
Abstract
In the current work, by using NiTi plasma spray, superhydrophobic property is developed for compressor parts used in aerospace engine. The durability of the coating enhances in case of droplet impingement in cold condition (temperature = 25 °C). For the hot condition the aforesaid coating needs to become hydrophilic for the retention of high durability characteristic. The discussed switching is achieved by keeping the coating with in an influence of electric field. The results revealed that the surface roughness (12.4 µm) of the coating supports the attainment of superhydrophobic characteristic depicting contact and rolling angle of 164° ± 1.5 and 8° ± 1, respectively at normal condition. By applying electric field, the coating is converted to hydrophilic in hot condition noticed by impact mapping of droplets. Furthermore, it has been observed that the coated steel plate shows better efficiency as compared to uncoated steel plate under electric field.
Introduction
Among all the steels, mild steel is widely used for various applications due to its inherent properties such as high tensile strength and ductility. However, with the above-mentioned advantages, it is also susceptible to various environmental effects such as wear, corrosion and high-temperature material degradation [1-5]. Therefore, efforts have been made by the researchers to protect the surface of the mild steel from different environmental effects. The decrement in the discussed effects enhances the surface properties and this is achieved by applying different types of coatings on the steel surface [6-10]. Owing to the aforesaid, the application of mild steel and coating expands. In the current work, the parts of the compressor section made up of special steels in the gas turbine engine have been targeted to replace with coated mild steel. The discussed fabrication is expected to reduce the maintenance cost and facilitate with easily repairing of the damaged parts.
The behaviour of a post impinged droplet on compressor parts of aerospace engine has been an interesting area of research since last three decades as the unfavourable interfacial behaviour between the droplet and the hot plate leads to the mechanical failure or reduction in the durability of the part [11-13]. After impingement of the droplet on the hot compressor parts, it finds thermal shock. Furthermore, owing to the thermal kick behaviour of the hot plate, improper momentum transformation (Figure 1(a)) takes place from the droplet to the hot plate [14]. As a result, the mechanical shock-absorbing capacity of the plate reduces. This phenomenon decreases the durability due to the repetitive impingement of the droplet on the plate surface. In case of exposure of the compressor parts to the dropwise impingement process, the retention of the high mechanical durability (the ability of the material to withstand the damages made by external agents (such as solid particles, impact, abrasion and water jet erosion)) has been a challenging task for the current generation researcher [15-17]. Therefore, in the current work, an attempt has been made to develop an appropriate process for addressing the issues stated above.
Schematic diagram of (a) improper momentum transformation mechanism, (b) droplet impingement on superhydrophobic surface and (c) mechanism depicting the formation of hydrophilic surface.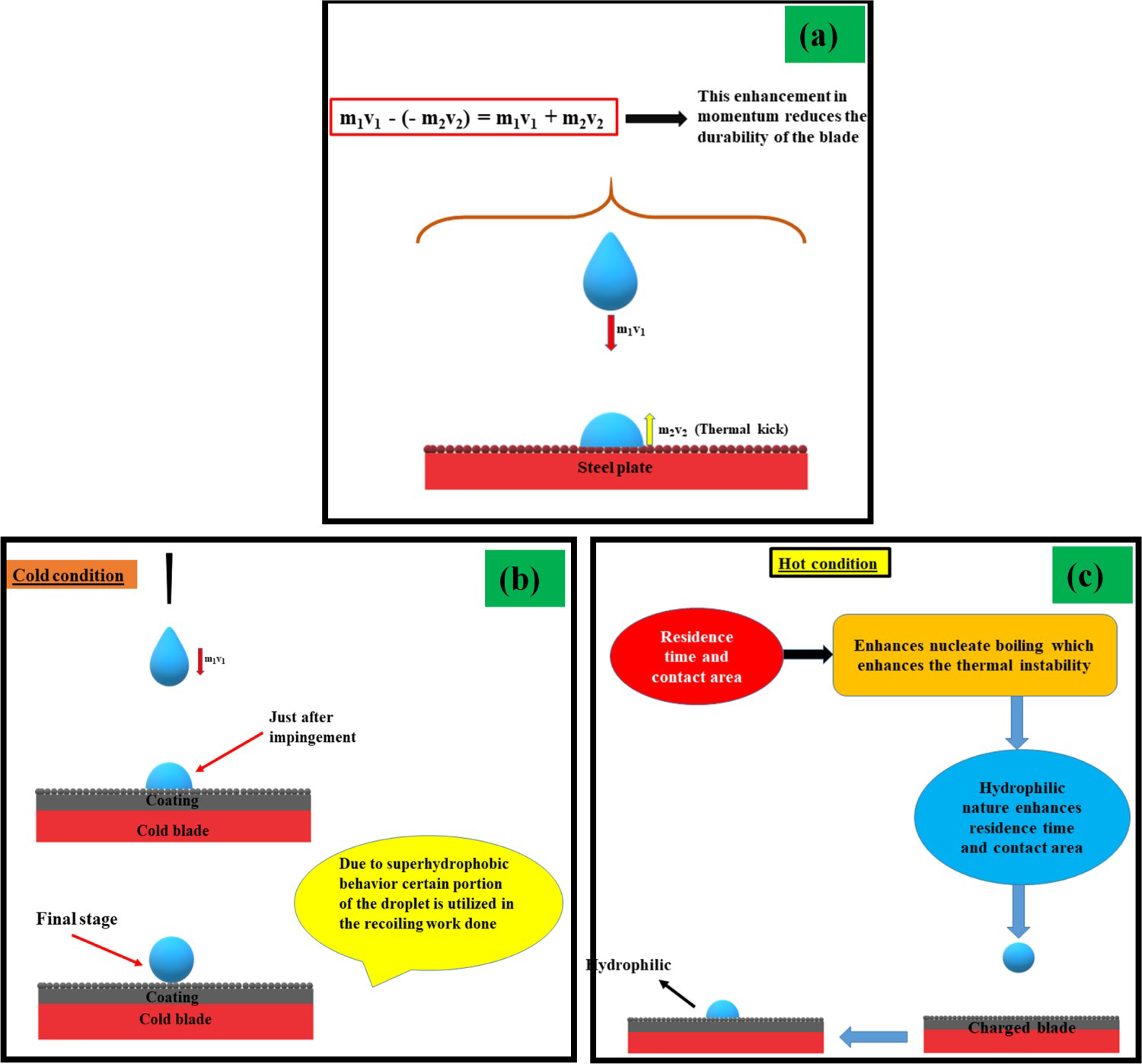
The deterioration in mechanical properties of the compressor parts is tried to minimise by implementing a thermal spray coating [18-22]. The discussed process decreases the aforesaid effects by converting the surface from hydrophobic to superhydrophobic (Figure 1(b)). In this case, after impingement, the maximum energy is utilised for the recoiling of the droplet and as a result, insignificant amount of energy transformation takes place from the droplet to the plate. The discussed phenomenon reduces the improper momentum transformation problem in cold condition. However, for hot compressor part, the above-discussed mechanism does not work. This process does not address thermal shock problem which is controlled by residence time and contact area. Although the stated methodology reduces the detrimental effect discussed above, still it does not mitigate the requirement of the material designer.
The hydrophilic nature of the surface enhances the residence time and contact area. Owing to this, the thermal shock effect declines significantly. In addition to the above, as after impingement maximum spreading is observed, therefore, the release of momentum to the plate occurs comparatively in a higher area. To augment the mechanical durability, the plate must behave superhydrophobic in cold condition and hydrophilic in hot condition. The superhydrophobic nature on the plate surface is created in cold condition by applying thermal spray coating. Furthermore, under the influence of the electric field, the plate surface is made hydrophilic due to the electrostatic force of attraction between the droplet and the hot plate (Figure 1(c)).
Materials and methods
Plasma spray coating preparation
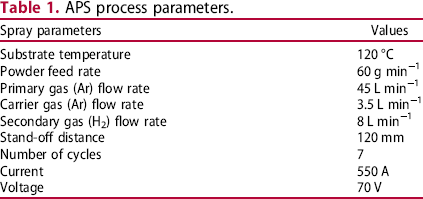
The atmospheric plasma spray coating was prepared at Hindustan Aeronautics Limited, Koraput, India, by using PS50M plasma gun. In the present work, 1:1 (at.-%) Ni and Ti (99% purity) blend was initially prepared in a Turbula mixture. The mixing process was continued for 6 h to prepare the final feed stock material. In addition to the feed stock material preparation, the mild steel (AISI 1018) (0.65% Mn, 0.18% C, 0.045% S, 0.042% P and balanced iron) having dimensions (5 cm × 4 cm × 0.5 cm) was used as a substrate (microhardness of 134 HV, tensile strength 438 MPa and modulous of elasticity 200 GPa). Initially, the substrate was sand blasted by Al2O3 grits for the attainment of enhanced adhesion strength of the coating with the substrate. The roughness of the substrate after sand blasting is found to be 10.77 µm (Figure 2). Therefore, the substrate was fixed in a substrate holder for plasma spray. Finally, to achieve a better interaction between the substrate and the coating material at the interface and simultaneously the attainment of a better splat formation, the substrate was preheated by the plasma flame at a temperature of 120 °C. In the coating process, for plasma generation, Argon (Ar) and Hydrogen (H2) were used as primary and secondary gas, respectively. Argon (Ar) was used as the carrier gas which conveyed the NiTi feed stock powder to the plasma gun. During the process, the powder was externally injected to the plasma torch in a direction perpendicular to the flow of the plasma and parallel to the trajectory of the torch, melted and deposited on the substrate. During the spray, the plasma torch was kept at a 120 mm distance particular from the substrate, which is known as the stand-off distance. For the systematically movement of the plasma gun over the substrate surface, it was attached to a six axis robot. All the controlling parameters of APS process mentioned in Table 1 have been chosen according to the literature [23-26].
3D surface topography of the sand blasted substrate before coating. APS process parameters.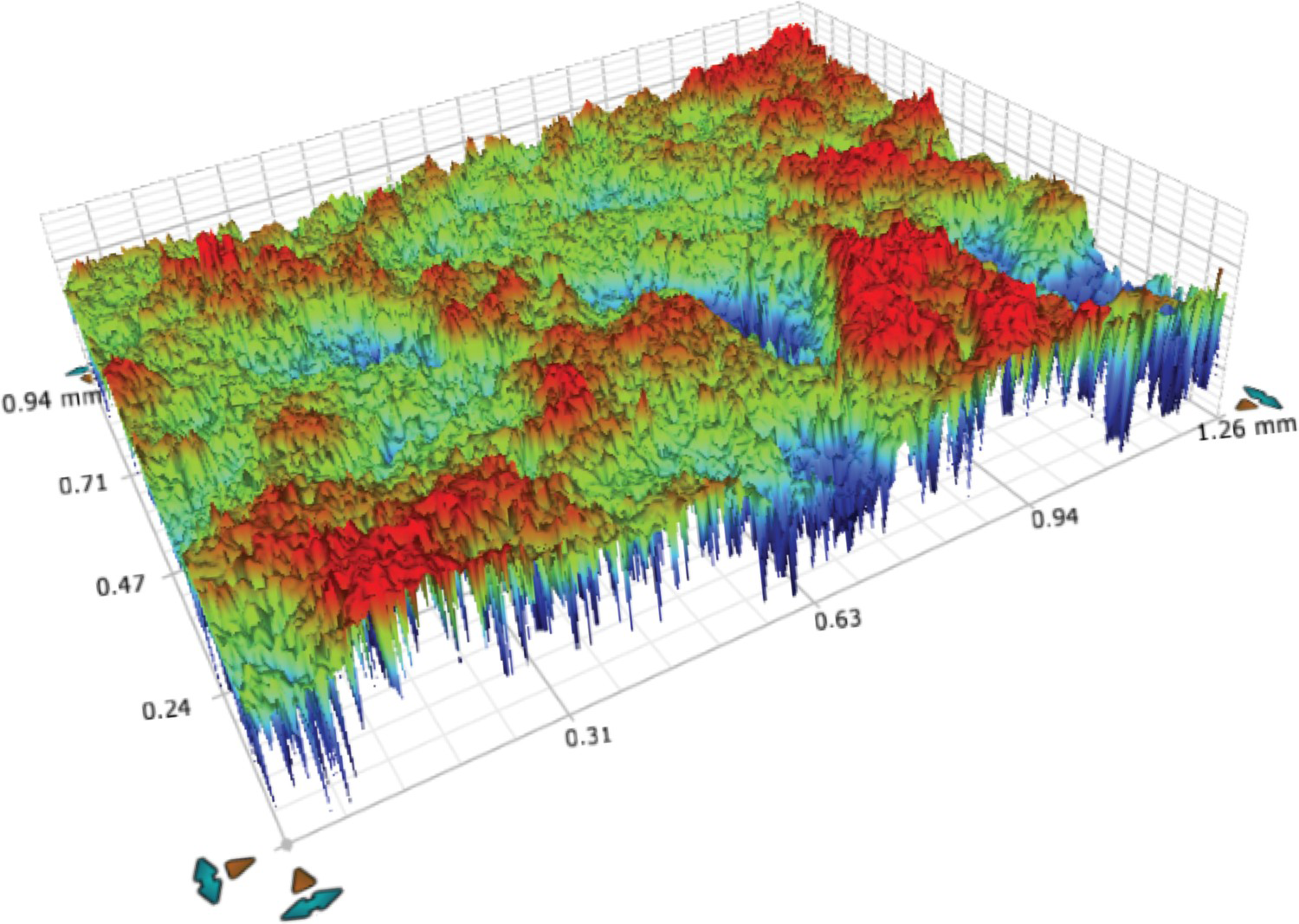
The microstructural investigation, phase analysis and surface roughness after the coating formation were performed using a scanning electron microscope (SEM) (model: JEOL 6480LV) with energy-dispersive spectroscopy (EDS), X-ray diffraction (XRD) (Bruker D8 Advance) using Co-Kα radiation (λ = 1.79 Å) and 3D optical surface profiler (Contour GT-K (Bruker make) USA), respectively. In addition to the above, the adhesion strength (ASTM-C633), microhardness (ASTM-E384) and porosity (ASTM E 1382) were also determined using a universal testing machine, LECO microhardness tester LM248AT and multiphase image analysis by Axio Vision software, respectively. To check the wetting behaviour, the contact angle was measured using a Goniometer ((Model no: Kruss DSA 25)).
Dropwise evaporation
The experimental set-up for the investigation of dropwise evaporation performance is illustrated in Figure 3. The set-up includes a droplet dispensing system, heating unit, data recording unit and an imaging system. The droplet dispensing system was operated by a syringe connected with a needle. The droplet frequency and size of droplet were controlled by a motor attached to the dispensing system. The droplet (surface tension 72.8 mN m−1) diameter (2.5 mm) was kept constant for all the experiments using the needle (Rame-hart instrument co., VITA 19).
Schematic diagram of the experimental set-up.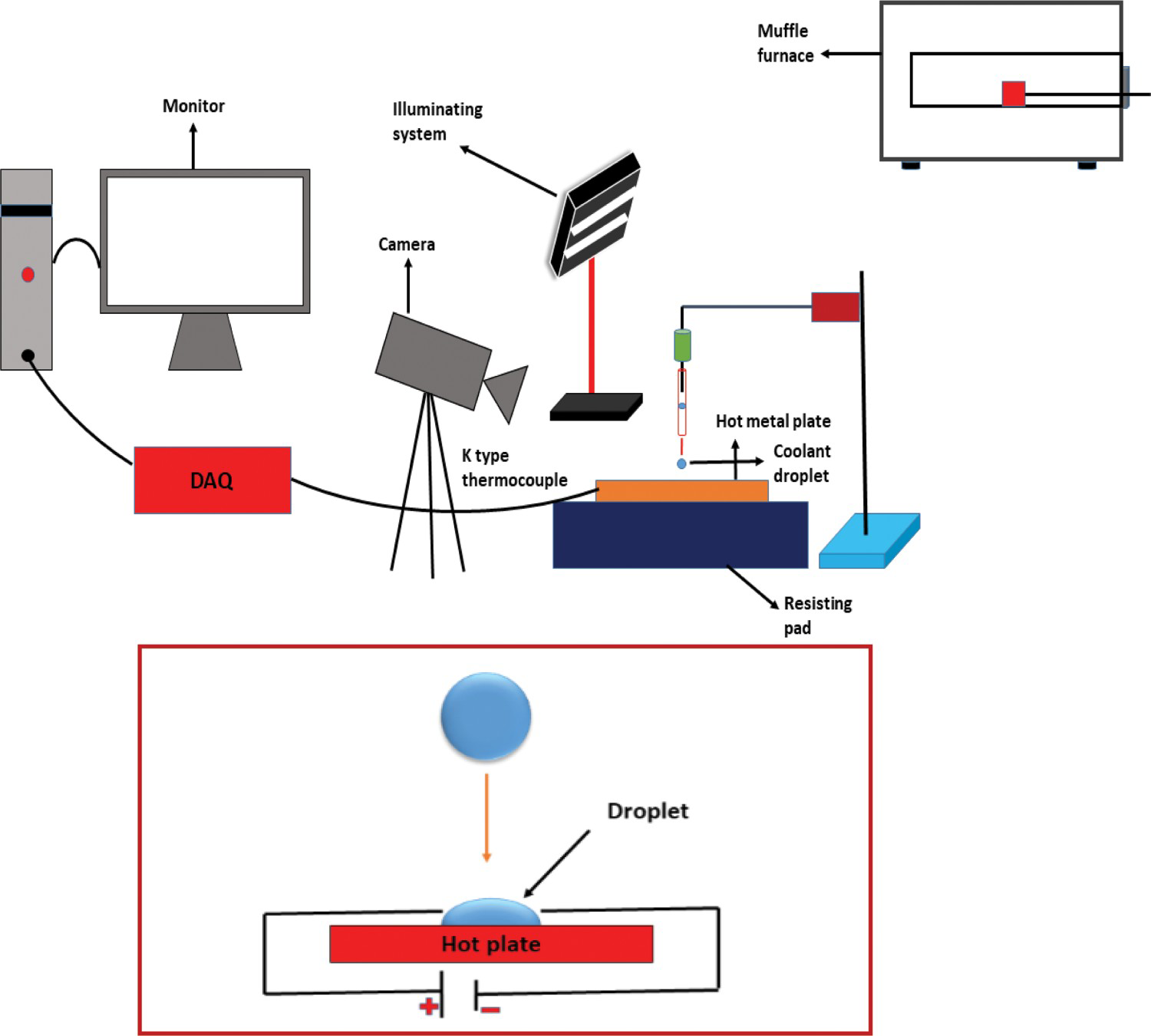
Both the coated and uncoated samples were heated in an electric muffle furnace up to a temperature of 200 °C for the experimentation in hot condition. The temperature measurement was performed by using K-type of subsurface thermocouples with a hole diameter of 2 mm which was kept parallel to the surface to evade the chances of error developed at the time of inverse heat conduction calculation [27]. After the attainment of the desired temperature, the samples were kept on the cooling pad and the droplet was allowed to impinge on the surface. During this, 40 mm distance was maintained between the needle and the substrate. For the experimentation under the electric field, 10 A and voltage of 440 V were supplied to the hot plate.
For each experiment, the transient images were captured by high speed motion analyser (Sony RX 100v) with a frame rate of 1000 fps. Furthermore, proper illumination was achieved by using a Numex digipro LED-320 system. During the experimentation, the interfacial behaviour of the droplet with the surface was analysed using ImageJ V 1.8.0 software. The test specimens, i.e. both coated (Ra = 12.4 µm) and uncoated steels (Ra = 0.2 µm), were used in the investigation.
Result and discussions
NiTi plasma spray coating characterisation
From the investigation of the X-ray diffraction (Figure 4(a)) of the coating, the various phases (TiO, NiO, NiTi-B2, Ni, Ti, Ni3Ti, Ti2Ni and Ni4Ti3) have been identified. Among the aforesaid phases, NiTi-B2 phase is the austenitic phase having a crystal structure and a space group of cubic and Pm-3m, respectively, and presents in the (011) and (002) planes in the developed coating. Furthermore, Ti2Ni and Ni3Ti form by eutectoidally decomposition of NiTi [28, 29]. Oxide phases such as TiO and NiO are formed due to the open atmospheric condition during the preparation of the coating. As the feedstock material is an elemental mixture of pure Ni and Ti, therefore the presence of Ni and Ti phases in the coating is obvious.
(a) X-ray diffraction analysis, (b) SEM micrograph, EDS spectra and contact angle image and (c) 3D surface topography of plasma sprayed NiTi coating.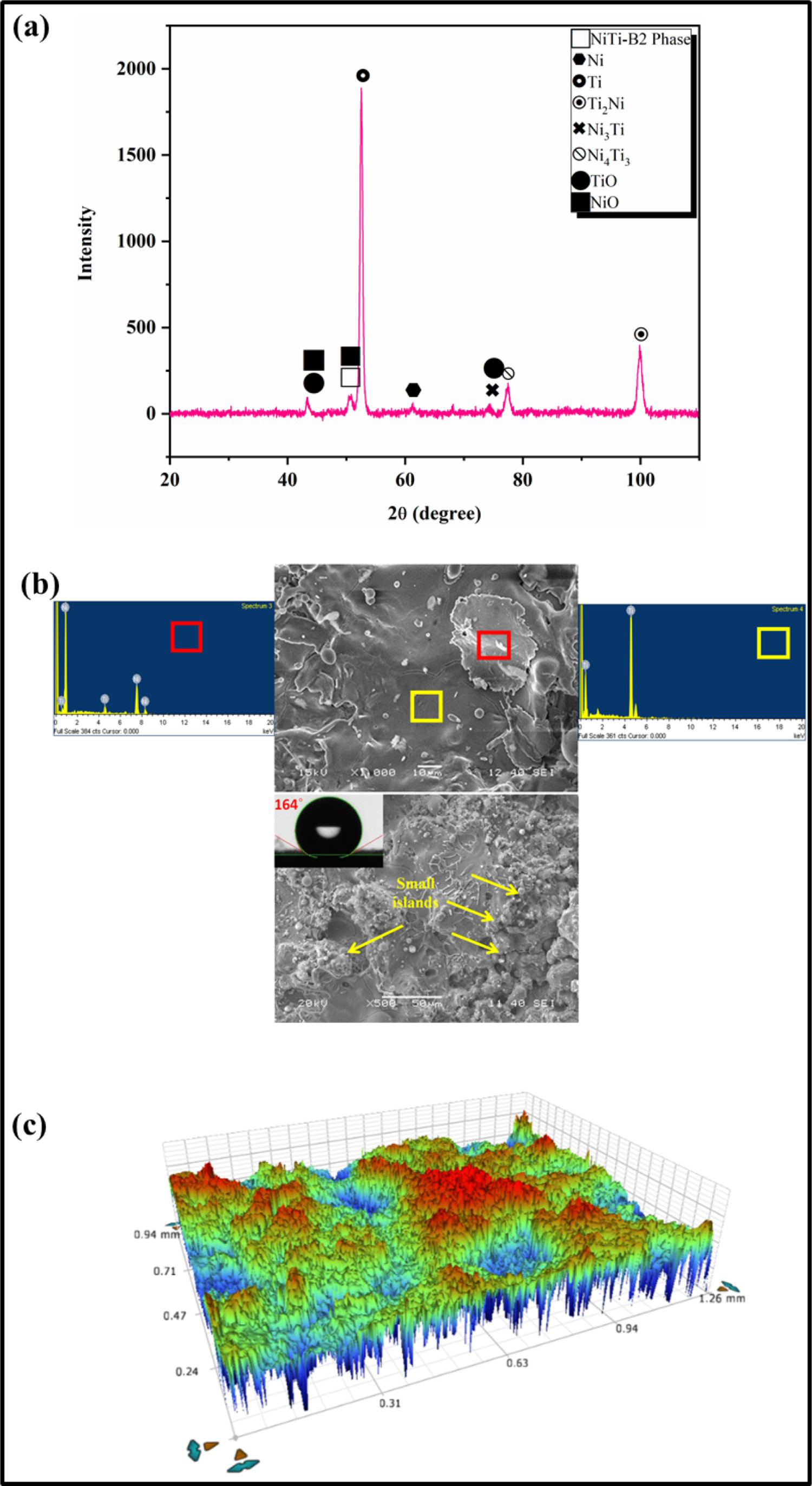
The adhesion test and porosity analysis reveal that the coating has excellent adhesion strength (38.85 MPa) and porosity (0.82%). From the SEM images (Figure 4(b)), the proper melting of the materials (both Ni and Ti) is observed. The Ni-rich and Ti-rich regions are confirmed by the EDS spectra (Figure 4(b)). The overlapping of the splats is clearly noticeable from the SEM micrographs. Furthermore, from Figure 4(b), it is observed that the small islands have been formed on the coating surface. The above-mentioned type of structure on the coating surface leads to the development of superhydrophobic characteristic [30]. In addition to the above, after the development of the coating, the formation of the new compound indicates the alteration of structural orientation on the surface of the coating. The discussed modification may lead to enhancement in surface roughness or creation in uniformity of surface texture. Therefore, to confirm the aforesaid statement, 3D surface topography (Figure 4(c)) of the coating has been analysed and the observed surface roughness is 12.4 µm. The presence of micro-roughness on the surface of the coating predicts partially slip condition according to the fluid dynamics theory. This also defines the development of repellency characteristic according to the Cassie Baxter theory [31]. To confirm the above-stated statements, contact (Figure 4(b)) and rolling angle measurements were performed on the coated surface and these confirm superhydrophobicity (contact angle = 164° and rolling angle = 8 ± 1°). Apart from the surface texture, surface microhardness is also expected to control the superhydrophobic property partially.
For the validation of the above-stated theory, the energy conservation principle is used.
According to the conservation of energy,
After impingement,


 is the work done by the droplet on the coating;
is the work done by the droplet on the coating;
 is the lowest possible state of energy of the droplet;
is the lowest possible state of energy of the droplet;
 is the extra energy present in the droplet causes instability and
is the extra energy present in the droplet causes instability and
 is the work done by the coating on the droplet.
is the work done by the coating on the droplet.
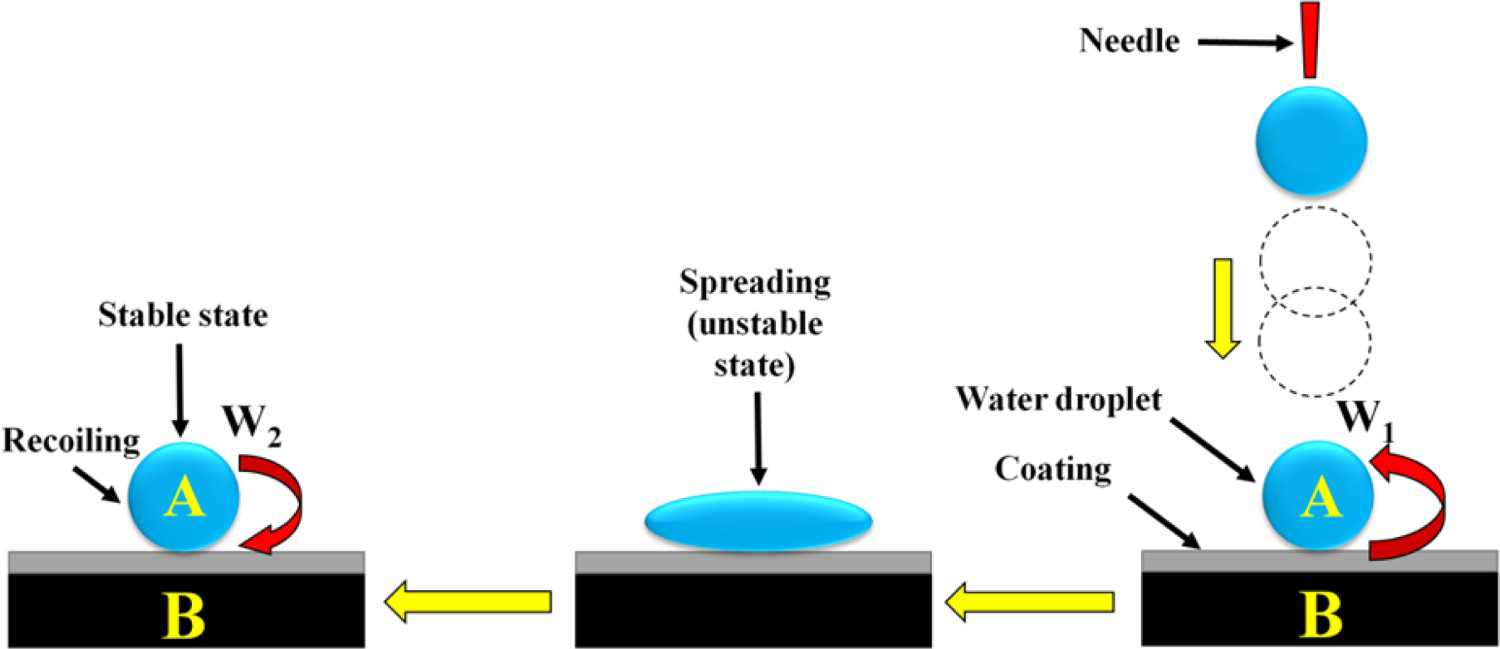
From Equations 1–2, it is cleared that the additional amount of energy (
Schematic diagram for the mechanism of repellency due to microhardness. ) contained by the droplet is due to the workdone by the coating on the droplet. Owing to this, droplet becomes unstable and takes an elliptical shape (Figure 5). If the material is very hard, then the workdone on the droplet is very high. As a result, the intensity of the instability is also very high. To become stable, the droplet does work on the coating and releases the extra energy (
) contained by the droplet is due to the workdone by the coating on the droplet. Owing to this, droplet becomes unstable and takes an elliptical shape (Figure 5). If the material is very hard, then the workdone on the droplet is very high. As a result, the intensity of the instability is also very high. To become stable, the droplet does work on the coating and releases the extra energy (
 ). When (
). When (
 ) is very high, then significant recoiling is expected and the surface is expected to behave as a superhydrophobic surface. As the energy absorbing capacity of the hard material is very low, therefore, it is expected that hard material mimics the behaviour of low surface energy material characteristic.
) is very high, then significant recoiling is expected and the surface is expected to behave as a superhydrophobic surface. As the energy absorbing capacity of the hard material is very low, therefore, it is expected that hard material mimics the behaviour of low surface energy material characteristic.
Dropwise evaporation performance
Visual observation of water droplet on coated and uncoated plate in cold, hot and hot with electric field conditions.
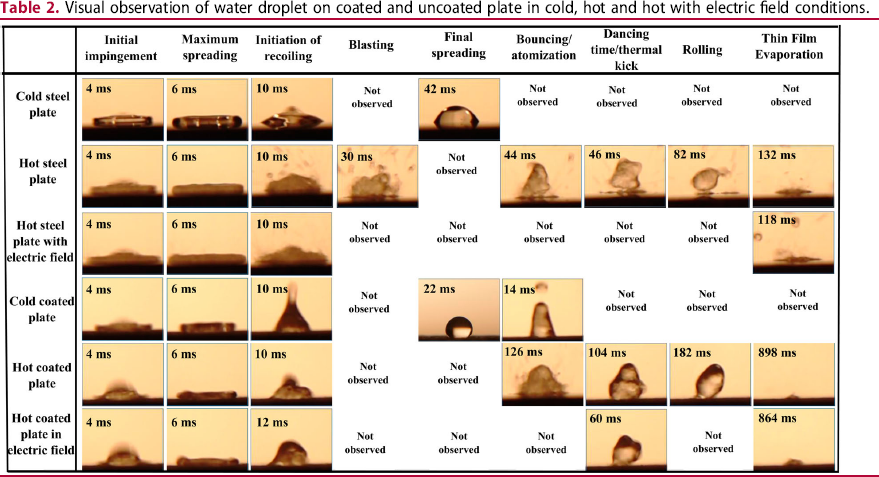
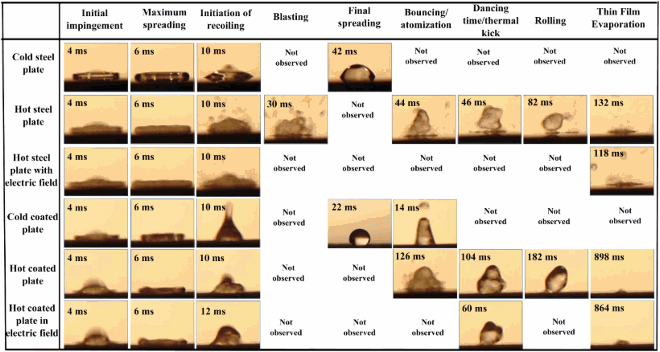
In case of evaporation on an uncoated plate, rolling, thermal kick behaviour, dancing, blasting and significant recoiling behaviour [32, 33] are observed. These ensure the existence of film or transition boiling behaviour. The above-stated phenomena intensify when the hot plate is replaced by a hot coated plate. Furthermore, in the presence of electric field, due to the attraction of electric force between the droplet and the hot substrate, the thermal kick behaviour, rolling and dancing tendency are not observed. When the applied current reaches 10 A, the electrostatic force of attraction exceeds the vapour pressure of the evaporating droplet. As a result, instead of levitation of the droplet, it remains in contact with the hot surface.
Electric field and surface property
The variation of maximum spreading diameter and contact angle with the applied current are presented in Figure 6(a). It indicates that the plasma coating depicts superhydrophobicity and around 12 A applied current, the coating behaves as superhydrophilic surface. The transition is due to the electrostatic force of attraction between the hot coated plate and droplet. Owing to the attraction between (ne – OH−) and H+ ions (Figure 6(b)), the droplet does not depict dancing, recoiling or rolling characteristics which are the characteristics of plate. Furthermore, opening of electrical circuit creates superhydrophobicity due to the unaltered surface morphology. Therefore, at normal condition and ambience, the superhydrophobicity is identified and the superhydrophobic characteristic changes when electric field is applied. Therefore, the hydrophilic nature is mainly controlled by the electric field.
(a) Variation of final spreading diameter and contact angle with current supply and (b) mechanism of conversion from superhydrophobic to superhydrophilic.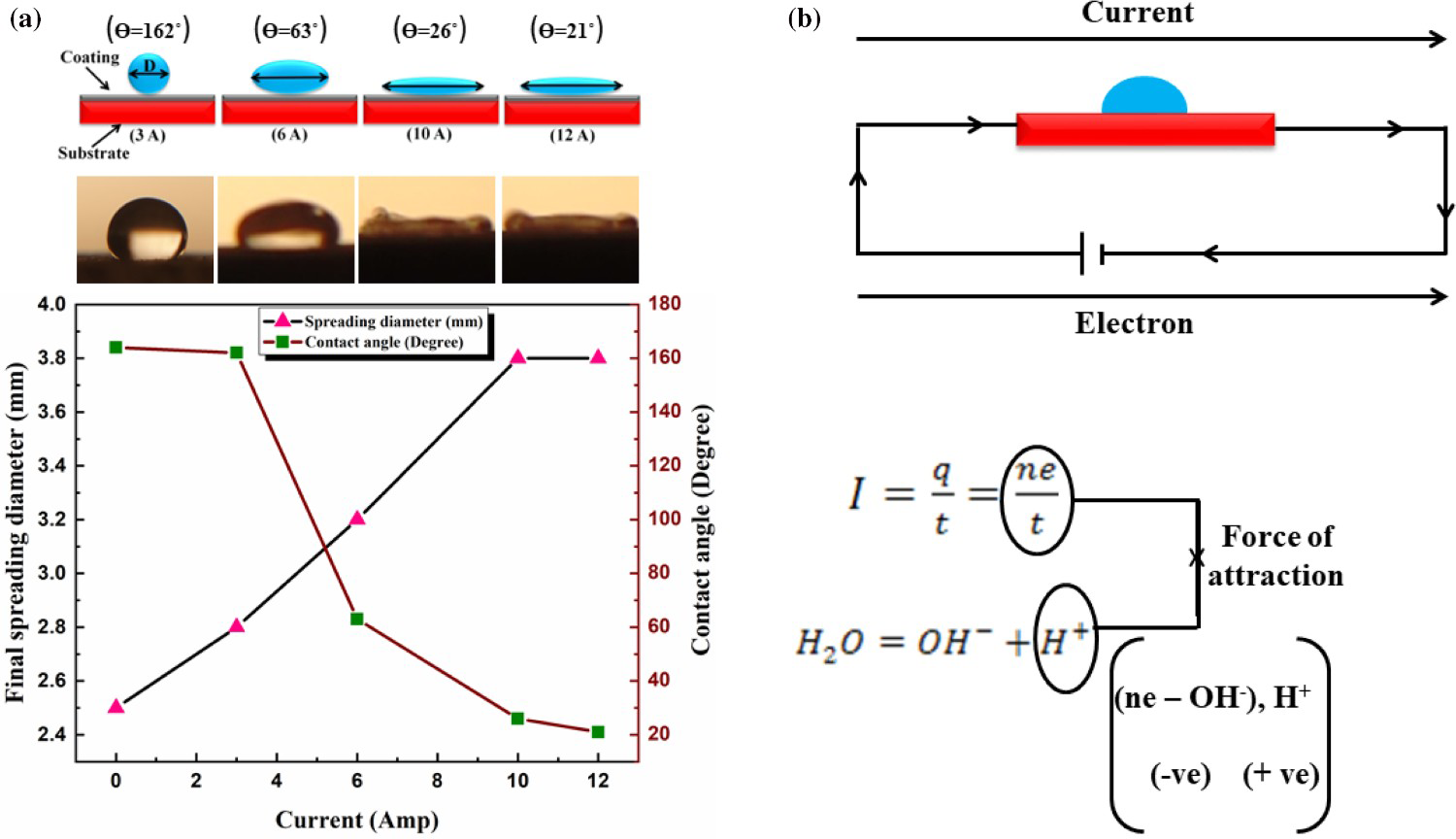
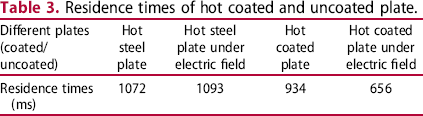
For the quantitative analysis of dropwise evaporation, the maximum spreading factor, droplet residence and life times are determined from the image analysis. From these, it is concluded that the maximum spreading factor enhances in the presence of electric field in case of both coated and uncoated steel plates (Figure 7). In case of the uncoated steel plate, the obtained value is higher than that of the coated steel plate due to the existence of superhydrophobic character in the coated steel plate in cold condition. In addition to the above, in the absence of electric field, comparatively lower residence times are observed (Table 3) for both coated and uncoated steel plates. The uncoated steel plate under electric field depicts secondary atomisation and this is not considered as a favourable condition for the attainment of high heat removal rate.
Maximum spreading factor for different cases (Hs – Hot steel plate, Hse – Hot steel plate with electric field, Hc – Hot coated plate, Hce – Hot coated plate with electric field). Residence times of hot coated and uncoated plate.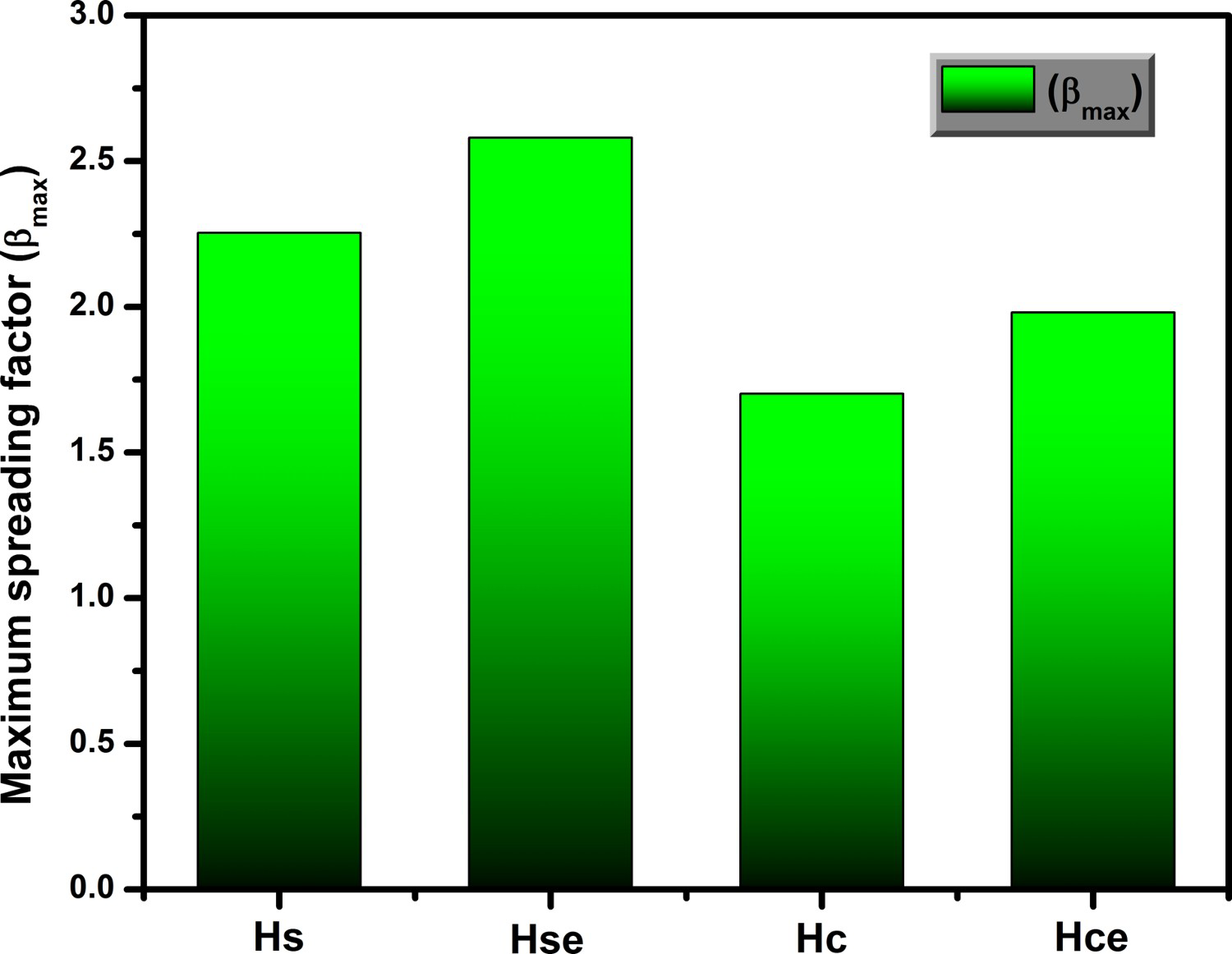
Application
The temperature in the initial stage compressors of gas turbine engine maintains around 400 °C [34]. Sometimes during flying mode, acid rain occurs [35] and wear of the surface due to solid particle impingements [36]. As per the information in the literature [37], the coating retained its superhydrophobicity up to 400 °C. In addition to the above, the coating has the protection capacity in strong acidic environment (pH = 2) and an abrasion cycle of 90 at a pressure of 346.5 kPa. Furthermore, according to the literature, it is concluded that coating depicts excellent solid particle erosion resistance [38]. Therefore, it can be expected that the current coating can be used for the compressor parts of gas turbine engine. The current interchanging characteristic of the coating from superhydrophobic to hydrophilic can protect the surface deterioration due to the water droplet impingement. The aforesaid characteristic can be achieved by introducing certain set up to supply an electric field to the coating inside the engine. By the addition of the above-mentioned set-up, it is expected that small increment in capital cost and a huge reduction in maintenance cost.
Conclusion
In the current work, by using Ni and Ti powder, the surface of the mild steel is modified to superhydrophobic using the atmospheric plasma metal spray coating method. Based on the characterisation at various conditions, the followings are the conclusion:
The developed coating shows the superhydrophobic characteristic in cold condition by depicting contact and rolling angles of 164° ± 1.5 and 8° ± 1, respectively. XRD, SEM with EDS and 3D optical profilometer analysis favour the theory of the superhydrophobicity. In the presence of electric field, the coating depicts hydrophilic characteristic in transition boiling temperature range. The droplet impact mapping does not depict thermal kick, recoiling, bouncing and dancing behaviours in case of dropwise evaporation on a hot coated plate under electric field.
Footnotes
Acknowledgement
The spray coatings were prepared in Hindustan Aeronautics Limited (HAL), Koraput, Odisha, India.
Disclosure statement
No potential conflict of interest was reported by the authors.
Declaration of interest statement
The authors confirm that there are no known conflicts of interest associated with this publication and there has been no significant financial support for this work that could have influenced its outcome.