
Abstract
To gain insight into bonded repairs, which are commonly applied to damaged composites, we herein investigate the effects of low-temperature plasma treatment on the surface properties of a carbon fibre/epoxy resin composite, revealing that this treatment enhances the bonding strength between the patch and damaged surface. Moreover, we probe the water contact angle, chemical composition, tensile-shear strength, and morphology of composite surfaces, showing that under optimal conditions, plasma treatment decreases the water contact angle from 78° to 35.5°, increases the surface energy by a factor of ∼2.3, and induces the formation of surface-bound oxygen-containing groups, increasing the O/C ratio by ∼70%. Compared to that of the untreated composite, the tensile-shear strength of the plasma-treated composite initially increases and subsequently decreases with increasing treatment time, with the maximum increase reaching 117%. Finally, the obtained experimental data allow the above-mentioned plasma treatment to be modelled by a four-stage process.
Introduction
Although advanced polymer matrix composites find numerous applications because they exhibit high specific strength and high modulus [1], they inherently suffer from low impact resistance, being prone to surface depression, degumming, perforation, delamination, and other damage upon compact attack [2]. The thus damaged composites are widely subjected to bonded repair, which exhibits the benefits of small weight gain, easy operation, and short processing time [3].
The main aim of the above repair is the improvement of structure strength, which is influenced by the strength of composite patch/damaged structure bonding. Recently, plasma, commonly denoted as ‘the fourth state’ and comprising a large number of charged particles, has been successfully used to treat and repair damaged composites [4-6]. Importantly, plasma treatment of material surfaces can improve their activity by inducing oxygenation and thereby enhancing the interfacial bonding properties. For example, Polytetrafluoroethylene plasma-treated for 15 min exhibits a peel strength of 3.68 N cm−1, which corresponds to a 42.8-fold increase compared to the value observed for untreated samples (0.086 N cm−1) [7]. Yang investigated the effects of plasma treatment on the surface of a wood powder/polyethylene composite, revealing that its O/C ratio increased from 0.108 to 0.478 at prolonged processing times [8]. However, the biggest advantage of plasma surface treatment is that its effects only extend some hundreds of nanometres in depth, implying that the changes of material surface properties do not accompany any variations in matrix properties [9-11].
Plasma surface treatment of carbon fibre composites is usually performed in vacuum, with investigations describing the effects of low-temperature air plasma treatment being rare. Herein, the adhesion properties of a carbon fibre/epoxy composite were improved by treatment with low-temperature air plasma. In addition, we probed the physicochemical and mechanical properties of surfaces treated under different conditions, providing a theoretical and technological basis for facile composite repair.
Experimental
Materials
Laminated plates of the carbon fibre/epoxy resin composite (100 mm × 25 mm × 2 mm) comprise T300 carbon fibre (60 wt-%), Epolam 5015 epoxy resin (33.3 wt-%), and a curing agent (6.7 wt-%.).
Composite preparation
The surface of the above composite was subjected to low-temperature air plasma treatment (TFR02-PL-3700 instrument, Figure 1) under ambient conditions at a power of 800 W, a distance of 10 mm, and treatment times of 0, 4, 8,12, 16, and 20 s.
Schematic of low-temperature air plasma surface treatment for composite plate.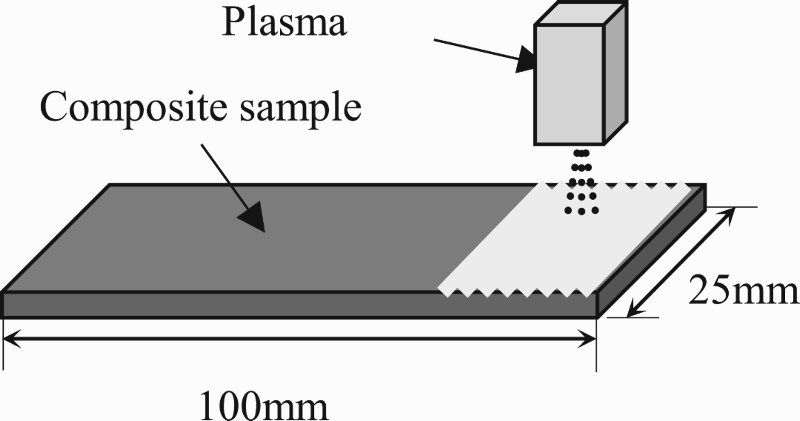
Composite lap joint samples were fabricated using the hand lapping technique. The epoxy resin and the curing agent were mixed in a 5:1 (w/w) ratio for 5 min to obtain an epoxy resin adhesive, with mixing performed at low speed and high speed in a shear mixer. The thus prepared adhesive was uniformly applied to the surface of the plasma-treated composite. The composite laminates were then tested according to GB/T9979-2005 – Fibre-reinforced plastic high- and low-temperature mechanical properties testing standards. A composite curing instrument-typed CMR-1A (made by Academy of Armored Force Engineering, China) was used for heat curing (pressure = 40 kPa, heating rate = 5°C/min, curing temperature = 70°C, and total curing time = 120 min).
Characterisation
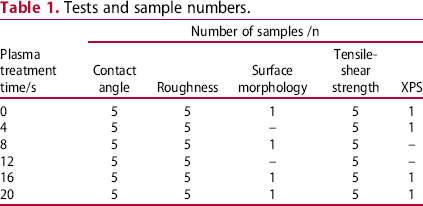
Tests and sample numbers.
Results and discussion
Surface energy and contact angle
Figure 2 shows the effect of plasma treatment time on the surface contact angle and mean energy, revealing that 4-s treatment reduced the mean contact angle from 78° to 40.4°. The above parameters exhibited only small changes with increasing treatment time, with the mean contact angle reaching a minimum of 35.5° at 20 s.
Effect of plasma treatment time on composite contact angle (a) and mean surface energy (b).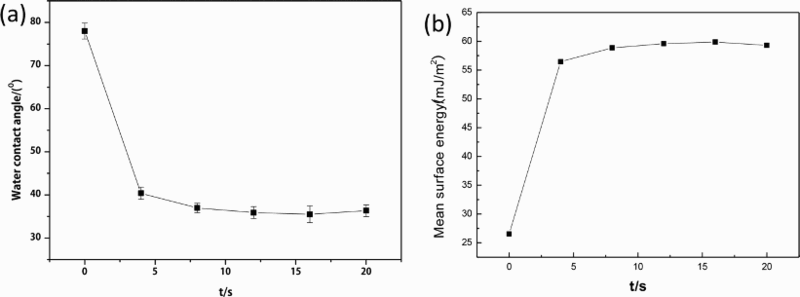
The above 4-s treatment resulted in a rapid mean surface energy increases from 26.5 to 56.4 mJ m−2, with a slow increase to 59.9 mJ m−2 observed as the treatment time was increased to 20 s.
Both contact angle and surface energy represent the affinity of material surfaces to certain liquids. Commonly, the surface energy increases with decreasing contact angle, allowing the liquid to better wet the material surface and spread out to infiltrate pits and gaps, thus increasing the contact area. Therefore, reducing the contact angle between the adhesive and adhered material can significantly improve the bonding strength [12].
Surface micro-appearance
Figures 3 and 4 show changes of composite surface roughness and three-dimensional (3D) shape upon plasma treatment, revealing that the undulation and the particles in the surface layer gradually increased with increasing treatment time, e.g. the mean surface roughness of the untreated composite (0.451 μm) increased to 1.442 μm after 20-s plasma treatment and was expected to increase further after prolonged treatment.
Change of composite surface roughness with treatment time. 3D morphologies of composite samples before and after plasma treatment: (a) untreated, (b) 8 s, (c) 16 s, and (d) 20 s.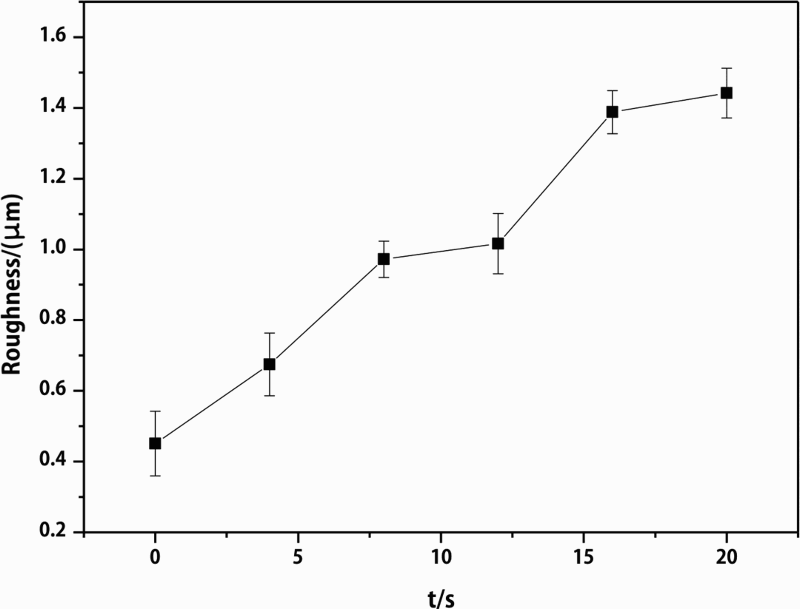
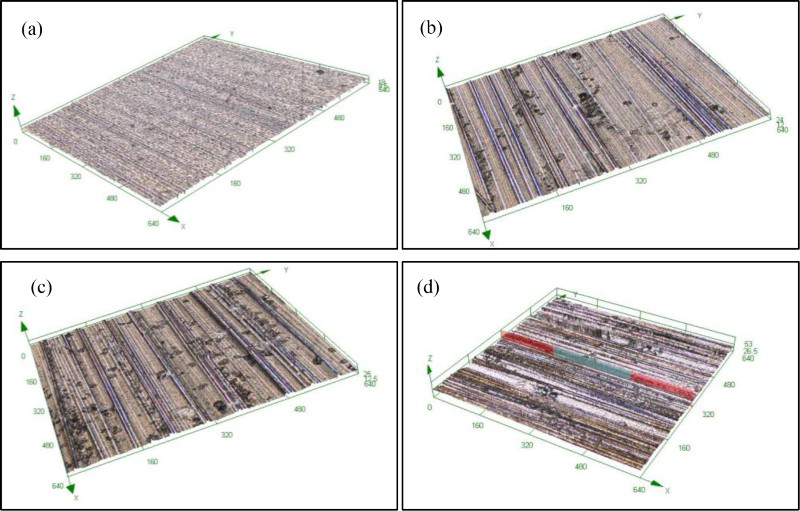
Figure 5 shows composite fracture morphologies determined by SEM, revealing that the untreated sample featured a smooth resin surface layer (Figure 5(a)), whereas 4-s plasma treatment resulted in the gradual emergence of carbon fibres, resin etching, and roughness increase (Figure 5(b)). Consequently, 16-s treatment resulted in a completely etched surface resin layer and exposed but not damaged carbon fibres (Figure 5(c)), with the above fibres exhibiting fracture and shedding after 20-s treatment (Figure 5(d)).
Fracture morphology of composites before and after plasma treatment: (a) untreated, (b) 8 s, (c) 16 s, and (d) 20 s.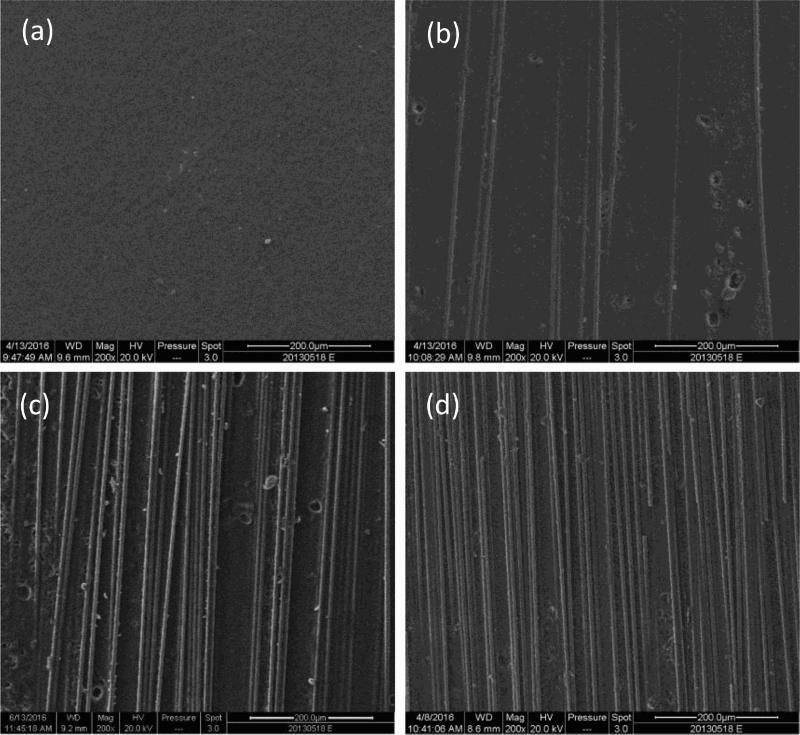
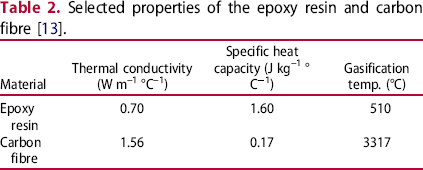
Selected properties of the epoxy resin and carbon fibre [13].
XPS analysis of the composite surface
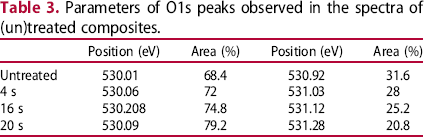
Figure 6 shows that the O 1s XPS spectra of (un)treated composite samples can be deconvoluted into C O 1s spectra of composite surfaces subjected to plasma treatment: (a) untreated, (b) 4 s, (c) 16 s, and (d) 20 s.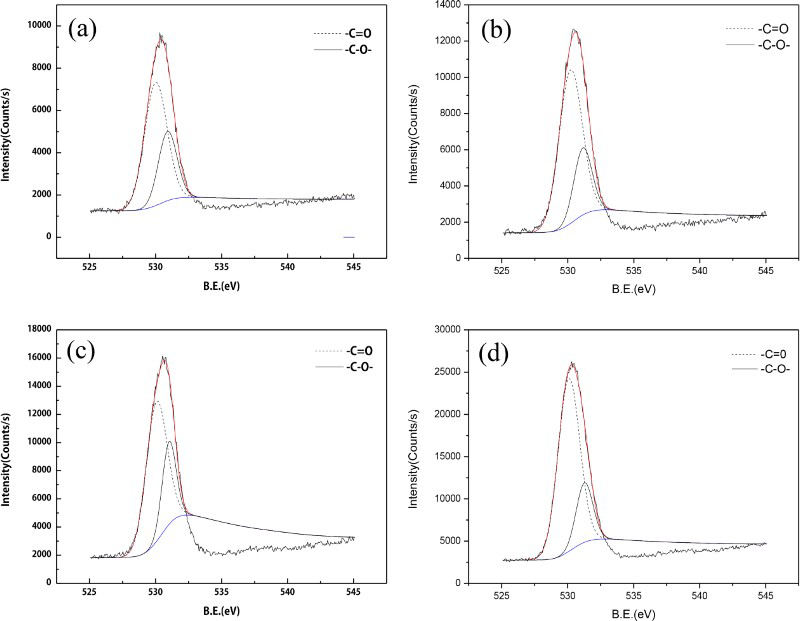
Parameters of O1s peaks observed in the spectra of (un)treated composites.
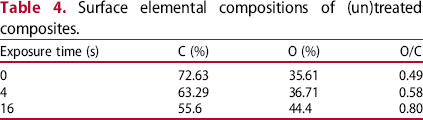
Surface elemental compositions of (un)treated composites.
Tensile-shear strength analysis
Plasma-treated composites were bonded and subjected to tensile-shear strength analysis (Figure 7), which revealed that the above parameter increased with increasing plasma treatment time up to a certain point. Thus, a maximum mean strength of 21.63 MPa was observed for 16-s treatment, corresponding to a 117% increase relative to the value of the untreated sample. However, a sharp decrease was observed in the case of 20-s treatment, with the tensile-shear strength of the corresponding sample being only marginally higher than that of the untreated sample.
Tensile-shear strength of the adhered composite as a function of plasma treatment time.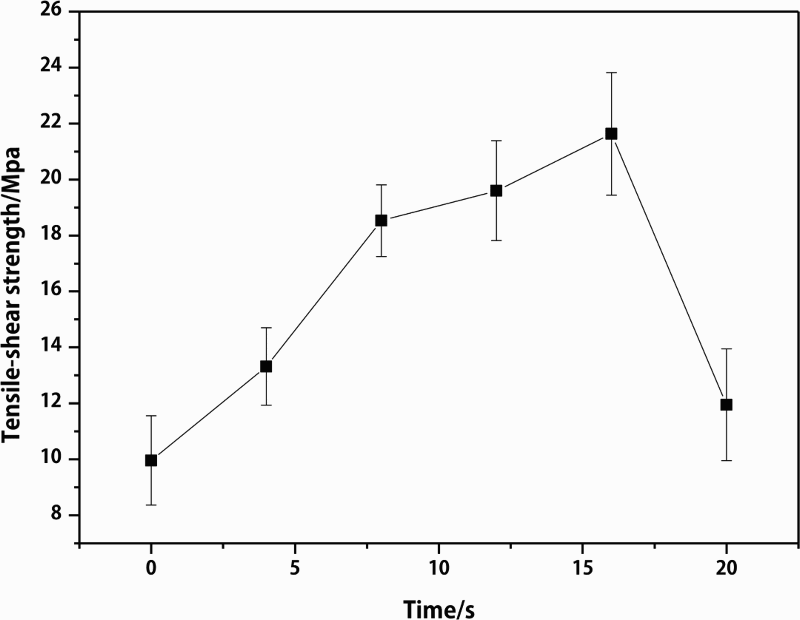
Plasma surface treatment simultaneously affected both the resin matrix and carbon fibres. In general, the strength of composite-adhesive bonding is mainly influenced by surface roughness, cleanliness, chemical structure, and composition. The above analysis revealed that plasma treatment affects the composite surface in two ways, i.e. (i) increases its roughness due to etching and thus increases the effective contact area with the adhesive to enhance the strength of mechanical bonding and (ii) introduces a large number of O-containing functional groups to decrease the water contact angle and increase surface energy, thus improving wettability and adhesive affinity and hence increasing bonding strength.
However, the gradual etching of exposed carbon fibres at increased treatment times inflicts serious damage to the carbon fibre network and deteriorates the mechanical properties of the treated composite, which is ultimately reflected in reduced tensile-shear strength.
Figure 8 shows SEM micrographs of the shear-fractured plasma-(un)treated composites, revealing that a relatively smooth fracture surface was observed for the untreated sample. In this case, fracture occurred due to the destruction of the composite surface/adhesive interface, since the bonding between these components was weaker than the cohesive strength of the binder itself. Conversely, 8-s plasma treatment resulted in the appearance of a large number of irregular concavities and toughness profiles (Figure 8(b)), indicating that the composite surface/adhesive bonding strength exceeded the cohesive strength of the adhesive, resulting in cohesive failure. Finally, for the 16-s treatment (Figure 8(c)), the fracture surface mainly featured carbon fibres with a large amount of adhered resin, indicating that the adhesive/fibre bonding (and thus, the surface bonding strength) was further improved by plasma treatment, in agreement with the results shown in Figure 5(c).
Tensile-shear fracture morphologies of plasma-(un)treated composites: (a) untreated; (b) 8 s, and (c) 16 s.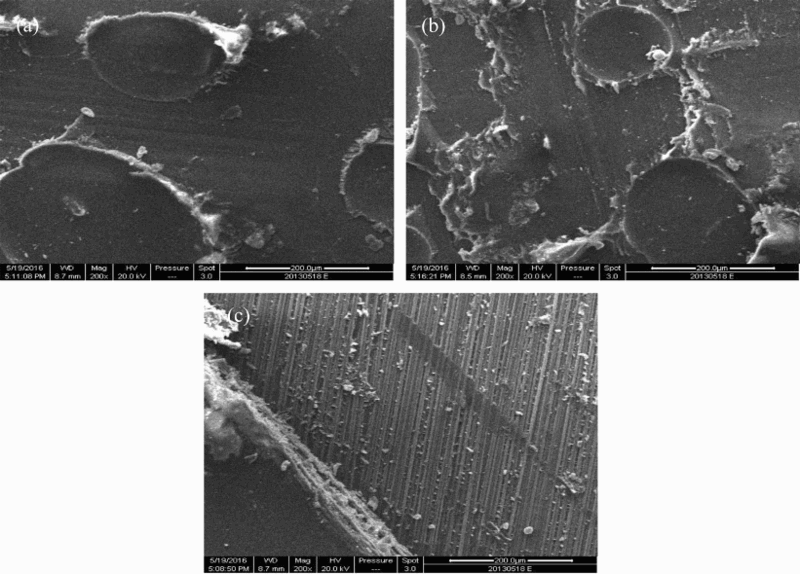
Model of plasma surface treatment
Heating ablation is the main mechanism of material loss for resin composites treated by plasma gas. According to the changes in surface morphologies with prolonged treatment time, as shown in Figures 4 and 5 and considering the material properties shown in Table 2, a four-stage model of low-temperature air plasma treatment for resin composites was put forward. The model is shown in Figure 9.
Schematic of low-temperature plasma treatment of the composite surface. Stage (a): surface resin modification and uniform etching, stage (b): selective ablation, stage (c): full exposure of carbon fibres, and stage (d): carbon fibre damage and fracture.
The model illuminates the surface plasma ablation process of resin composites with extended treatment time. In the first stage (Figure 9(a)), plasma treatment chemically modifies and etches the resin on the composite surface, inducing the conversion of resin matrix C–C bonds into ester groups and cleaving aromatic rings to afford C
Conclusions
Low-temperature air plasma treatment of the carbon fibre/epoxy resin composite surface resulted in increased surface roughness, decreased water contact angle, and increased O content, with the introduction of O-containing groups significantly increasing the surface energy and thus the composite/resin bonding strength. When performed for certain time periods, air plasma treatment could improve the tensile-shear strength of the investigated composite, with the maximum value of 21.63 MPa achieved after 16 s, corresponding to a 117% increase. The model developed for the above surface treatment features four stages, namely (1) surface resin modification and uniform etching, (2) selective ablation, (3) full exposure of carbon fibres, and (4) carbon fibre damage and fracture.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the authors.