
Abstract
The effect of Zn–40Al–2Cu–xSi (x = 4 and 8 wt-%) tungsten inert gas (TIG) surfaced coatings and multi-pass friction stir processing (FSP) on the tribological properties of Zn–40Al–2Cu alloy was studied. The coatings had a well-modified microstructure comprising of finely dispersed primary Si particles (SiP). These particles act as in-situ reinforcements, improving coating resistance against the friction-induced strains applied during sliding wear. The results of dry sliding wear showed that, at the applied pressures of 0.25, 0.5, and 0.75 MPa, the wear resistance of 4-pass FSPed coatings containing 4 wt-% Si is higher than that of the base alloy by 27, 47, and 57%, respectively. This can be attributed to the substrate strengthening and formation of compacted tribolayers on the surface of FSPed samples.
Introduction
The monotectoid Zn–40Al–2Cu alloys are excellent candidates for the applications requiring high mechanical properties and wear resistance [1,2]. The microstructure of these alloys consists of Al-rich α-dendrites and Zn-rich η-phase. Adding Cu promotes the formation of hard ε-CuZn4 phase in interdendritic regions increasing the hardness, strength, and wear resistance of the alloy. However, despite the positive impact on hardness, the excess Cu (above 2 wt-%) impairs the wear resistance and tensile properties [2].
To overcome this problem, Savascan et al. [3] tried to improve the wear resistance of Zn–40Al–2Cu alloys by Si addition. According to their study, below a critical concentration (∼2.5 wt-%), adding Si promotes the formation of eutectic Si (SiE) in the microstructure improving the hardness and wear resistance. However, above the critical concentration, coarse SiP particles are formed in the microstructure which increase the alloy hardness and load-bearing capacity, but due to their large size and agglomeration within the matrix, adversely affect the wear resistance. Therefore, in order to take advantage of high Si concentration to the tribological properties of Zn–40Al–2Cu alloy, it is necessary to modify the morphology and improve the distribution of SiP particles within the matrix of Si-rich alloys.
Regarding the general similarity between the size and morphology of SiP particles in Zn–40Al–2Cu and hypereutectic Al–Si alloys, different techniques can be used to modify the shape and distribution of SiP particles in the microstructure of Zn–40Al–2Cu alloy, the most important of which are heat treatment [4], rapid solidification [5,6], mechanical/thermo-mechanical processing [7-9], chemical modification [4,10-12], and molten metal processing [13-15]. Some techniques are cost-intensive and need special equipment. Some can be applied on samples with small sizes and special shapes, and some are exclusively applicable on the sample surface. Chemical modification is a simple and efficient process, but in order to obtain a desired microstructure, exact control of the type and concentration of the modifier element(s) is necessary. Otherwise, the alloy properties are likely to be degraded due to the formation of micropores, harmful precipitates rich in modifier elements, etc. [16-18].
Friction stir processing (FSP) is an efficient thermo-mechanical processing technique capable of improving mechanical and tribological properties through microstructural refinement, densification, and homogenisation [19-21]. The detailed concepts and advantages of FSP have been described elsewhere [20]. In this study, Si-rich Zn–40Al–2Cu–xSi (x = 4 and 8 wt-%) coatings were deposited on the surface of Zn–40Al–2Cu alloy via a TIG process with the aim of taking the benefits of Si addition to the hardness and tribological properties while retaining the appropriate bulk mechanical properties of Zn–40Al–2Cu alloys. TIG is capable of producing surface coatings with fine microstructure and superior wear properties provided that the process-related defects (like pores and microcracks) are kept to a minimum [22,23]. Therefore, given the ability of FSP in surface modification/densification of metallic alloys, the as-deposited coatings were subjected to FSP to modify their microstructure, decrease their defect density, and enhance their tribological properties.
Materials and methods
Coding system and chemical analysis of investigated alloys.

TIG rectangular filler rods (3 × 3 × 150 mm) were wire cut from 4Si and 8Si slabs. TIG surfacing (Figure 1(a)) was performed under straight polarity using a 2.2 mm diameter thoriated tungsten electrode under the protection of Ar atmosphere and the welding current of 30 A. As-deposited samples are shown by letter D following their code number shown in Table 1.
Schematic diagrams showing (a) TIG surfacing and (b) geometry and dimensions of FSP tool.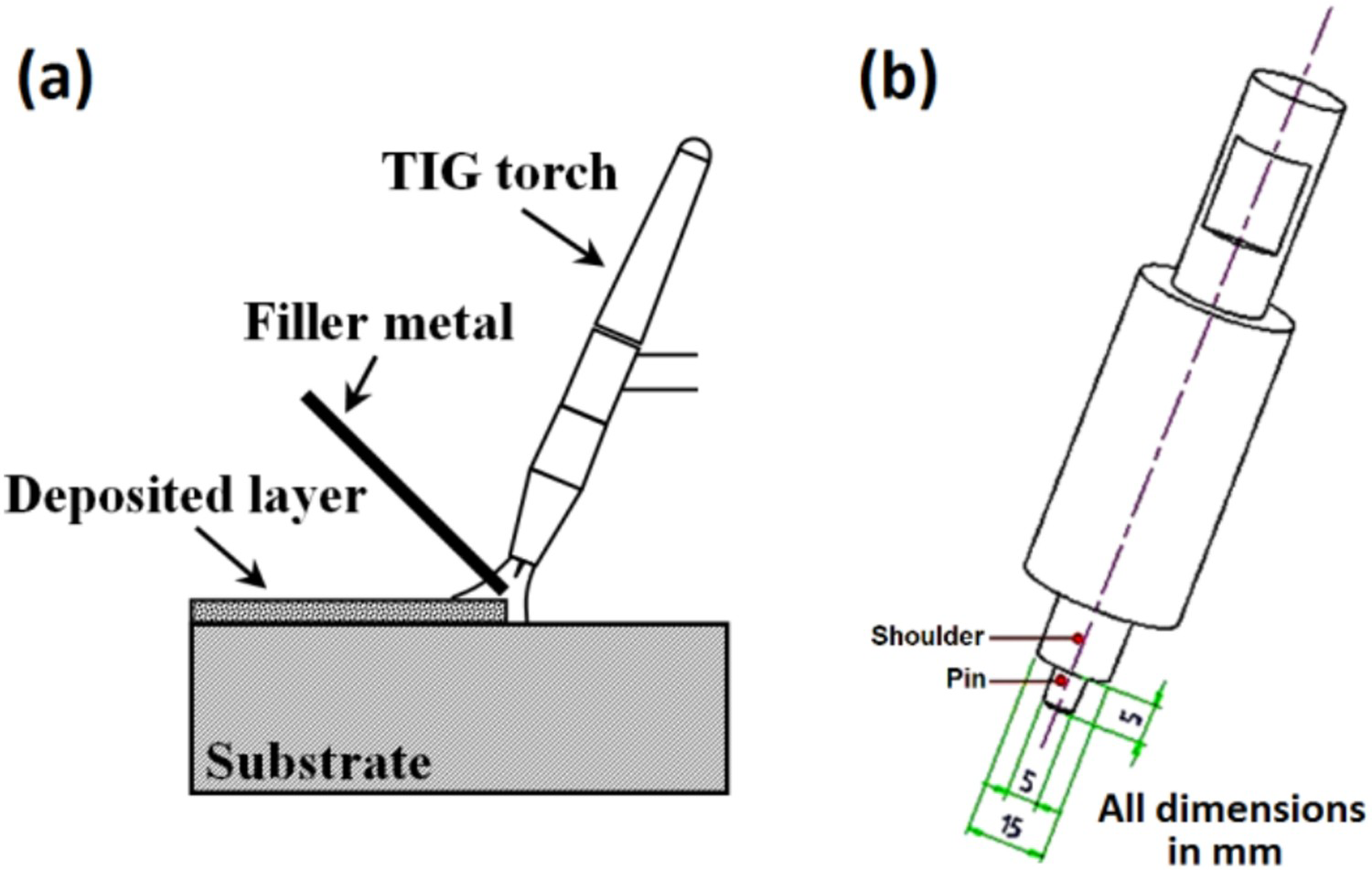
FSP was performed under optimal parameters (travel and rotation speeds of 25 mm min–1 and 800 rev min–1, respectively). The FSP tool was made from an AISI H13 steel (58 ± 2 HRC) (Figure 1(b)). FSPed samples are indicated by an xP code following their code number shown in Table 1 (x = the number of FSP passes).
The Vickers microhardness test (ASTM E-384) was performed under the load of 0.5 kg for the dwelling time of 15 s on the transverse cross-section of coatings. The average of at least six indentation tests is reported as the final microhardness value. Shear punch testing was used to evaluate the mechanical properties. Thin square sheets (0.8 mm in thickness) were extracted by a diamond saw from the samples/coatings. The obtained sheets were then polished down to a thickness of 0.7 mm and punched using a shear punch fixture with a 6.2 mm diameter flat cylindrical punch and a 6.25 mm diameter receiving hole. All the shear punch tests were carried out at the constant crosshead speed of 10–3 mm s−1. The average value of three samples is reported as the final result. The formulae used for calculating shear stress and normalised punch displacement are given in [24,25].
The pin-on-disc wear tests at room temperature were performed at the sliding speed of 0.13 m s–1 for the sliding distance of 1000 m under the applied pressures of 0.25, 0.5, and 0.75 MPa. The cylindrical pins of 9 mm in height and 6 mm in diameter were machined from the slabs by wire cutting. AISI/SAE 52100 steel (60 ± 2 HRC) was used as the disc. Samples for metallography were polished mechanically and etched by a reagent containing 1 mL HF-99 mL distilled water. The microstructure of the specimens, the morphology of the worn surfaces, and wear debris were examined by an SEM equipped with an energy-dispersive X-ray spectroscopy (EDS) detector. Quantitative metallography was also carried out using UTHSCSA image tool (Ver. 1.28).
Results and discussion
Microstructure and mechanical properties
Figure 2 shows the microstructures of 4Si and 8Si alloys. As seen, the base alloy microstructure is mainly consisted of Al-rich α-dendrites, eutectoid regions (Al-rich α- and Zn-rich η-phase), and bright Cu-rich ε-CuZn4. Adding Si promotes the formation of dark SiE and SiP particles in the matrix. Their EDS analyses are presented in Table 2. As seen, due to the very low solid-solubility in Zn-Al matrix [4], Si atoms almost entirely precipitate as pure Si. The higher the Si concentration is, the higher the size and volume fraction of Si particles, especially the irregular-shaped primary particles.
SEM microstructures of (a) 4Si alloy, (b) enlarged view of (a), (c) 8Si alloy, and (d) enlarged view of (c). EDS analyses of the main microconstituents shown in Figure 2(a).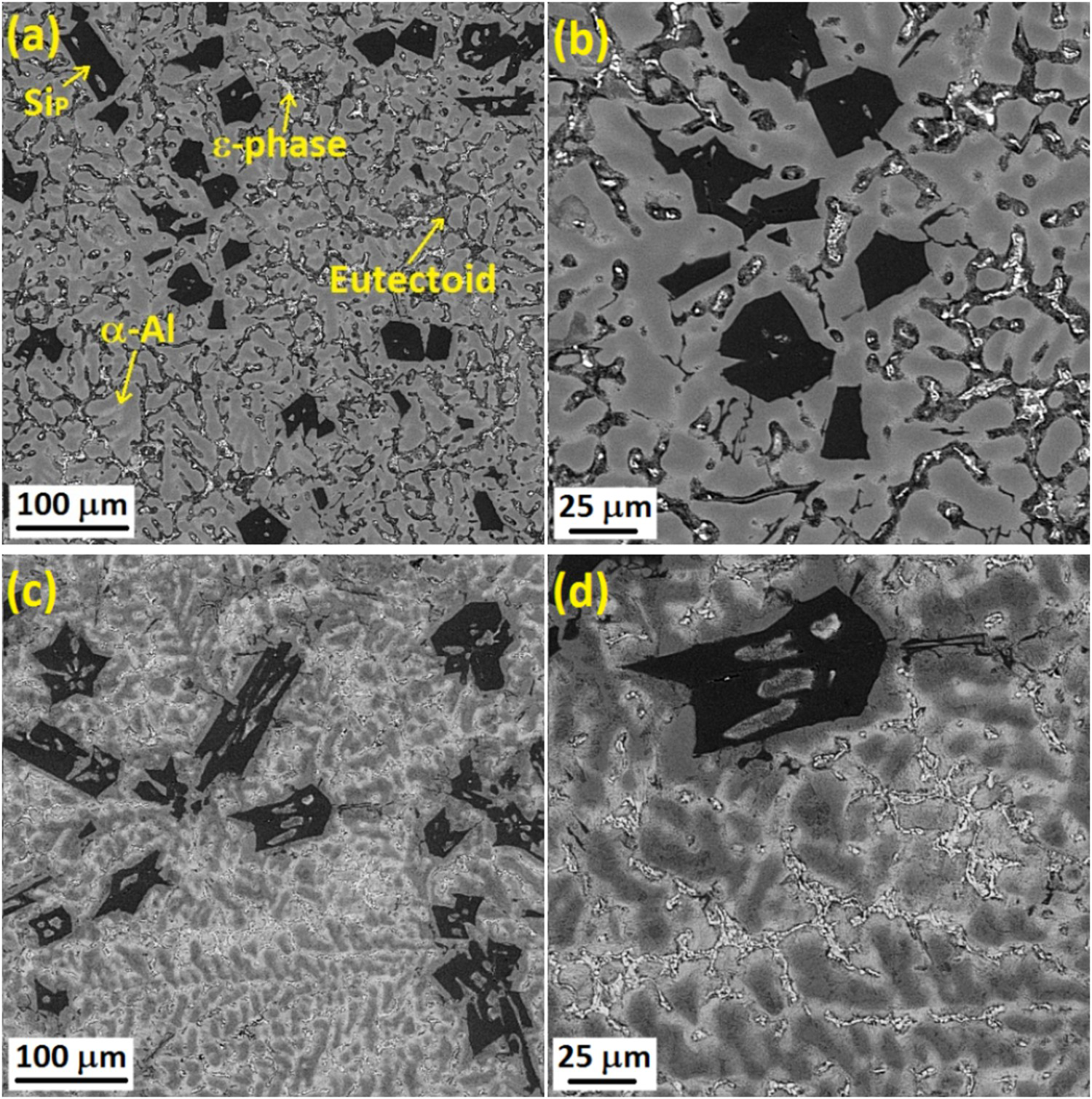
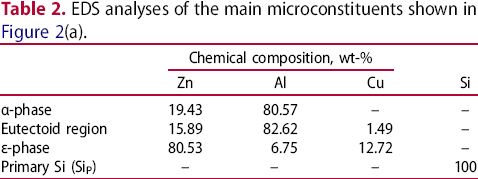
The microstructures of 4Si-D and 8Si-D coatings are shown in Figure 3. As seen, compared to their as-cast microstructures (Figure 2), the dendritic network, eutectoid regions, and Si particles have been significantly refined where the average size of SiP particles has reduced by 77 and 68%, respectively (Figure 4). The high efficiency of TIG re-melting in surface microstructure modification of alloys has been previously demonstrated and attributed to rapid solidification (high degree of under cooling) of the surface molten layer mediated by steep thermal gradient generated on the surface [22,23].
SEM microstructures of (a) 4Si-D alloy, (b) enlarged view of (a), (c) 8Si-D alloy, and (d) enlarged view of (c). Average size of SiP particles in the experimental alloys.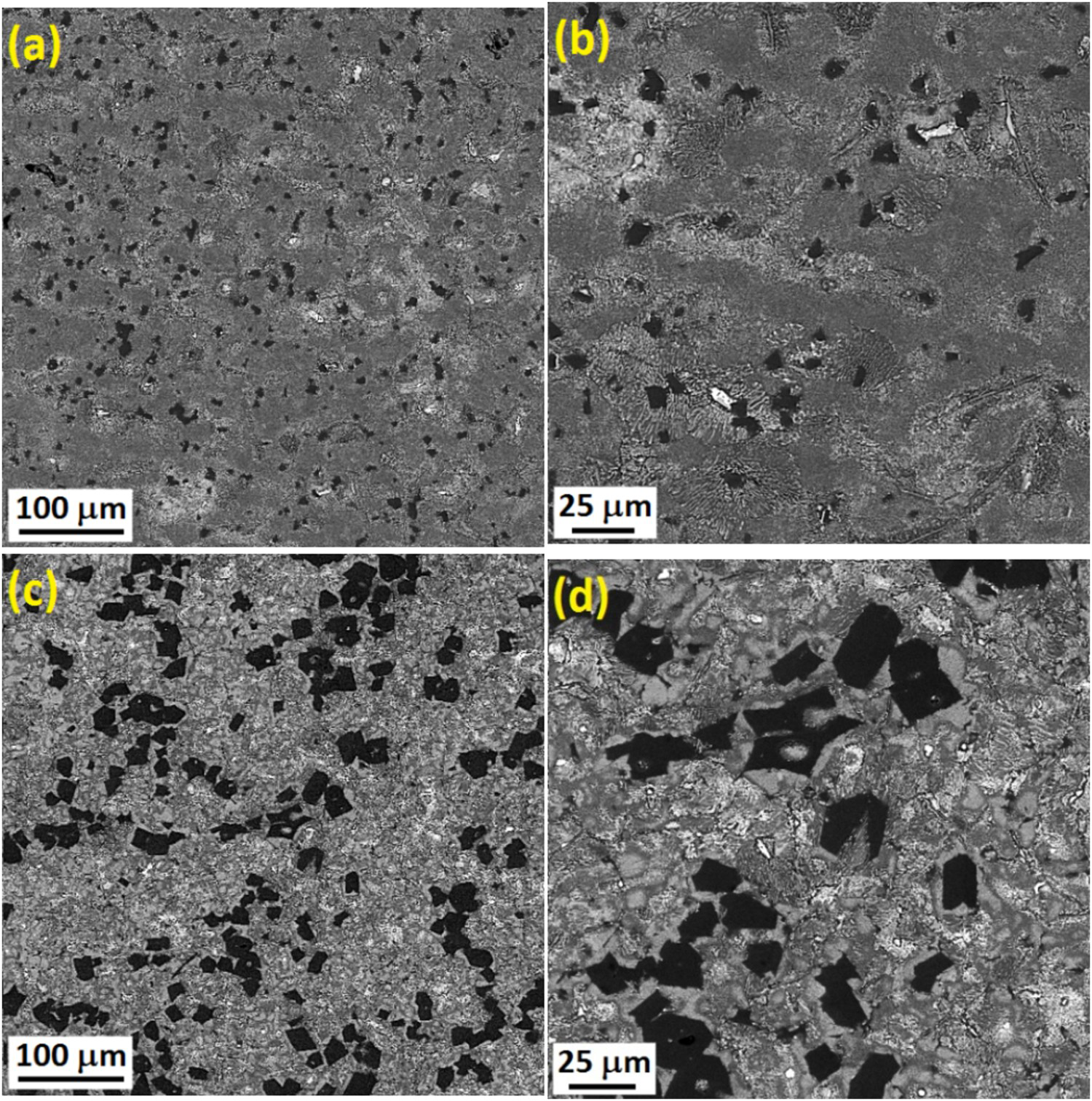
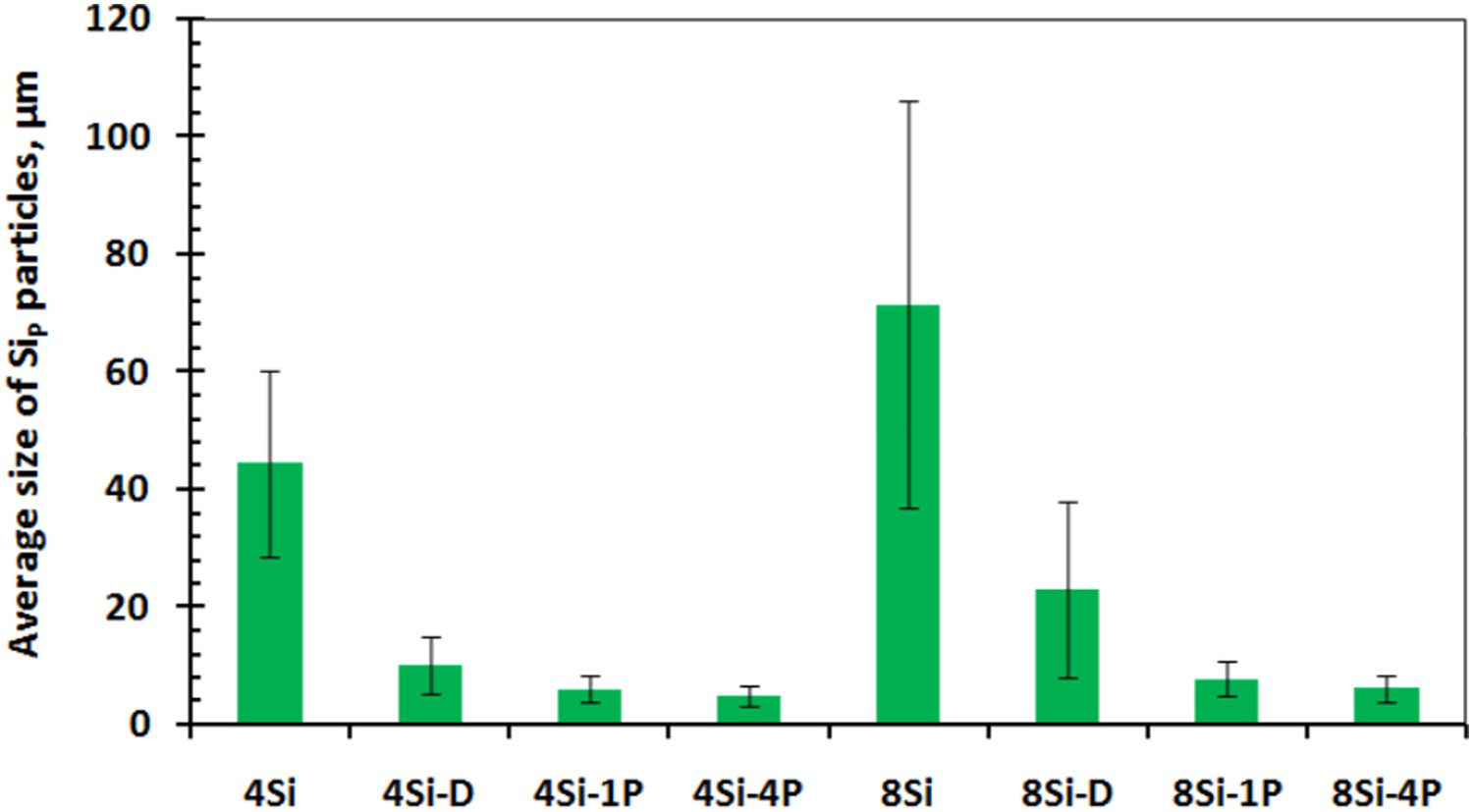
The effect of multi-pass FSP on the microstructure of 4Si-D and 8Si-D coatings is shown in Figure 5. Compared to the as-deposited condition (Figure 4), FSP breaks the dendritic network and eutectoid regions and finely distributes the SiP and ε-CuZn4 phases within the matrix with less density of micropores (Figure 5). Compared to the as-deposited samples, the average size of SiP particles in one- and four-pass FSPed 4Si and 8Si samples has reduced by 40 and 50%, and by 58 and 73%, respectively (Figure 4). The positive impact of FSP on the microstructure of as-deposited layers can be explained by the frictional heating and severe plastic deformation of material [20]. Frictional heating softens the surface material. Therefore, when exposed to the strains applied by the stirring tool, the material experiences intense deformation which results in a dense modified microstructure.
SEM microstructure of (a) 4Si-1P, (b) 4Si-4P, (c) 8Si-1P, and (d) 8Si-4P samples.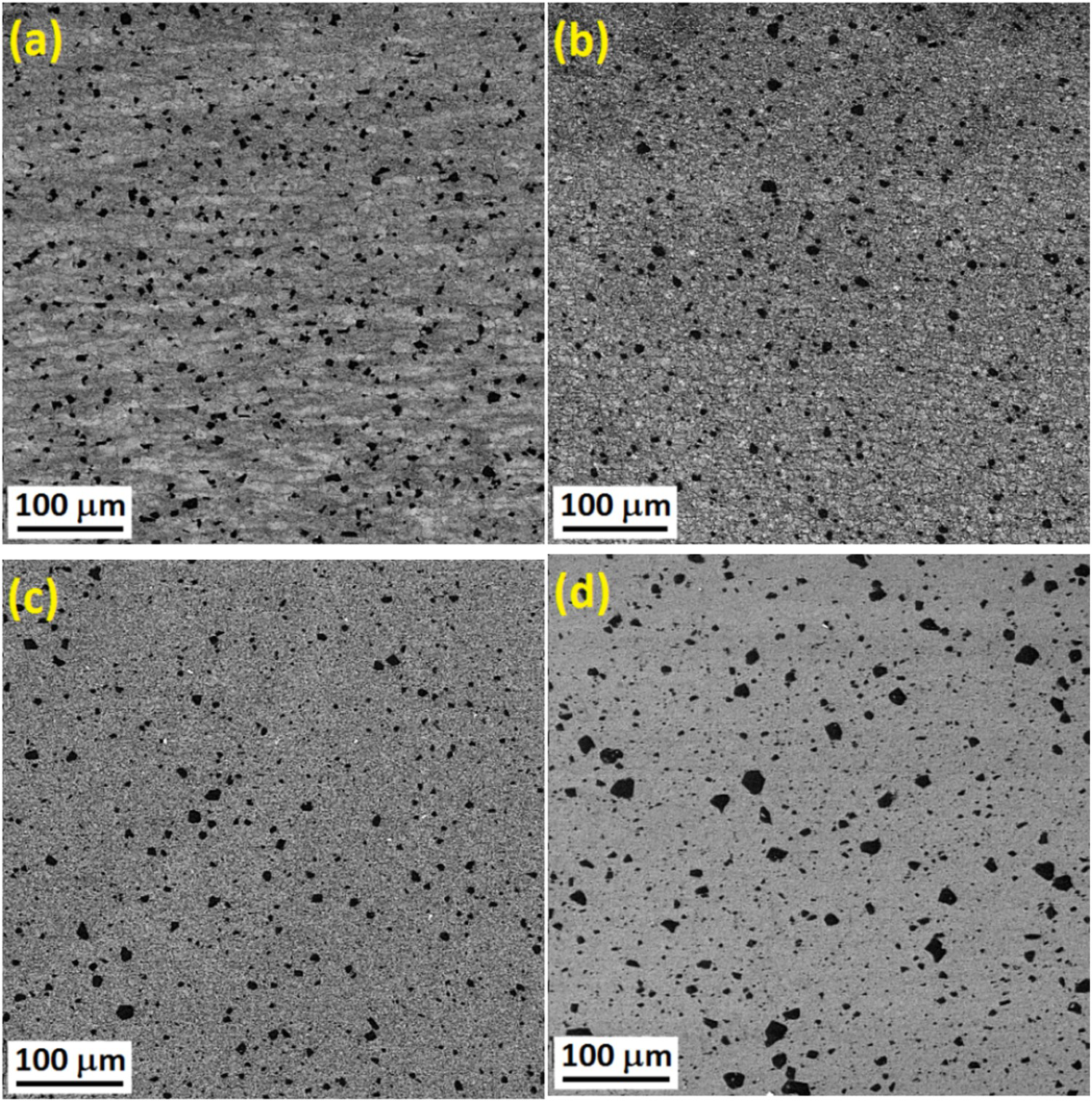
USS, normal displacement, and microhardness of the experimental alloys.
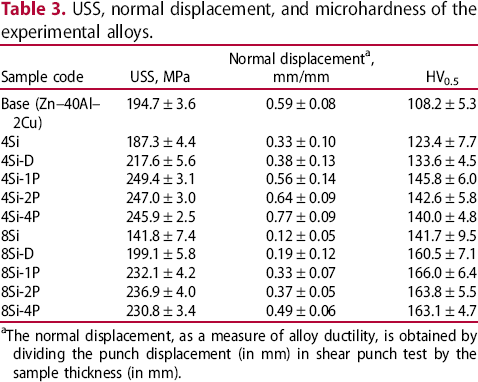
aThe normal displacement, as a measure of alloy ductility, is obtained by dividing the punch displacement (in mm) in shear punch test by the sample thickness (in mm).
The improved mechanical properties of 4Si-D and 8Si-D coatings compared to 4Si and 8Si alloys, respectively, can be explained by the chill modification effects of TIG remelting process on the coating microstructure [22,23], especially the refinement and even distribution of second-phase particles/microporosities, refinement of grains, and reduction of the secondary dendrite arm spacing (SDAS) Si and ε-phase are inherently brittle and due to high melting entropy [26,27], exhibit faceted-type interface with the matrix. Therefore, they are quite prone to microcracking under tensile/shear stresses. As a result, the refinement and more uniform distribution of these compounds in the matrix, similar to what is seen in Figure 3, can reduce the amplitude of the accumulated stress which in turn improve their resistance against fracture and/or de-bonding. In addition, the finely dispersed particles can more effectively impede the movement of dislocations, and their reduced interspacing significantly increases the stress required for dislocations motion [28,29].
Decreasing the grain size, and consequently, increasing the density of grain boundaries can also play a significant role in the overall mechanical properties improvement of coatings. This is because the grain boundaries are strong obstacles for the dislocations motion [30,31]. Moreover, decreasing the grain size improves the distribution of grain boundary phases within the matrix (Figure 3). The SDAS is also inversely proportional to the solidification rate [32,33]. The average SDAS value of 8Si-D sample (3.17 ± 1.04 µm) is substantially lower than that of bulk-cast 8Si alloy (13.68 ± 1.85 µm). The lower the SDAS is, the lower the size of interdendritic microconstituents (such as microporosities, SiE, and intermetallics) and the more uniform their distribution within the matrix. The refinement/elimination of micropores which are potential stress concentrators/crack initiators within the matrix and reduction of micro-segregation zones are also among the factors that are expected to significantly contribute to improving the hardness and mechanical properties of as-deposited surface layers.
FSP further improves the mechanical properties of Si-rich coatings. For instance, the USS, normal displacement, and microhardness of 4Si-1P and 8Si-1P samples (Table 3) are higher than those of 4Si and 8Si samples by 32, 70 and 18%, and 64, 175 and 17%, respectively. According to Figure 5, this can be attributed to the well-modified surface microstructure of the FSPed samples. As a case in point, the average size of SiP particles in 4Si-1P and 8Si-1P samples, compared to that in as-deposited 4Si and 8Si samples, has decreased by approximately 85 and 90%, respectively (Figure 4).
Therefore, the effective refinement and more uniform distribution of micro-constituents, formation of fine grains, and microstructural densification are the main factors responsible for the mechanical properties improvement of FSPed samples. FSP also increases the density of dislocations in the SZ most of which have been annihilated during dynamic recrystallisation [34]. However, based on the previous findings, in addition to the dislocation networks along the sub-grain boundaries [34], considerable amounts of dislocations have remained in the SZ grains [35,36] whose interaction can improve the SZ strength through dislocation strengthening mechanism [28]. Increasing the number of FSP passes (i.e. 2 and 4 passes) improves the ductility, but slightly decreases the hardness and strength of the surface layer (Table 3). This softening can be justified by the following reasons: partial dissolution of SiP particles within the matrix when the alloy is subjected to FSP thermal cycles; roundness of sharp edges of Si particles which reduces the stress concentration at these edges; and better microstructural homogenisation.
Tribological properties
The effect of Si-rich coating and FSP on the wear rate of Zn–40Al–2Cu alloy under different applied pressures of 0.25, 0.5, and 0.75 MPa is shown in Figure 6. For comparison, the wear rate variation of the base, 4Si, and 8Si samples are also shown on the plot. As seen, both 4Si and 8Si alloys exhibit considerably high wear rates, especially at the higher applied pressures. However, TIG surface coating substantially decreases the wear of base alloy so that the wear resistance of 4Si-D and 8Si-D alloys has increased by 16 and 23% under the pressure of 0.25 MPa, and by 28 and 40% under the applied pressure of 0.75 MPa, respectively. FSP further improves the wear resistance of as-deposited samples especially at the higher applied pressures. For instance, compared to the 4Si and 4Si-D samples, the wear resistance of 4Si-4P sample has increased by about 32 and 51% under the applied pressure of 0.75 MPa, respectively.
Wear rates variations of the experimental samples with applied pressure.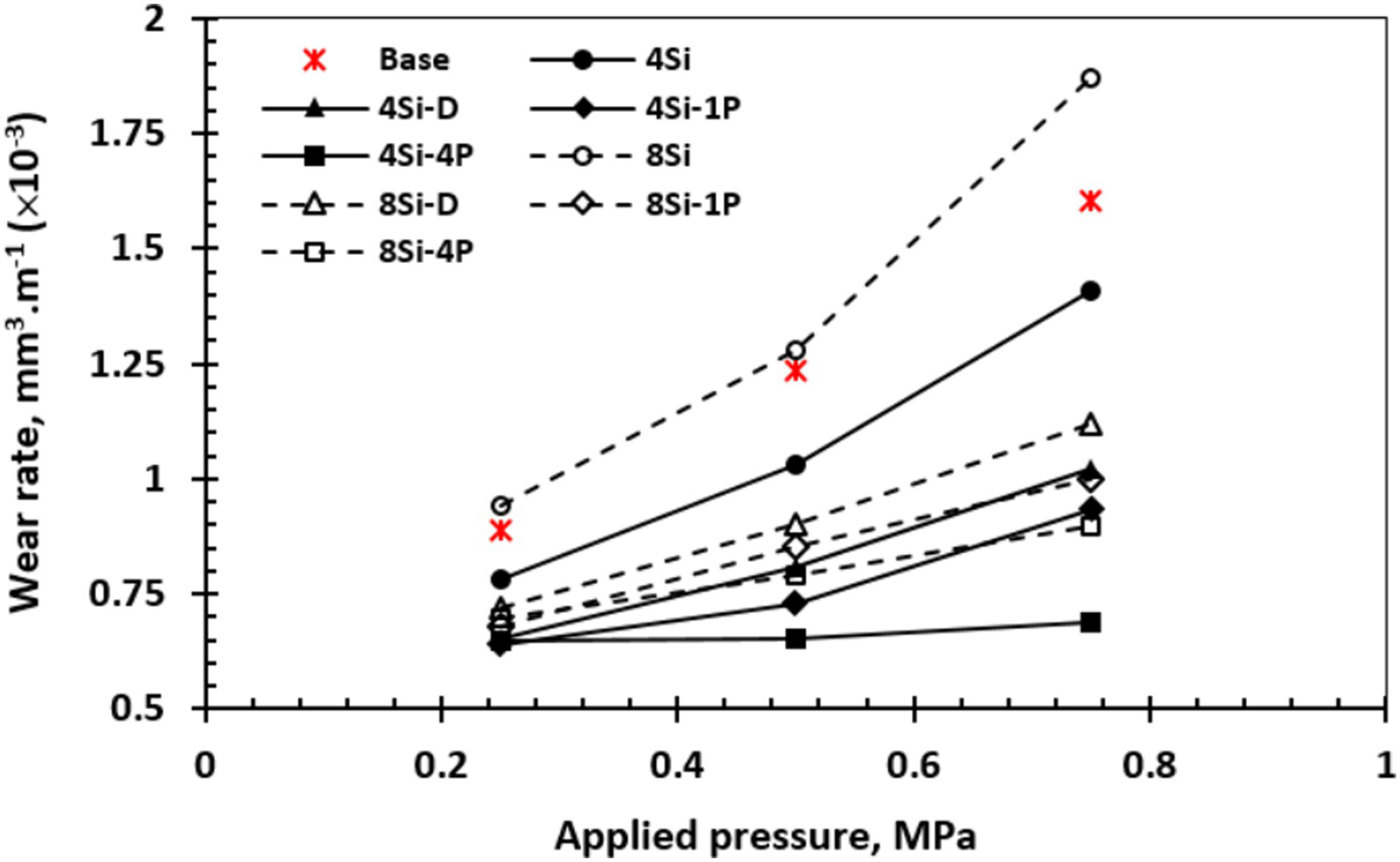
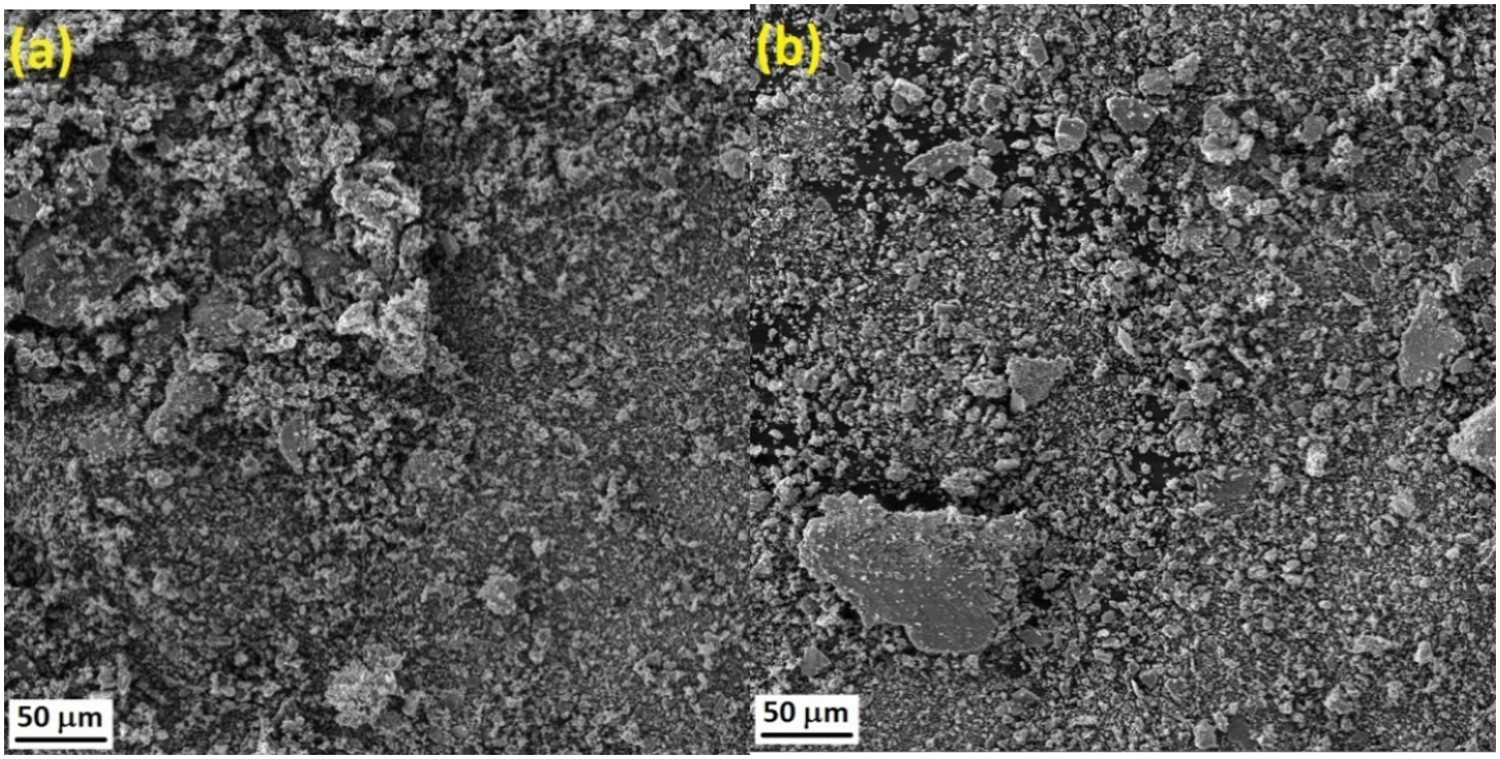
The worn surface morphology of 4Si and 8Si alloys (0.75 MPa) is shown in Figure 7(a,b), respectively. As seen, the surfaces of both samples are covered by oxide-rich tribolayers (Table 4) with extensive delamination and abrasion visible on the layer meaning that their wear resistance is low. Moreover, in agreement with the wear results (Figure 6), the more severe delamination of 8Si sample is quite evident (Figure 7(b)). However, due to the composition similarity between points B and C in Figure 7(b), it seems that the delaminated microcracks in 8Si sample have propagated within the tribolayer. According to the wear results (Figure 6) and worn surface morphologies (Figure 7(a,b)), wear debris of 4Si and 8Si samples (Figure 8) include relatively large-sized platelike particles whose composition is the same as the tribolayers from which they originated (Table 4). This indicates delamination wear of the tribolayer.
Worn surfaces morphology of (a) 4Si and (b) 8Si samples (applied pressure of 0.75 MPa). Wear debris morphology of (a) 4Si and (b) 8Si samples (applied pressure of 0.75 MPa).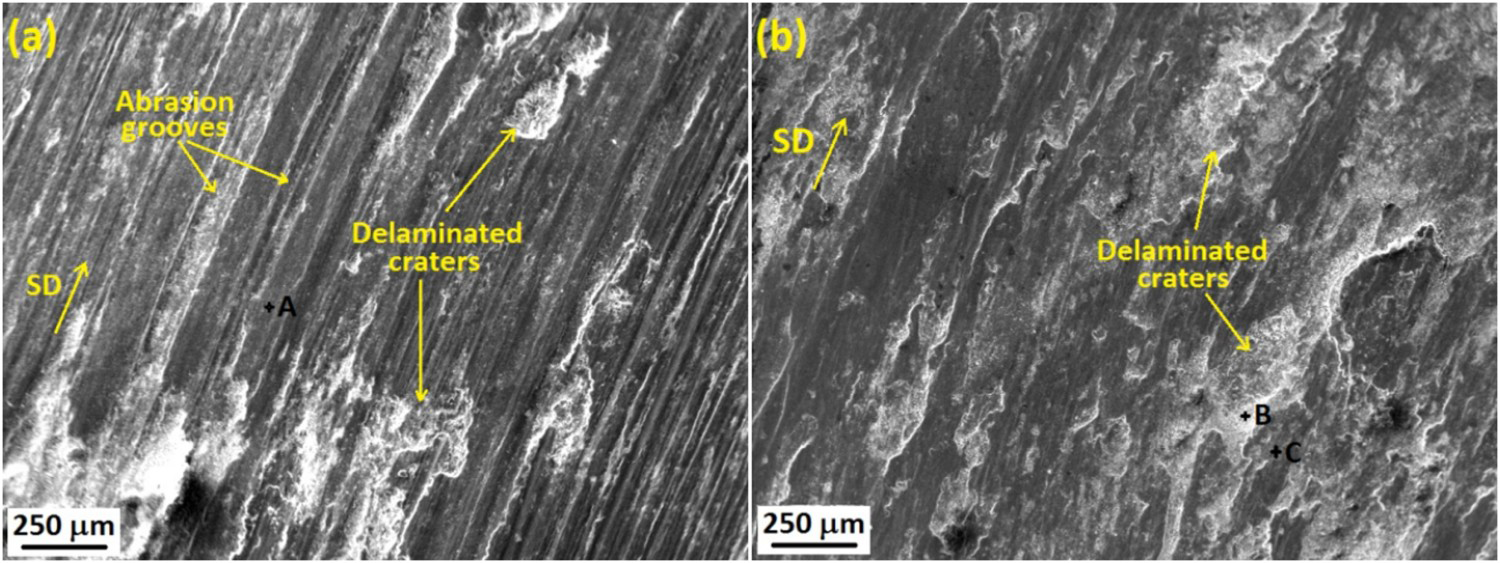
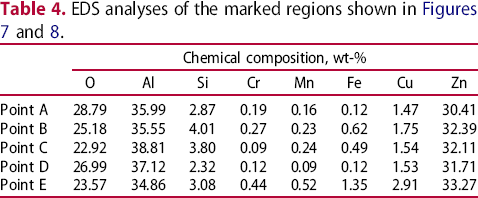
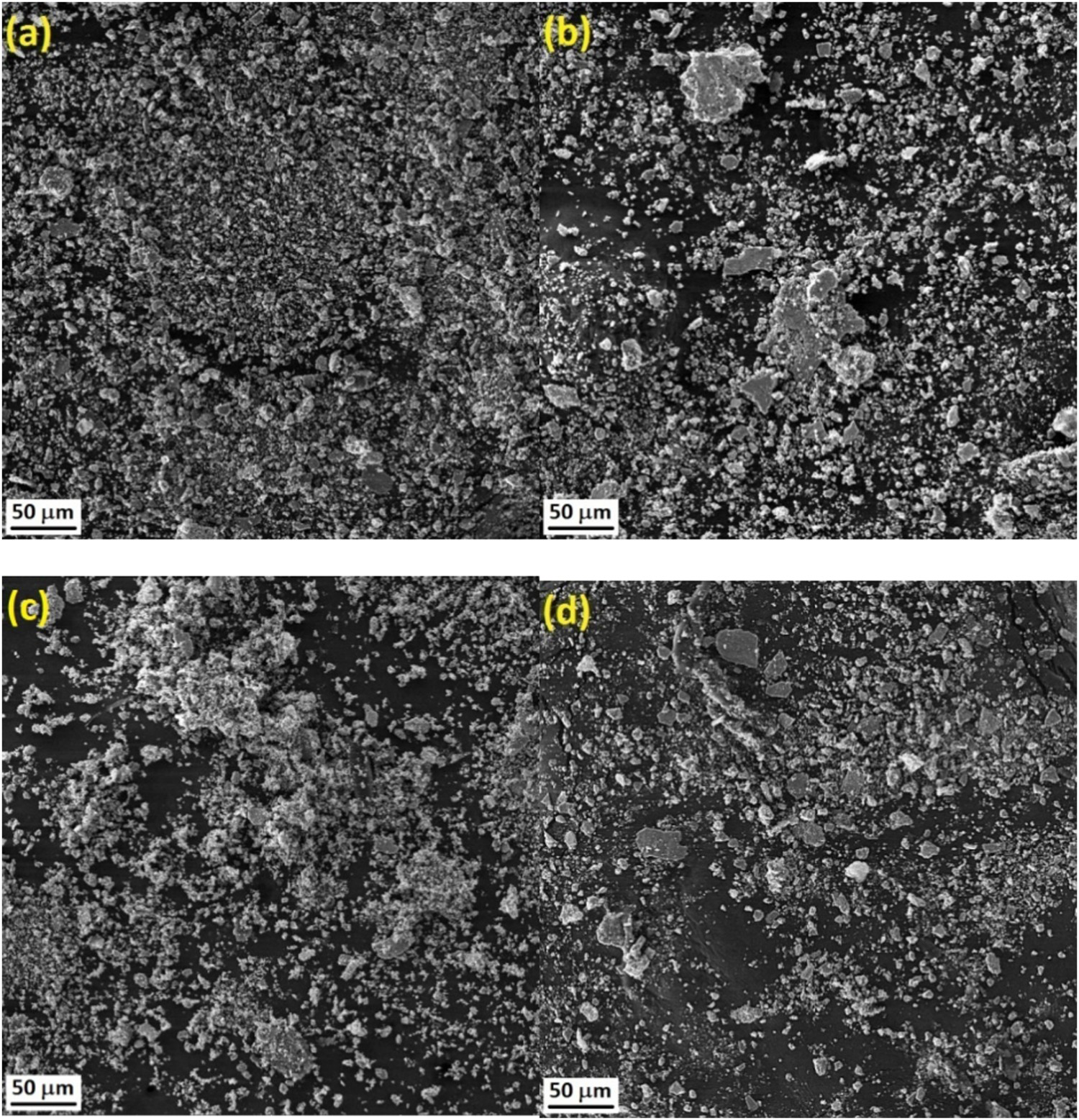
The worn surfaces of 4Si-D and 8Si-D samples (0.75 MPa) are shown in Figure 9(a,b). As seen, contrary to 4Si and 8Si samples (Figure 7), the surfaces of 4Si-D and 8Si-D samples are covered by a rather stable tribolayer. The wear particles produced during the wear test are also mostly equiaxed and smaller in size (Figure 10(a,b)). The extensive formation of abrasion grooves supports the dominance of abrasive wear. However, the small amounts of platelike particles present in their wear debris suggest that the mild delamination is seemingly the other important mechanism governing the wear.
Worn surfaces morphology of (a) 4Si-D, (b) 8Si-D, (c) 4Si-4P, and (d) 8Si-4P samples (applied pressure of 0.75 MPa). Wear debris morphology of (a) 4Si-D, (b) 8Si-D, (c) 4Si-4P, and (d) 8Si-4P samples (applied pressure of 0.75 MPa).
The worn surface micro-morphology of 4Si-4P and 8Si-4P samples (0.75 MPa) is illustrated in Figure 9(c,d), respectively. Reduction of the micro-cracks, better surface smoothness, delaminated craters with smaller size, and substantial reduction of abrasion tracks are all indicators of high tribolayer stability and mild wear. The formation of high portions of the fine equiaxed wear particles in the case of FSPed samples (Figure 10(c,d)) also confirms their mild wear.
Improved tribolayer stability, and consequently, better wear resistance of the surface-modified samples can be attributed to their enhanced surface mechanical properties (Table 3). The subsurface microstructures of 8Si and 8Si-4P samples (0.75 MPa) are shown in Figure 11. As seen, during sliding wear, the coarse brittle SiP particles present in the substrate of 8Si sample have been cracked and/or crushed (Figure 11(a)) rendering the substrate less resistant against applied surface shear strains. However, due to the well-modified microstructure, substrate of 8Si-4P sample exhibit higher resistance against surface deformation during sliding wear test in a way that the depth of deformation underneath its worn surface (Figure 11(b)) is quite (∼ 86%) lower than that observed in 8Si alloy (Figure 11(a)). The higher the substrate strength is, the higher the tribolayer stability on the surface.
Subsurface microstructures of (a) 8Si and (b) 8Si-4P samples (applied pressure: 0.75 MPa).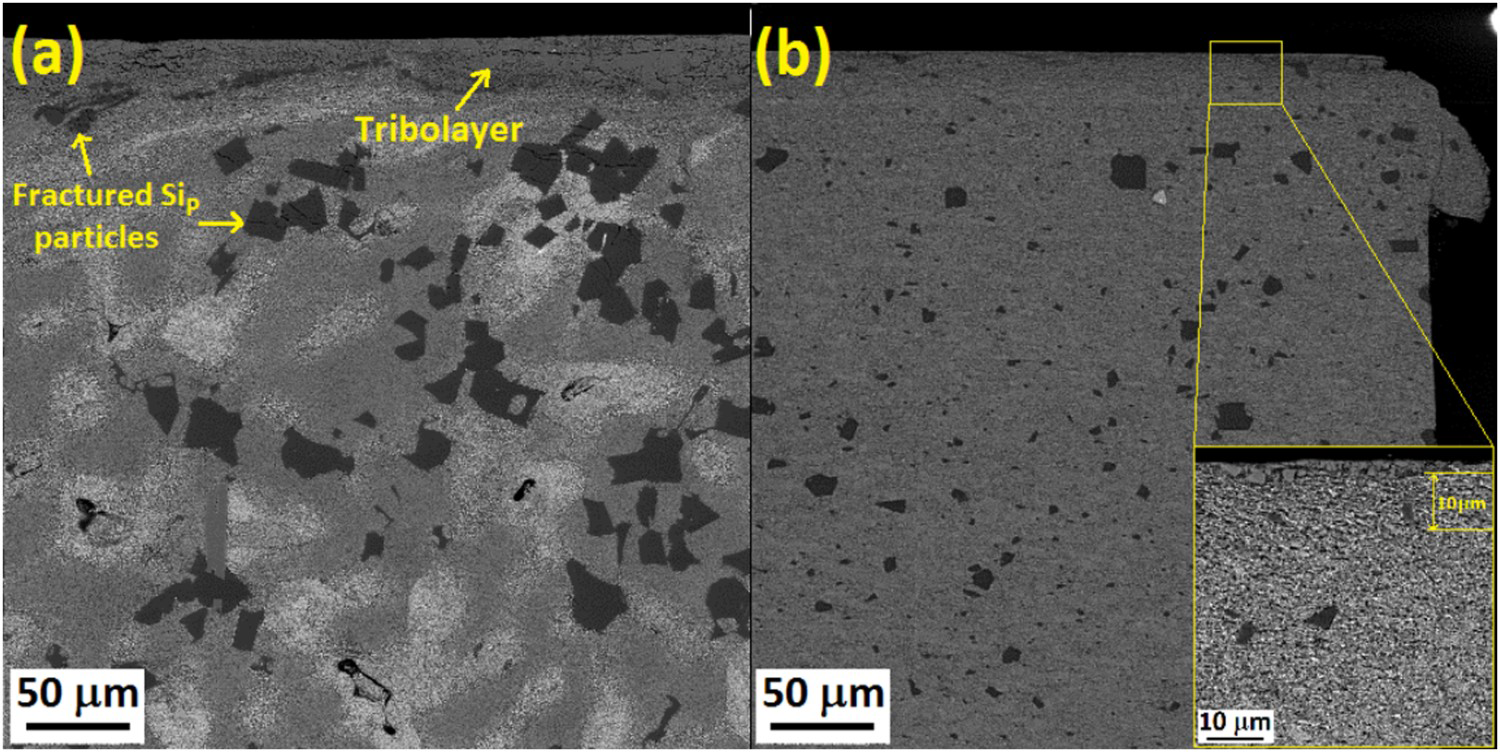
Despite that fact that wear resistance of 8Si-xP samples is much better than that of 8Si sample (Figure 6), 4Si-4P sample exhibits lower wear. The inferior wear resistance of 8Si sample, even after FSP, is seemingly due to the high volume fraction of SiP particles in its microstructure which adversely affects its surface mechanical properties.
The variation of coefficient of friction (COF) against the sliding distance for 4Si, 4Si-D, and 4Si-4P samples (0.75 MPa) is shown in Figure 12. As seen, the average COF and COF fluctuation of the as-deposited and FSPed samples are lower than those of the 4Si alloy. The better friction behaviour of the surface-modified samples, especially the FSPed samples, can be explained by the formation of a stable tribolayer on their worn surfaces. Tribolayer is a porous layer with low shear strength [37]. Therefore, increasing its stability can decrease COF and its fluctuations by one or more of the following mechanisms: (1) lower adhesion probability between the mating surfaces, (2) reducing the force required to overcome the interfacial shear strength, and (3) lowering the amounts of entrapped wear particles between the sliding pairs thereby decreasing the abrasion wear [37,38], and (4) decreasing the fragmentation probability of subsurface SiP particles, as an energy-dissipative process in modified samples (Figure 11).
Variation of COF of 4Si, 4Si-D, and 4Si-4P samples with sliding distance.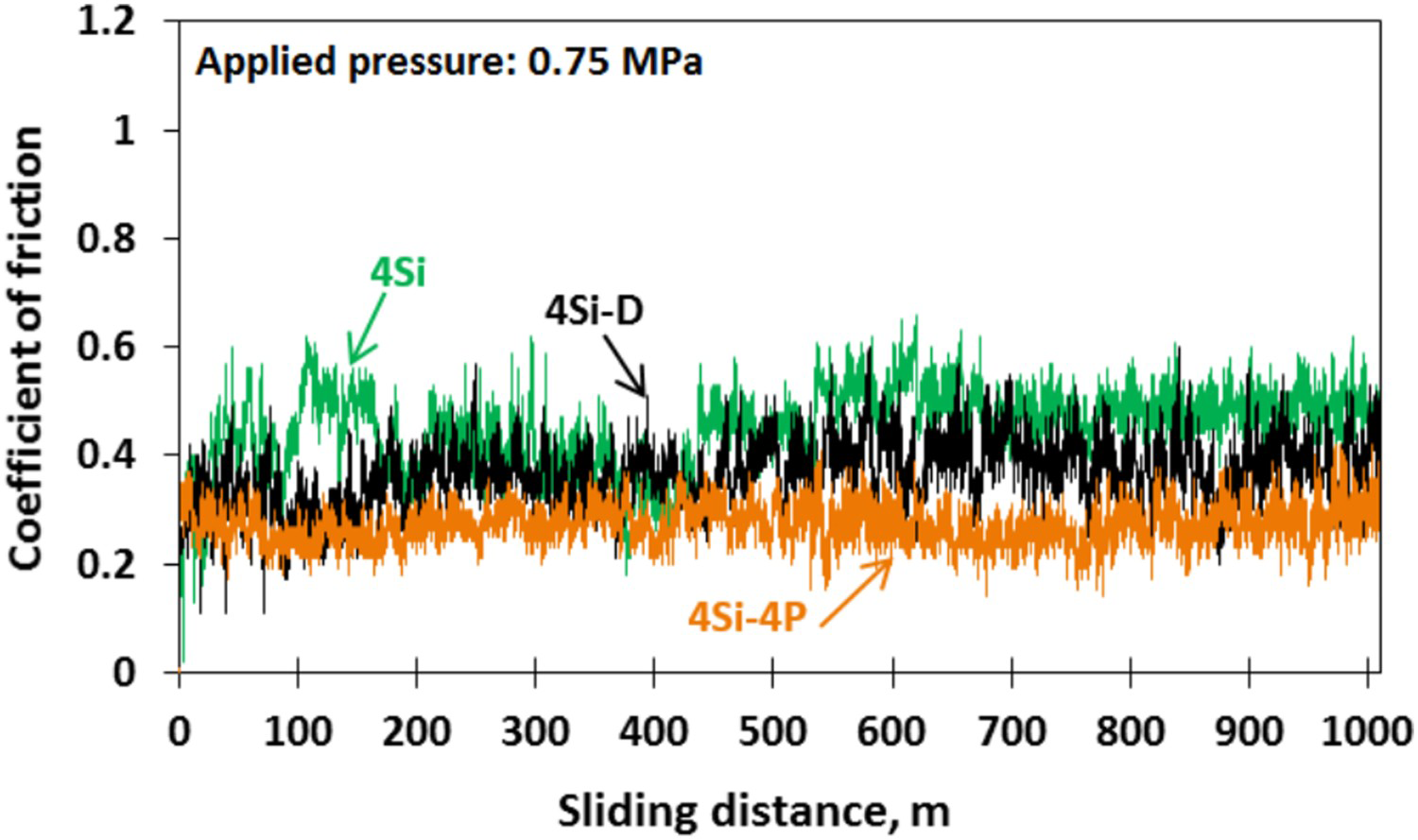
Conclusions
Si-rich TIG surface coating followed by multi-pass FSP substantially improves the tribological properties of Zn–40Al–2Cu alloy while retaining its good bulk mechanical properties. The optimum mechanical and tribological properties were observed in 4Si-4P coating, where compared to the base alloy, its USS, normal displacement, and microhardness were improved by 26, 30, and 29%, respectively. Moreover, compared to the base sample, at the applied pressure of 0.75 MPa, the wear rate and average COF of 4Si-4P sample were improved by 57, and 40%, respectively. The refinement and even distribution of micro-constituents, especially SiP particles, and the elimination of casting defects are the most important factors enhancing surface mechanical properties and improving the tribological properties of Si-rich FSPed coatings.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).