
Abstract
Transition metal nitride films have a unique combination of properties and finds application as protective coatings. The present paper deals with the degradation behaviour of HfN coating deposited by reactive magnetron sputtering on high-density (HD) graphite and niobium (Nb) crucibles with molten uranium. Uranium melting experiments were carried out with uranium shots placed in HfN-coated crucibles and heated to 1573 K under ultra high purity argon gas for 25 min. The study showed delamination of HfN coating deposited on Nb and HD graphite crucibles. The degradation of HfN-coated niobium was attributed to partial melting and surface oxidation. Uranium melting of HfN-coated HD graphite crucible led to coating spallation that could be attributed to thermal expansion mismatch and also resulted in the formation of uranium–carbon mixture of unusual morphology. The paper highlights the results of the present investigation.
Keywords
Introduction
Pyrochemical reprocessing plants involve high temperature, highly reactive molten uranium, cadmium and aggressive molten chloride environment, which demand corrosion-resistant materials and coatings. In pyrochemical reprocessing plant, ceramic coatings need to be applied on crucibles for cathode processor application where uranium, plutonium, traces of cadmium and LiCl-KCl salt are heated at high temperature to distil off the salt, while in an injection casting system U-Pu-Zr alloy is melted. Graphite is considered as one of the candidate structural materials because of its good high temperature strength, thermal shock resistance and ease of fabrication into crucibles. However, graphite reacts readily with molten uranium and forms uranium carbide. Ceramic coatings are usually applied on graphite crucibles employed for uranium melting applications in order to prevent the reaction between uranium and graphite and avoid subsequent formation of uranium carbide. Zirconia-coated graphite crucibles have been used for melting uranium in the cathode processor due to their ability to withstand high temperatures and release of consolidated products [1]. Zirconia wash coat applied on graphite crucibles protected graphite from making direct contact with uranium and gave good mould release; however, after melting, crucibles have to be cleaned to remove the excess zirconia with the help of wire brush and coating must be re-applied [1,2]. Cleaning and re-coating operations were eliminated with ceramic-lined crucibles although minor process losses and crucible degradation were observed [3].
Transition metal nitrides have a unique combination of properties such as high hardness, strength, chemical inertness combined with good electrical and thermal conductivity [4]. Transition metal nitride thin films, therefore, find applications as protective coatings for hard and wear-resistant applications, and in corrosion protection applications. Vasconcelos et al. [5] reported that no reaction was observed between titanium nitride and uranium even at 1700 K. The graphite crucible surface, plasma spray coated with TiN, was reported to be more stable than ZrN after the uranium melting test at 1623 K [6]. Our previous study [7] also indicated that magnetron sputter-deposited TiN coating offers better stability than ZrN after the uranium melting test. HfN coating on niobium crucible, deposited by plasma spray technique and tested with salts containing fission products and plutonium, reported no apparent degradation to the HfN-coated niobium crucible and the ingot released successfully [2]. Therefore, based on the literature, transition metal nitride coatings were considered as potential candidate coating materials for uranium melting applications. Huang and Gallegos [8] showed that vanadium and niobium when exposed to liquid uranium at 1473 K showed ductile behaviour, while tantalum, tungsten and Ta-2.5 wt-% W were embrittled with intergranular penetration of uranium. Therefore, niobium was selected as substrate material to coat HfN for our present work.
The magnetron sputtering technique has several advantages such as low temperature deposition of high melting point stoichiometric compounds of high quality, producing nanocrystalline thin films of low impurity with reasonable deposition rates [9]. Magnetron sputter-deposited coatings outperform the coatings produced by other techniques and produce dense, adherent, nanocrystalline films of high performance [10]. Therefore, in the present work, reactive magnetron sputtering has been chosen for the deposition of stoichiometric high melting point transition metal nitride (HfN) thin films. In this paper, detailed investigations were carried out on the compatibility of magnetron sputter-deposited HfN coatings with molten uranium deposited on HD graphite and niobium substrates.
Experimental details
High-density graphite and niobium disc samples of 12 mm dia × 5 mm thick were prepared for the optimisation and characterisation of nanocrystalline HfN coating. High-density graphite and niobium crucibles of 12 mm dia × 12 mm long were prepared with the desired surface finish and nanocrystalline coating of HfN was deposited on high-density graphite and niobium crucibles by the DC/RF magnetron sputtering technique (Excel Instruments, Mumbai) at IIT Roorkee. The parameters used for optimisation and characterisation of deposited nanocrystalline hafnium nitride coatings are discussed elsewhere [11].
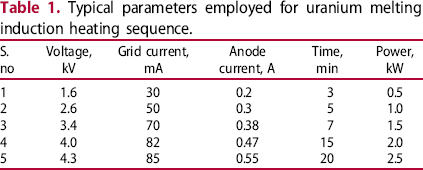
Uranium metal cut in to small shots and stored in oil (to avoid oxidation) were cleaned with CCl4 followed by dilute nitric acid and finally with distilled water and acetone. The cleaned uranium metal shots and the coated crucibles were weighed initially and then the melting experiment was carried out. The schematic diagram of induction heating set-up used for melting uranium at 1573 K is shown in Figure 1. The coated crucibles and uranium metal shots were loaded in the test cell inside the inert argon atmosphere glove box. HfN-coated high-density graphite crucibles with uranium placed in a graphite susceptor inside the test cell was inductively heated. The set-up was heated under ultra high pure (UHP) argon gas flow at a heating rate of 358 K min−1 to reach a temperature of 1573 K in 15 min and was held at this temperature for 25 min and cooled down. The parameters used in the heating sequence are tabulated in Table 1. The final weight of the uranium metal shots and the coated crucibles after the uranium melting experiment was noted to calculate the percentage weight loss. High-density graphite and niobium disc samples coated with HfN were initially tested with uranium. Niobium- and HfN-coated niobium crucibles were also tested together in the same sample holder for comparison. The experiment with HfN-coated crucibles was repeated by varying the weight of uranium.
Experimental set-up of induction heating for uranium melting experiment. Typical parameters employed for uranium melting induction heating sequence.
The surface morphology and compositional analysis of the nitride-coated HD graphite and niobium crucible and disc samples was carried out using FE-SEM (Zeiss, Germany) attached with EDX.
Results and discussion
Hafnium nitride exhibits high melting point, high hardness, high thermal conductivity and chemical inertness. These properties make hafnium nitride suitable material for application as diffusion barriers at high temperatures. HfN is reported to be more stable and exhibit higher hot hardness above 1073 K, compared to TiC or TiN [11]. Therefore, HfN coatings were considered for containing molten uranium at high temperatures. Optimisation of parameters was carried out to deposit nanocrystalline hafnium nitride coating on high-density graphite and niobium samples by the magnetron sputtering technique, the details of which are reported elsewhere [12]. The present work focuses on the degradation behaviour of HfN coating in contact with molten uranium. Figure 2 shows the photograph of HfN coated on Nb and HD graphite discs after the uranium melting experiment. As shown in the figure, uranium sample got fused to the HfN-coated niobium disc. On the other hand, the uranium sample on HfN-coated HD graphite disc was unaffected and easily released as shown in Figure 2. Discolouration of coating was observed on HfN-coated Nb disc, while discolouration was insignificant on HD graphite disc. The discolouration observed on HfN-coated niobium disc could be attributed to the surface oxidation.
Photograph of HfN-coated Nb and HD graphite discs after the uranium melting experiment.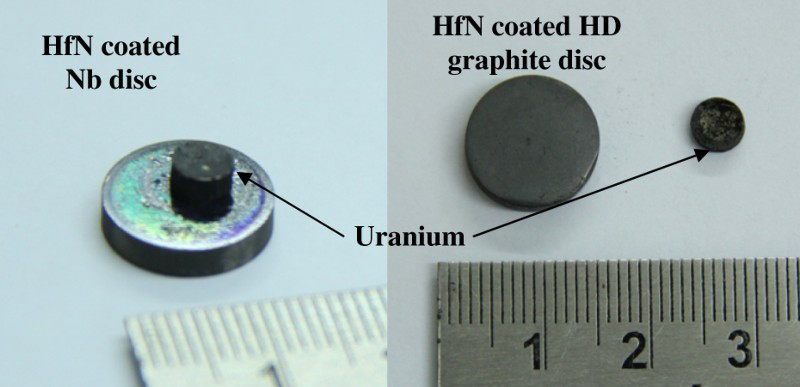
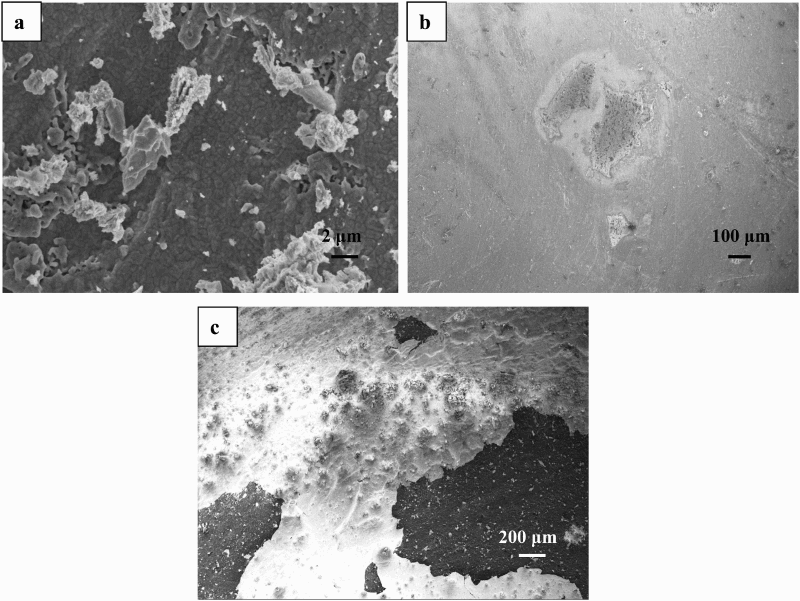
The weight change of the crucibles and uranium after the melting experiment is tabulated in Table 2. The experiments carried out with higher weight of uranium resulted in fusing of uranium ingot and the ingot got stuck inside the crucible. On the other hand, experiments carried out with a small amount of uranium resulted in partial melting as the shape of the uranium shot remained more or less the same. The reason for partial melting when a small amount of uranium was used could be attributed to the surface oxidation of uranium due to the presence of trace amounts of oxygen. Ultra high purity argon gas usually contains less than 1 ppm oxygen. Since the operating temperature is high, i.e. 1573 K, the residual oxygen present in the ultra high purity argon gas caused surface oxidation. Figure 3(a,b) shows the surface morphology of HfN-coated Nb disc before and after the uranium melting experiment, respectively. The surface morphology appeared similar; however, uranium particles were observed adjacent to the fused uranium. The surface morphology of uranium stuck on HfN-coated Nb disc is shown in Figure 4. The surface morphology exhibited nodules that could be formed due to oxidation.
Surface morphology of HfN-coated Nb disc (a) as-coated (b) after the melting experiment. Surface morphology of uranium stuck to HfN-coated Nb disc after the melting experiment. Percentage weight loss of coated crucibles and uranium during melting cycle.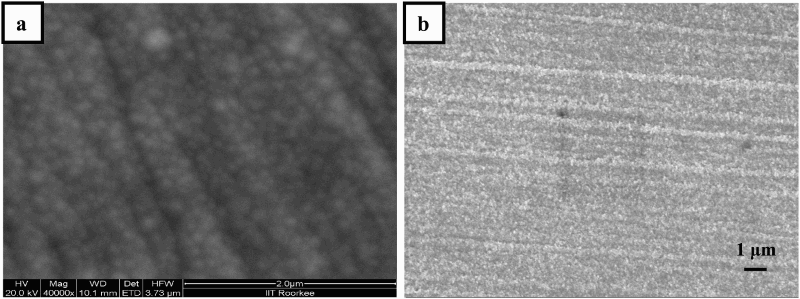
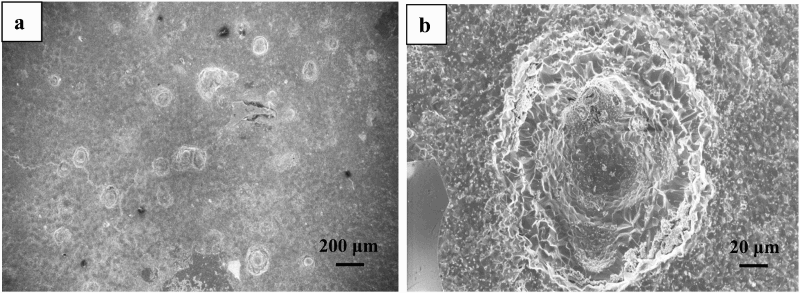
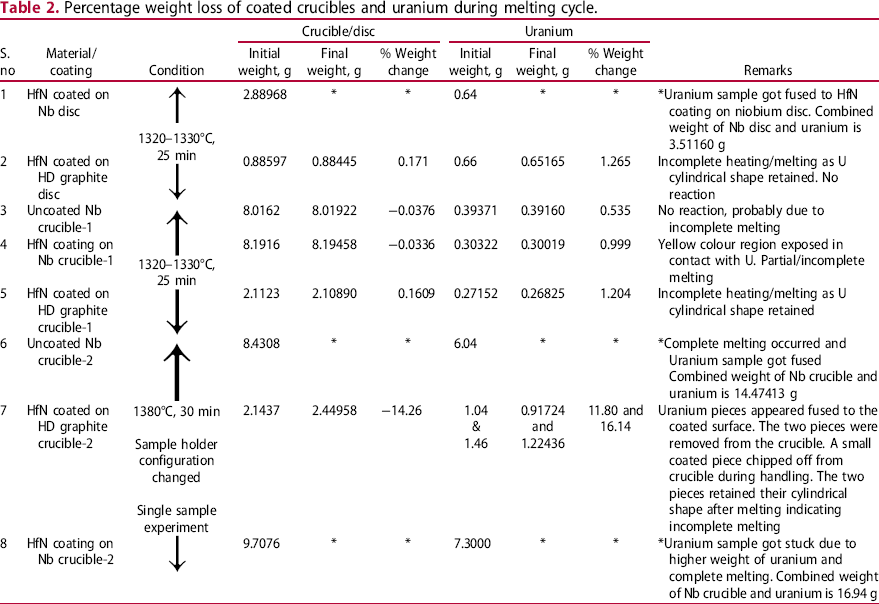
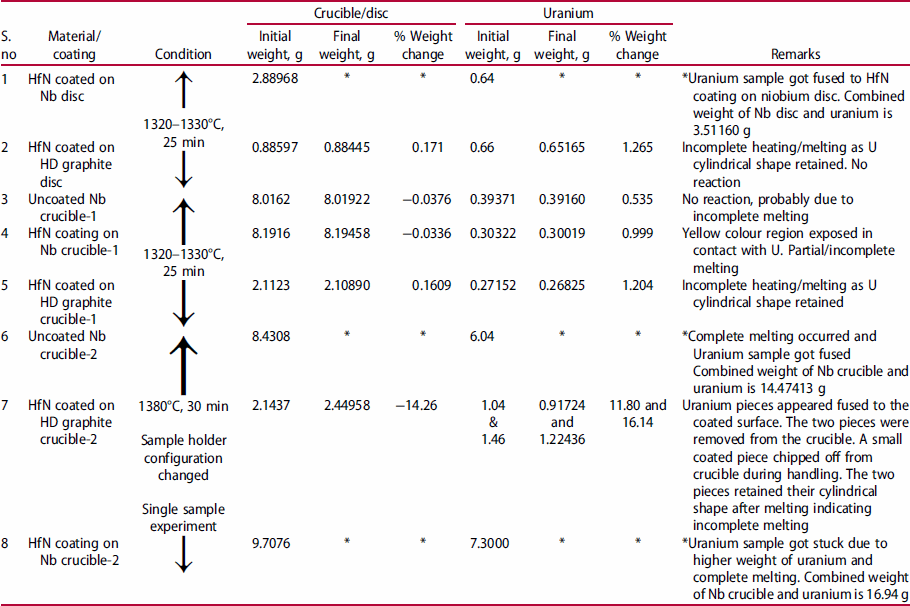
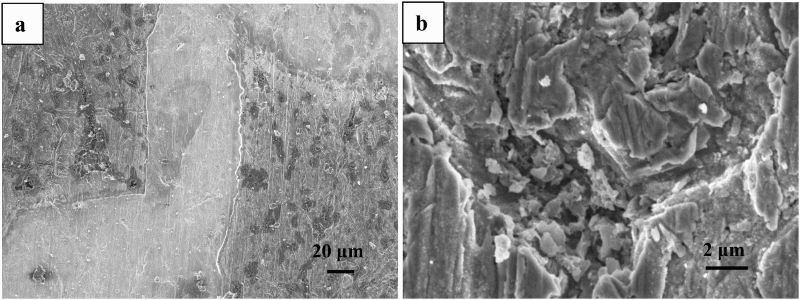
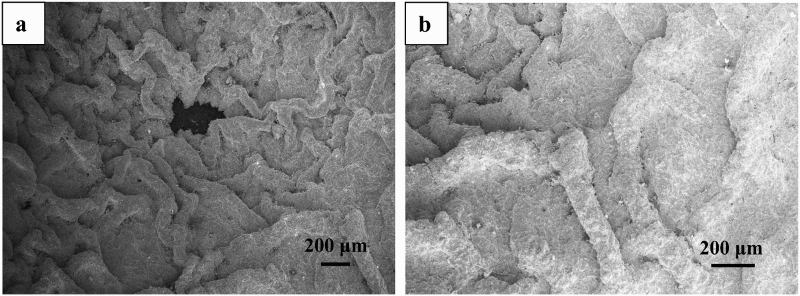
Figure 5 shows the photograph of uncoated Nb, HfN-coated Nb and HfN-coated HD graphite crucibles after the uranium melting experiment with a small amount of uranium. The uranium shots after the uranium melting experiment in the crucibles were released and are shown in Figure 5 along with crucibles. There was only minor change in the shape of the uranium shot after the melting experiment, indicating partial melting of uranium. It is important to maintain ultra high purity argon gas atmosphere free from oxygen inside the quartz tube, as trace amounts of oxygen if present readily react with uranium and/or coating as discussed earlier. It is interesting to note that the HfN-coated Nb crucible exhibited reacted region as shown in Figure 5. The contact region between uranium and coating has reacted and a yellow coloured region was visually observed. Figure 6(a–c) shows the surface morphology of uncoated Nb, HfN-coated Nb and HfN-coated HD graphite crucibles respectively after the uranium melting experiment. The uncoated Nb crucible surface consisted of uranium particles of different sizes scattered everywhere. Minor degradation of the surface could also be noted as clearly seen from Figure 6(a). EDX results revealed intense Nb peak and minor U peak over the surface. Figure 6(b) shows the SEM micrograph of reacted region of HfN-coated niobium crucible shown in Figure 5. EDX analysis showed 15.26% oxygen on the surface of HfN-coated Nb crucible after the uranium melting experiment. The high-resolution SEM micrograph of the reacted region from HfN-coated Nb crucible is shown in Figure 7(a), while the region adjacent to the reacted region is shown in Figure 7(b). Delamination of coating in the reacted region is clearly seen from Figure 7(a). The typical morphology of attack due to liquid metal corrosion is clearly visible in Figure 7(b). The HfN-coated HD graphite crucible exhibited coating detachment (Figure 6(c)). The thermal expansion coefficient of Nb and HfN is 7.2–7.3 × 10−6 K−1 [13] and 6.9 × 10−6 K−1 [11], respectively, which are close. The thermal expansion coefficient of high-density graphite varies in the range of 4.5 to 5.2 × 10−6 K−1 depending on the density. This difference in thermal expansion coefficient between HfN and HD graphite could be the reason for coating detachment. The coated region was smooth and bright and the EDX analysis shows Hf-77.14, O-15.19, U-4.51, C-3.16 in wt-%. The presence of oxygen revealed from the EDX analysis of HfN-coated niobium and HD graphite crucible clearly indicates the detrimental role of oxygen. The uranium melting experiment carried out with higher amount of uranium in HfN-coated HD graphite crucible underwent complete melting. The surface morphology exhibited detachment of small portion of the reacted region in the middle (Figure 8(a)). The reacted region after melting with uranium exhibited unusual morphology as shown in Figure 8(a,b). The EDX analysis showed U-76.94, C-23.06 in wt-%. This indicates that complete melting occurred in the HfN-coated HD graphite crucible which resulted in the formation of uranium–carbon mixture resulting in higher degradation. The weight loss results also showed higher weight loss for HfN-coated HD graphite crucible as compared to HD graphite crucible tested with small amount of uranium.
Photograph of uncoated Nb, HfN-coated Nb and HfN-coated HD graphite crucibles after the uranium melting experiment. Surface morphology of (a) uncoated Nb disc (b) HfN-coated Nb crucible and (c) HfN-coated HD graphite crucible after the uranium melting experiment. Surface morphology of HfN-coated Nb crucible after the uranium melting experiment. Surface morphology of HfN-coated HD graphite crucible after the uranium melting experiment.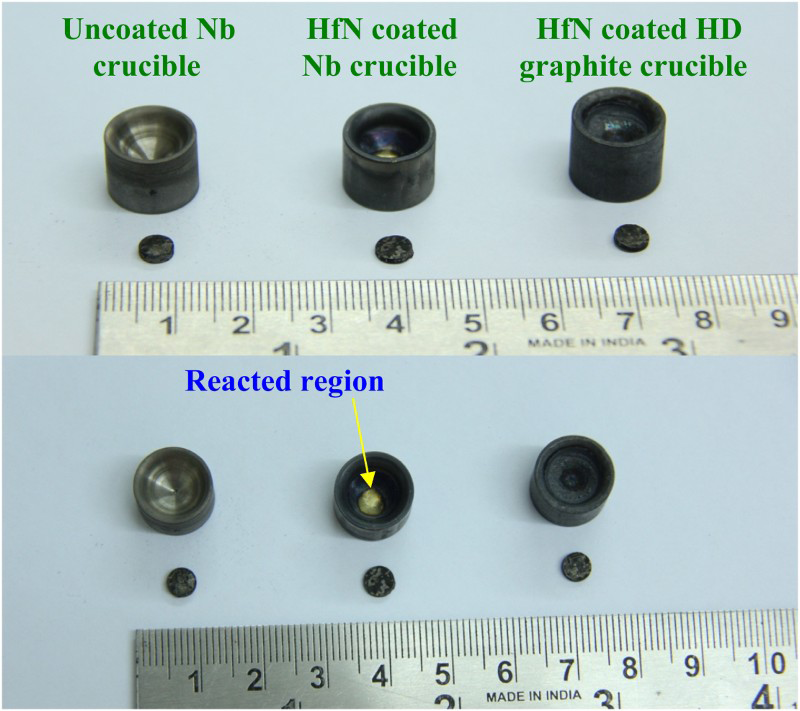
The trace amounts of oxygen, which could be present in the argon gas, crucibles, holders and samples, might be the source of oxygen during the uranium melting experiment. Therefore, proper cleaning, purging and sealing have to be carried out under UHP argon gas environment. It is essential to give adequate baking treatment for graphite crucibles, holders and samples before starting the experiment. Moreover, minor differences in oxygen contamination during the test, results in large differences in degradation behaviour. Hence, it is essential to precisely control the oxygen, moisture and nitrogen content during the test.
The study indicated that selection and qualification of coating materials necessitates conducting a large number of experiments under simulated as well as under actual service conditions with carefully controlled atmosphere. Evaluation/assessment of coatings under high temperatures with molten uranium + salt + Cd under ultra high purity argon atmosphere for cathode processor application necessitates a dedicated robust testing facility. The test procedure and method of evaluation of coatings also need to be worked out with the current experience. Periasamy et al. [14] evaluated ZrN and HfN in molten 28.5% LiCl–36.3% KCl–29.4% NaCl–5.8% UCl3 at 798, 973 and 1173 K for 4–485 h under argon atmosphere. Their studies showed 50% more weight loss for ZrN compared to HfN tested at 798 K for 485 h and the weight loss was attributed to dissolution, formation of volatile compounds and oxidation. As HfN undergone corrosion in molten salt under argon atmosphere [14] and the results in the present study with uranium melting are also not encouraging, HfN coating is, therefore, not considered as candidate material for application in molten salt and uranium.
Chen et al. [15] investigated several types of coatings made of borides, nitrides carbides, sulphides and oxides in contact with uranium and heated to 1873 K and their study revealed that only NbC, TiN, VC and Y2O3 coatings exhibited 90° contact angle and thus were not wet by U-10%Zr [15]. The authors concluded that yttria (Y2O3) coatings offer best chemical compatibility with uranium because of yttria's non-reactivity and non-wettability with uranium [15]. Nagaraj et al. [16] showed that plasma-sprayed yttria coating on tantalum crucible exhibited excellent corrosion resistance against liquid uranium tested at 1573 K up to 80 h in vacuum. Characterisation of yttria coating on high-density graphite also exhibited better performance after uranium melting test [17]. Cho et al. [18] reported that plasma-sprayed YSZ coating on graphite showed good adhesion and no reaction of the YSZ coated layer was reported after testing for 1 h at 1573 K with uranium. Uranium alloy melting studies were also carried out on yttria coating with an intermediate TaC coat deposited by the thermal spray process [19,20]. These studies indicate that yttria is a promising coating material for uranium melting [6,19,20,21] application in the injection casting system. However, yttria coating was reported to be unsuitable for cathode processor application as yttria reacted with UCl3 present in the salt [22]. For cathode processor application, ceramic-lined crucibles [3] or preferably zirconia wash coat appears to be suitable in inhibiting the reaction as well as facilitating easy release of ingot after distillation [22].
Conclusions
Transition metal nitride films have been reported to show good compatibility for uranium melting applications. In the present study, uranium melting experiments were performed with HfN-coated Nb and graphite crucibles at 1573 K under UHP argon gas for 25 min. The results indicated that experiments carried out with a small amount of uranium resulted in partial melting, while the experiments performed with higher weight of uranium resulted in fusing of uranium ingot inside the crucible. Delamination of HfN coating deposited on Nb and HD graphite crucibles was clearly visible from the SEM micrograph after melting with uranium. HfN-coated HD graphite crucible after melting formed uranium–carbon mixture with unusual morphology. The degradation of HfN coating on Nb was attributed to the surface oxidation. The study indicated the necessity to precisely control the trace amounts of oxygen during the test.
Footnotes
Acknowledgements
The authors thank Dr Subhash Kamal of IIT Roorkee for his assistance in the coating work and Mr P. Shyamala Rao of MSG, IGCAR for FE-SEM. The authors acknowledge Mr A. S. Ganapathy of Chemistry Group, IGCAR for his assistance in uranium melting.
Disclosure statement
No potential conflict of interest was reported by the authors.