
Abstract
We report a composite coating on vermicular graphite cast iron reinforced with Al2O3 particulates, processed by selective laser surface alloying, with the thickness of ∼600 µm and coverage fraction of 20%. The original microstructure was thus considerably modified. Different fractions of the Al2O3 particulates were added, ranging from 5 to 25 wt-%. Microhardness and strength were both increased, due to the formation of the composite coating, which led to a series of strengthening mechanisms. In addition, in thermal fatigue test, the crack density was reduced, due to the surface composite coating and the particular scanning strategy. Cracking on the sample surface was effectively restrained by the composite coating.
Introduction
Vermicular graphite cast iron (VGCI) is known of the ‘worm-like’ graphite in its microstructure [1]. It falls between the lamellar and spherical graphite cast irons not only in terms of microstructure formation and also in terms of mechanical and physical properties. As compared with lamellar cast iron, the worm-like graphite in the VGCI microstructure improves its mechanical properties, including the ultimate tensile strength (UTS), yield strength (YS) and elongation to fracture (EL). In the meanwhile, VGCI also has higher fracture toughness, better heat conductivity. These advantages are very suitable in manufacturing the components of diesel engines, the brake discs of high-speed or bullet trains [2]. Recently, safety standard for use of material is strengthened. In addition, the better mechanical support for heavier load or higher speed is another major concern. Improving the properties of VGCI thereby is of notable importance to enhance its application and to make the high-speed train safer.
So far, many methods have been developed to improve the mechanical properties of steels and irons [3-8]. Norman et al. [7] studied the high-cycle fatigue behaviours of compacted graphite iron (another name of VGCI) under the superimposed high-frequent strain load. The results demonstrate direct links with the application of this material: the existence of a constant high-cycle fatigue strain range threshold below which the fatigue life is unaffected but severely reduced when above gave rise to microcracking at a critical point. In addition, Liu et al. [8] employed electrical pulsing to treat the surface of the CGI sample. Thus the bionic units were fabricated by this means: the supersaturated carbon atoms in the lattice of austenite reacted with the iron atoms to form Fe3C. On the other hand, the corresponding microstructures were refined. Accordingly, the thermal fatigue cracking was noticeably retarded by the bionic units.
Laser treatment is effective in treating metallic materials and thus improving related properties such as the strength, and wear resistance. Our previous studies [9-12] reported effects of laser on the mechanical and other properties of different materials, e.g. medium carbon steel, H13, and etc. The related properties were notably improved due to the self-quenching effect on the sample surface [10], which significantly modified the original microstructure [11-13]. It should be noted that laser treatment falls into various categories. Two detailed methods were used in the above mentioned references: laser remelting and laser cladding/laser alloying. For laser remelting, the surface is well treated yet without any addition. Compared with it, additions are introduced with laser cladding/laser alloying, which makes the properties even better due to the effects of additions on the treated microstructure.
In addition, ceramic particulates, in small size, are used as additions to fabricate metal matrix composites [6,14]. Note that VGCI requires good surface applications. In this respect, laser treatment has exhibited significant advantages, as compared to other treatments. Though, as mentioned above, there are laser related previous studies on laser treatment, composite coating is less studied. So in this work, we use laser to fabricate a composite coating on VGCI, to improve its mechanical properties. The addition is Al2O3 ceramic particulates. The goal is to fabricate the particulate-reinforced composite coating on the surface of VGCI by laser.
Materials and methods
The VGCI was used as the base material. Its chemical compositions are: 3.56 C, 2.56 Si, 0.71 Mn, 0.03 P, 0.03 S, 0.02 wt-% Mg and Fe in balance. At first, it was cut into the size of 35 × 17.5 × 6 mm3, using an electro-discharge machine. Both pre and post the laser treatment, the samples were ultrasonically cleansed.
A Nd:YAG pulsed laser (JHM-1GY-300B) was employed to carry out the LSA treatment. The all samples for LSA were referred to as the LSA samples. The experimental parameters were predetermined as: the output power of 300 W, the frequency of 8 Hz and the scanning speed of 0.5 mm s−1, respectively. Zhang et al. [15] once studied various laser parameters and found that the mechanical properties were affected by them. Here, we mainly focus on the effect of different ceramic fractions and fabrication of the surface metal/ceramic composites. Therefore, the laser parameters were determined constant for the LSA samples.
Our previous studies investigated the laser treatment in biomimetic scanning designs [8-10,16,17], by mimicking the surface morphologies of some creatures, like shells, pangolins and leaves, which possess the naturally developed surfaces. As a matter of fact, it is adopted as the scanning strategy of selective laser treatment: instead of the overall sample surface, part of it is treated. The treated area, in the shapes of stripes, networks and spots, is uniformly distributed on the sample surface. Here, the LSA samples were treated in stripes. The spacing between every two stripes is 2 mm. It is engineered to mimick the alternately arranged hard-soft surface structures of shells, which have obtained the excellent adaptability to the water pressure and to curb cracking under natural conditions (Figure 1).
The schematic of the selective LSA treatment.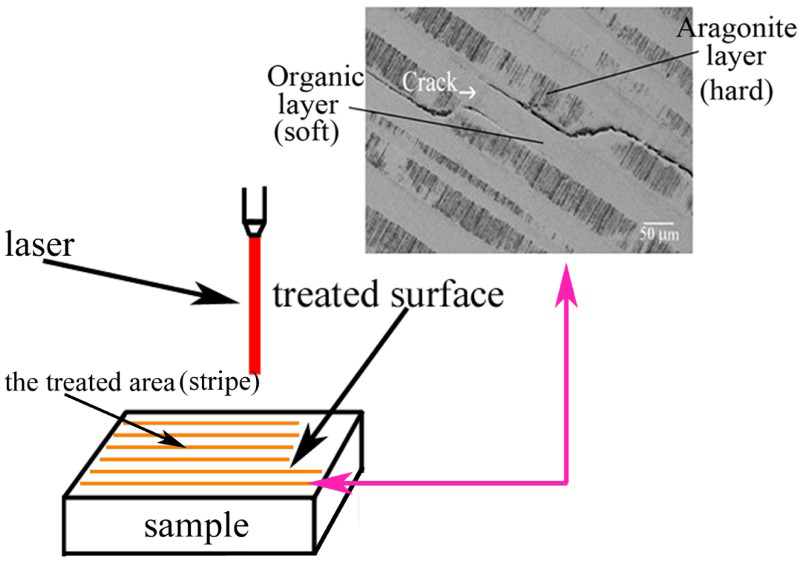
The surface alloying material is the mixed powder of Fe (purity 99.99%) and the α-Al2O3 ceramic particulates, in the particle size of ∼3 µm. In the present study, five different Al2O3 fractions were used: 5, 10, 15, 20 and 25 wt-%, respectively, and the Fe powder in balance.
Microhardness was examined using a Knoop and Vickers Hardness Table (USA), under the load of 25 g. Each value shown here is the average of six individual measurements. The MTS Hydraulic Servo Testing System (USA) was used for tensile tests. The tensile strain rate is 1 mm min−1. In addition, the thermal fatigue tests were carried out on a self-controlled thermal fatigue testing machine. A complete cycle consists of heating for 65 s at 700°C in resistance furnace, and then water cooling for 15 s at 20°C in a water tank. Plain-view and cross-sectional microstructures were characterised by X-ray diffraction (XRD), field emission scanning electron microscopy (FESEM, JSM-6700F, Japan) equipped with energy dispersive spectrometer (EDS) and high-resolution transmission electron microscopy (HRTEM, JEOL-2100F, Japan).
Results
The sample surface was selectively treated by laser. The composite coating was thereby acquired on the surface. The width of the laser path is ∼0.5 mm, as shown in Figure 8(a). In addition, as aforementioned, the interspacing between every parallel laser paths is 2 mm. So the coverage fraction of the composite coating is 20%. The other aspects of it would be discussed later.
Figure 2 shows the SEM of the coatings with different ceramic amounts. Within the all coating microstructures, the Al2O3 particulates are uniformly distributed into the microstructure. As the Al2O3 fraction increases from 5 to 25 wt-%, the amount of the particulates is increased. The average particle size is ∼3 µm. Figure 2(d) shows the cross-sectional SEM of the LSA sample and the microstructure of the as-received material. The treatment depth is ∼600 µm, which is the thickness of the composite coating. A transition area formed between the coating and the neighbouring matrix. Good metallurgical bond is generated between the coating and the matrix by laser. The microstructure of the as-received material is coarse with large-size graphite (black colour) distributed in it. As compared to it, the coating microstructure is greatly refined. Graphite can barely be seen. It should be noted that the matrix microstructure is further refined at the higher Al2O3 fraction. The average grain size is reduced up to 5 µm at 25 wt-% Al2O3, judging from the distribution of Al2O3.
The SEM of the LSA samples with the all Al2O3 fractions. The LSA microstructure with: (a) 5 wt-% Al2O3, (b) 15 wt-% Al2O3, (c) 25 wt-% Al2O3, (d) is the cross-sectional SEM of the LSA microstructure. Since the laser parameters were predetermined, the treatment depth is identical for all LSA samples, irrespective to the various Al2O3 fractions. f The original microstructure of VGCI.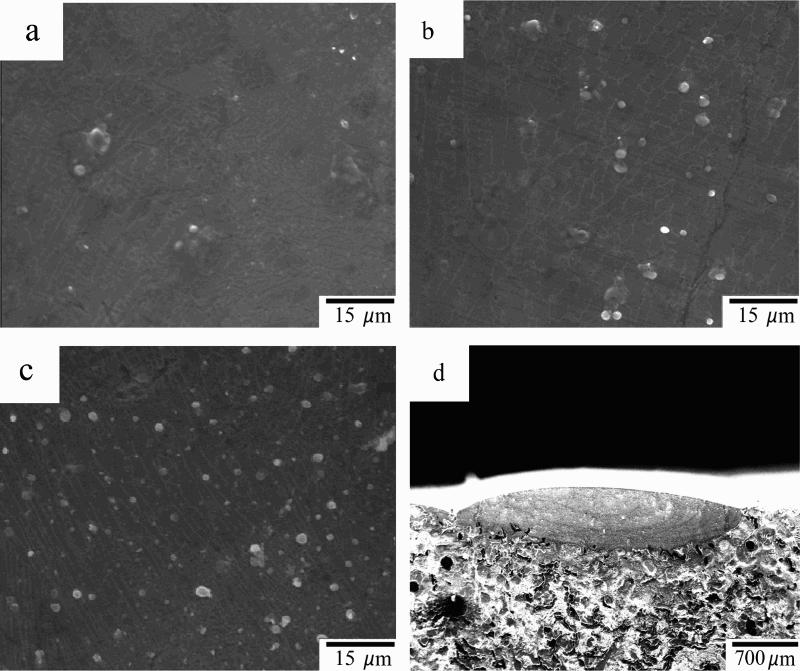
Figure 3 shows the XRD pattern of the LSA sample with 15 wt-% Al2O3. The detected phases are consistent with Figure 2. It should be noted that formation of the microstructural constituents in the treated area is irrelevant with the content of Al2O3, which is shown in SEM images of microstructures with various contents of Al2O3 in Figure 2. So we put one XRD in this work.
The XRD pattern of the LSA sample with 15 wt-% Al2O3.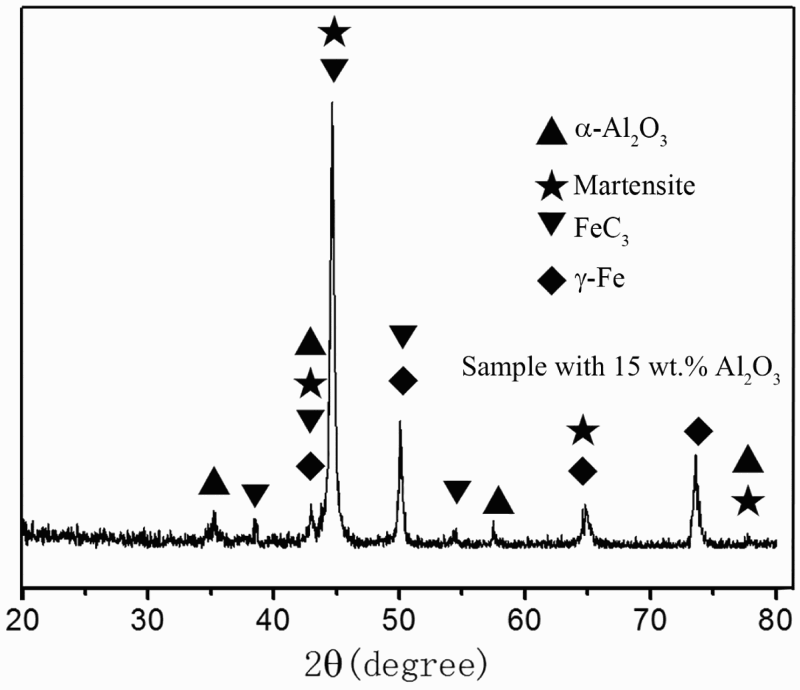
Figure 4 presents the chemical compositions of the coating microstructure. Two regions nearby the Al2O3 particulates were examined, as shown in Figure 4(a). Figure 4(b) and (c) give the chemical compositions of the two regions, respectively.
The EDS examinations to the LSA microstructure. Two regions were examined. (a) The LSA microstructure for EDS, (b) the EDS analysis of the region I in a, (c) the EDS analysis of the region II in a. The chemical compositions are shown, respectively.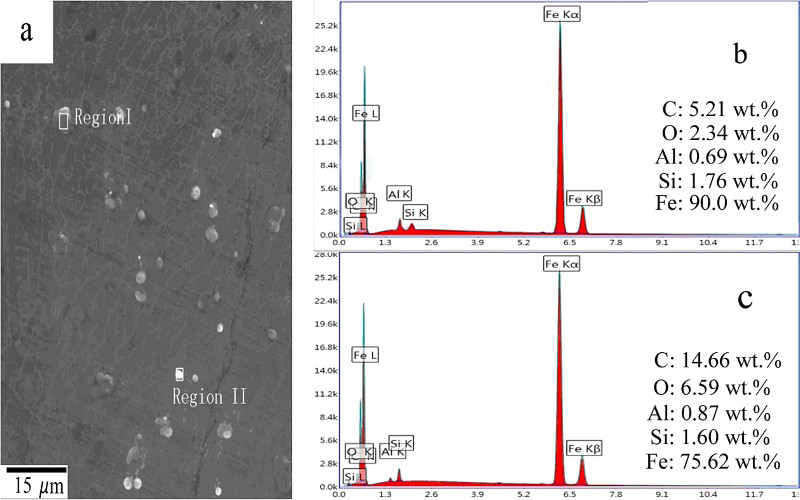
The HRTEM of the composite coating is shown in Figure 5. The inserted figure is the corresponding selected-area diffraction. It is observed that around Al2O3 particulate in the red loop, high-density dislocation (pile-up) was resulted. On the other hand, growth of plate martensite was curbed by the presence of Al2O3 particulate. The vermicular graphite in the microstructure of the as received sample was hardly present. The appearance and effect of Al2O3 particulate in/on the matrix could be clearly seen here.
The HRTEM of the LSA microstructure.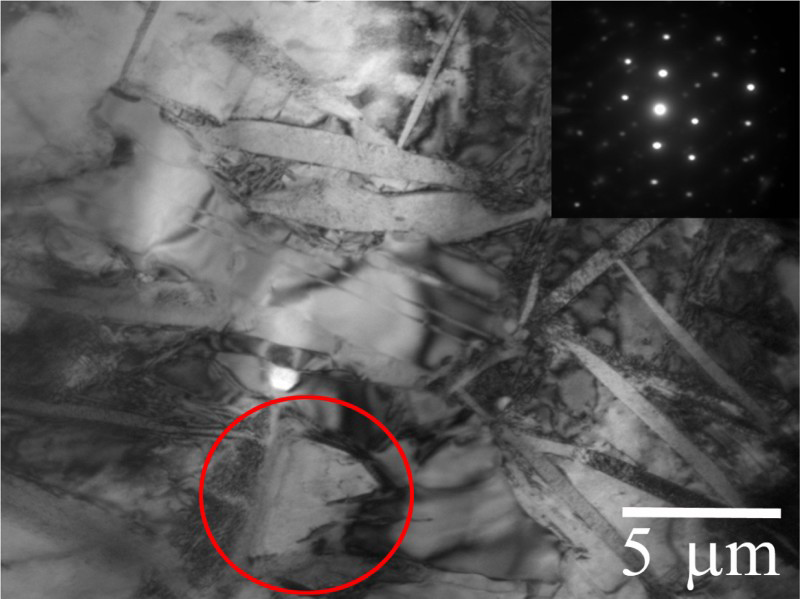
Mechanical properties of the composite coating were plotted in Figure 6. As shown in Figure 6(a), the average microhardness of the as-received sample is 283 HV. It was considerably increased with the increasing Al2O3 fractions. The highest microhardness, ∼600 HV, is acquired for the coating with 25 wt-% Al2O3 particulates. In the meanwhile, the effective treatment depth was determined as ∼600 µm, because the microhardness was rapidly reduced to 200–300 HV, which was the nature of the as-received sample. It is consistent with Figure 2(d). The UTS and YS are notably increased up to ∼630 and ∼500 MPA, respectively. EL is slightly decreased, as compared to the as-received sample. In this work, the EL value of the all samples fell between 2.0 and 3.0%.
The microhardness, UTS, YS and EL curves of the all samples.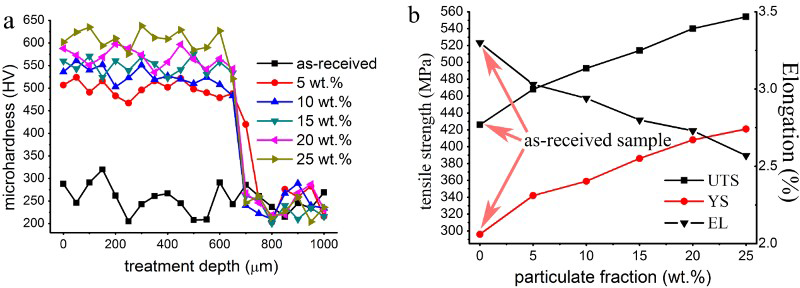
Figure 7 gives the thermal fatigue results of the all samples. As compared to the as-received sample, the LSA counterparts obtained the notable improvements in thermal fatigue resistance, due to the strengthening effects of the composite coating. As the Al2O3 fraction increased, the both crack size and crack density were notably reduced. Moreover, crack density increased with the thermal fatigue cycle. However, to the LSA samples, this increase was obviously curbed. The coating with 25 wt-% Al2O3 exhibited the best fatigue resistance of all.
The results of thermal fatigue tests to all samples. (a) The crack size and (b) the crack density.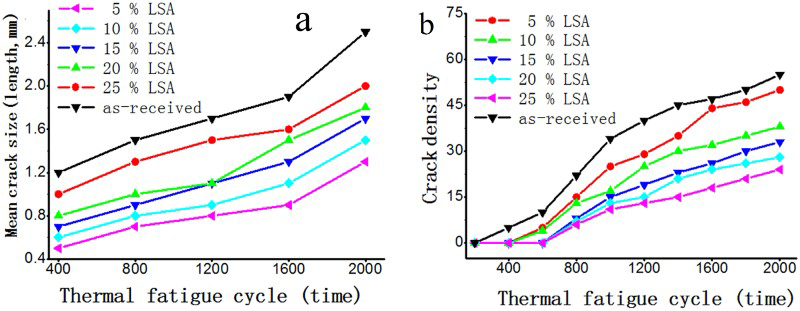
Discussion
As shown in the last section, the composite coating acquired in this work gave rise to significant improvements. In particular, at the Al2O3 fraction of 25 wt-%, the UTS was increased up to ∼630 MPa. Laser treatment greatly modified the surface microstructure, due to its self-quenching effect [16-19]. As compared with our previous study [17], the laser used here resulted in another effect: introducing Al2O3 ceramic particulate into the original microstructure, which formed the composite coating with a martensitic microstructure reinforced with a large amount of Al2O3 particulates.
In addition, Bazdar et al. [20] claimed that the graphite aspect ratio directly affected the tensile behaviour. As aforementioned, the appearance of the graphite plays a major role in influencing the mechanical properties. The very high-aspect ratio (flake or ‘rod-like’ appearance) might result in severe stress concentration and then the early-stage cracking (stress concentration formed at the sharp corners of the graphite), which is known as the ‘notching’ effect, due to its extremely low strength. As shown in Figure 2(d), the original microstructure of VGCI exhibits a large amount of irregular graphite. This particular form thereby leads to the mild mechanical properties [21]. It is detrimental to both the strength and the ductility, due to its very low strength. Here, laser notably modified the original microstructure. The irregular graphite could barely be seen in the microstructure of the coating, as shown in Figure 2. As a matter of fact, in Figure 2(d), some worm-like graphite was distributed at the interface of treated zone/original microstructure and moreover extended into the treated zone a little. This is because of the limit of the laser treatment under given parameters. Along the microstructural interface, worm-like graphite cannot be refined, or at most, is partly refined. However, large-size, high-aspect ratio, graphite was absent inside the treated zone. So the detrimental effect of graphite in the as-received sample was weakened. On the other hand, the vermicular graphite was melted into the matrix and thus was precipitated as cementite and promoted martensitic transformation due to carbon supersaturation, both which, to some degree, led to better mechanical properties.
The strengthening mechanisms of the ceramic particulates are complicated: the tensile load is transferred from the matrix, across the matrix/reinforcement interface, finally to the reinforcement [22]; on the other hand, the very high thermal mismatch between the matrix and the reinforcement results in dislocations at the matrix/reinforcement interface during cooling, and thus strengthens the matrix. As shown in Figure 5, a large amount of dislocation is located nearby the Al2O3 particulates, which is thereby regarded as a major contributor to the improvement. On the other hand, since the graphite in the original microstructure has very low strength, the improvement could be partly attributed to the decrease in the amount of the graphite. During the treatment, the treated area was melted by laser, and then the liquid metal rapidly solidified, which is referred to as the self-quenching effect by laser treatment. This phenomenon is in particular obvious with steel and iron due to the high melting point, as reported by our previous study [17], in which, a predominant martensitic microstructure was acquired. Due to the rapid solidification, carbon was melted into Fe. Carbon supersaturation led to ferrite lattice distortion. A martensite-dominant microstructure was thus acquired. As shown in HRTEM, high-density dislocation existed in the treated zone, which is an important strengthening mechanism.
Zhang et al. [23] reported the strengthened elastic modulus and hardness around the Al2O3 particulates in the plastic matrix. The gradient stress distribution was steeper at sharp corners than at the flat interface. This is attributed to the thermally induced dislocation around Al2O3 particulates, both theoretically and experimentally, which serve as heterogeneous nucleation sites. However, the reinforcements of different shapes, e.g., ‘particulate’ and ‘fiber’, have sharp corners, which usually led to the stress concentration. Cracking was thereby resulted in the nearby matrix [24].
Chawla and Shen [22] reported the effects of particulate volume fraction on the metallic composite. The tensile strength was increased with the volume fraction, since more tensile load was transferred to the particulates. However, the earlier onset of void nucleation with increasing amount of particulates can result in lower ductility. In this study, the EL was mildly decreased with the increasing amount of particulates. This phenomenon was more obvious in Chawla and Shen [22]. Here, it might be due to the less amount of the ‘worm-like’ graphite and grain refinement.
As compared to the as-received sample, the samples with composite coating possessed better thermal fatigue resistance. Both crack size and the crack density are notably reduced. This is because most of the load is carried by the high-modulus and high-strength particulates. For a given stress, the composite coating underwent a lower average strain than the original one [25]. Moreover, due to the much higher microhardness of the LSA area, cracking was prevented in front of it. This is because penetrating the hard area requires more energy [26], which is in good agreement with Figure 8(a), which shows that most cracks were stopped in front of the LSA area.
The thermal fatigue results of the as-received and LSA samples. (a) The surface morphology of the sample with the both original and LSA areas, (b) the original microstructure after thermal fatigue and (c) the LSA microstructure after thermal fatigue.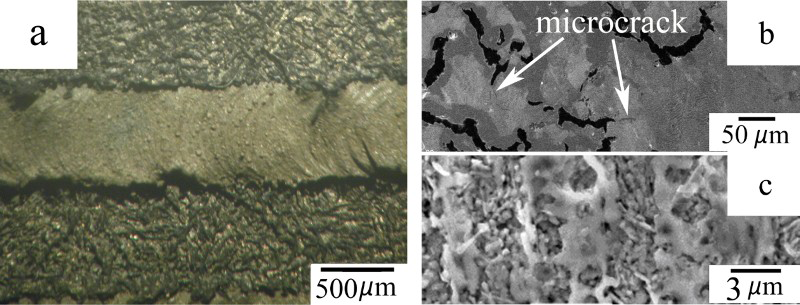
It should be noted that the graphite could promote cracking: microcrack was resulted at the sharp corner of the graphite, due to the stress concentration. Figure 8(b) shows microcrack nearby the graphite of the original microstructure. However, there is little graphite in the composite coating. As shown in Figure 8(c), microcrack can barely be seen in the LSA microstructure. In contrast, for the as-received sample, cracks were developed with ease.
Thermal fatigue resistance is an major aspect of cast iron, as a base material of vehicle engine and braking disk. During the long term thermal fatigue service, cracking is detrimental for the service life of it. So relevant improvements are essential. As compared with microstructural modification of entire material, this method can process only the partial surface of cast iron, to greatly improve mechanical behaviour.
Conclusions
Pulsed laser was employed to fabricate a composite coating on the surface of VGCI. The surface was selectively treated. So the coverage fraction is 20%. The thickness of the coating is ∼600 µm. Good metallurgical bond was acquired between the coating and the matrix. Al2O3 was used as strengthening particulates of the composite coating. As the Al2O3 fraction increased, the composite coating exhibited better properties.
For the composite coating with the Al2O3 fraction of 25 wt-%, the microhardness was increased up to 600 HV. It showed the best UTS and YS of all. Whereas the corresponding ductility was decreased, the overall mechanical properties were still improved.
The composite coating improved thermal fatigue resistance as well. The crack size and the crack density both were sharply decreased. Cracking was effectively prevented by the treated area in the coating.
Footnotes
Acknowledgements
This work is supported by Project 985-Bionic Engineering Science and Technology Innovation of Jilin University, the Pearl River S&T Nova Program of Guangzhou (No. 2014J2200095) and the Key Project of Science and Technology of Jilin Province (Grant No. 20150204058GX).