
Abstract
In this study, three different types of stainless steels, AISI 304, AISI 420, and AISI 430 were pack borided under 850 °C–925 °C–1000 °C for 2, 4, and 6 h, respectively. Morphologies of coating were investigated by optical and scanning electron microscope (SEM). The maximum layer hardness was determined to be 1736 HV0.05, 1659 HV0.05, and 1572 HV0.05 for AISI 304, AISI 420, and AISI 430, respectively. Phases formed on the layer were determined by X-ray analysis (XRD) to confirm the presence of FeB, Fe2B, CrB, and MnB phases. Boride layer morphology was found to be a planar and compact structure. The activation energies of the coating were investigated. The corrosion resistance values of stainless steels were determined from the static immersion tests performed in 10% HCl solution. There was a remarkable increase in the corrosion resistance of borided steel compared to that of untreated samples.
Keywords
Introduction
The industrial applications of stainless steel is frequently encountered with many limitations, such as corrosion, wear, and fatigue. In order to eliminate such problems; Surface treatments, such as nitriding, carburizing, chromating, and boriding are performed on steels to eliminate such problems [1-5]. The surface treatment of the material is inevitable especially in the processes involving the application of high temperature and pressure to the stainless steels [6].
There are different methods of boriding, namely box, paste, and plasma boriding processes[7-11]. It is performed within a temperature range of 1123–1273 K for 1–10 h. The box boriding method is cost-effective and efficient [12,13]. Boriding is a thermochemical surface treatment process that extends high surface hardness wear resistance and corrosion resistance to the material [14].
The active boron atoms form a coating layer on the target metal by diffusion. The steel generally consists of FexBy phases within the boride layer. Depending on the coating process parameters, the boride layer generally has two phases. The outer phase is defined as FeB (orthorhombic crystalline structure) and the inner phase is denoted as Fe2B (tetragonal crystalline structure) [15-17].
Stainless steels have three main types of microstructures: namely – ferritic, austenitic, and martensitic. They are highly significant in the field of automotive, nuclear, biomedical, and chemical applications [18,19]. The AISI 304 austenitic stainless steel with non-magnetic properties is the most widely used type of stainless steel. It has a wide spectrum of applications such as nuclear reactor systems, medical applications, food industry, and is sensitive to the chlorite atmosphere [1,18,19]. The AISI 430 ferritic stainless steel is primarily composed of iron and chromium. However, these stainless steels are sensitive to intergranular corrosion, which causes limitations in their application in the automotive industry. Thus, The AISI 420 martensitic stainless steels are mainly used in the industry due to its superior mechanical properties, which are only affected by the concentration of chloride ions in the environment, as shown, AISI 304 [2,18].
Krelling et al. [20] studied the surface coating of AISI 1020 steel with a boride layer via the box boriding method at 1000 °C for 4 h. The hardness and wear resistance of the coating structure were examined, the XRD analysis showed the presence of a single-phase Fe2B structure. The obtained iron borided structure had a thickness of 177 μm and hardness of 2100 HV0.01. Besides, the micro-abrasive wear test of the borided samples exhibited a rolling microscale abrasive wear mechanism.
Cimenoglu et al. [21] studied the coating tribology by boriding a low alloy AISI 4140 material with Ekabor 2 boron source in the temperature range of 750–900 °C for 12 h. As a result, a single-phase Fe2B structure was obtained in the range of 750–800 °C, while a dual-phase FeB + Fe2B structure was obtained at higher temperatures between 850 and 900 °C. İt was determined that the hardness of the double phase boride layer formed at high temperatures was higher than that of the single-phase boride layer formed at low temperatures.
Jibo Jiang et al. [15] performed the surface alloying process on low carbon steel at 700–900 °C for 2–8 h to examine the hardness and corrosion effects of the coating. On surface treatment, the hardness value was found to rise from 99 to 1100 HV. The Fe2B was better attached to the substrate at high boriding temperatures, while it was loosely bond at low temperatures. On conducting corrosion tests using a 3.5% NaCl solution, the boride coating was found to possess high corrosion resistance.
While the boriding process is generally applied to low alloy steels in previous studies, the specialized examination of the surface properties of stainless steel materials during boriding process was comparatively limited. Thus, the boriding process was designed and implemented to improve the surface properties of stainless steel, such as hardness, and the strength of the steel in a chloride environment. In this study, the improvement of the surface properties of three different types of stainless steel materials, namely AISI 304 austenitic stainless steel, AISI 420 martensitic stainless steel, and AISI 430 ferritic stainless steel were investigated and the comparative results were reported.
Material and methods
Chemical compositions of AISI 304, AISI 420 and AISI 430 Stainless Steels used in this study (wt-%).
Results and discussion
Microstructure examination
The matrix structures obtained from the optical microstructure examination of the materials used in the study are shown in Figure 1. From Figure 1(a), it is seen that the structure of the AISI 304 material contains equiaxed austenite grains and annealing twins. The literature points out the existence of small inclusions, along with these regions present in the material [18]. From Figure 1(b), it is seen that the AISI 420 material has needle-shaped structures, which were identified as the martensite regions. From Figure 1(c), the AISI 430 material structure was found to contain equiaxed ferrite grains and randomly dispersed chromium carbide particles. The examination of the borided coating layer morphologies showed the existence of a compact layer structure and a clearly visible interface between the matrix and the borided layer is clearly visible and the layer has a compact structure. While a saw-toothed morphology was reported for the boride layer in the previous studies due to the low concentration of carbon [12,22,23], a planar morphology was observed in this study due to high alloy ratios of the materials, as shown in the literature [24,25]. As the carbon content of the matrix material and the ratio of the alloying elements increase, a more planar morphology was encountered, as the toothed structure expected to form on the matrix interface of the boride layer was suppressed [26]. Balusamy et al. [27]. explained that this morphology arises due to the anisotropic diffusion of boron atoms at the beginning of the process, which is further attributed to the colonial nucleation and growth of the boride into a smooth and compact structure with time.
Microstructure of the stainless steels before the coating process (a) AISI 304 (b) AISI 420 (c) AISI 430.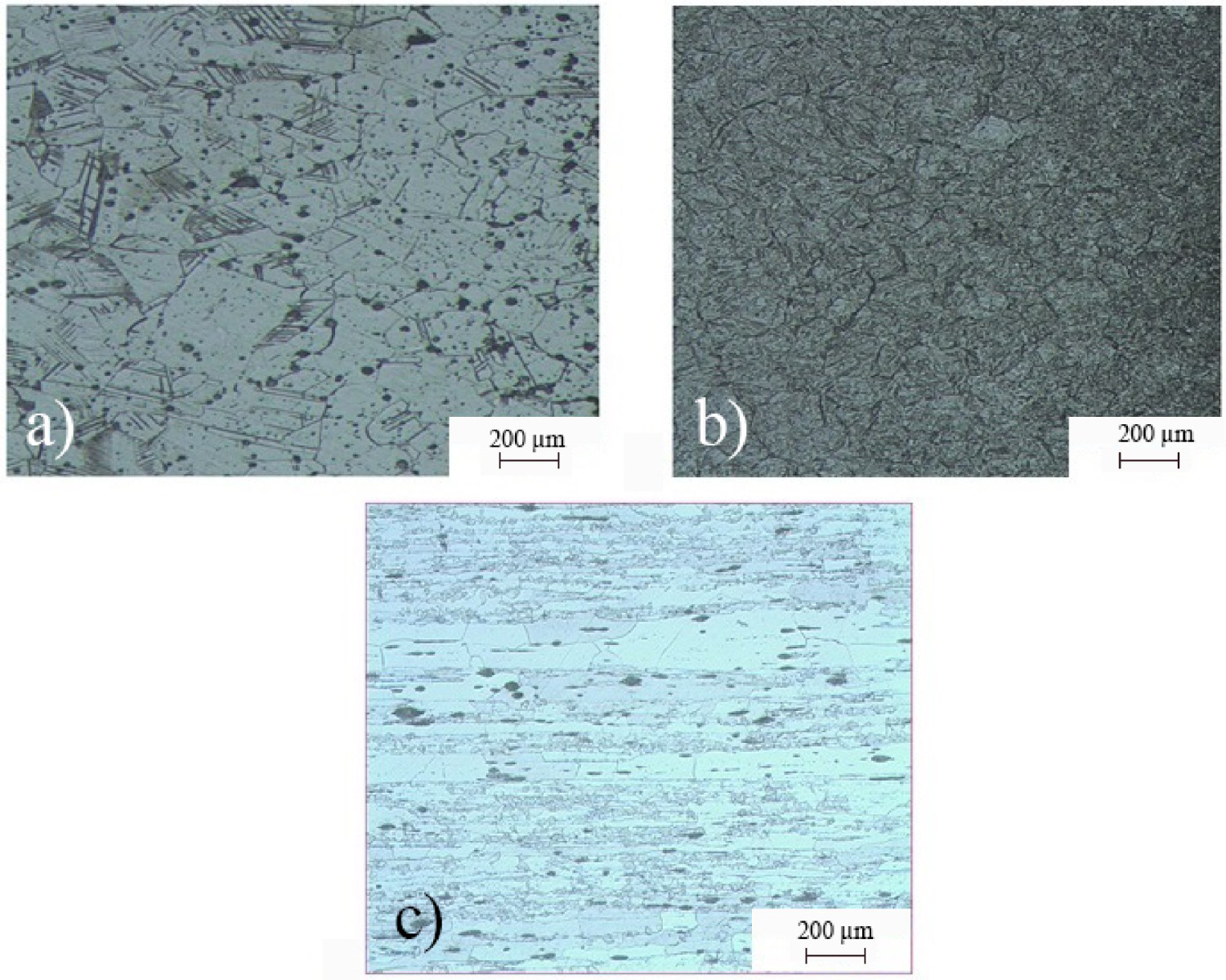
The change in the thickness of the boride layer at different temperatures with an increase in time is shown in Figure 2. It was determined that the thickness of boride layer of each material increased parabolically with time. The thickness values of the boride layer were found to be the highest for AISI 304 material, followed by AISI 420 and AISI 430 materials, respectively. The box boriding of the materials resulted in the corresponding boride layers of thicknesses in the range of 11.17–89.59 μm for AISI 304 material, 5.43–56.47 μm for AISI 420 material and 9.56–37.64 μm for AISI 430 material. Depending upon the composition of the matrix material, the concentration of the boron source, temperature, and holding time of the boriding process, the thickness of the boride layer formed after the process was found to vary [26].
Changes in the boride layer thicknesses at different temperatures depending on time (a) 850°C (b) 925°C (c) 1000°C.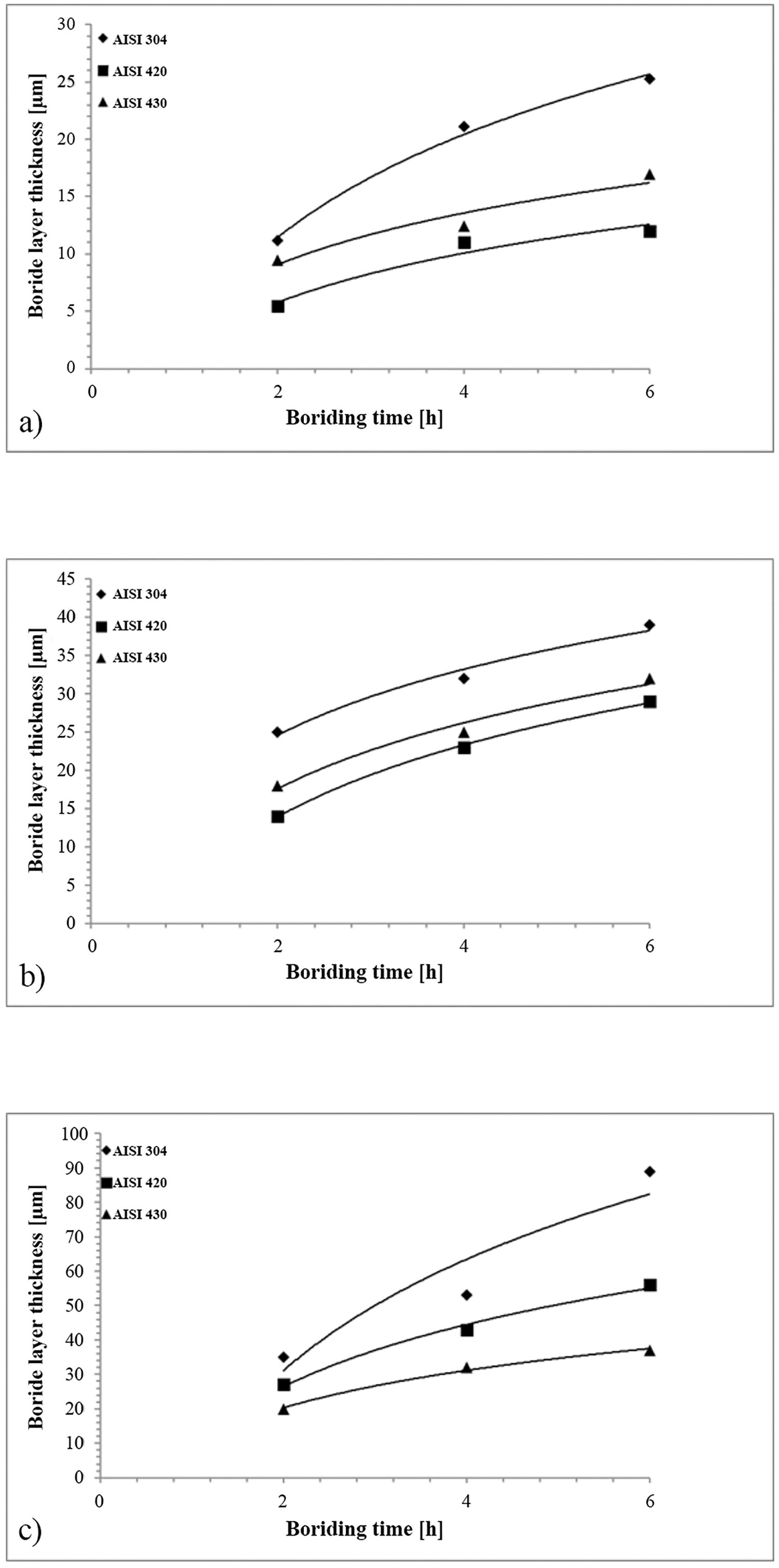
The boride layer morphologies of the samples borided at 925 and 1000 °C for 4–6 h, are shown in Figure 3. Figure 3 illustrates the constant formation of the boride layer on the surface, and the absence of porosity, which is detrimental to the mechanical properties. The absence of porosity is attributed to the provision of optimum furnace conditions that causes a homogeneous distribution of the boron atoms to form a continuous boride layer. It is stated in the literature that the Cr atoms react with the active boron atoms to form CrB and Cr2B phases during the boriding process, which can spread throughout the surface. The investigation of the solubility degrees showed that the FeB phase dissolves more Cr than the Fe2B phase [28,29]. Unlike Cr, the Ni atoms will be directed toward the bottom of the boride layer due to its low solubility in FeB and Fe2B phases [30,31].
SEM images of the steels borided at different process parameters (a)AISI 304/925°C-4 h; (b) AISI 304/925°C-6 h; (c) AISI 304/1000°C-4 h; (d) AISI 304/1000°C-6 h; (d) AISI 430/925°C-4 h; (e) AISI 430/925°C-6 h; (f) AISI 430/1000°C-4 h; (h) AISI 430/1000°C-6 h; (i) AISI 420/925°C-4 h; (j) AISI 420/925°C-6 h; (k) AISI 420/1000°C-4 h; (l) AISI 420/1000°C-6 h.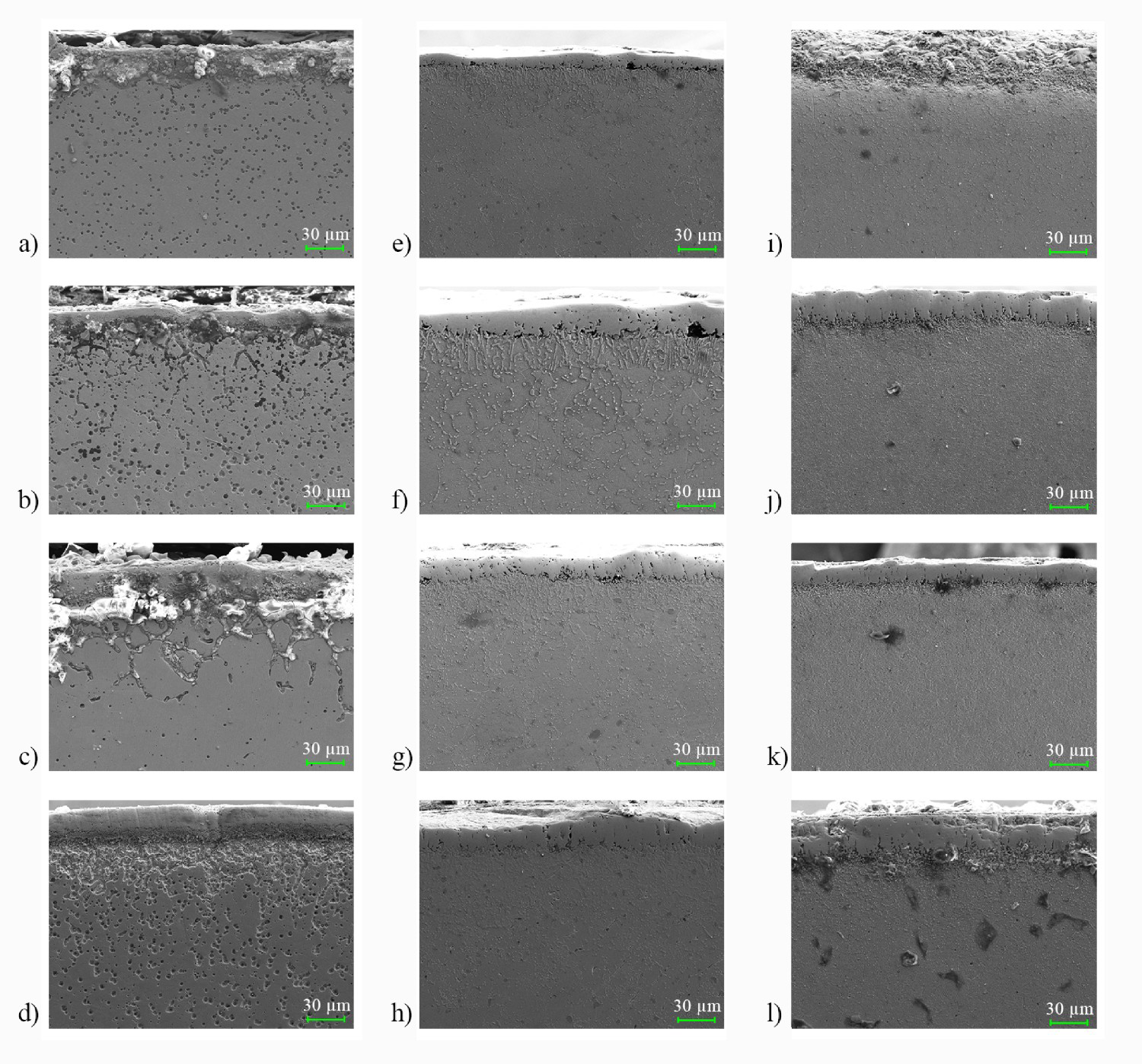
From Figure 3(a–c), the formation of the condensed structure under the boride layer is attributed to the orientation of the high concentration of Ni atoms in the AISI 304 material. The previous studies, frequently focused on low alloy steels with a thicker boride layer compared to those obtained in this study [7,12]. This can be attributed to the high levels of C, Cr, and Ni and diffusion restrictive effect of boron in the stainless steel materials [27]. Nucleation is the first step in the formation of the boride layer, which further grows and combines to form the neck. The Fe2B layer is directed toward the bottom of the coating due to its tetragonal structure. Upon the formation of the FeB and Fe2B structures, a dense coating layer was obtained by diffusing more B atoms into the defects and pores of the matrix material [32,33]. Finally, it is concluded that the microstructure of the stainless steel, resulting from the diffusion-based process in the boriding method, changes with the variation in the coating structures.
Microhardness examination
The hardness of stainless steel was measured using the Vickers tip for a load of 50 g and a time of 10 s. The measurements were repeated 5 times for each value of distance at certain intervals from the surface. These measurements were averaged to determine the hardness of material. The microhardness measurement results of the samples, which were borided at 1000 °C for 4–6 h, indicating the hardness from the boride layer to the matrix are shown in Figure 4. From the microhardness analysis of boride layer, it is seen that the maximum hardness occurs on the surface, followed by gradual decrease of the material toward the matrix.
Microhardness values of the borided stainless steels (a) AISI 304 (b) AISI 420 (c) AISI 430.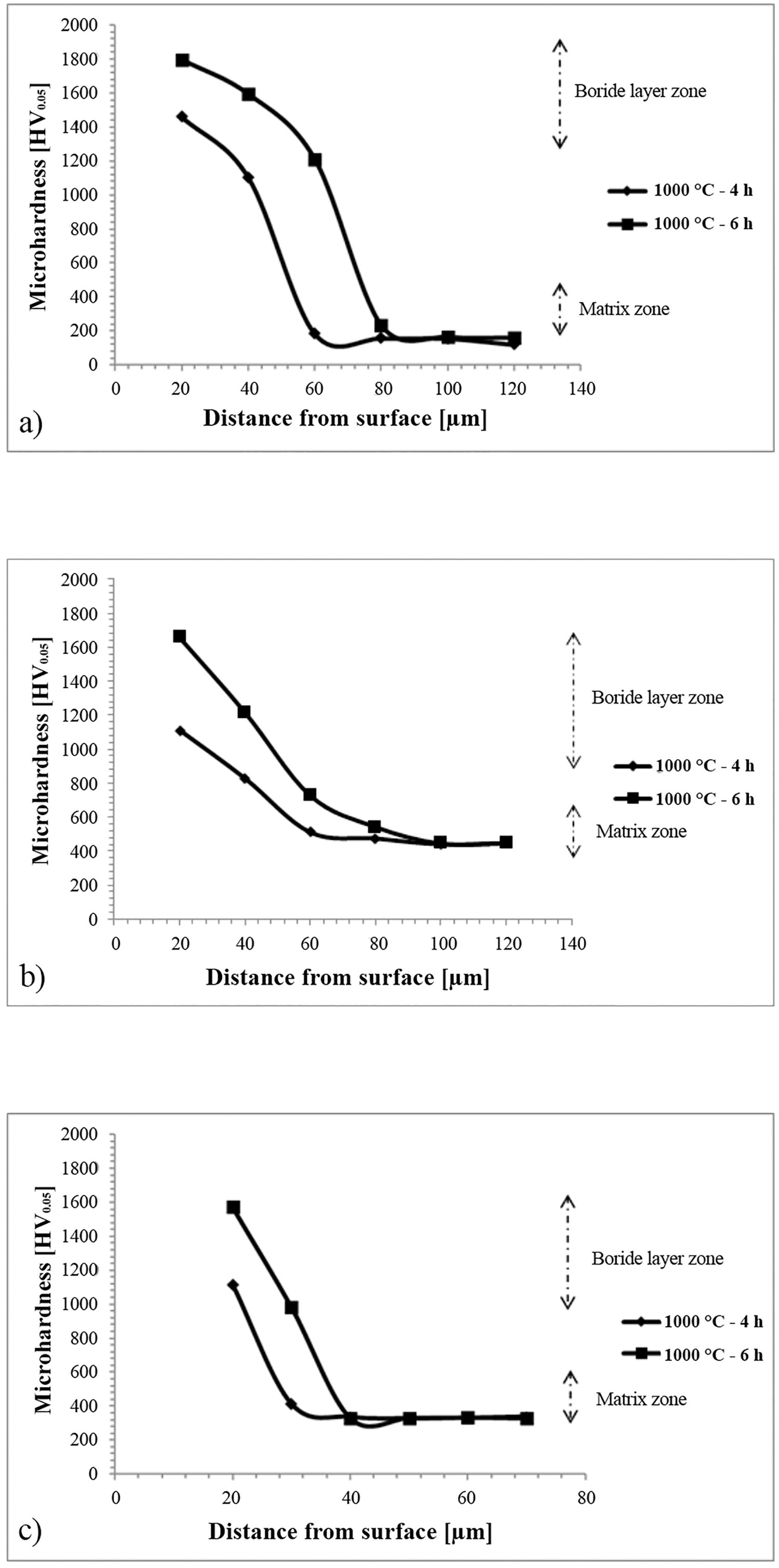
It was found that the hardness values increase with boriding time for a constant process temperature. It has been reported in the previous studies that the most important phases affecting the coating hardness are the Fe2B and FeB phases [34,35]. The peak values of hardness within the layer were associated with the presence of these phases, as inferred from the results of the XRD analysis. The obtained hardness values were approximate compared to the raw hardness of the stainless steel materials used in the study on applying the boriding process, with an increase of 10 times for AISI 304, 4 times for AISI 420 and 5 times for AISI 430. Owing to the specific structure of the double-layered boron coating (double-layer structure with an upper layer of FeB supported on an inner layer of Fe2B), the coating area is hard and columnar. During the coating process, there was a significant increase in hardness along with the distortion of lattice structure as the boron atoms diffuse into the internal structure of the steel matrix via the diffusion mechanism. It is seen that the phases such as CrB and MnB determined by XRD analysis, increase the coating hardness of the coating.
XRD examination
The XRD analysis was performed using (Panalytical X- Pert Pro). The CuKα radiation with the 2θ angles of 100–900 was used for the analysis. The results of the XRD process applied to AISI 304, AISI 430, and AISI 420 materials, borided at 1000 °C for 6 h are depicted in Figure 5. The phases obtained from the XRD analysis results are for AISI 304 FeB, Fe2B, CrB, and MnB for AISI 420 FeB, Fe2B, CrB, and MnB and for AISI 430 FeB, Fe2B, and CrB phases. The growth mechanism of the phases in the boride coating is described in three stages. Initially, there is a complete growth of the acicular crystals of Fe2B preferentially on the Fe surface. In the second stage, the Fe2B crystals interact with the adjacent crystals and grow inside the metal as the matrix surface is fully coated. Finally, the orientation of FeB enhances with an increase in depth toward the FeB-Fe2B interface, according to the texture profile of the Fe2B zones that are transformed into FeB [17].
X-ray diffraction patterns determined at the borided surface for 1000 °C-6 h process condition (a) AISI 304 (b) AISI 420 (c) AISI 430.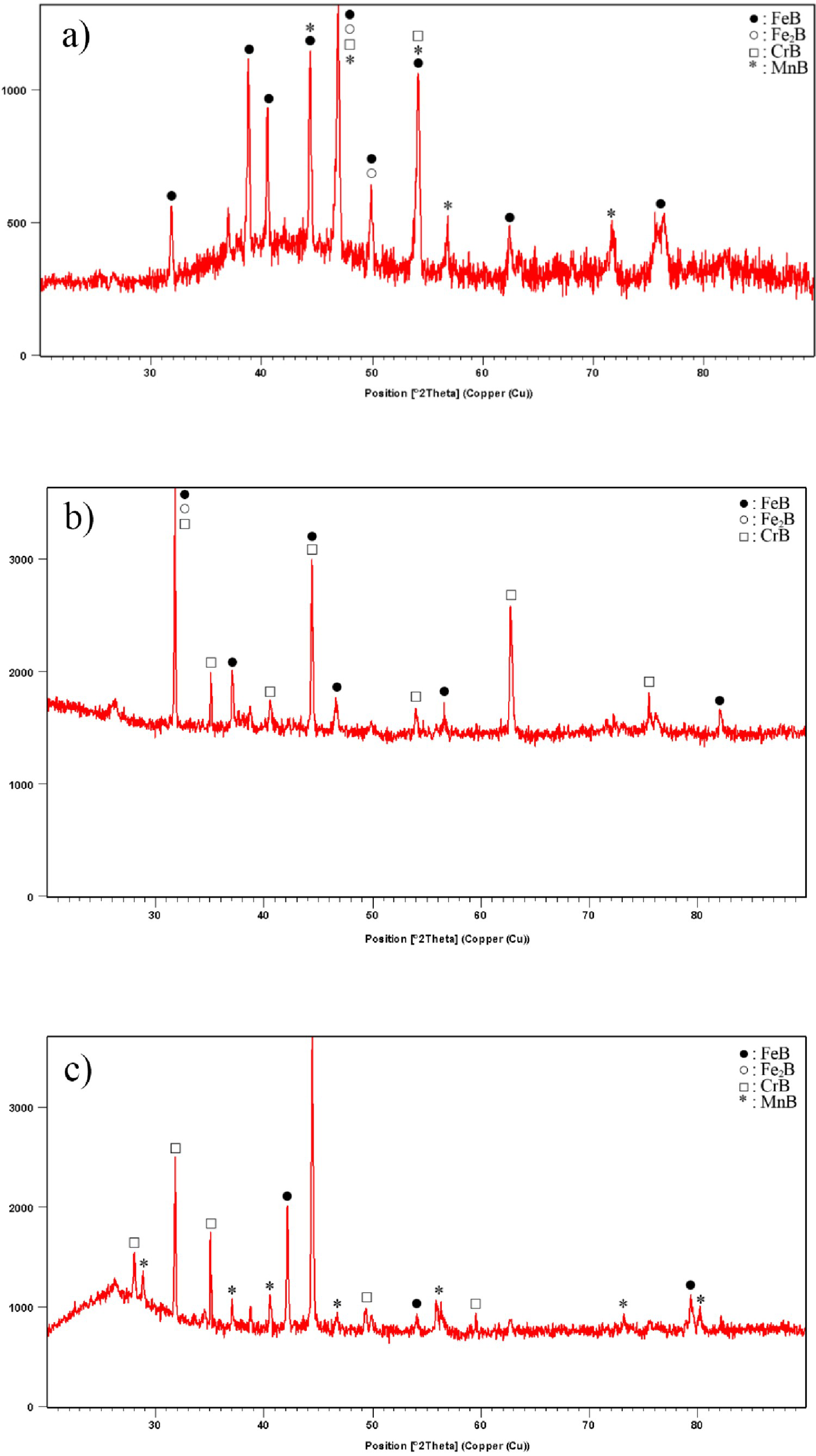
Activation energy
As mentioned above, the boriding surface treatment is a diffusion-based process. Therefore, the obtained activation energy can be used to find suitable applications of the process.

In Equation (1), x is the layer thickness, and t is the processing time. From graph 6, it is seen that the change in the squares of the layer thicknesses values varies parabolically with boriding time for the steel materials investigated in this study. The growth rate constant (D) was calculated by combining the inferences from Equation (1) and graph 1. Equation (2) (Arrhenius Equation) was used to calculate the activation energy.
From Figure 6, activation energies of each material for an applied temperature and time parameters are obtained from the slope of the lnD vs 1/T graph.
Square of the boride layer thickness of the steels and processing temperature dependence of the growth rate constant (a and b) AISI 304; (c and d) AISI 430; (e and f) AISI 420.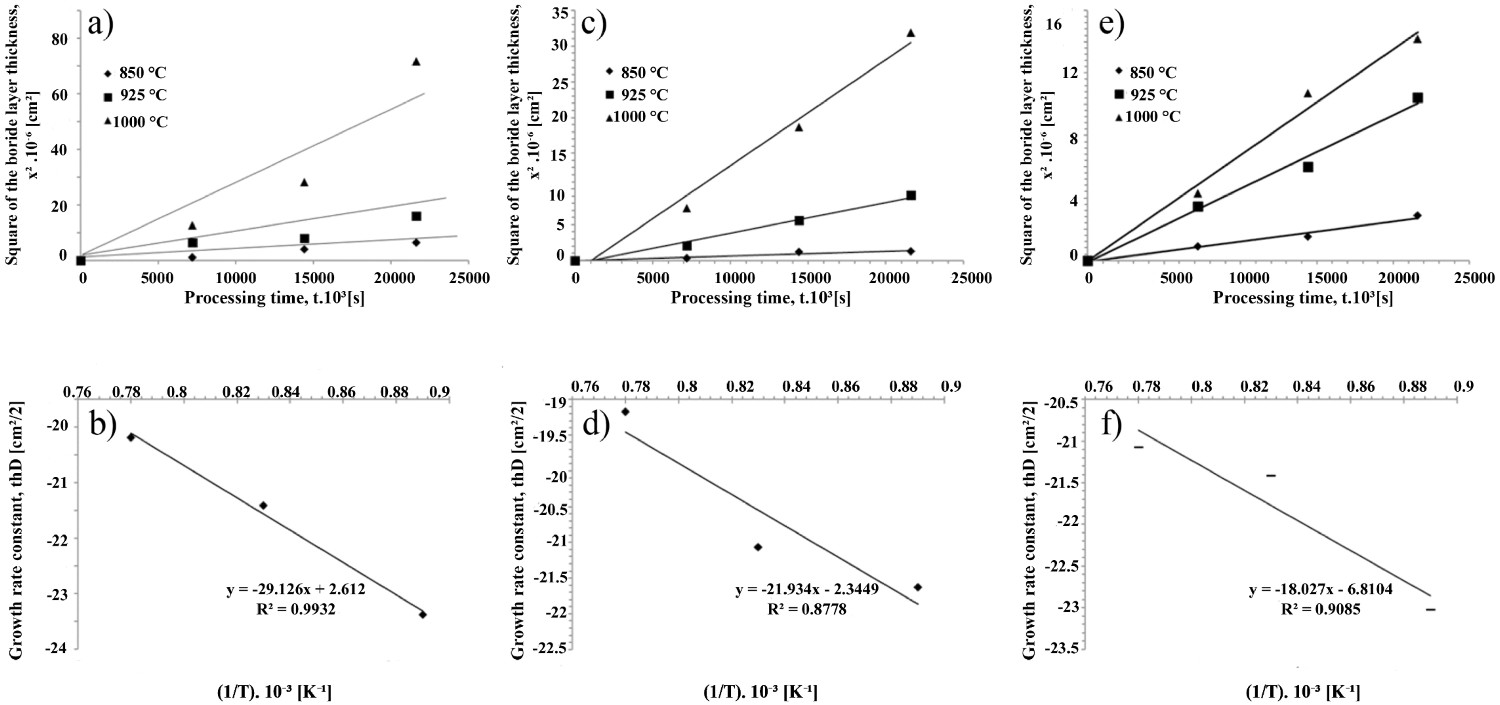
As a result of the obtained results, the activation energies of AISI 430, AISI 420, and AISI 304 under the coating parameters (850 °C–925 °C–1000 °C/2 h–4 h–6 h) were found to be 151.373, 242.153 and 182.359 kJ mol−1, respectively. The experimental accuracy of the Arrhenius equation was further proved by the comparison of the coating thickness and activation energy. The R2 values were found to approach 1, indicating the accuracy of the mathematical model. According to phenomenology, the thickness values of the coating are low in metals with high activation energy. The activation energies of the stainless steels materials used in this study are found to be dissimilar due to the ratio of the alloy elements present in the materials.
In the thermal diffusion-based boronization process, there are two main mechanisms for the diffusion of the boron atom to the iron-based matrix. These include the vacancy diffusion in the steel structure caused by surface defects and the interstitial diffusion attributed to the significantly small atomic radius of boron compared to the size of iron atoms [36].
Comparison of the activation energy for the diffusion process in this and previous studies.
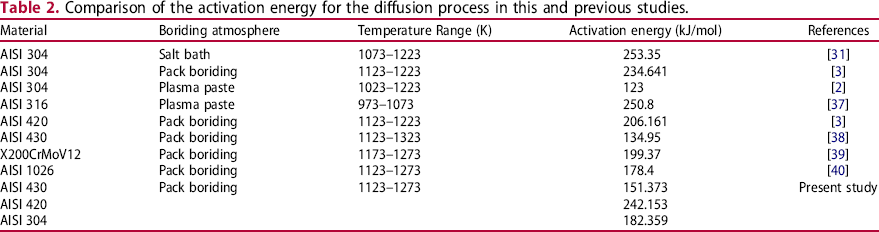
The activation energy values obtained in this study are shown in Table 2, along with the data obtained in comparison with the previous studies [2,3,31,37-40].
Corrosion
The boriding surface treatment of stainless steel significantly increases corrosion resistance. The corrosion test was performed by placing the samples in 10% HCl solution. The weight measurements were calculated cumulatively for a total of 28 days by recording the weight of the samples every seven days. Before each weight loss measurements, samples were taken from the acid solution, cleaned with distilled water and alcohol, and then dried for a certain period of time. At the end of the processes following these steps, the samples were weighed with electronic balance with 0.0001 g precision. Observations on the morphology of borided stainless steels during the immersion corrosion test (over cumulative weight measurements every 7 days for 28 days) were respectively indicated. At the end of the first 7 days; Corrosive degradation was observed partially at the initial level in the appearance of the coated steels in immersion HCl acid solution. At the end of 14 days; It was observed that the presence of micro-voids and porosity structures began to form on the surfaces. With the start of the immersion test, intense chloride ions (Chloride is known as the most common agent for initiation of pitting) were started to be directed under the coating layer through these microvoids formed over time. When these ions reached the steel surface (matrix), the degradation of the structure was accelerated due to anodic dissolution at the steel material and coating interface. At the end of 21 days; thanks to the small size of chloride ions, having strong penetration and absorption ability, it was observed that micro-voids are enlarged and macro-void regions were formed. Finally, at the end of 28 days, which is the final measurement step; It was found that the structures with regional separations were significantly corroded. After the immersion corrosion test, XRD analysis of corroded stainless steels was performed. After the Immersion corrosion test of coated stainless steels (borided at 1000 °C for 6 h), XRD analysis results were given in Figure 7. It was determined that chromium oxide and iron oxide formations were formed as a result of corrosive reactions.
After the Immersion corrosion test of coated stainless steels (Borided at 1000 °C for 6 h), XRD analysis results and Macro pictures of AISI 304 (a) AISI 304 (b) AISI 430 (c) AISI 420 (d) Uncoated AISI 304 (e) Borided AISI 304 (f) Corroded AISI 304.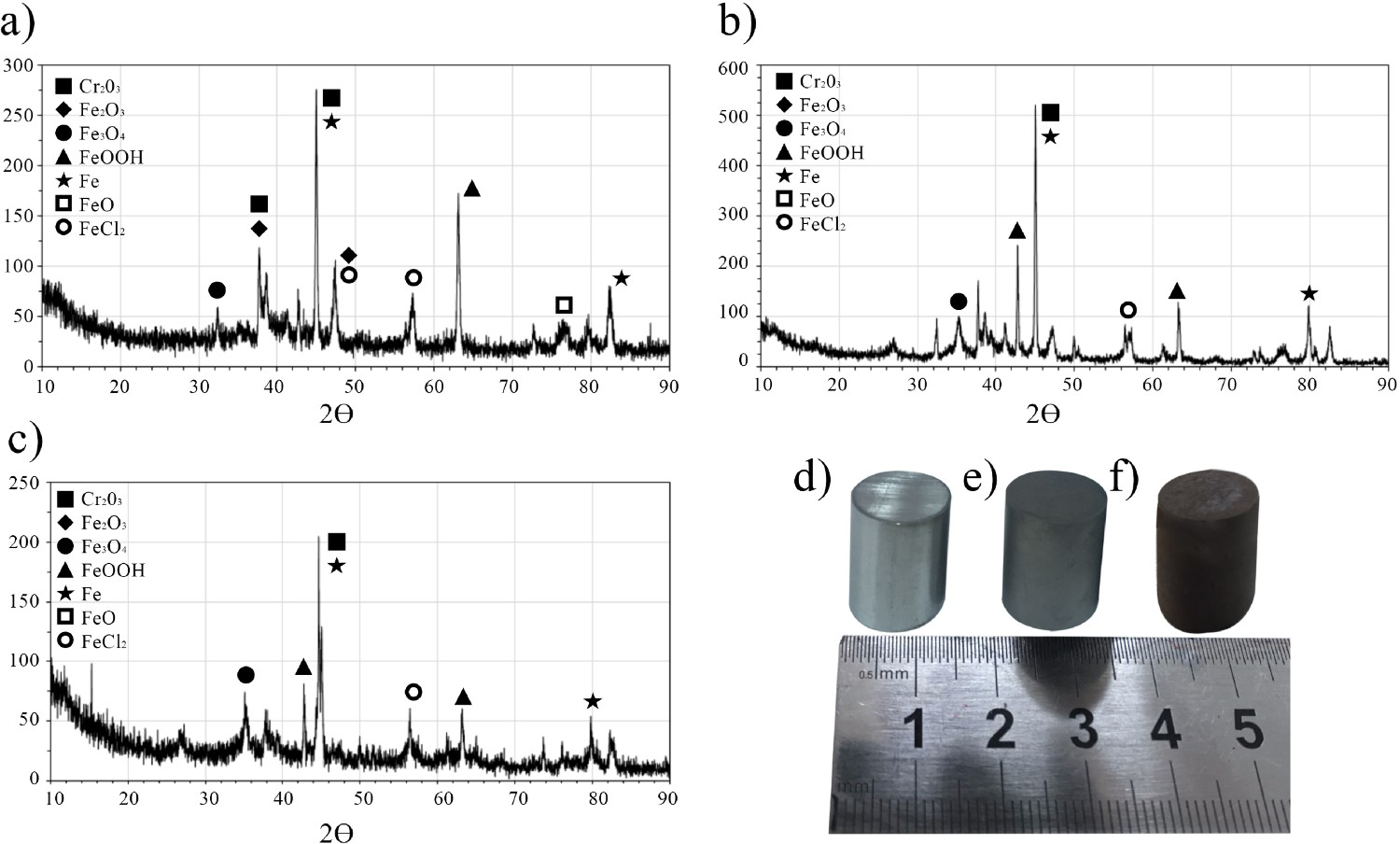
The corrosion test led to the formation of voids and cracks on the surfaces of the materials. This study showed that the boriding surface treatment of three types of stainless steel increased the corrosion resistance of the materials. Different values of corrosion resistance were obtained for the borided stainless steel materials due to the change in the ratio of the alloying elements. Figure 8 shows the time-dependent weight loss profiles of borided and uncoated ferritic, martensitic, and austenitic stainless steels in the acid solution. From Figure 8, it is seen that the samples borided at 925 °C for 6 h provided the optimum coating process parameters required to increase the corrosion resistance. Low corrosion resistance was observed for the stainless steel under high coating temperatures and this phenomenon is attributed to the formation of micro cracks and disruption in the coating material interface during the surface treatments [41,42]. Besides, it has been reported that the FeB and Fe2B phases detected by the XRD analysis have formed cracks on the surface due to the different values of thermal expansion coefficients for the coating layer undergoing the cooling process. The weight loss values of the uncoated stainless steel samples immersed in 10% HCl solution were calculated to be 73,101.7 mg, 41,324, and 428.9 mg for AISI 430, AISI 420, and AISI 304 materials, respectively. The AISI 304 material was found to show high corrosion resistance against HCl compared to AISI 420 and AISI 430. This is attributed to the high concentrations of Ni element in the steel samples that increases the corrosion resistance of the passive film. In this study, the boriding surface treatment of stainless steel material enhanced the corresponding corrosion resistance. The results were compared to the behaviour of untreated stainless steel materials. The boriding surface treatment of the steel was found to enhance the corrosion resistance. Besides, the highest corrosion resistance increase was observed in AISI 430.
Time-related weight losses of borided and unborided stainless steels in HCl immersion acid solutions (a) AISI 420 (b) AISI 430 (c) AISI 304 (d) High magnification for AISI 304.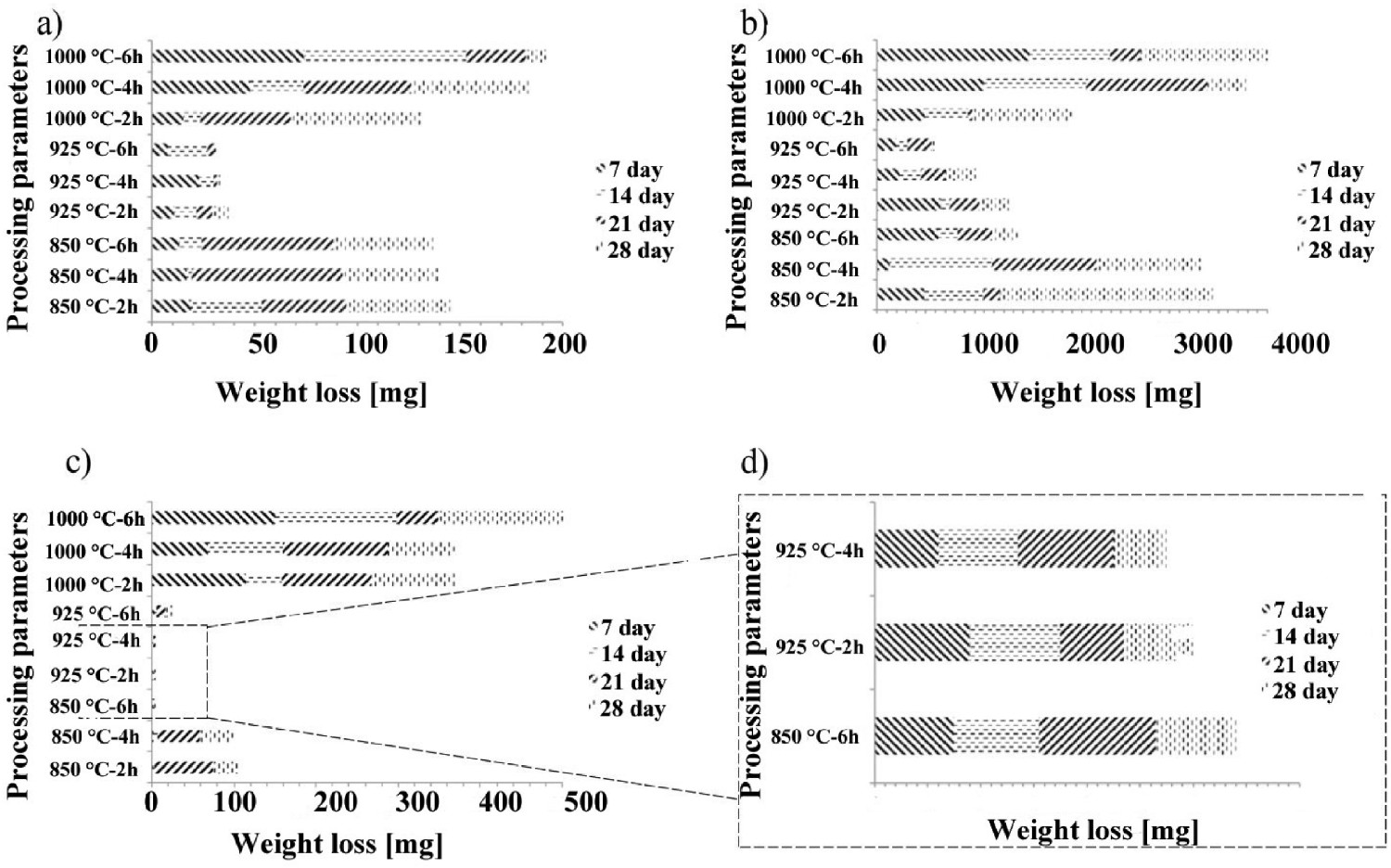
The type and rate of the corrosion mechanism depend on the corrosion environment. In the presence of HCl, the electrochemical and chemical degradation resulted in the formation of pits and rapid penetration in the material, which initiated the pitting corrosion mechanism. From the observed results, it is seen that the pitting corrosion mechanism was primarily prevented by the formation of the boride layer which extended longer service life and controlled corrosion for the material [43-45].
Conclusions
The boriding process was properly applied for the surface treatment of AISI 304, AISI 420, and AISI 430 stainless steels.
A compact interface was formed between the boride layer and the matrix. The coating layer was found to be planar.
Thanks to higher processing temperatures and times, it was acquired to thicker coating values for boride layers. The maximum layer thickness values for AISI 304, AISI 420, and AISI 430 materials were found to be 89.59, 56.47, 37.64 μm, respectively.
The maximum hardness values were measured to be 1736, 1659, and 1572 HV0.05, respectively, for AISI 304, AISI 420, and AISI 430 materials. The hardness of boride layers was improved to be approximately 10 times for AISI 304 and 4–5 times for AISI 420 – AISI 430 higher than the untreated samples.
It was confirmed from the XRD analysis that the dual phases (FeB and Fe2B) were the major phases. In addition to these phases, AISI 304 and AISI 420 showed CrB and MnB phases while AISI 430 showed the existence of CrB.
The coating growth kinetics were calculated using the Arrhenius equation in which processing time and temperature are a function. The boride layer activation energies for AISI 304, AISI 420, and AISI 430 were determined to be 182.359, 242.153, and 151.373 kJ mol−1, respectively.
At the end of the immersion corrosion test, varying degrees of corrosion resistance was achieved in borided steels compared to uncoated stainless steels against 10% HCl solution. The maximum corrosion resistance for coated steels was achieved under the process parameters of 925 °C temperature and 6 h of processing time. After coating, the highest corrosion resistance increase was found in AISI 430.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).