
Abstract
Polyester fabric is widely used in our daily life, while it is highly flammable and easy to produce melt dripping during combustion causing huge potential hazards. Endowing polyester fabric with flame retardancy and dripping-resistance simultaneously is still a difficulty. Eco-friendly polyethylenimine/phytic acid (PEI/PA) coating on polyester fabric was fabricated in this study. The limiting oxygen index value of coated fabric increased from 21.3% of uncoated one to higher than 40%. The dripping phenomenon of coated fabrics was completely eliminated. The coated polyester fabrics possessed good flame retardant durability after washing. Thermogravimetric analysis results indicated that PEI/PA coating promoted the char formation of polyester fabrics resulting in dripping-resistance. Scanning electron microscopy results demonstrated that PEI/PA coating could act through the intumescent flame retardant action. This study provides a facile method for durable flame retardant and dripping-resistant thermoplastic fabric using eco-friendly chemicals by the simple layer-by-layer assembly.
Keywords
Introduction
Polyester is widely used as clothing and industrial textiles due to its excellent mechanical strength, chemical and fatigue resistance [1]. However, polyester with a limiting oxygen index (LOI) value of about 20–22% belongs to flammable material restricting its applications. The thermoplastic polyester is easy to form melt dripping during combustion, which may bring about serious secondary disasters [2,3]. Therefore, endowing polyester with flame retardancy and dripping-resistance simultaneous is extremely important, which is still the difficulty in the polyester flame retardant field at present [4,5].
Many efforts have been made to improve the flame retardancy and dripping-resistance of polyester, which could divide into three methods including copolymerisation flame retardant [6,7], blending flame retardant [8,9] after treatment [10,11]. Among them, the last method is the most common and convenient method. Layer-by-layer (LBL) assembly method is one of the most important after-treatment methods. Comparing with traditional flame retardant methods, the LBL assembly method possesses some advantages. LBL assembly method is a cost-effective method for fabricating functional coatings which rely on mild conditions such as room temperature, atmospheric pressure. LBL assembly method brings less influence on the physical and mechanical properties of substrate [12-14]. LBL assembly flame retardant treatment of polyester fabric also has been reported [15,16].
Halogen-based flame retardants are the most effective flame retardants for polyester, such as decabromodiphenyl ether and hexabromocyclododecane. However, the halogen-based flame retardants will produce dioxin and toxic gases during the combustion. More and more halogen-based flame retardants have been forbidden to use [17,18]. In addition, halogen-based flame retardants are the high-efficiency flame retardants for polyester, while they couldn't improve the dripping-resistance generally. Therefore, eco-friendly flame retardants with effective dripping-resistance for polyester fabric are urgent.
The flame retardants which could generate the protective carbon layers or promote polyester fabrics to form stable char are the effective flame retardants to improve the flame retardancy and dripping-resistance of polyester fabric simultaneously [19]. Intumescent flame retardant (IFR) system is one of the eco-friendly and high-efficiency flame retardants which has been studied extensively [20]. IFR system could act through both gas and condensed phase flame retardant mechanism by charring to form intumescent carbon layer and blowing effect [21,22]. Therefore, IFR system could improve the flame retardancy and dripping-resistance of polyester fabrics simultaneously. Charged phosphorous containing acid source polymers have been used to couple with charged carbon source and blowing source polymers to fabricate the IFR system. The polyethylenimine/ammonium polyphosphate (PEI/APP) IFR coating has been constructed on polyester fabrics by LBL assembly positive charged PEI and negatively charged APP [23]. The treated polyester fabric obtained a certain flame retardancy and excellent dripping-resistance. Bio-based flame retardants have been explored to substitute the conventional halogen and phosphorus containing flame retardants, such as chitosan (CH) and phytic acid (PA). CH containing carbon and nitrogen elements has been studied to be used as a component of the IFR system [24,25]. We have constructed the CH/APP IFR coating on polyester fabric in our previous research [26]. The coated polyester fabric achieved excellent dripping-resistance, while its flame retardancy was unsatisfactory. PA as a green, renewable, sustainable natural flame retardant has been reported to flame retardant treatment for cotton, silk and wool fabrics [27-29].
In this paper, in order to reduce the flammability and eliminate the dripping of polyester fabric, bio-based PA was LBL assembly coated with PEI to construct the IFR coating on polyester fabric. The flame retardancy of polyester fabrics before and after treatment was determined. The flame retardant durability of polyethylenimine/phytic acid (PEI/PA) coating on polyester fabric was also studied. The thermal stability and flame retardant mechanism of PEI/PA coating on the polyester fabric were investigated in this research.
Materials and methods
Materials and chemicals
Polyester woven fabric (120 g m−2) was provided by Dongguan Yunfan Textile Co., Ltd. (Guangdong, China). Polyethylenimine (PEI, M.W. 10000, 99%) and PA solution (70%) were provided by Aladdin reagent Co., Ltd (Shanghai, China).
LBL assembly PEI/PA coating on polyester fabrics
Pure PEI and 70% PA solution were dissolved or diluted in deionised (DI) water to prepare 2%, 3%, 5%, 10% (mass concentration) PEI and PA solutions, respectively. Polyester fabric was immersed in the different concentrations of PEI solutions for 30 min, which was then dried at 70°C for 1 h on the oven. The treated polyester fabric was immersed in PA solution for 30 min and dried at 70°C for 1 h on the oven. Polyester fabric repeated the immersion cyclic process for 3, 4 or 5 cycles, the coating process is shown in Figure 1. The samples were named PEI-2/PA-2, PEI-3/PA-3, PEI-5/PA-5 and PEI-5/PA-10 representing the polyester fabrics which were LBL assembly coated by 2% PEI/2% PA, 3% PEI/3% PA, 5% PEI/5% PA and 5%PEI/10% PA for repeating three cycles, respectively. After the samples completing the cycles, they were washed by DI water for 2 min and dried at 70°C for 1 h on the oven.
LBL assembly process of PEI/PA coating on polyester fabric.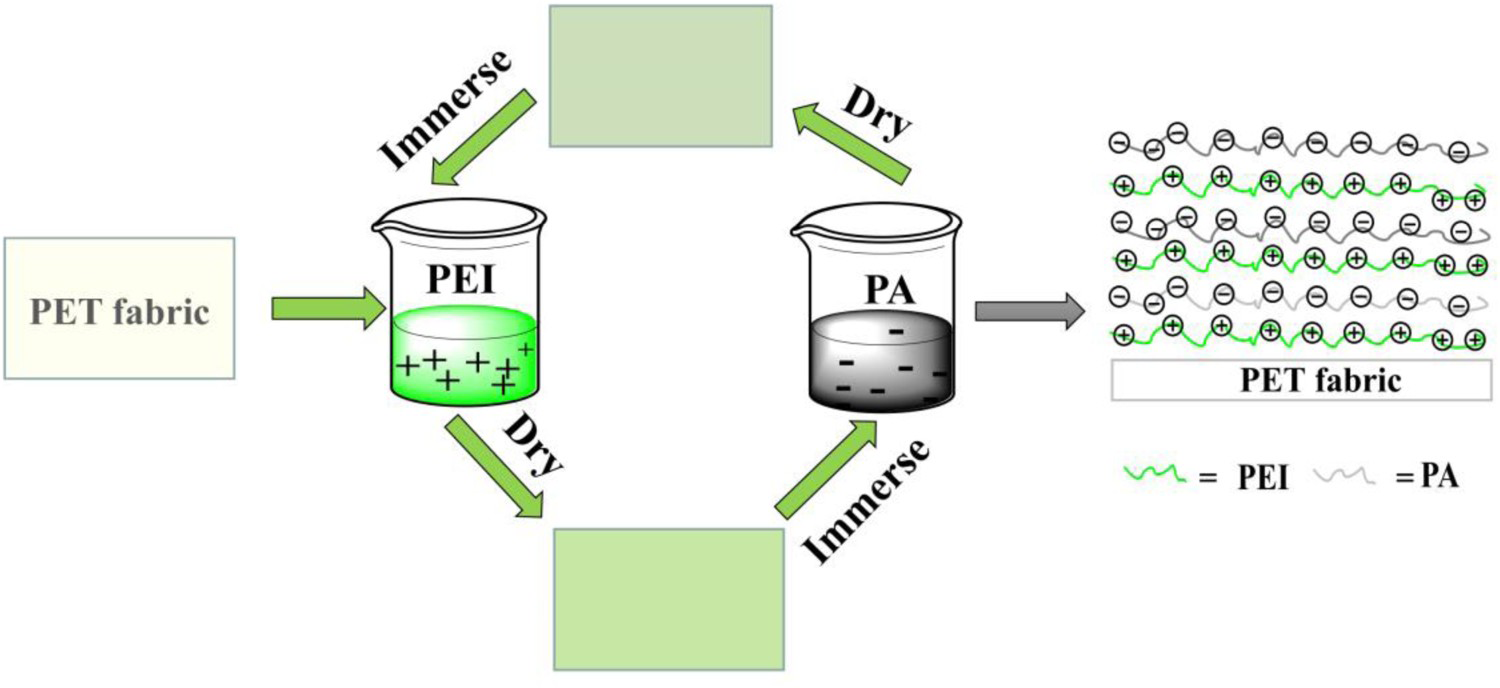
Characterisation
The add amount of coated fabric was measured by the following equation:

where M0 is the mass of uncoated fabric, M is the mass of the fabric after different treatment.
Fourier transform infrared (FTIR) spectra was used to measure the changes of characteristic groups of polyester fabrics before and after treatment which was conducted on a Thermo Nicolet Avatar 6700 FTIR. LOI value was performed on a JF-3 oxygen index instrument (Jiangning Analysis Instrument, China) at room temperature according to ASTM D2863 testing procedure. The vertical flame test was conducted on the YG(B)815D-I flame retardant performance tester (Wenzhou Darong, China) according to ASTM D6413 testing procedure. Flame retardant durability of coated polyester fabric was evaluated according to the AATCC 61-2006 standard which was washed at 49°C for 45 min by using 2 g L−1 synthetic detergent corresponding to 5 home machine laundering cycles (LCs). Thermal gravimetric analyser (DTG-60H) was used to measure the thermal stability in the range of room temperature and 800°C both under nitrogen and air atmosphere. The surface morphology of polyester fabrics and their char residues after vertical flame were viewed by a Hitachi S-4800 scanning electron microscopy (SEM).
Results and discussion
Characterisation of treated polyester fabric
FTIR spectra of polyester fabrics before and after coating was shown in Figure 2. The peaks at 1720 and 1245 cm−1 are ascribed to characteristic absorption peak of ester C=O bond. There are also other characteristic peaks around 1400 cm−1–700 cm−1 in the uncoated polyester fabric spectra curve. New characteristic peaks appear in the spectra curve of coated polyester fabric. The peak at 1640 cm−1 is ascribed to the vibration absorption of N–H bond in PEI. The new peaks at 1128, 1068 and 972 cm−1 are attributed to the absorption peaks of P=O, O–P–C and P–O bonds belonging to PA. These results revealed PEI and PA have been successfully applied on polyester fabric to form the flame retardant coating.
FTIR spectra of (a) uncoated polyester fabric, (b) PEI-3/PA-3.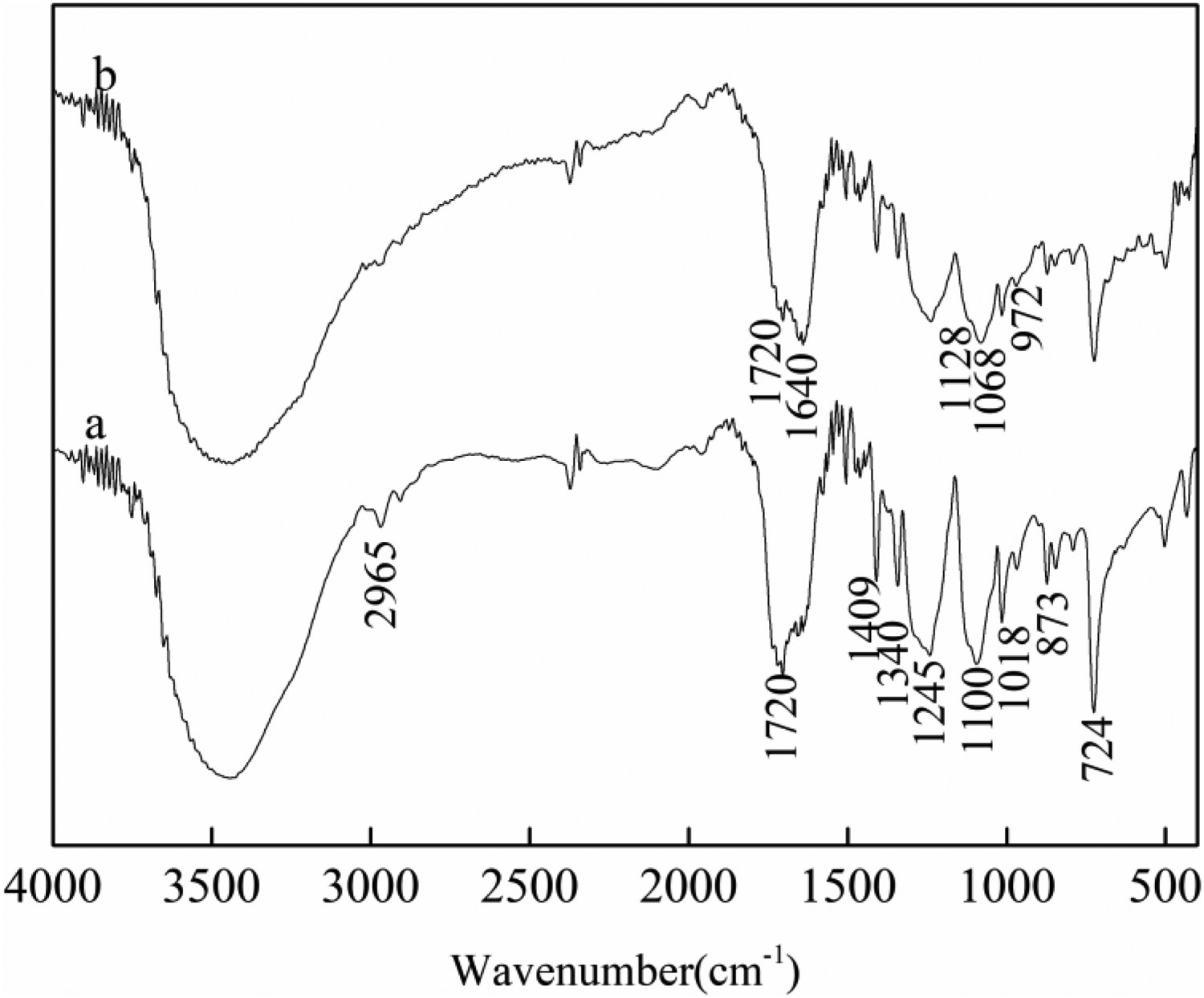
Figure 3 shows the morphology of polyester fabrics before and after coating. The morphology of uncoated polyester fibre was clean and smooth, while the surface of coated polyester fibres changed obviously covering with PEI/PA coating. The covering area of the coating on polyester fabric increased with the concentration of PEI and PA solutions. The fibres are closely connected together with each other due to the PEI/PA coating. Therefore, the results revealed that PEI/PA IFR coating was fabricated on polyester fabric successfully.
The surface morphology of polyester fabrics (a) uncoated fabric, (b) PEI-2/PA-2, (c) PEI-3/PA-3, (d) high magnification of PEI-3/PA-3.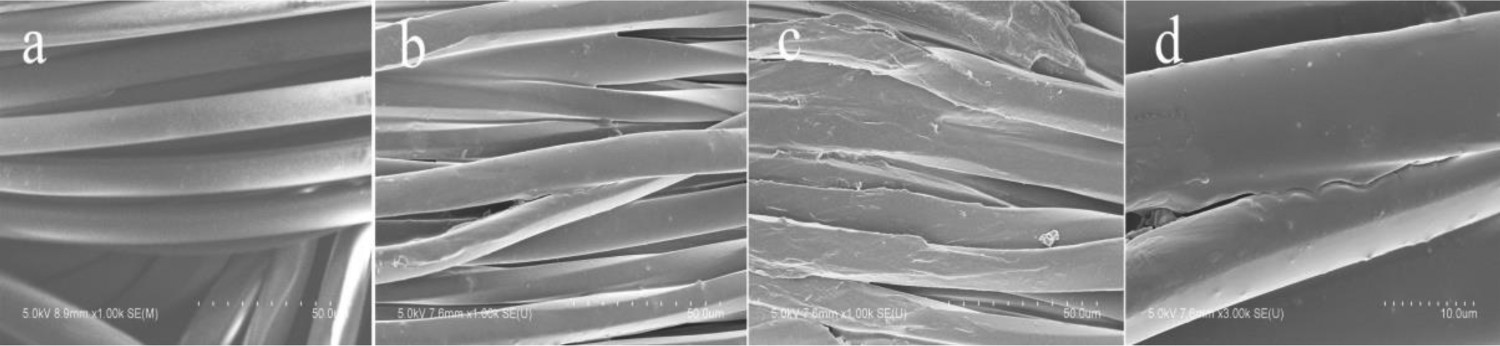
Flame retardancy and dripping-resistant property
Table 1 shows the LOI values and vertical flame test properties. Figure 4 shows the photographs of polyester fabrics after the vertical flame test.
The photographs of polyester fabrics after vertical burning (a) uncoated fabrics, (b) PEI-2/PA-2, (c) PEI-3/PA-3, (d) PEI-5/PA-5 and (e) PEI-5/PA-10. Flame retardant properties of polyester fabrics. All the coated polyester fabrics were subjected to three immersion cycles of PEI/PA.

As shown in Table 1, the LOI value of uncoated polyester fabric was 21%, and its char length was 18.5 cm with the after-flame time of 19.5 s indicating the high flammability. There also existed heavy dripping of uncoated polyester fabric during combustion. While the flame retardancy of coated polyester fabric was greatly enhanced. The LOI value of PEI-2/PA-2 was 27%, and its char length decreased to 16 cm. As for PEI-3/PA-3 and PEI-5/PA-5, the LOI values increased to 29.7% and 33%. The LOI value reached higher than 40% for PEI-5/PA-10. The char length of coated fabrics decreased with the added amount of PEI/PA IFR coating, which reduced to lower than 10 cm of PEI-5/PA-10. The increasing LOI value and decreasing of char length with the added amount revealed the gradual improvement of flame retardancy. Both the after-flame time and after-glow time were 0 s when the added amount of PEI/PA IFR coating on polyester fabric was higher than 53.5% of PEI-3/PA-3, and its dripping phenomenon was eliminated. It can also be seen from Figure 4 that the char length continued to reduce, with the increasing of the added amount, which also confirms the gradual improvement in the flame retardancy of the coated polyester fabric. Therefore, the polyester fabric obtained excellent flame retardancy and dripping-resistance even when it was treated by 3% PEI and 3% PA solutions for 3 immersion cycles.
The added amount increased with the increasing concentration of PEI and PA solutions. It reached higher than 100% of PEI-5/PA-10, the stiff of the coated samples were much higher than uncoated one, while their tensile strength haven't been influenced. The high add amount of coated polyester fabrics with excellent flame retardancy and dripping-resistance could be potentially used as industrial textiles.
Flame retardant properties of coated polyester fabrics before and after 5 home LCs.
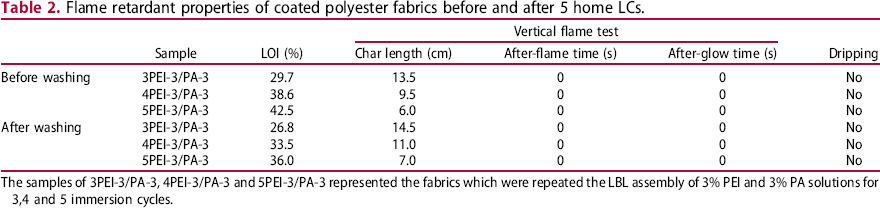
The samples of 3PEI-3/PA-3, 4PEI-3/PA-3 and 5PEI-3/PA-3 represented the fabrics which were repeated the LBL assembly of 3% PEI and 3% PA solutions for 3,4 and 5 immersion cycles.
The char length of coated polyester fabrics after washing increased slightly as shown in Figure 5 and no sign of dripping has been observed in the polyester fabrics before and after washing. These results showed the LBL assembly PEI/PA coating on polyester fabric revealing good washing durability. This may result from the positive charged PEI could react with negative charged PA to form insoluble polymer film on the polyester fabric [30].
The photographs of coated polyester fabrics before washing (a) 3PEI-3/PA-3, (b) 4PEI-3/PA-3, (c) 5PEI-3/PA-3 and after 5 home LCs (d) 3PEI-3/PA-3, (e) 4PEI-3/PA-3, and (f) 5PEI-3/PA-3.
Thermal stability
The thermal stability of polyester fabric was measured by thermogravimetric analysis (TGA) as shown in Figure 6. The relevant data are summarised in Table 3.
TG curves of polyester fabrics before and after coating under (a) nitrogen, (b) air atmosphere. Thermal gravimetric analysis data of polyester fabrics. T−10% representing the onset decomposition temperature is the temperature of 10% mass loss, Tmax represents the temperature of the maximum mass loss rate.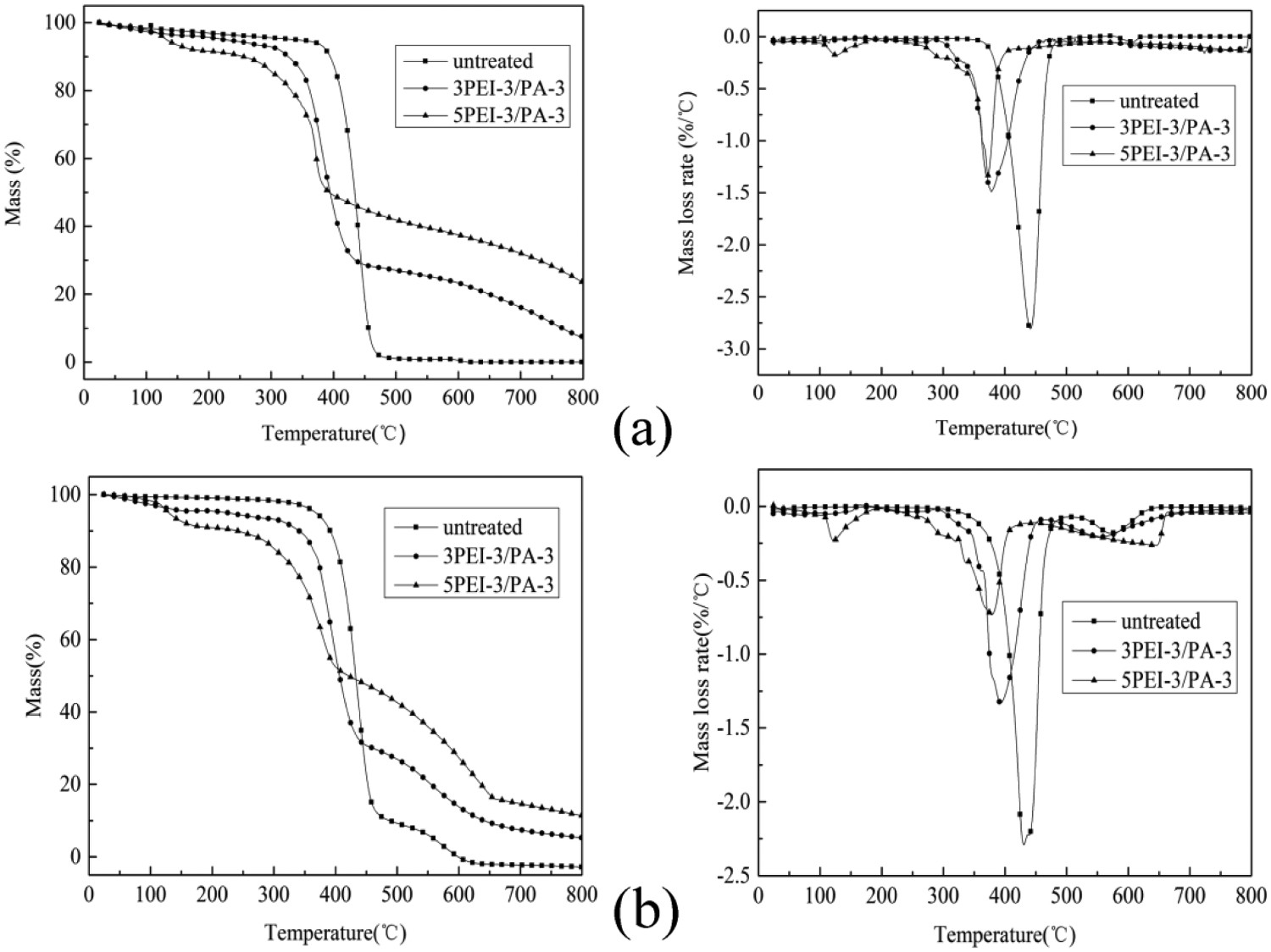
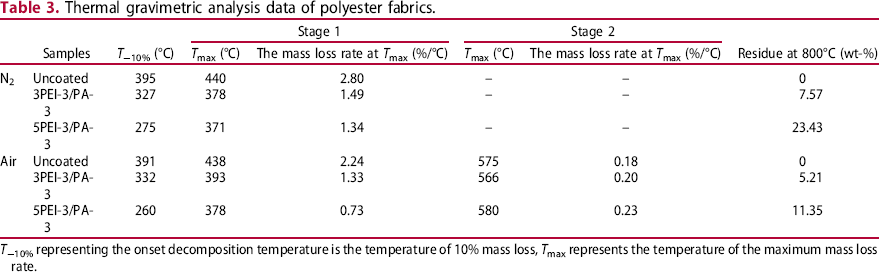
As shown in Figure 6(a) and Table 3, there exists one mass loss stage of polyester fabrics under N2 atmosphere. The T−10% of uncoated polyester fabric was 395°C, while it reduced to 327°C of 3PEI-3/PA-3 and 275°C of 5PEI-3/PA-3. The Tmax of coated polyester fabric showed the same tendency with T−10%. The decreasing of T−10% and Tmax was probably due to the lower onset decomposition temperature of PEI/PA coating and the promotion of the decomposition of polyester fabric by this coating. There was no char residue of uncoated polyester fabric at 800°C. The coated polyester fabrics retained 7.57% and 23.43% char residues for 3PEI-3/PA-3 and 5PEI-3/PA-3, respectively. This phenomenon revealed that flame retardant treatment of polyester fabric by PEI/PA coating could promote the formation of stable char.
As shown in Figure 6(b) and Table 3, there exist two mass loss stages of polyester fabrics before and after coating under air atmosphere. The first stage is mainly the pyrolytic degradation of polyester fabric and char formation, the second stage is ascribed to oxidative degradation of unstable char at a higher temperature. T−10% and Tmax of the first stage of coated fabrics also decreased comparing with the uncoated one. As for the Tmax at the second stage showed a different tendency, the Tmax of 3PEI-3/PA-3 was lower than the uncoated one, while the Tmax of 5PEI-3/PA-3 was higher than the uncoated one. The reason for this may be due to the PEI/PA coating would promote the decomposition of polyester fabric to form char at a lower temperature. The amount of stable char increased with the added amount of PEI/PA coating, thus improving the stability at a higher temperature. The char residues increased with the LBL assembly immersion cycles of PEI-3/PA-3 comparing with no char residue of uncoated one. This result also demonstrated that PEI/PA coating promoted the formation of stable char of polyester fabrics under air atmosphere.
Therefore, PEI/PA coating on polyester fabrics changed the thermal decomposition process to promote the char formation, which may act through condensed phase action by forming the barrier to prevent the further thermal decomposition of polyester fabric. This may be the reason for endowing polyester fabric with excellent flame retardancy and eliminating the dripping phenomenon.
SEM images of char residues
The morphology of char residues is shown in Figure 7, and the surface of the uncoated polyester char residue exhibited cracks. While the morphology of coated fabric char residues changed distinctly comparing with uncoated ones. The char residue of coated fabric became more continuous than uncoated with many bubbles on its surface. This may be due to the IFR action of PEI/PA coating. PEI containing nitrogen (N) element and PA containing phosphorus (P) element could form P–N synergistic effect to endow polyester fabric with excellent IFR flame retardant action. The flame retardant system of PEI/PA coating on polyester fabric promoted the formation of a stable char layer, which could inhibit combustible gas diffusion and heat transmission. In conclusion, LBL assembly PEI/PA coating enhanced the flame retardancy and dripping-resistance of polyester fabric by promoting the formation of intumescent char layer.
The morphology of char residues (a) uncoated fabrics, (b) 3PEI-3/PA-3, (c) 3PEI-3/PA-3 at higher magnification.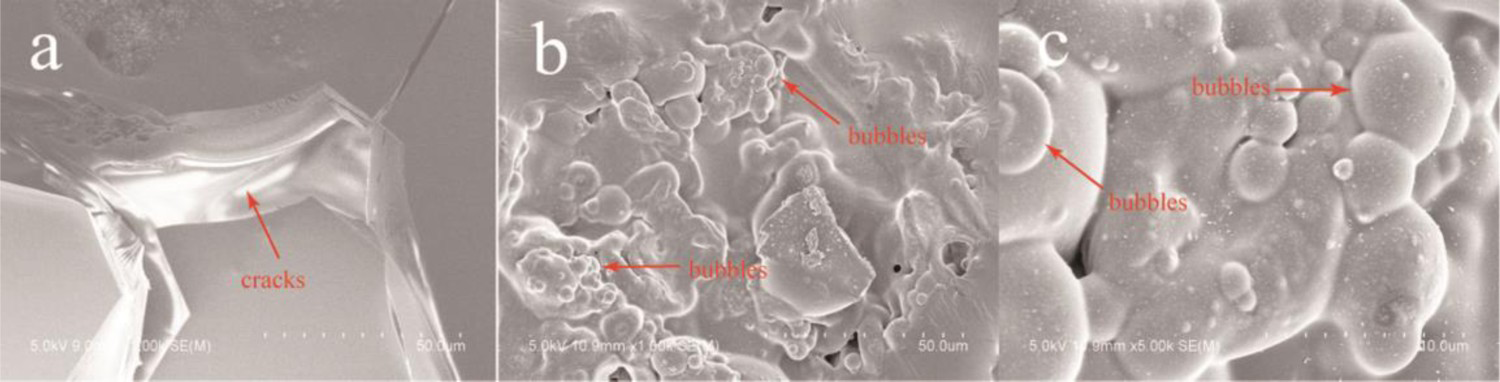
Conclusion
In this study, PEI/PA coating was LBL assembly fabricated on polyester fabric for eco-friendly flame retardant. The coated polyester fabric achieved the LOI value over 40% and no dripping showing excellent flame retardancy and dripping-resistance. Coated polyester fabrics revealed good washing durability after 5 home LCs, which may be due to the forming of insoluble polymer film on polyester fabric. TGA results showed that PEI/PA coating on polyester fabrics changed the thermal decomposition process to promote the char formation resulting in dripping-resistance. SEM results demonstrated that PEI/PA coating formed the IFR system acting through both gas and condensed phase flame retardant mechanism. The IFR action of PEI/PA coating on polyester fabric endowed excellent flame retardancy and dripping-resistance. This study provides a facile method for durable flame retardant and dripping-resistant thermoplastic fabric using eco-friendly chemicals by simple LBL assembly method.
Footnotes
Acknowledgements
This work was supported by the Natural Science Foundation of Anhui Province (No. 1908085QE225), the Key Research and Development Project of Anhui Province (No. 202004a06020023), and the Scientific Research Fund of Anhui Polytechnic University (No. Xjky2020047).
Disclosure statement
No potential conflict of interest was reported by the author(s).