
Abstract
Aiming at additional improvements in the properties of Stellite 12 PTA hardfacing alloy deposited on 4140 steel substrate, the authors have adopted a dual approach. During PTA deposition Stellite 12 hardfacing powder was alloyed with 10 wt-% Mo, followed by laser surface melting (LSM). Addition of 10 wt-% Mo, led to an increase in the volume fraction of Co and W-rich complex carbides. Later on LSM executed on the PTA led to the development of unique microstructure near the surface, characterised by the segregation of hard Cr-rich carbides. The resultant layers were subjected to mechanical characterisation, at room temperature, e.g. hardness and wear resistance. It was concluded that combining both approaches i.e. addition of Mo during the hardfacing process followed by LSM of deposited layer gave additional improvements in mechanical properties owing to evolution of a unique carbide structure.
Introduction
The importance of surface engineering of materials for applications involving harsh environments can hardly be overstated. Thus, it is obvious that the surfaces of the components must have characteristics to withstand these harsh conditions, give desirable performance and longer service lifetime [1-3]. The surfaces of such components usually require modification to achieve these desired characteristics [4,5]. Hardfacing is one of the industrially popular surface treatment method for this purpose. This involves welding metal, that has excellent resistance to wear and oxidation, is uniformly deposited onto the surface of a substrate [6-8]. Cobalt-based superalloys preserve very high flow stresses, and exhibit outstanding resistance to oxidation and various modes of wear. Therefore critical parts, such as valves, pump shafts, and turbine parts used in the chemical processing, oil and gas, and power industries depend on Co-based superalloys for long term, trouble-free operation [9].
It is well established that the mechanical properties of Co-based Stellite alloys depend on the chemical make-up, microstructure and their manufacturing process. These variables chiefly affect the size and distribution of carbide phases in the Co-rich matrix. Among the various attempts for further enhancements in the wear/oxidation-resistant properties of these alloys, includes modification of alloy chemistry by the addition of refractory elements such as Mo. The addition of Mo to Stellite alloys has been known to alter the carbide structure and distribution along with some matrix solid solution hardening, resulting in overall superior mechanical properties at both room temperature and high temperature wear conditions [10-12]. Thus, the beneficial effects, of Mo addition in Stellite alloys, in terms of improved mechanical properties have been frequently reported.
Another process that has shown great potentials for improving mechanical properties of metallic surfaces is laser surface melting (LSM). LSM has been employed for the redistribution of microstructural constituents, and homogeneous surfaces, which are thought to affect the wear and mechanical properties [8,13-16]. High quench rates in the laser surface modification process results in the formation of very fine microstructures [17]. LSM parameters like laser scan speed and power control the heat input during the LSM process and thus directly affect the solidification conditions that in turn dictate the carbide distribution and morphology [18-21]. Nevertheless, a detrimental issue related with laser modification of the surfaces is propensity for cracking associated with very high cooling rates in the range of 106 K s−1 [22,23]. Besides there have been reported issues of lack of homogeneity in the laser clad surfaces due to higher cooling rates reducing the diffusion time [24]. However, LSM performed after PTA deposition is not expected to lead to lack of homogeneity, as it has not performed on the powder rather a bulk alloy, which is already homogeneous. Additionally, the LSM parameters, such as scan speed and laser power density, can be carefully adjusted to avoid residual stresses that can lead to crack formation upon relaxation [25].
Motallebzadeh et al. [12] and Dilawary et al. [26] have previously investigated the effect of Mo addition and the LSM process on Stellite 12 PTA deposited hardfacings and have reported encouraging results in terms of wear resistance at high and room temperatures, respectively. Therein, it was observed that the addition of 10 wt-% Mo to Stellite 12 alloys during PTA deposition led to higher volume fraction of complex carbides of M6C types. This in turn not only enhanced the hardness of the PTA layer but also resulted in the formation of a tribolayer consisting of oxides of Co and Mo thus leading to reduced friction coefficient and wear loss. LSM of the PTA deposited Stellite 12 layer has been observed to yield higher contents of Cr-rich carbides near the surface along with very fine and even distribution of matrix and complex carbide phases giving considerable improvement in room temperature wear resistance. A natural idea is to combine these two schemes and to investigate the potential for even further enhancements in the wear-resistant properties by compounding the benefits of both schemes at the same time. In the light of this, authors do expect to observe considerable variations in wear performance of LSM-treated Stellite 12 + 10 wt-% Mo samples. This study is expected to bridge the gap in understanding of wear performance of the PTA deposited Stellite 12 layer modified by this dual approach (Mo alloying and LSM).
Materials and methods
For the purpose of this study, commercially available Stellite 12 powder was mixed with commercially available molybdenum (Sulzer, Amdry 313X) powder at 10 wt-% and was deposited by the PTA technique on AISI 4140 steel substrate. The size of the Stellite 12 and Mo powder was in the range of 53–150 and 38–75 µm each. The weld overlay was performed at constant deposition parameters (current 92 A, voltage 32 V, travel speed 85 mm min−1) in a single layer with a thickness of 5 mm. After PTA deposition, the surfaces of the specimens were flattened by grinding and remaining hardfacing layer thickness was 2.5 mm.
The surface of Mo-added Stellite 12 layer deposited by PTA was melted using a 700 W transverse flow CO2 continuous laser. A laser beam of spot size of 3.0 mm in diameter was focused on the workpiece by a lens of 120 mm focal length. CNC table was used for the sample movement under the laser beam. Nitrogen shielding gas was used during the LSM process to prevent the formation of any oxides on the melted surface. LSM was carried out by producing laser tracks in a single pass. Laser scan speed of 500 mm min−1 was chosen as being the fastest speed available on the equipment and it was chosen with an aim of minimum heat input.
Phase analysis and microstructure of the examined layers were studied by X-ray diffractometer (XRD) with Cu-Kα radiation (GBC, Australia) and field emission scanning electron microscope (SFEG SEM, Philips, Holland) equipped with energy-dispersive X-ray spectrometer. Both the cross-sections and surfaces of the specimens were subjected to SEM examinations. All the specimens were prepared using standard metallographic procedures.
Hardness and wear tests were done to measure the room temperature mechanical properties of the ‘As PTA’ and laser modified samples. To remove the surface roughness prior to hardness measurements and wear tests, the surfaces of specimens were carefully ground and polished. Hardness values in HV scale were measured by a conventional microhardness tester (Shimadzu, HMV2, Japan), with an indentation load of 200 g. At least 10 measurements were made on the surfaces of samples with mutual distance of indents being more than or equal to five times the indent diagonal. The reported hardness values are the average of all the measurements on the respective specimens.
A reciprocating wear tester (Tribotech Oscillating Tribotester) operated in ball-on-disc configuration was used for the dry sliding wear tests of the ‘As PTA’ and laser modified samples. An alumina ball with a diameter of 6 mm was slid ‘to and fro’ against the sample surfaces with a sliding speed of 6 mm s−1. Overall sliding distance and stroke of the reciprocating motion were 200 and 2 mm, respectively. The sliding speed is chosen as medium value from the available options in the equipment since the scope of the current study does not include the effect of wear testing speed. The normal load was chosen to be 1.0 and 4.0 N corresponding to lower and upper limits of the tribotester. The extreme ends of the normal loads are chosen in order to ascertain the effect of loads on the wear behaviour of the examined specimens by considering the results of our previous study [26]. The temperature and the relative humidity were maintained at 25 ± 2°C and 30 ± 3%, respectively, during the course of wear testing. The width and depth of the wear track was measured using Stylus type profilometer (Veeco Dektak 6 M), and the wear track area was calculated by the software provided with the profilometer. At least five measurements of the wear track area were made and an average of these were taken to estimate the wear volume loss. Finally, the wear tracks were examined by a SEM (Hitachi TM-1000).
Results
In Figure 1, SEM micrographs of the surfaces of ‘As PTA’ Stellite 12, Stellite 12 + 10 wt-% Mo and LSM'ed Stellite 12 + 10 wt-% Mo are presented. All three micrographs have three distinct phases that are distinguishable by their colours. Hereby they are termed as light grey, dark grey and white phases. As for the differences in the appearances of three micrographs one can see that the addition of Mo leads to increased volume fraction of white coloured phases while after LSM the sizes of all three phases seems to have refined considerably.
Surface SEM micrographs of the (a) Stellite 12, (b) Stellite 12 + 10 wt-% Mo and (c) LSM'ed Stellite 12 + 10 wt-% Mo.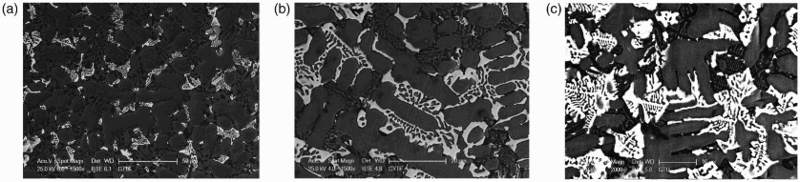
EDS analysis of individual phases (at.-%).
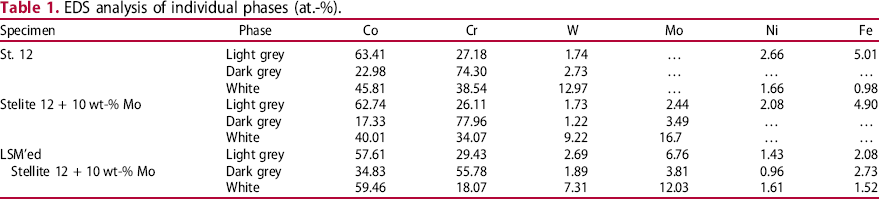
Figure 2 presents the XRD patterns of Stellite 12, Stellite 12 + 10 wt-% Mo and LSM'ed Stellite 12 + 10 wt-% Mo. XRD pattern of Stellite 12 PTA layer mainly consists of Co (matrix) and Cr-rich carbide (M7C3 and M23C6) peaks. New peaks have emerged, by addition of Mo to Stellite 12, which are indexed as M6C (Mo and W rich) and M23C6 (Cr-rich) type carbides and Co3Mo intermetallic. While peaks related to M7C3 (Cr-rich) present in Stellite 12 have disappeared in accordance with the published literature [11,12]. Interestingly, after LSM additional peaks related to M23C6 have appeared indicating larger amount of these types of carbides near the surface after LSM.
XRD patterns of (a) Stellite 12, (b) Stellite 12 + 10 wt-% Mo and (c) LSM'ed Stellite 12 + 10wt-% Mo. (Indexing 1. α-Co, 2. M7C3, 3. M23C6, 4. M6C, 5. Co3Mo, x. unidentified, M = Co, Cr, Mo and W dominantly).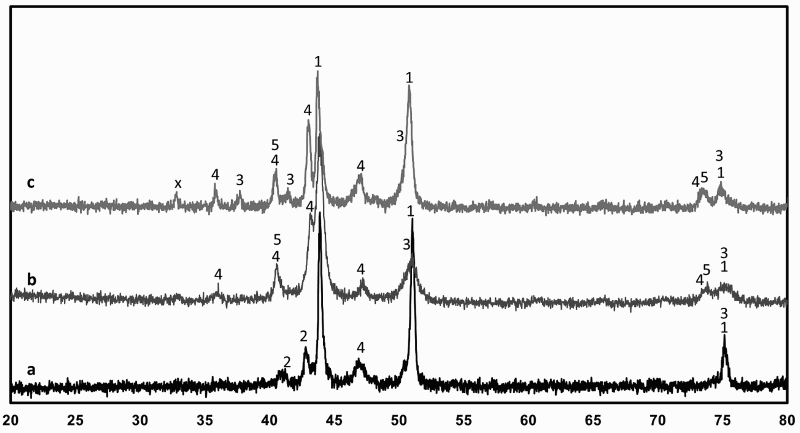
Figure 3 presents the cross section SEM images of Stellite 12 and Stellite 12 + 10 wt-% Mo in As PTA state. Similar to the surface appearance of these specimens, the cross section appearance in As PTA state is also characterised by the presence of increased amount of white coloured complex carbides and intermetallic phases upon the addition of 10 wt-% Mo to Stellite 12 during the PTA deposition process.
Cross-section SEM micrographs of as PTA (a) Stellite 12, (b) Stellite 12 + 10 wt-% Mo.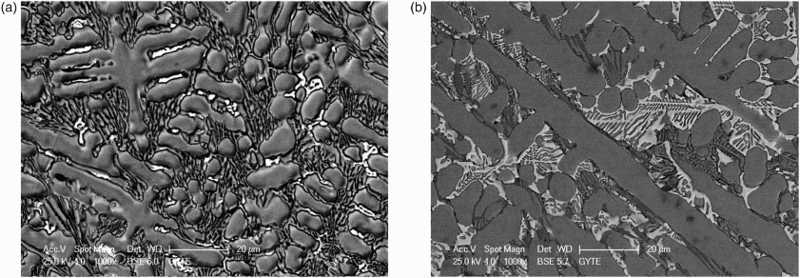
Figure 4 represents the cross section appearance of Stellite 12 + 10 wt-% Mo after LSM. The overall appearance is covered in Figure 4(a) where top layer can be seen to have distinct appearance from the bottom layer which is thought to be unaffected by the LSM process. The top layer seems to have a peculiar appearance as it has more amount of dark coloured Cr-rich carbides while the white coloured complex carbide is devoid of its fish-bone like appearance (Figure 4(b)) as was the case after PTA deposition for both Mo-free and Mo-added specimens. Another important observation in the LSM'ed layer, which can be made through high magnification (Figure 4(b)), is that the dark coloured Cr-rich carbides are usually surrounded by light grey Co-rich matrix.
Cross-section SEM micrographs of LSM'ed Stellite 12 + 10 wt-% Mo samples at (a) low and (b) high magnifications.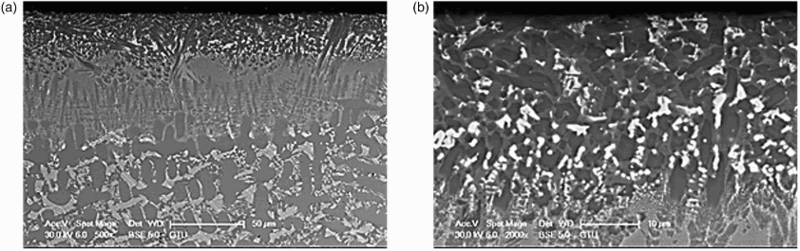
RWR and hardness results.
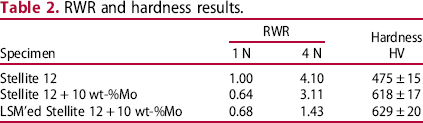
Figure 5 presents the 2D wear track profiles of all the specimens utilised for the estimation of wear loss by considering wear track areas. If compared across the same testing load at 1 N the ‘As PTA’ Stellite 12 specimen has shown the widest and deepest wear track while for Mo-added specimen the wear track is shallow and narrow, the wear track of LSM'ed sample is slightly deeper and wider as compared to its un-melted counterpart but the difference is very slight. At testing load of 4 N again the deepest and widest wear track is produced upon the ‘As PTA’ Stellite 12 specimen followed by Mo-added one, whereas the shallowest and narrowest track obtained was for LSM'ed Stellite 12 + 10wt-% Mo specimen in accordance with RWR values reported in Table 2.
2D wear tracks of (a) Stellite 12, (b) Stellite 12 + 10 wt-% Mo and (c) LSM'ed Stellite 12 + 10 wt-% Mo.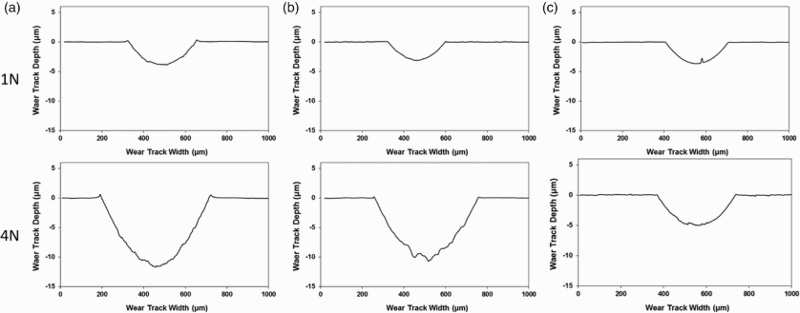
Figure 6 represents the worn surface SEM micrographs of the examined samples. The top row of Figure 6 corresponding to specimens worn at 1 N testing load shows that damage on ‘As PTA’ Stellite 12 specimen while it is less apparent with both Mo added and LSM'ed version of Mo-added specimen. Wear grooves and carbide cracking is observed in ‘As PTA’ Stellite 12. Whereas the grooves and cracking are very scarce in other two specimens. Considering the bottom row of Figure 6 containing the SEM micrographs of specimens tested at normal load of 4 N, one can see that ‘As PTA’ Stellite 12 specimen underwent severe effects of wear involving oxidation, fatigue, carbide cracking and removal. The Mo-added version of Stellite 12 seem to resist the cracking and removal phenomena but it still exhibits severe evidence of fatigue and oxidation damage. The LSM'ed version of Mo-added Stellite 12 shows moderate level of fatigue/oxidation damage while the carbide cracking and removal action of the wear phenomenon seems to be absent in this case.
SEM micrographs of wear tracks of all specimens: (a) Stellite 12, (b) Stellite 12 + 10 wt-% Mo and (c) LSM'ed Stellite 12 + 10 wt-% Mo.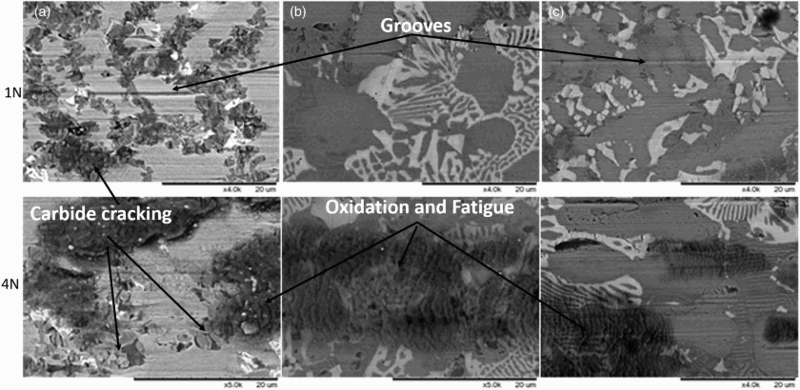
Discussion
Stellite alloys derive their strength and wear resistance from the presence of carbides and other intermetallic phases embedded in the Co-rich matrix. In addition, it has been well established that the addition of Mo into Stellite alloys has led to increased contents of intermetallic and complex carbides [12,27,28]. Therefore, Mo addition yielded an increased amount of W/Mo-rich complex carbide (M6C) and intermetallic of Co3Mo. This has led to considerable increase in hardness as compared to unalloyed ‘As PTA’ Stellite 12 layer. However, these intermetallic phases and complex carbide has been coarse mainly due to large amounts of heat input resulting in slower cooling rates after PTA deposition. However, upon the application of the LSM process the carbides are refined and redistributed by generating a characteristic microstructure at the surface distinct from the ‘As PTA’ state. As the function of the LSM process parameters (scan rate and power), all the microstructural changes have taken place within the thickness of 50 µm from the surface, which is then identified as LSM layer. Further, the LSM'ed layer can be distinguished into two separate regions i.e. one at the top which has been seen as a segregation of Cr-rich carbides as a carbide-rich sub-layer. Beneath this carbide-rich sub-layer there is another sub-layer, which can be visually characterised as carbide-free layer. The proposed mechanism for the appearance of this featureless and partition-less region has been linked to very high cooling rates leading to planar growth in the earlier stages of solidification following laser melting [29-31]. The higher velocity of solidification front in this stage of the solidification does not allow the segregation of elements for the formation of secondary phases and the only solid that appears is single-phase homogeneous one [32]. Later the cooling rate can be thought to decrease due to recently solidified hotter layer and some heat loss to environment. Thus, the cooling rate has reduced enough to allow the partitioning in the remaining liquid and thus the characteristic secondary phases i.e. carbide and intermetallic start to appear albeit in very fine sizes, as cooling rate is still high enough to permit no grain growth. Hence, the appearance of carbide-rich sub-layer near the surface can be thought to be a result of the transition from planar to cellular growth mode [33-35]. However, it is believed that even in the later stages of solidification the cooling rate is fast enough to not to allow the characteristic eutectic to appear in LSM'ed specimen. Although this eutectic reaction has been shown to form fish-bone-type morphology of complex carbides in Stellite alloys and especially in the Mo-added Stellite alloys [11,12,28].
The beneficial effects of Mo addition in the Stellite 12 not only resulted in increased hardness but also resulted in considerable improvement in room temperature wear resistance. The values of RWR for unalloyed and Mo alloyed Stellite 12 hardfacing indicate an almost 30% improvement in the wear resistance while the wear rate increased with the increase in normal load. For unalloyed Stellite layer 4-fold increase in the normal load led to almost equal degree of wear loss hence the RWR of around 4.10. However, for Mo-added Stellite 12 specimen this fourfold increment in wear testing load could not result in an equal increment in the wear loss. This increased wear resistance is attributed to the increase volume fraction of complex carbide which has been reported to be hard to crack and remove in accordance with earlier findings [11,12,28].
As for the wear mechanism, at lower testing load of 1 N the wear damage on unalloyed specimen is considerable where evidence of carbide cracking is clear however, they have not removed from the wear track, besides some matrix damage appeared in the form of grooves. However, for the Mo-added specimen under normal load of 1 N the wear track micrograph does not show much damage in terms of carbide cracking and removal, which is expected due to the higher volume fraction of fish-bone-type complex carbides. As reported by Shin et al. [11] and Motallebzadeh et al. [12] complex carbide and intermetallic phases seem to be much more resistant to cracking and subsequent removal by the wear action. Correspondingly, the LSM'ed version of Mo-added specimen showed similar behaviour in terms of carbide cracking resistance, although matrix grooving is more prominent in this specimen as compared to ‘As PTA’ Mo-added one.
SEM surveys of wear tracks formed at high testing load of 4 N, revealed that the unalloyed PTA specimen has undergone severe damage wherein carbides are not only cracked but also removed during the progress of wear. Besides there is evidence for severe ploughing and stair casing (as a result of fatigue wear) as observed in earlier studies [36-39]. This should be noted that at higher testing load of 4 N, the As PTA Stellite 12 specimen is unable to resist carbide cracking and removal due to nature of coarse Cr-rich carbides [26].
For the Mo-added ‘As PTA’ specimen there has been clear evidence of plastic damage resulting in ploughing and stair casing [36-39]. However, the carbide cracking and removal is still absent in this specimen due to larger volume fractions of crack-resistant complex carbides. Thus, the replacement of the dark coloured Cr-rich carbides with white coloured complex carbides/intermetallic in the alloyed specimen has rendered it more resistant to cracking and removal due to wear action. Consequently, 30% improvement in the wear resistance takes place upon the addition of Mo in Stellite 12 in As PTA state.
While, in the LSM'ed version of the Mo-added specimen the cracking resistance is still present thanks to white coloured complex carbides/intermetallic phases. Whereas the limited plastic damage or fatigue wear is attributable to lower fraction of Co matrix near the surface or higher carbide volume fraction near the surface and very fine grain sizes of the constituent phases. This grain refinement and carbide segregation near the surface has rendered the LSM'ed sample resistant to plastic damage thus the appearance of stair-casing/ploughing in this specimen is limited which is the reason why it has exhibited much higher wear resistance as compared to other specimens at high testing load of 4 N. The benefits of LSM are limited to the modified layer thickness and authors expect a drop in the wear resistance as the carbide-rich zone thickness is approached by the wear action.
All in all, the wear mechanism of the Stellite 12 specimen changes from carbide cracking/removal to predominantly plastic/fatigue upon alloying with 10 wt-% Mo, leading a considerable improvement in wear resistance. Upon LSM of the Mo alloyed Stellite 12 specimen the wear mechanism remains the same (i.e. plastic/fatigue damage) but the presence of larger volume fraction of carbides near the surface enables it to further resist against the wear action even at higher testing load.
From the technological application point of view, the results of this study are promising for better protection of Stellite 12 hardfaced engineering components utilised in heavy wear conditions. While Mo addition to Stellite 12 PTA layer provided an enhancement in wear resistance, the post deposition treatment via LSM rendered further improvements in the wear resistance. In this respect the combination of Mo alloying and LSM as post deposition treatment offers a technological solution to heavy wear for extending the service life of relevant engineering components.
Conclusions
The result of the current study focusing on addition of Mo and application of LSM (as a post deposition treatment) on the characteristics of Stellite 12 PTA layer is summarised as follows:
Hardness and wear resistance of Stellite 12 PTA deposited layer are improved by addition of 10 wt-% Mo as the consequence of increase in the amount of complex carbides and intermetallic phases in the microstructure. The wear mechanism of the Stellite 12 PTA layer changes from carbide cracking/removal to plastic/fatigue damage upon alloying with 10 wt-% Mo as Cr-rich carbides are replaced with Mo-rich complex carbides/intermetallic phases. Application of the LSM process as a post treatment to 10 wt-% Mo alloyed Stellite 12 layer causes further enhancement in wear resistance as the result of refinement of the microstructure and segregation of carbides/intermetallic near the surface.
Footnotes
Acknowledgements
Assistance in SEM studies, by Mr Ahmet Nazim of Gebze Technical University, Turkey, deserves special thanks. Authors are also grateful to Senmak Co., Turkey, for the provision of PTA facility.
Disclosure statement
No potential conflict of interest was reported by the authors.