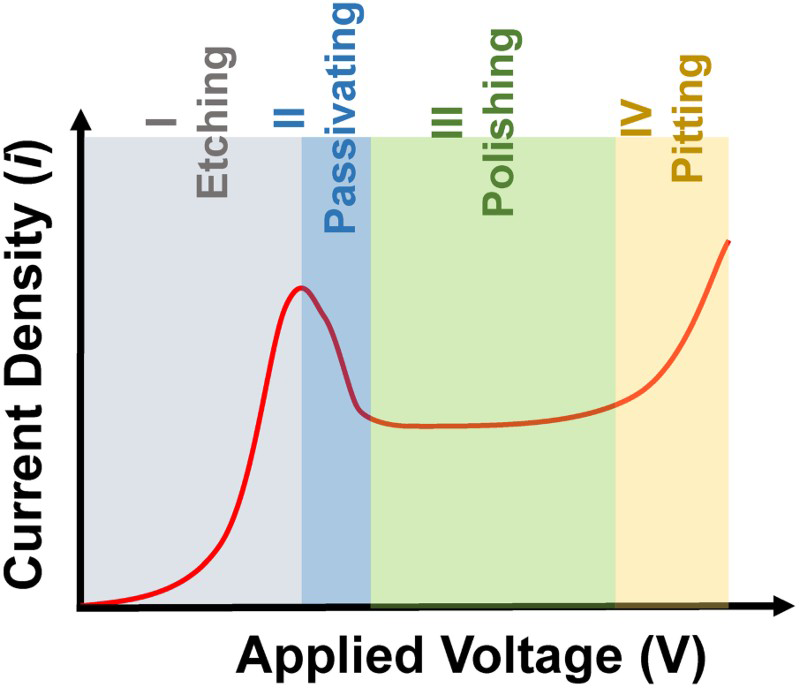
Normally, the electrolytes suitable for electropolishing are acids (e.g. perchloric, sulphuric, phosphoric, etc.) or their mixtures in a certain solvent, such as water, alcohol and acetic acid. In order to increase the solution viscosity, glycerol, butyl glycol or urea, etc. are usually added.43,73
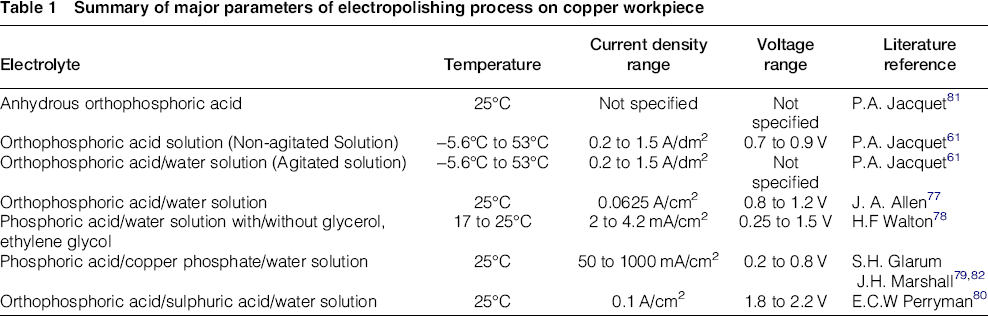
Summary of major parameters of electropolishing process on copper workpiece
Another type of metal that is a good raw model to illustrate the importance of the electropolishing condition optimising is the stainless steel. Stainless steel has found vast applications in nowadays society. However, their standard colour-light grey does not always fit in the surroundings where they are applied. Surface treatments, in this sense, are crucial to their versatility. Before the surface treatments executed, a surface polishing step is a must. 83 Among many surface polishing methods, such as mechanical polishing or grind, chemical polishing and electropolishing, the latter method has many advantages versus its counterparts.84,85 For example, the dissolution rate of the metallic surface can be removed at a significantly increased rate compared with chemical polishing, with an enhanced-quality of the metal surface finish.
The stainless steel surface smoothness also plays a key role for some biomedical applications. For example, it is known that the substrate roughness affects the adhesion of the bacteria.86 87 –88 With a careful electropolishing process, the stainless steel would have a microscopically smoother surface, leading to a decreasing bacterial attachment. 89
The selection of the electropolishing electrolyte of the stainless steel has some prerequisites:
Being capable of dissolving metallic surface layer on some preferential parts on an atomic level; Being capable of providing the control over the oxide film thickness- electropolishing rate would be extremely slow if the passive layer is too thick, whereas preferential etching occurs at a too thin passive layer; Should favour the formation of a viscous diffusion layer which promotes the macroscopic levelling.
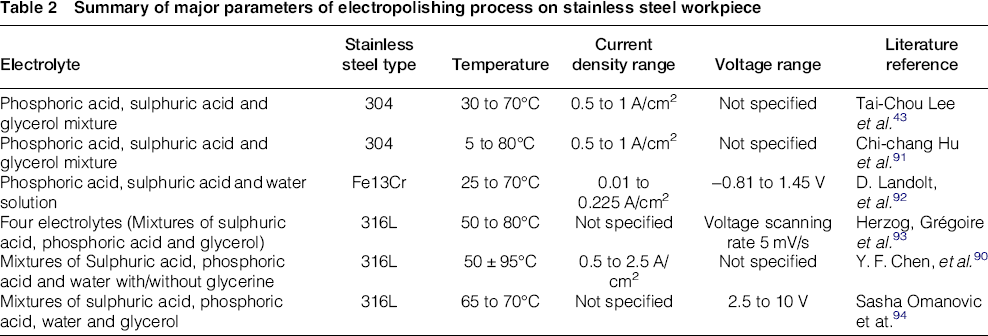
Summary of major parameters of electropolishing process on stainless steel workpiece
The influence of temperature
The temperature was important for electropolishing. For example, in Ashwini Chandra's work on electropolishing of Niobium, the plateau current density in the current–voltage curve was found increasing with temperature. 29 The second example of the temperature effect comes from the stainless steel electropolishing in an electrolyte composed of 65%H3PO4+20%H2SO4+15%H2O performed at 25, 50 and 70°C by D. Landolt, et al. 92 It was found that the limiting current density, as reflected by the current plateau in the polarisation curves increased as the temperature went up.
The temperature effect is explained as that the diffusion coefficient of the rate limiting species in the electropolishing bath is affected by
95
The limiting current density of a specie in electropolishing bath can be described as
96

Substituting Equation 3 to 4 yields
Equation 5 relates the bath temperature to the plateau current density (i.e. stable current density). Following this equation, it is obvious that the increase of the temperature would result in an exponential increase of the current density. However, it should be noticed that, as the temperature rises, the viscosity of the diffusion layer on anode surface is decreased, making it more difficult to maintain a viscous anode layer. This would inevitably affect the metal surface finish quality. In this sense, the temperature range to reach an optimum electropolishing result for a specific system should be carefully selected.
The influence of convection
Many studies on the electropolishing mechanism have revealed that the electropolishing is a diffusion-dominated process,1,62 which occurs at a certain limiting current. Hence, the electropolishing can be treated similar to the mass transfer in a cathodic deposition process, in which mass transfer theory has been well established. 97 Many works have been performed in studying the forced convection mass transfer during electropolishing78,98 99 100 –101 For example, H. F. Walton 78 studied an electropolishing system composed of a rotating copper electrode and a CuHPO4 in aqueous phosphoric acid and phosphoric acid-glycerol-ethylene glycol mixtures. The limiting current density was found to be dependent on the anode rotating speed, which was correlated to the agitation of the electrolyte.
Natural convection electropolishing conditions have also been studied. For example, Fouad et al. 102 used a vertically placed copper electrode in phosphoric acid bath to study the mass transfer under free convention in electropolishing. Triggered by Fenech and Tobias 103 electrodeposition work with a horizontal electrodes under natural convection mass transfer conditions, A. M. Ahmed et al. 104 illustrated the role of the mass transfer in the kinetics of electropolishing of horizontal flat copper plate facing downwards under natural convection conditions. The convection flow was driven by the electrolyte density difference between the bulk and anodic surface. In a study performed by Ashwini Chandra, 29 it was found that the forced stirring of the electrolyte during electropolishing of niobium led to an increase in the limiting current density at 22°C.
The effect of convection on the limiting current can be explained by the Equation 4. The diffusion layer thickness, δ is decreased with the convection flow, thus increasing the limiting current density, iL.
However, as shown in Tian et al.'s study, 105 the temperature of the electrolyte near the Nb electrode surface was a bit higher than that of the bulk electrolyte. Stirring could remove the excess heat on the anodic surface, thus bringing down the temperature. This should result in a decrease of the current density indicated by Equation 4. The synergetic effect of the two, however, still contributed to an increase limiting current density. 29
Other effects
Other factors that affect the electropolishing process includes pretreatment of the metal surface, orientation of the workpiece in electropolishing bath, choice of the cathode material, electrode spacing, bath age, electropolishing time, etc. 73
The pretreatment is curtail to the electropolishing process. For instance, if the sample surface roughness is too large, a high voltage and long electropolishing time should be chosen in order to improve the surface finish quality. The electropolishing bath age is also a big concern during the process. This is because that it is a standard practice in industry to reuse the electrolyte to keep a low profile of cost and minimise the detrimental effect to the environment. 106 However, as time goes on, it is commonly seen that the limiting current density decreases after a certain course of time due to the consumption of the cations. 107 Thus, it is critical to guaranty a preferable chemistry for electropolishing and the bath age should be tuned to an optimistic value.
Electropolishing theory
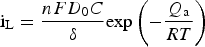
In an electropolishing system, the interface between the metal and the electrolyte has an active surface, regulating the dissolution of the metallic material. Generally speaking, three components are included in the electrolytic solution: an acid or a base to ensure the oxidation of the material, a reagent to regulate the dissolution speed (i.e. passivator) and an element to promote the viscous state in the solution/metal interface. This viscous layer is formed due to the continuous dissolution of the metal into metal ion, which moves from the metal surface to the bulk electrolytic solution. Thus, on a rough metal surface, an ionic concentration gradient forms between the crevices and the projections (Fig. 7). A higher current density exits on the projections than on the crevices, resulting a faster dissolution of the metal on these regions. In this way, the rough surface gradually levels out, becoming smoother.
Schematic illustration of the ionic concentration gradient on a rough anode surface
Many theories explain this effect, including Jacquet Theory, Elmore Theory, Edwards Theory, Hoar and Farthing Theory and Darmois Theory etc. 108 It should be noted that, because the electropolishing process is governed by many different mechanisms and depends on many parameters, despite the simplicity of the scenario described above, no single theory is capable of covering all the complexities. However, these theories are considered of key importance in helping the readership better understand the electropolishing process. Therefore, in this section, a brief introduction to these theories will be sketched.
Effect of resistance (Jacquet theory)
Jacquet was the first researcher who investigated the importance of the ohmic resistance of the viscous liquid layer between the anode and the electrolyte during electropolishing. 74 The non-uniform thickness of the viscous layer on the material surface leads to different resistance between the cathode and the anode, which causes larger dissolution of the protruded parts versus the depressed part. On this basis, a uniform surface profile can be created. In a later experiment led by Jacquet and others, 61 they showed that in a plot of current density, J as a function of cell potential (or anode potential), E, a horizontal plateau existed for many solutions used in electropolishing processes. The J-E plot was found that whenever the diffusion of one reactant consumed by an electrode process was the controlling factor. The concentration of the electrode surface reactant is much less than its bulk counterpart, and the effective thickness of hydrodynamic boundary layer has a definite value determined by either forced or natural convection. Particularly, a limiting current density is observed for the electrodeposition of metals at the cathodic side. In a parallel study, Kolthoff and Miller 109 also observed a limiting current density for the anodic dissolution of mercury if the diffusion of the complexing ions such as S2O3 −. SO3 − CN− and SCN− was set as the limiting factor.
In a later study, 110 Hickling and Higgins showed that, in the anodic dissolving rate determining step, the current density of a 0.15 mm asperity could be 2.5 times that of a depression. In their study, an inverse relationship of current density and viscosity was also observed with an increased current density with stirring. The earliest descripting on the resistance of the viscous film formed between anode and the electropolishing liquid described by Jacquet is somewhat obscure.
Diffusion phenomena (Elmore theory)
The Jacquet's resistance theory on electropolishing was later challenged by Elmore. 62 It has been observed that the factors which might facilitate to destroy the electrolytic layer between the anode and electrolyte led to uneven polishing of the metal surface.78,111 This case, however, could be altered by modifying the electropolishing conditions (e.g. temperature, agitation, electrolyte viscosity and anode position from being horizontal to vertical). 75 Based on these observations, Elmore62,112 postulated the importance of diffusion in the electropolishing process. He used the copper-in-orthophosphoric as a model system and studied the current–voltage relationship, and eventually attributed the polishing effect to a varying concentration gradient of the dissolved metal ions over the projections and crevices.
The basic assumptions of Elmore theory of electropolishing are: (a) metal ions are dispersed from the anode by diffusion and convection instead of electrolytic migration; (b) the interface of anode and electrolyte is saturated with the products of solution. On this basis, Elmore believes that in the case of copper polished in orthophosphoric acid, the concentration of anodic copper ions in the electrolyte increases with current density, until it reaches a maximum value. Dissolution of the metal continues beyond this point only to the extent that copper ions are allowed to diffuse into the bulk electrolyte from the boundary layer. The value of the Nernst diffusion layer thickness, δ over the projection is smaller than the value over the crevices,97,113 which results in a larger limiting current, as defined by Equation 6,
114
over the projection part than the crevices.
The larger limiting current density around projection part results in the metal surface being levelled out as electropolishing proceeds. In the Nernst diffusion layer model (Equation 6), a concentration gradient is assumed to be at the interface, which varies linearly at the immediate vicinity of the metal surface and then has a curvature until it merges with the final constant electrolyte bulk concentration of the species. 96 It is a mathematical construct that artificially separates the electrolyte region near the anode surface from rest of the electrolyte. This has become the generally accepted mechanism for electropolishing and the mass transport control has been established as the reason behind electropolishing.
Elmore further concluded that the ratio could be defined as
Later, Williams and Barrett 20 offered the experimental details to confirm Elmore's theory.
Focused on the film formed on copper during electropolishing, they showed that the film is composed of a phosphate of copper characterised using electron diffraction techniques. This facilitated to confirm the basic assumption in Elmore's theory that a solubility limit of copper existed in the boundary layer of the electrolyte. A further study led by Hoar and Farthing 116 showed that, since the copper phosphate film is soluble in phosphoric acid even in the absence of applied potential, the solubility limit could be attributed to the a decrease in hydrogen ion concentration at the anodic surface during polishing process.
Acceptor theory – distribution of anions
While Elmore and others proposed that the diffusion of metal ions determined the dissolution of the metallic anode to the liquid electropolishing agent, Halfway suggested that, instead of ionic diffusion, the distribution of the anions along the anodic surface controlled the dissolution of the metal in electropolishing
More specifically, the basic assumption in Edward's theory is that the polishing effect was determined by the depletion of the anolyte layer of ‘acceptors’. The term ‘acceptor’ means the anions and molecules (e.g. water molecules) which has the potential to combine or complex with the anodic metal. In this framework, the basic electropolishing mechanism is one of the migration of ‘acceptors’ to the anode instead of the diffusion of metallic ions in the opposite direction. Accordingly, the limiting factor of the current density is related to a maximum concentration gradient when almost all the acceptors approach the anode and react with the surface metallic ions on the anode. Due to the continuous consumption of the acceptors on the anode surface, the acceptor concentration is much lower around the electrode than that in the bulk solution.
Later, Carl Wagner
26
used the acceptor theory to mathematically analyse an ideal electropolishing process. He assumed that the electrode surface could be best described by a sing wave profile, as described below
Schematic illustration of acceptor concentration profile as a function of distance from the electrode

Here the
 is the average value of the concentration gradient at the anode. A linear dependence of the concentration on the distance, y could only be found at the inner most part of the discussion layer.
is the average value of the concentration gradient at the anode. A linear dependence of the concentration on the distance, y could only be found at the inner most part of the discussion layer.
Taking into consideration of the change in the shape of the surface profile as a function of time, the sine wave amplitude at time t could be derived as


Thus, the loss of metal per unit area, Δm/A could be calculated as

Using a 2-dimmensional Laplace equation inside the electrolyte, the local potential gradient could be written as

The local potential gradient,
 is linearly related to the local current density by Ohm's law. Through the set of formulae (from Equation 9 to 13), Carl Wagner mathematically solved the profiles for the decrease of surface roughness as a function of the recess of the average surface, amount of metal dissolved per unit surface area, and product of current density and time. It should be noted that, the development of the larger surface roughness profile (i.e. macroprofile) from Wagner's formula agrees well with Edward's theory. Also in his analysis, Wagner rejected Elmore's theory regarding the inconsistence of the metal ion concentration at the constant current density at wide variation of anodic potential.
is linearly related to the local current density by Ohm's law. Through the set of formulae (from Equation 9 to 13), Carl Wagner mathematically solved the profiles for the decrease of surface roughness as a function of the recess of the average surface, amount of metal dissolved per unit surface area, and product of current density and time. It should be noted that, the development of the larger surface roughness profile (i.e. macroprofile) from Wagner's formula agrees well with Edward's theory. Also in his analysis, Wagner rejected Elmore's theory regarding the inconsistence of the metal ion concentration at the constant current density at wide variation of anodic potential.
Passivation theory (Hoar and Farthing theory)
Hoar and others98,99 suggested that the thin layer formed between the electrode and the electrolyte during electropolishing was featured as a passivation film.
A metal is considered to be in a passive state when the metal ions cease to dissolve to the surrounding electrolyte from the metal surface, even if a more positive potential than its oxidation potential is applied to the electrode. Usually, a fast increase in anodic potential with a sharp drop in current density at the onset of the electrochemical passivity can be observed. 32
The electrochemical passivation has been known since the Faraday age. Early interpretations of this phenomena suggested that the metal surface was oxidised to stop the metal from continuous dissolving from the anodic side. In the case of the oxide films on some metals,118,119 it has been shown that the thickness was the order of a few Angstroms, and their growth was enhanced by oxidising agents while diminished or prevented by halides or other reducing agents.
On the basis of the similarity between the current–voltage curves of the electropolishing and those in many passivation reactions, researchers postulated the formation of the transient passivation film, either salt or oxide, to partially explain the phenomena in electropolishing. 32 The analogy between the oxidation of an easily oxidised metal, such as aluminium or zinc, and the electropolishing has been illustrated by Napier and others. 120 They showed that the aluminium could be polished by placing it in an anodic oxidation bath, or a bath which dissolved the alumina film. A similar study on the formation of the passive layer on iron was performed by Tegart and others. 121 They showed that the anodic processes involved alternate passivation for the polishing of iron in sulphuric acid at around 60–70°C and 4.5 volts.
Hoar and Mowat 99 made nickel anodic in a 50/50 sulphuric acid/water bath. They found that there was a short interval of time when a slow rise of anodic single potential showed up, followed by a large rapid one at its end right before polishing happened. They compared the phenomena with those established by Muller for the onset of the passivity of nickel, iron and other metals in less concentrated sulphuric acid, 122 and postulated that the rapid rise of potential at the onset of electropolishing was due to the similar formation of a compact oxide film on the metal surface to the anodic passivation. However, this film dissolved as fast as it was formed anodically from the metal. 99
Direct experimental observations on the existence of the oxide film at the onset of electropolishing was given by Hoar and Farthing. 116 An electropolishing system composed of copper and α-brass anodes, the orthophoric acid/water bath (50/50 by volume) and a cathode with holes was used in their study. Mercury was dropped onto the copper or α-brass anodes through the holes on cathode, and wetted the anodic surface immediately, and then spread over it, if the passive film had not formed on the anodic surface. By telling the different wettability of the mercury droplet on the anodic surface, they showed whether or not that anodic surface was covered by the passivation film.
Hoar's theory could also quantitatively explain the ‘smoothing’ effect on preferable dissolution of asperities on anode during the electropolishing process. 116 The transient mobile layer of saturated solution and solid formed on the anodic surface before the ‘passive’ film had been produced, and dissipated afterwards. This layer would be both thicker and less disturbed in the depression than the asperities. Thus, one may expect conditions for passivity to be reached sooner in the depression part than on the asperities, and the resulted great increase in anodic polarisation in the depression would divert most current to the asperities. This statement, as drawn by Hoar and Fathering, was also in agreement with Evan's theory. 118
Interestingly, a later study led by Rowland 123 indicated that the observations in Hoar's experiment could not be confirmed. In fact, a copper phosphate film was detected by electron diffraction afterwards. 20 Therefore, the exact nature of the film formed on the copper still remained open to question then.
The periodic oscillation of the current–voltage curve before electropolishing conditions were established, as observed by Hoar and Mowat 99 was attributed to an alternate activation–passivation phenomena. Using silver anode in cyanide plating bath,124,125 Francis and colner recorded the periodic oscillations and observed the formation and dissolution of the film on silver surface. It should be noted that the theory of alternate activation–passivation is actually inconsistent with Edward's acceptor theory. The viscous anodic layer, serving to screen the acceptors, was still basic and may determine the nature of the film observed in Hoar's study.
Ionic adsorption (Darmois theory)
Rowland found that, the noble metals (e.g. gold, platinum and palladium) could be anodically polished in the molten salt, such potassium chloride or sodium chloride as electrolyte under certain circumstance. 123 He considered this phenomenon not explainable by postulating the anodic layer of oxide, hydroxide, etc. on the anode, 99 because the substances corresponding to oxides would be chlorides of the metals. In this case, the possibility of oxide films due to dissolved oxygen was ruled out by the experiments in hydrogen and by the experiments in which polishing could occur at temperatures well above those at which oxide could survive. He also made the comment on Hoar and Farthing study, 116 that the non-adhesive of mercury droplet to the copper anode was not due to the formation of the anodic oxide film, but to the failure to establish a contact-adsorbed film of mercury at higher current density than required by electropolishing.
Later, Darmois and others 126 presented a theory of polishing which involves the adsorption on the anode of the anions from the electrolyte. As a specific example, 127 in the case of aceto-perchloric baths, the anode was proposed to become covered with a thin layer of ClO4 − ions that were capable of establishing an electrostatic field intense enough to screen the metal ions. The authors also eliminated any mechanism which involved the formation of an oxide film.
Pre-treatment and post-treatment
Prior to electropolishing, parts are mechanically prepared to ensure optimal results. All welds are ground, deburred and inspected to ensure that all seams are free of pockets or gaps. 128 Workpieces to be polished may need necessary pretreating processes, including surface cleaning, surface modification and rinsing. The purpose of surface pretreatment is to remove contaminants, such as dust and films from the substrate surface. The surface contamination can be extrinsic, composed of organic debris and mineral dust from the environment or preceding processes. It can also be intrinsic, such as a native oxide layer. Contaminants and films interfere with metal dissolution, which can cause poor eletropolishing quality. Therefore, surface pretreatment is important to ensure electropolishing quality. Most (metal) surface treatment operations have three basic steps: surface cleaning, surface treatment and rinsing. 128
Cleaning methods should be able to minimise substrate damage while removing the contaminants, dust, film and or debris. 129 Cleaning processes are based on two approaches: chemical approach and mechanical approach. Chemical approaches usually include solvent degreasing, alkaline cleaning, soak cleaning and acid cleaning, etc. For instance, if the metal surface contains contaminants of oils, grease, waxes and miscellaneous organic materials, these contaminants can be removed by appropriate organic solvents, either by dipping the workpieces in the solvent or by vapour decreasing. Sometimes, electrocleaning is also used. In electrocleaning, the surface of the workpiece is cleaned by chemical clean action by plentiful gas evolution. 130 Mechanical approaches include polishing, buffing and some variations. Polishing is to remove small amounts of metal by means of abrasives. It produces a surface that is free of the larger imperfections left by grinding, and is a preliminary to buffing. Buffing is similar to polishing, but uses finer abrasives to remove very little metal. Buffing can produce an extremely smooth surface.
Surface modification includes change in surface attributes, such as application of (metal) layer(s) and/or hardening. 131 Cleanliness should be considered one of the cardinal principles of all metal finishing operations. Improperly or inadequately cleaned parts are a frequent source of rejects. Chemical rinsing can remove any oil, grease, shop dirt, fingerprints or similar films left on the parts after manufacture. Surface contaminants present on the parts during electropolishing can lower the quality of the resulting finish, particularly for critical applications such as medical, pharmaceutical and semiconductor products. Once the parts are removed from the cleaner, care should be taken to avoid unnecessary contact with the hands or process equipment. Alkaline cleaning proceeds by a combination of chemical and physical reactions involving displacement, flotation, penetration, wetting, emulsification and saponification of the contaminants. All of these reactions are sensitive to both time and temperature; therefore, care should be taken to make sure the cleaning conditions fit the properties of the oil to be removed. Some soils may require little or no alkaline soaking; others may require substantially higher temperatures, soaking times and chemical concentrations to achieve cleanliness.
A rinse serves two primary functions in a metal finishing system: (1) to remove by dilution the chemical residue from the previous operation, and, (2) to act as a barrier to prevent drag-in to the following operation. 23 Surface oxidation present on the parts during electropolishing can affect the quality of the resulting finish, particularly for critical applications such as semiconductor, medical and pharmaceutical products. Alkaline drag-in from the cleaner tank will gradually destroy the total acid content of the electropolishing bath, causing quality problems. Scale conditions and removal methods vary widely; however, some care must be exercised to ensure that the method chosen is compatible with the electropolishing bath and the overall design of the electropolishing line.
Electropolishing evaluation with microscope
The electropolishing in a general sense is to smoothen the metal surface finish of a metal by making it anodic in an appropriate solution. 1 It is commonly distinguished in literature the anodic levelling or smoothing based on the surface brightening. The more ‘shining’ metal surface usually means a surface roughness of height < 1 µm, whereas the blunt surface finish indicates a surface roughness >1 µm. 132 This idea comes from the fact that, the wavelength of the visible light ranges between 400 and 700 nm. Thus, if the elimination of the surface roughness results in morphology in sub-micron range, which is comparable with the light wavelength, a shining surface would appear. Edwards further introduced the terms microsmoothing and macrosmoothing. 39 These two processes are different from each other. The former results from the suppression of the influence of surface defects and of crystallographic orientation on the anodic metal dissolution process, while the latter, as aforementioned, is caused by the concentration of current lines on peaks of a surface profile, which leads to a higher local dissolution rate. These electropolishing surface finishes at different size scales require different techniques to evaluate. Although not explicitly mentioned, most literature has the microscopic evaluation on the electropolishing finishes. For example, in Jacquet's early works published in Nature series on the electropolishing of copper, optical microscope was used intensively to display the metal surface finishes after electropolishing.61,76 Most recently, most publications related to the stainless steel electropolishing use either scanning electron microscope (SEM) or atomic force microscope (AFM) or both to evaluate the surface finishes. Microscope technique is an indispensable diagnostic tool to evaluate the surface finishes of the specimen after electropolishing. This review will be the first of its kind, to provide the readership the overview of the microscopic evaluation on electropolishing technique. The macroscopic smooth and the microscopic smooth of electropolishing, the two very important types of smooth that the electropolishing technique can provide are discussed.
Optical microscope
In order to characterise and evaluate the surface morphology before/after the electropolishing process, many microscope techniques have been utilised. Optical microscopes are the oldest design among its category, and has been intensively used to observe the electropolishing surface finishes. For example, in some of the Jacquet's pioneer electropolishing work,61,76 optical microscope was employed to show the surface brightness and crystal grains of the copper anode (using polarised light source) after electropolishing process.
In a study on the mechanism of electropolishing, Edwards made a copper composite anode with projections and recesses on the surface which were isolated with each other. By using a binocular optical microscope, he could observe the smoothing effect preferably on the projections during electropolishing process, thus being able to quantitatively evaluate the electropolishing smooth efficiency. 39
The optical microscope is also an important tool to estimate the sample quality used for more advanced electron microscope. For instance, R. D. Schoone et al. develop an electropolishing unit for preparing the thin metal specimens for transmission electron microscope (TEM). The electropolishing finishes were evaluated using optical microscope. It was determined in their study that, under certain electropolishing conditions, the dislocations and stacking fault in pure cobalt existed, whereas fine metallic grain structure was observed for Fe–Ni alloy. 133
Despite the intensive employment of optical microscope, its resolution is limited by the interference of the visible light, which is about one half of the minimum visible light wavelength (200 nm). 134 Thus, microsmoothing surface finishes after electropolishing process cannot be effectively evaluated by solely the optical microscope. Thus, other techniques should be resorted to if one needs to perform characterisation on the microelectropolishing finishes below 200 nm.
Electron microscope
Restricted to light diffraction issue, traditional optical microscope could not be used to evaluate the surface feature smaller than the light diffraction limit. However, if the light source is changed by something with much higher energy, the irradiation wavelength should be decreased accordingly. Based on this point, electron microscope became to play an important role in detecting structures much smaller than light diffraction limit. 134 With improved beam energy, the wavelength can be further brought down to sub-nanometre range. For instance, an electron microscope equipped with a 5 KeV electron source is capable to produce the electron irradiation of 0.248 nm. Atomic-resolution image could even be generated with a sub-50 pm electro probe. 135 Two types of electron microscopes are often used in electropolishing finishes evaluation. The first one is TEM, using which the high energy electron beam transmits through a thin specimen that is partially transparent to electron beam. The electron beam carrying the specimen structural information, and the spatial variation of the sample structural information can be viewed by either a fluorescent viewing screen or recorded by a charge-coupled device (CCD) camera. 136 The second type of electron microscope is scanning electron microscopy, often abbreviated as SEM. It produces the images by probing the specimen with a focused electron beam which scans across a rectangular area on top of the sample surface, and it has been vastly applied to characterising the nanometre surface morphology.137 138 139 –140
TEM has become a key tool to correlate the nature of the microstructure of metals and the alloys directly with their important physical and chemical properties. The metal specimen for TEM has to be delicately prepared in order to make it thin enough to let the electron transmit through. 133 The thin metal foils are usually of a thickness of a few hundred nanometres or less.141,142 In addition, the successful TEM analysis highly depends on the quality of the thin metal foils prepared. Although pure mechanical polishing technique exists to make the TEM thin specimen, the sample quality usually is hard to be fully controlled.143,144 Intensive studies have demonstrated that an electropolishing step is necessary for TEM sample preparation.133,143,145,146 Normally, the preparation of the thin TEM specimen is composed of three steps, (a) obtaining a sample piece less than 2 mm thick, (b) mechanically thinning the sample down to about 0.2 mm and (c) further decreasing the sample thickness down to nanometre range so that sufficient electron beam penetration can occur. 147
The key factors of electropolishing, including voltage, current density, temperature, electropolishing duration and convective flow rate need to be carefully optimised in order for one to obtain an ideal TEM sample for reproducible observation. Necip 148 prepared high quality pure aluminium TEM samples through a double-jet electropolishing technique. Some useful hints to obtain the least failures in preparing the TEM specimen with optimum electropolishing parameters were given in his study.
Besides pure metal, the alloy microstructures are critically important for insight understanding of their mechanical properties. For example, two phase TiAl alloy has a great potential for aerospace applications due to its excellent specific mechanical properties. 149 Considerable research effort has been dedicated to detailed characterisation of TiAl on the microstructure-related mechanical properties. A. Couret et al. 150 used a jet electropolishing technique with a polishing solution composed of perchloric acid and methanol to prepare the TEM thin specimen. A quantitative TEM analysis of the lamellar microstructure in the TiAl alloy could be performed due to the delicate electropolishing specimen preparation process. Using a range of advanced methods combined with region specific replication entails and the electropolishing method, S. Sulaiman et al. 151 prepared TEM replica specimens of P91 steel and carried out quantitative microanalysis on the P91 steel specimen.
Despite its versatility in determining the thin specimen microstructure, TEM cannot be used to determine the sample surface morphology. Thus, in order to determine the surface morphology after electropolishing, other techniques should be used. SEM is such a tool, which utilises a high energy electron bean to scan the sample surface. After interaction with the sample, the electrons which carry sample structural information are probed by electron detectors. As such, the sample surface structure can be revealed.
Didier Pribat et al. 152 used SEM to evaluate the electropolishing effect on copper foil in H3PO4 bath at elevated temperature. The surface of the electropolishing finishes was analysed by a JEOL JSM-7600F field emission SEM. The copper grain size on the specimen surface was analysed by the electron backscattering diffraction (EBSD) images. They found that the copper foil electropolished at a small window near 65°C in 2.17 M H3PO4 bath, exhibited a larger grain size than samples obtained under other conditions. In a similar study, T.M. Dahy et al. 153 removed the tarnishing and roughness of copper surface with electropolishing treatment. The copper foil surface contamination and morphology were analysed by an SEM equipped with an energy-dispersive X-ray (EDX) spectroscopy.
In order to evaluate the corrosion behaviour of the 304 stainless steel at high temperature, hydrogenated water, Paul C. Sander et al. 154 used SEM to observe the surface nanocrystallinity of the stainless steel oxide layer. They found that the stainless steel surface had small size (ranging between 10 and 26 nm) chromite-based crystals relative to the machined (i.e. cold worked) process. The electropolishing process, which removed surface macrostrain by cold working, as stated by Paul C. Sander et al., exhibited a preferred reference surface condition. In another study on AISI-314 stainless steel electropolishing, Sonia R. Biaggio et al. 83 employed the SEM at magnification of 1000× to determine surface structure of the electropolished samples. The surface of the samples, which were classified as opaque, semi-bright and bright exhibited different surface morphology according to the corresponding SEM sample images.
Atomic force microscope
Despite the capability of determining small morphological features, SEM only provides two-dimension (2D) information of the surface finishes. In order to get through knowledge on the height profile, or roughness of the workpiece after electropolishing, AFM is often used. Contrary to optical microscope and SEM, AFM does not use optical/electrical lenses or light/electron irritation. Instead, the surface morphology information of the sample is gathered by AFM tip (with the diameter in the order of 10 nm). By scanning on the sample surface, the mechanical interaction between the tip and the sample is converted to electric signal through a piezoelectric element, thus the sample topographical information is recorded. The resolution of the AFM is not restricted by light diffraction limit, and can reach the order of 0.1 nm. Therefore, it becomes an important tool to study the microsmoothing of the workpiece after electropolishing.43,155
One of many important applications of AFM in evaluating the electropolishing metal surface is to directly offer the information of the sample surface roughness, which cannot be fulfilled by electron microscopes. For example, Chi-Chang Hu et al. 91 studied the factors that affect the surface roughness (Ra) of 304 stainless steel (304 SS) electropolished in a mixture of phosphoric acid, sulphuric acid and glycerol. The factor Ra was characterised by using AFM height profile on the electropolished 304 SS surface. They found that the bath temperature and polishing time were two key factors that affect the 304SS Ra. In a sister study of the same group, they found that the surface roughness of 304 SS could be tuned from 7 to 45 nm by controlling electropolishing variables in glycerol-containing baths. The surface roughness, again was determined by the AFM height profile. 43 T.M. Dahy et al. 153 adjusted current density, duration, temperature and viscosity in electropolishing process on commercialised copper foil, in order to remove the tarnishing and roughness. The surface roughness of the electropolished copper foil was characterised by using AFM height images. Jerzy Zak et al. 156 studied the electropolishing conditions on NiTi alloy. The quantity of the electropolishing ally surface was evaluated by AFM.
In addition to the electropolishing surface roughness evaluation, AFM is also an important tool to characterise the surface morphology of the electropolished metal surface. For instance, R.M. Metzger et al. 157 created highly ordered nanotopographies on aluminium single crystals by electropolishing method. The ordered nanoscale morphology on the single Al crystals was studied in details by AFM. Muhammad Aslam et al. 158 use the porous anodic alumina pretreated by electropolishing process. Under different electropolishing voltage, they were able to create 100–150 nm random features (4–5 nm high) and 50 nm ordered nano stripes (1–2 nm high), which was confirmed by the AFM images.
Electropolishing applications
As aforementioned, electropolishing facilitates polishing the metal surface roughness, thus dramatically reducing the negative outcomes by the surface metallic dirt or product residues. For instance, the metal surface irregularities often serve as the nucleation sites form cracks and corrosion. Thus, the current stainless steel industry often utilises electropolishing technique to enhance the anticorrosion properties of the workpiece. 90 Delstar Metal Finishing Company is currently applying electropolishing to some of its metallic products to reduce the coefficient of the friction of metals, which improves the metal workpiece life time. The surface rough irregularities can also be nucleation for the bacterial attachment. 89 Therefore, the electropolishing on related metallic facility surface is of great importance to pharmaceutical, food, beverage and biomedical industries to reduce the attachment of bacteria. As an electrochemical surface finishing technique, new commercial applications of electropolishing will be constantly found.
Finish
Electropolishing is a reverse plating procedure that entails the electrochemical removal of metal impurities (including carbon, silica and free iron) from a stainless steel surface. 40 The goal is a smooth surface, devoid of burrs or crevices that attract and trap contaminants. During electropolishing, the workpiece is fitted with electrodes, immersed in an electrolyte solution and subjected to a direct electrical current. During this electrolytic process, the metallic surface of the anodic part is preferentially dissolved ion by ion, yielding a smooth surface. 1 Optimal results depend on careful control over the current density, the precise chemical composition of the electrolytic solution, the temperature and agitation of the bath and the duration of current exposure. 9 Finally, selected surfaces are mechanically buffed to a smooth finish.
Corrosion resistance
Electropolishing is widely specified to enhance corrosion resistance on a wide variety of metal alloys. 36 Although most commonly used on stainless steels, electropolishing offers corrosion resistance on other alloys as well. 159 Due to the versatility and superior effectiveness, electropolishing is fast becoming a replacement process for passivation, a chemical process that has been used for years to help restore contaminated stainless steel to original corrosion specifications. The intent of passivation is to remove free iron or other foreign matter from the surface of the metal and to create a chromium rich surface that is resistant to corrosion. However, passivation is generally not effective in removing imbedded free iron and contaminants and will not remove heat tint or oxide scale on stainless steel. 8
The electropolishing process dissolves the outer skin of metal, removing deeply imbedded contamination. 160 Heavily contaminated surfaces such as machined parts, welded or brazed assemblies or other components that typically respond poorly to passivation alone, are good candidates for electropolishing. 161 Unlike passivation, all stainless alloys including the 400 series and precipitating grades can be processed without distortion, flash attack or hydrogen embrittlement. Just as electropolishing is used to enhance corrosion resistance on stainless steel, it offers corrosion resistance on other alloys as well. Electropolishing can be used to delay or retard the corrosion properties of copper, brass, aluminium and carbon steels. On these and other alloys, the removal of surface skin and impurities enhances the corrosion resistant properties of the component. 162
The following figure shows type 303 stainless steel (Fig. 9). After a series of machining operations, the parts needed to be decontaminated to remove imbedded steel and other impurities.
SEM images of the stainless steel Type 303 before (upper panel), during (middle panel) and after (lower panel) electropolishing process
Under 40× magnification using the SEM, the passivated part is actually rougher, due to the chemical attack of the 303 stainless steel by normal passivation. In contrast, the electropolished part is smooth and clean. By carefully monitoring the amount and rate of metal removal, electropolishing dissolves the surface skin and its impurities, including impinged steel flecks and other contaminants.
Surface improvements
The most noticeable benefit of electropolishing is that it provides an immediate brightening of a metal finish. 1 By eliminating or minimising stains, heat discolouration and minor scratches, electropolishing can bring out the metal's natural shine, which enhances the appearance of the piece. In addition, electropolishing offers remarkable ultracleaning capabilities through the removal of rust, imbedded scale and other foreign debris. 163 This can be accomplished without stressing the piece or negatively affecting surface hardness and integrity. By removing surface imperfections, electropolishing can increase the piece's resistance to corrosion. That is because the elimination of imperfections can prevent the moisture that leads to corrosion from accumulation. In fact, some salt spray tests have indicated that electropolished pieces experience greater corrosion resistance than passivated and raw parts. Electropolishing can also effectively remove the microscopic peaks resulting from processes such as welding, forming and stamping. 164 The reduction of microfinish values and accompanying increases in surface smoothness can be extremely beneficial in the production of valves and gears. 165 The ability of electropolishing to remove surface metal from a part makes it extremely effective in the elimination of edge breaks. That is why electropolishing is often preferable to vibratory finishing or tumbling for use on delicate parts. Because electropolishing creates a smooth, clean surface that promotes adhesion, it is sometimes used to prepare surfaces for processes such as e-coating, plating, welding and anodising. 166
Conventional mechanical finishing systems tend to smear, bend, stress and even fracture the crystalline metal surface to achieve smoothness or lustre. Electropolishing offers the advantages of removing metal from the surface producing a unidirectional pattern that is both stress- and occlusion-free, microscopically smooth and often highly reflective. Additionally, improved corrosion resistance and passivity are achieved on many ferrous and nonferrous alloys. The process micro- and macro-polishes the metal part and micro-polishing accounts for the brightness and macro-polishing accounts for the smoothness of the metal part. 167
Deburring is accomplished quickly because of the higher current density on the burr, and because oxygen shields the valleys, enabling the constant exposure of the tip of the burr. Because the metal part is bathed in oxygen, there is no hydrogen embrittlement to the part. 168 In fact, electropolishing is like a stress-relieve anneal. It will remove hydrogen from the surface. 169 This is important to parts placed under torque. Another benefit is that bacteria cannot successfully multiply on a surface devoid of hydrogen, therefore, electropolishing is ideal for medical, pharmaceutical, semiconductor and food-processing equipment and parts. 170 The combination of no directional lines due to mechanical finishing, plus a surface relatively devoid of hydrogen, results in a hygienically clean surface where no bacteria or dirt can multiply or accumulate.
Concluding remarks
Not new to the field of metal finishing, the electropolishing technique is a unique metallic surface treatment that used to remove the metal surface rough irregularities. Electropolishing theory is easy to follow. However, there are a lot of parameters that affect the workpiece surface current density and the subsequent electropolishing results, which include the type of electrolyte, electrolyte temperature, concentration and agitation, applied voltage type and amplitude, anode/cathode distance, etc. Those parameters need to be carefully tuned in order to achieve desired surface finishes for metal workpieces of different shapes and sizes. Of all these parameters, the electropolishing electrolyte has drawn the most attention. In the 1960s, Albright & Wilson in the West Midlands patterned electropolishing electrolyte for stainless steel. 171 However, since it contained aniline, which was believed to be carcinogenic, this type of electrolyte fell into disrepute. Another type of electrolyte commonly used in France contains perchloric acid. When mixed with volatile organic solution, it resulted in severe explosion. New electrolyte is of urgent need. Continuous development of electropolishing electrolyte is deemed to lead to a safer, more effective and universal usage. 171 The metals that need to be electropolished in the market also keep changing with time. Early electropolishing market has been switched from copper and copper alloy surfaces in the 70's to various stainless steels which account for 95% of the current market.
Although electropolishing technique was largely developed based on the empirical observations, numerous theories have been developed to facilitate the understanding of the mechanisms behind the electropolishing phenomenon. Based on chronical order, the electropolishing theorem includes Jacquet's theory (resistance effect), Elmore's theory (diffusion effect), Edwards' theory (acceptor theory), Hoar and Farthings' theory (passivation theory) and Darmois' theory (ionic adsorption theory).
For obtaining a better electropolishing result, the workpiece surface usually needs both pre-treatment and post-treatment. After electropolishing process, the surface finishes can be evaluated by various microscopic techniques, depending on the surface roughness (i.e. microelectropolishing or microelectropolishing) and the needs on the scale to be observed. The merits of electropolishing includes the improvement of the metal surface smoothness, appearances, the surface corrosion resistance, removal of the contaminations and refinement of the surface oxidation layer. Some of the surface feature of the metallic workpiece cannot be obtained by using traditional mechanical polishing methods. Nowadays, the application of electropolishing is not restricted to the improvement of the metal surface appearance for decoration purpose. The merits of electropolishing find much broader applications in metallic facility fabrication in food, beverage, pharmaceutic, biomedicine, electronic, semiconductor, automotive, aerospace and many other industries. As time goes on, the electropolishing will continue to play a vitally important role in processing various metal surface finishes.