
Abstract
Silt erosion causes big efficiency and economic losses to hydro turbines and other industries involving the relative motion of the slurry/silt. This article reviews various techniques employed in the literature to mitigate the silt erosion. The main prominence is given to the latest technologies rather than the number of articles on the same technology. The available techniques are classified into two broad categories namely, surface modification techniques, and bulk material modification techniques; then reviewed systematically. The parameters (properties) which largely influence the material loss, for corresponding techniques, are also familiarized. In addition to this, how these parameters were improved and why these parameters enhanced the slurry erosion performance are discussed. Surface coating increases the surface hardness, is found to be the most addressed and most successful technique for the said purpose. The hardness of the substrate was found to be the most addressed property which can largely control the silt erosion.
Keywords
Introduction
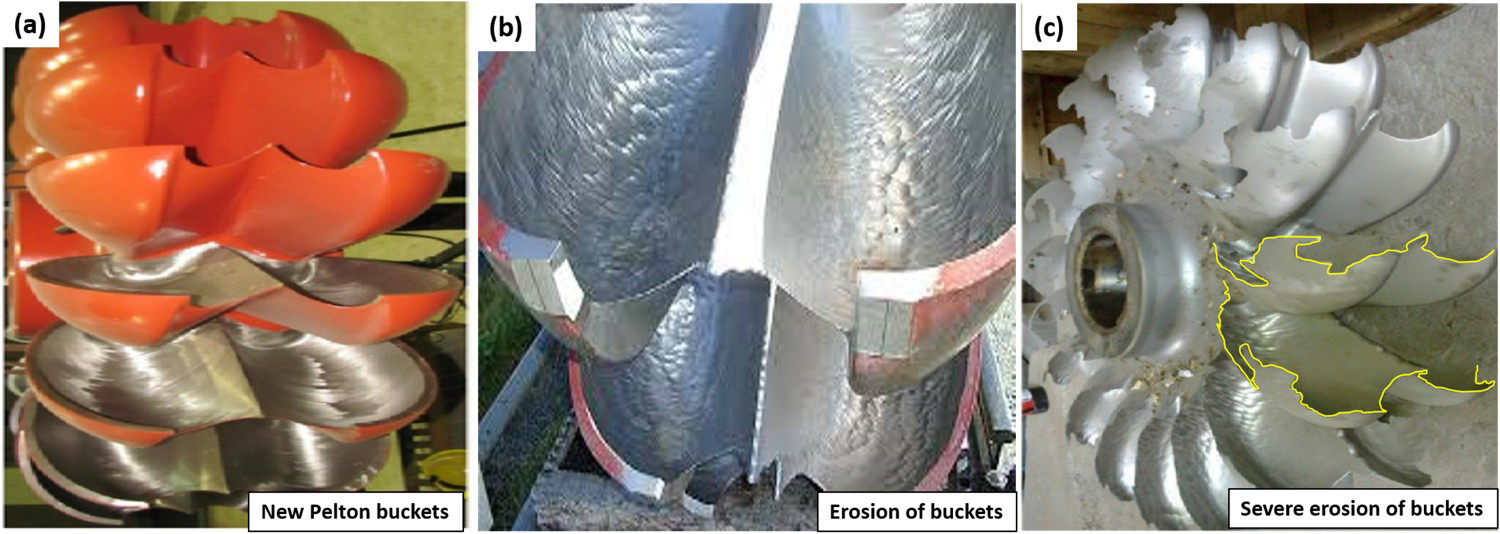
During the operation of the hydropower plants, turbine blades (and other parts) undergo a repeated impact of high-velocity sand mixed with water. This repeated impact leads to material removal from the surface, which is known as silt erosion. The silt erosion is physically simulated in the laboratory by various slurry erosion tests. In literature, the terms slurry erosion, silt erosion, hydro-abrasive erosion, hydraulic abrasion, and sand erosion are used to describe the material removal by the repeated impact of sand/silt/erodent mixed with water. In this article, this is described as slurry erosion. For instance, the slurry erosion of Pelton buckets is illustrated in Figure 1. Slurry erosion is also prominent in many other engineering applications including pipelines transporting fluids, control valves, coupling sectors, petrochemical industries, and agriculture sectors.
The material removed from the turbine components due to slurry erosion causes repeated shutdown of the power station, frequent repair, and maintenance issues. Usually, weld overlay techniques are employed to repair the eroded components of turbines. The minor erosions lead to reduced efficiencies which don't require the forced stoppages of the station. But larger/deeper erosion requires repair welding, maintenance, and/or replacement of the components by shutting down the power station. This largely hikes the cost of electricity generation (economic losses) and decreases societal safety thereby reducing the sustainability level of the hydropower station. Some case studies in the literature reported the material and economic losses suffered due to slurry erosion which are as follows:
❖ At Amaime hydropower plant (Colombia), the material loss from the turbine was 1.99 g per ton of the sediment passed through the turbine [3,4]. They stated that 24,817 tons of sediment passed through the turbine during the operation of 9326 h. ❖ At Kaligandaki-A hydropower plant (Nepal), it was found that the leading edge of the guide vanes is more severely damaged by slurry erosion than the trailing edge [5]. The maximum depth of erosion was measured 10 mm at some locations of guide vanes. ❖ At Dongshuixia hydropower station, the depth of erosion at the end of the guide vane clearance gap was found 10–20 mm [6]. ❖ At Bhilangana III hydropower station in Uttarakhand (India), the maximum depth of erosion was 28–35 mm and the maximum width was 30–51 mm at some locations of the guide vanes after the operation of 6502 rs [7]. ❖ At Chenani hydropower station, the material loss from nozzle and nozzle spear of Pelton turbine was 3.71% (by volume) and 5% (by volume) after 2712 h of operation [8]. The material loss led to the complete replacement of the nozzle and spear pair which increased the maintenance cost of the power station. ❖ At Naptha-Jhakri hydropower plant (1500 MW) on the Sutlej river, the increased level of slurry concentration in the Sutlej river in the year 2003–05 caused the frequent shut down of the station due to slurry erosion [9]. This caused a loss of US$ 77 million as per the Government report [mentioned in: [9]]. ❖ At Amaime hydropower station (19.9 MW), slurry erosion severely eroded the runner, guide vanes, and labyrinths cover of the turbines which took US$ 0.4 million for repair in the first two years of operation after the first installation in 2011 [10]. This severe erosion reduced the efficiency by 25%. ❖ India lost US$ 120–150 million in one year on the account of slurry erosion due to reduced efficiency, repairing, and forced outages [11]. ❖ A case study at Naptha-Jhakri hydropower station reported that a loss of US$ 77 million in the years 2003–05 was incurred due to the losses encountered by slurry erosion [9]. The sand concentration in the monsoon of 2005 was found 1,51,000 ppm.
Slurry erosion has been a topic of great interest since the 1960s after the first publication in 1946 [12]. Even nowadays, a very high number of research papers are being published addressing some aspects of slurry erosion. One study stated that more than 700 papers were published on the slurry erosion problem in the year 2016 in only Elsevier journals [13]. Such a high number of publications indicate that the problem of slurry erosion has not been solved completely and requires more attention. Also, in recent years, many studies addressed various parameters and their effects on slurry erosion. These include erodent size and slurry concentration [9,14-20], flow parameter [21-24], impact velocity [15,25-29], erodent shape and size [18], medium [9,30-33], testing methods [29,34], and material properties. Most of the studies tried to correlate the mechanical properties of the substrate with the slurry erosion and erosion rates. Apart from these parametric studies, many review papers have also addressed the issues related to the problem of slurry erosion. These addressed the slurry performance against various coatings [35], coated and uncoated materials [36], coatings by thermal spraying [37], laser cladding techniques [38], erosion models and CFD modelling to reduce the erosion in turbines [39], slurry and cavitation in a synergic way [40], and various materials and slurry erosion mechanisms [41].
It is clear that there has been enough number of review papers published across the years. But, to broadly investigate the progress of the research for the mitigation of slurry erosion and to lay the foundation for the future research in this area, this review article finds its scope despite enough number of review articles. The progress of the concerned research can be investigated by the knowledge of the available techniques and the future research foundation can be laid based on the available techniques and related parameters.
Classification of techniques
In literature, various techniques have been approached to mitigate slurry erosion. These techniques correlated some mechanical properties with material loss by slurry erosion. Figure 2 illustrates the classification of various techniques available for the mitigation of slurry erosion. In Figure 2, desilting is to stop the silt by mounting the appropriate desilting mechanisms before it strikes the turbine (runner). But these desilting mechanisms can only stop bigger sized (say millimetre or centimetre) erodents because very advanced desilting mechanisms are required to stop the smaller sized (say micrometer or nanometre) erodents. These advanced desilting mechanisms require complex arrangements which adversely affect the economy and the efficiency of the turbine. Repair is the process of repairing the turbine components after the erosion. The eroded parts of the turbine are generally repaired by weld overlay. The repairing by welding requires the necessary shutdown of the turbine. So, this process also affects the economy and increases the power production cost. Nowadays, more focus is being given to strengthen the substrate material so that it can withstand for a longer time against the impact of slurry. The mitigation of slurry erosion by desilting and repair techniques is out of the scope of this study. Here, the material strengthening techniques are broadly classified into two categories namely, (1) surface modifications, and (2) bulk material modifications. These techniques, surface modifications, and bulk material modifications, are discussed in detail in the subsequent sections.
Classification of various techniques/approaches employed in literature for the mitigation of slurry erosion.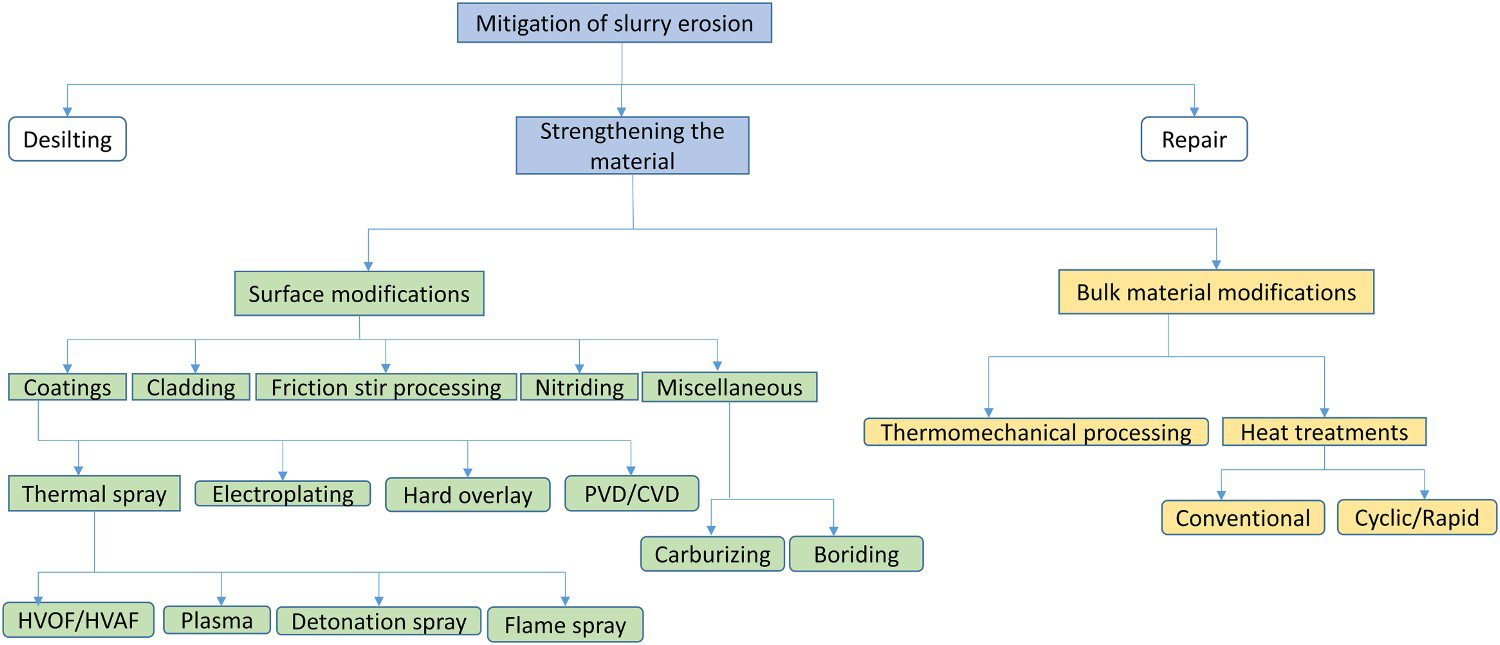
Surface modifications
Surface modification techniques involved strengthening the surface (which is to be exposed to the slurry impact) of the substrate. These techniques include surface modifications by applying coatings, claddings, friction stir processing (FSP), nitriding, boriding (boronizing), and carburizing, etc.
Coatings
The process of depositing a hard layer on the surface of the substrate, i.e. coating is being very popular in the last decade. The preventive action of the hard layer helps in losing the material by slurry erosion at reduced rates. In the literature, many coating powders have been applied to many materials by various methods. The slurry erosion resistance of coated material depends on many factors like adhesion of coating powder with the substrate material, density of the coated layer, the thickness of the coated layer, surface roughness, hardness, and bonding, etc. These factors are mainly decided based on the nature of coating and substrate material, and the method of coating [42]. The coating methods employed in the literature include coating by thermal spray, electroplating, hard overlay, and physical and chemical vapour deposition.
In the recent review on the performance and the methods of application of various coating materials, the techniques high-velocity oxygen fuel (HVOF) and coating by plasma spray are the most advantageous among all other coating methods [35]. While Santosh Kumar and Rakesh Kumar [42] found HVOF and cold spray as superior techniques. Hazra and co-researchers think that the HVOF can impart the highest wear resistance [43]. They also think if the parameters of plasma spray are optimized, a good wear resistance can be achieved. Pirzada and coauthors concluded that coating has superior erosion resistance than laser glazing [44]. Actually, the performance of coating is governed by technique and process parameters, and materials of the substrate and the coating.
Arji et al. flame sprayed stellite (Co–Cr–W–Ni–C) coating on mild steel and studied the erosion performance and the mechanisms [45]. The increased hardness improved the erosion performance. The pitting and indentations were observed erosion mechanisms. Ramachandran and associates hard-faced carbon steels by depositing nickel-based alloy (Colmonoy) [46] and cobalt-based alloy (Stellite 6) [47] by plasma transferred arc method. The applied hard-facing enhanced the impact toughness and hardness and thereby increased the erosion resistance. They found craters and indentations were responsible for the material erosion. Kennedy and Natarajan strengthened 304 austenitic stainless steel by applying Al2O3 + TiO2 coating using plasma, and detonation methods [48]. The performance against sand mixed with water was evaluated and found that the erosion took place by delamination of the coating through plastic deformation and ejection of grains. But the detonation gun spray showed better adhesion and hence reduced erosion rates. A similar kind of erosion mechanism was observed when nano-Al2O3 was deposited on the same material by plasma spray [49]. The erosion performance was improved owing to the increased hardness and high crack hindrance in the applied coating.
Santana and associates deposited WC–12Co, and WC–10Co–4Cr coatings on 1045 steel by HVOF [50]. They found WC–10Co–4Cr coating exhibited higher erosion resistance due to its higher hardness to elastic modulus ratio. The presence of brittle W2C phase impaired the erosion resistance in WC-12Co coating. The brittle fracture occurred through craters and grooves when subjected against slurry. Grewal and associates also applied a cermet-based coating (WC–Co–Cr) on 13-4 MSS and 16-5 MSS by detonation gun spray method [9]. They found the improved slurry erosion performance of coated steels due to the increased surface hardness. In their other study, they applied the Ni-Al2O3 composite coating on 13-4 MSS by high-velocity flame spray technique [51]. In this study, they observed that the coated steel exhibited 2.2 times lower erosion rates than the uncoated steel. This was attributed to the increased fracture toughness of the coated steel. Goyal et al. also coated 13-4 MSS by the Cr3C3–NiCr coating by using the HVOF technique [20]. The coated substrate possessed increased surface hardness and improved slurry erosion resistance.
Kumarasamy and Natarajan improved the microhardness and erosion performance of grey cast iron (GCI) by applying WC–Co–Cr–Ni coating using HVOF technique [52]. The ploughing erosion mechanism was observed for the bare GCI while microcutting and microploughing for the coated GCI. Kumar et al. deposited the cermet coating powder (WC–Co–Cr) on 16-5 MSS by two techniques namely HVOF and high-velocity air fuel (HVAF) [53]. They concluded that the HVOF sprayed coating possessed better adhesion and higher density. The subsequent increase in the hardness improved slurry erosion performance. Another cermet coating WC–10Co–4Cr was applied on F6NM steel by HVOF [54] and 13-4 MSS by HVAF [55]. The objective of these studies was to reduce material loss due to slurry erosion. The objective was somewhat fulfilled by the hard and dense WC particle embedded in the surface. The comparison of HVOF and high-velocity oxy liquid fuel (HVOLF) while depositing the mixed powder of 50% WC–Co–Cr and 50% Ni–Cr–B–Si on 13-4 MSS was investigated by Harjinder and associates [56]. Another attempt by Naveena and associates also found hardness as the main influencing property against erosion [57]. They deposited a mixture of (Al2O3 + flyash) coating on Al6061 substrate by plasma spray method. The fracture of splats, ploughing and micro-chipping removed the material from the coated substrate when it was subjected against slurry.
Nath and Kumar studied the behaviour of 86WC–10Co–4Cr coating on 13-4 MSS by HVOF for the slurry erosive wear resistance [58]. Further, they added 2% yttrium oxide (Y2O3) to this cermet coating and investigated the effects on slurry erosion. They found that the addition of Y2O3 increased the hardness of 1048HV to 1154HV due to the increased density which subsequently improved the slurry erosion performance. Anand and Natarajan used plasma spray method to apply graphite mixed NiCrBSi coating on 304 stainless steel [59]. Up to 4% of graphite addition, hardness, and erosion performance were improved. Ductile mode of fracture was observed by scanning electron microcopy of the eroded surfaces. Vibhu et al. performed the coating and mechanical properties characterization of Ni/TiO2/Al2O3 coatings on 13-4 MSS sprayed by the HVOF method [60]. They found that Ni-40TiO2 coating obtained a higher density, bond strength, and microhardness than Ni-20TiO2-20Al2O3 coating. K. Goyal also applied a 10TiO2-Cr2O3 coating on 13-4 MSS and conducted the slurry erosion experiments [61]. They also concluded the lower porosity, higher microhardness, and the improved slurry erosion performance of the coated steel than the uncoated 13-4 MSS. DK Goyal and associates applied two coatings (WC–Co–Cr, and CoNiCrAlY) on 13-4 MSS and compared the performance against the slurry impact [62]. They noticed that the WC–Co–Cr coating possessed a higher hardness and hence the slurry erosion performance than CoNiCrAlY coating. Cruz and coauthors investigated the erosion performance of Al C3555 alloy when it was coated with the same material using cold spray method [63]. They observed no improvement in the erosion performance after such coating. Ploughing by plastic deformation caused the erosion of the material for the uncoated and the coated substrate.
Matikainen and associates applied WC–10Cr4Cr and Cr3C2-25NiCr by HVOF and HVAF with several variations of particle size [64]. They used 13-4 MSS as substrate material and studied the effects on slurry erosive wear. They found the tungsten-based coatings were having even distribution of fine carbides and hence possessed higher hardness and slurry erosion resistance. They also applied the same coatings on S235 steel and AISI 316L steel and compared the erosion performances with the reference materials [65]. The reference materials selected were 13-4 MSS, NiAl-bronze, and AISI 316L. In this study, they observed the HVAF sprayed WC–10Cr4Cr coated AISI 316L as the best candidate for slurry erosion. In another study, a Fe-based amorphous coating was applied to AISI 316 stainless steel to improve the performance against the slurry [16]. They also found improved slurry erosion performance due to the increased hardness. Gustavo et al. deposited WC–10Cr4Cr powder by HVOF on AISI 410 steel and studied the effect on hardness, porosity, and slurry erosion [66]. They concluded that the porosity of the coating has no significant effect on slurry erosion performance. The slurry erosion performance of the coated material was found to be improved. The same coating was applied on 35CrMo steel with the same method by other researchers [67]. They stated that the increased hardness is responsible for the improved erosion performance. The spalling of the coating occurred to remove the material from the surface of the substrate.
The coating technology to improve the slurry erosion performances of various steels dominated in the year 2020 too. Huang and co-workers deposited the WC–10Co4Cr coatings with various structural variations on 304 stainless steel by HVOF [30]. They conducted the slurry erosion experiments in NaCl medium and found an increased slurry erosion resistance by 18% due to the improved fracture toughness. The microlayers of WC–10Co4Cr and WC–10Co4Cr+2%Y2O3 deposited over SS 410 steel by Gurmeet et al. to improve the performance against slurry impact [68]. They observed that the addition of 2%Y2O3 increased the density of the layers and improved the hardness. The improved hardness resisted the slurry impact with greater ease. The improved microhardness and fracture toughness were found responsible for the reduced slurry erosion rates for 316L stainless steel coated with Cr2C3 based four coatings by HVAF and HVOF [69]. In this research, HVAF was found to have superior erosion resistance than HVOF. Chen et al. applied WC–Ni and WC–Cr3C2–Ni coatings by HVOF on 1Cr18Ni4Ti steel [70]. The increased hardness and porosity were found to improve the slurry erosion resistance. Fals and co-researchers applied Nb2O5 and Nb2O5+25%WC12Co by flame spray on AISI 1020 steel and studied the slurry erosion characteristics [71]. The increased Vickers indentation toughness and the microhardness improved the slurry erosion performance. Kumar and coauthors applied Ni-30Cr, and Ni-30Cr + 3% Y2O3 coatings on SS420 steel by HVOF [72]. The coated material exhibited higher resistance to erosion owing to the increased hardness. The addition of Y2O3 to the coating added extra hardness to the substrate which eventually increased the erosion resistance. The erosion occurred through plastic deformation (crater, lip, and microcutting).
Some other coatings include the PTFE coatings on SS 410 steel [15] and boronized coatings on J55 and L80 steels [73]. The PTFE coating improved the slurry erosion performance due to the superior hydrophobicity of the coated steel. The boronized coatings formed dual layers of FeB and Fe2B on the surface which increased the hardness and hence the slurry erosion resistance. The iron-based coating (Fe48Cr15Mo14C15B6Y2) was heat-treated and applied on 35CrMo steel by Huang and associates [74]. The heat treatment increased the surface hardness which increased the slurry erosion resistance.
Claddings
Cladding is a surface modification technique that includes the deposition of a layer of a material with required properties on the surface of the substrate. In cladding, the powder (which is to be deposited) is fully melted while the substrate is partially melted to strengthen the metallurgical bond [75]. Jiang and Kovacevic laser cladded AISI4140 steel by Fe–Cr–B–Si to enhance the slurry erosion resistance [76]. The cladded steel exhibited higher hardness and hence the higher erosion resistance. During erosion delamination caused erosion at normal impact while ploughing and microcutting at acute angles. Zafar and associates used microwave cladding using hybrid heating method [77]. They deposited Inconel 718 clads on SS304 steel. In this research, hardness increased due to the presence of strengthening intermetallic phases and hence erosion resistance improved. Abrasion and scratching were responsible for the material removal by slurry erosion of the cladded steel. Singh and Zafar deposited the Ni + 20 wt-% Cr7C3 composite clad on 13-4 MSS by microwave exposure and studied the effect of microwave exposure time on the slurry erosion performance [78]. They observed a maximum 45% reduction in weight loss than the counterpart of as-received 13-4 MSS. This improvement was due to increased nanohardness. Savanth et al. deposited a layer of a nickel-based alloy (Colmonoy-5) on ASME SAI05 steel using laser cladding [79]. The cladded substrate showed better slurry erosion performance due to the uniform distribution of Cr-based precipitates. Minhaj et al. cladded the SS 304 steel by microwave cladding technique with a composite clad of B4C and Ni-based alloy [80]. They added B4C in different proportions with Ni-based alloy and characterized the slurry erosion resistance. The uniform distribution of the hard phase increased the nanohardness and subsequently improved the slurry erosion resistance. Babu and co-researchers also used the same method to strengthen 316L steel by Ni-SiC [81]. The erosion resistance improved (2-3 times) due to the increase in fracture toughness and hardness after adding bimodal-sized SiC. Microcutting and microploughing erosion features (ductile fracture) were observed in the cladded steel.
Friction stir processing
Friction stir processing (FSP) is based on the principle of friction stir welding and is used to modify the near-surface microstructure, surface composites, or surface alloys [82]. This technique was originally developed for Al alloys but has been extended for steel too. Grewal and associates performed friction stir processing on 13-4 MSS and observed a significant refinement in the grains of friction stir processed steel [83]. The grain refinement led to the increase in the microhardness by 2.6 times the counterpart of the as-received steel as per the Hall–Patch strengthening relation. They also observed a 2.4-time improvement in the erosion (cavitation) resistance. In their other study, they performed the slurry erosion experiments on the friction stir processed 13-4 MSS [84]. Similar to their previous study, they observed a significant grain refinement which led to the improvement in the yield strength and the hardness due to the friction stir processing. The erosion rates of the friction stir processed steel were reduced by more than 50%. To compensate the shortcomings of coating, Rani et al. performed FSP of a flame sprayed (coated) SS316L steel and investigated the erosion performance [85]. They used Ni–Cr–40Al2O3 powders to deposit the coatings by flame spray. They found that FSP reduced the porosity, homogenized microstructure, increased the microhardness and fracture toughness, and hence erosion resistance of the FSP processed steel. The eroded surface examination revealed a poor adhesion, ploughing, cracking on the surface of the coated and FSP processed steel.
Nitriding
Nitriding is a thermochemical treatment in which nascent nitrogen is diffused on the surface to create a case-hardened surface. Nitriding has been practiced by plasma, gas, and salt-bath methods in the literature. Allenstein and co-researchers conducted low-temperature plasma nitriding of 13-4 MSS at 350°C for 6, 12, and 24 h nitriding times [86]. After nitriding, they found the formation of nitrogen-expanded austenite from the martensite matrix which improved the hardness of the nitrided surface. The improved hardness enhanced the erosion performance of nitrided steel. Guru Prakash and Nath performed low-temperature salt-bath nitriding on 13-4 MSS at 450 and 500°C for 10 h [87]. The microstructure of the nitrided steel comprised the expanded martensite and brittle CrN phases in the nitride samples at 450 and 500°C, respectively. The nanohardness and the elastic modulus increased considerably for the nitrided samples. The sample nitrided at 450°C underwent lesser material loss during the slurry erosion while the sample nitrided at 500°C underwent higher material loss due to the formation of the brittle CrN phase.
Miscellaneous surface modification techniques
Carburizing
Carburizing is a heat treatment process in which the surface of the substrate is diffused with carbon to case harden the substrate. It is generally performed between 850°C to 950°C because of the transformation of the microstructure in austenite [88]. The austenite phase is having higher carbon solubility. Abd-Elrhman et al. performed the carburizing treatment on AISI 5117 steel at different holding times and investigated the hardness of the carburized surface [88]. They found the increase in the case depth with the holding time and subsequently the hardness. Further, they conducted the slurry erosion experiments on the as-received and the carburized steel. The improved hardness was found responsible for the increased slurry erosion resistance of the carburized steel.
Boronizing
Boronizing is a surface hardening technique in which Boron atoms are diffused on the surface of the substrate. This is generally performed in the temperature range of 750°C to 950°C. Boronizing also known as boriding is similar to other surface modification techniques and is used to increase surface hardness and wear resistance. Abd-Elrhman and associates performed the boronizing of AISI 5117 steel at 950°C for 6 hrs to improve the slurry performance of the steel [89]. The microstructural characterization revealed the formation of FeB and Fe2B phases in the boronized layer. Instead of the formation of hard phases (FeB and Fe2B) on the surface, the boronized steel exhibited lower slurry erosion resistance than as-received steel. This was due to the higher brittleness of the FeB and Fe2B phases.
Other techniques
Laser surface alloying is processing that utilizes the energy from a focused laser to melt and deposit the coating (alloying) powder on the surface of the substrate. In this process, a portion of the substrate surface is also melted and the surface alloy is formed by mixing (and melting) the substrate and the coating material [90]. While the laser transformation hardening involves the transformation of the surface of the substrate due to the rapid heat exposure. The surrounding material act as a heat sink and quenching medium for the heated surface [91]. Duraiselvam and co-researchers investigated the capability of laser surface alloying to improve the slurry erosion resistance of Ti-6Al-4V alloy [92]. They used various combinations of powder for alloying. They observed that a combination of hardness, strain hardening ability, yield strength, and surface elasticity improved the erosion resistance of the laser alloyed alloy. The erosion occurred by brittle fracture through deep grooves. Basha and co-workers performed laser surface alloying and laser transformation hardening on 16-5 MSS to improve the slurry erosion performance [93]. Tribaloy-700, and Wallex-50 powders were used as alloying powders in laser surface alloying. Consequently, hardness increased significantly due to the uniformly distributed secondary hard carbides and hard complex phases. Zhuo and associates deposited a nano-Al2O3 reinforced Ni-based alloying layer by plasma alloying to have better erosion resistant 316L steel [94]. They found the increased erosion resistance beyond a certain rotational speed.
Bulk material modifications
Thermomechanical processing
Thermomechanical processing is a combination of mechanical (plastic deformation including forging, rolling, compression, etc.) and thermal processes (various heat treatments) to modify the microstructure and the mechanical properties. Thermomechanical processing has been used to improve the erosion (slurry and cavitation erosion) performance of various steel in literature. Neeraj and co-researchers performed thermomechanical processing on SAILMA grade HSLA steel to improve the erosion resistance [95]. In this study, they performed warm multidirectional forging at a strain rate of 10 s−1 and intercritical annealing at 740°C for 10 min and water quenching. The warm multidirectional forging led to the refinement in ferrite-pearlite microstructure while annealing and water quenching transformed the microstructure into ferrite-martensite dual-phase microstructure. This microstructural evolution led to a better combination of hardness, tensile strength, toughness, and work hardening which subsequently improved the slurry erosion resistance.
Kishor et al. conducted thermomechanical processing on 13-4 MSS to improve the slurry erosion resistance [96]. They employed Gleeble 3800 to perform the thermomechanical processing at 950 and 1050°C temperatures and strain rates of 0.001 and 10 s−1. They observed a significant reduction in the average size of the prior austenite grains and martensite packets. This processing showed a 78% improvement in the slurry erosion resistance than the counterpart of as-received 13-4 MSS due to the better tensile toughness, elongation, and strain hardening ability. Later, they performed thermomechanical processing on 16-5MSS with similar parameters on Gleeble 3800 [97]. But this time there was a significant drop in ductility and the tensile toughness of the processed steel than the counterparts of the as-received steel. Though there was a considerable improvement in the tensile strength due to the thermomechanical processing. This was due to the reduction in the amounts of delta ferrite and the retained austenite in the processed microstructure. The reduced tensile toughness and ductility were found responsible for the declined slurry erosion resistance of the thermomechanically processed steel.
Heat treatments
Conventional heat treatments
Wang et al. conducted diffusional annealing on 13-4 MSS at 1250 and 1350°C with different holding time followed by normalizing at 1050°C and tempering at 630 and 590°C [98]. They stated that delta ferrite is a very important factor to influence the mechanical properties of 13-4 MSS. They concluded that the content of delta ferrite decreased with the holding time and its amount deteriorated the impact properties of 13-4 MSS. Amarendra carried out a series of conventional heat treatments on 13-4 MSS to improve the slurry erosion performance [99]. They performed the austenitization at 950, 1000, and 1050°C temperatures for different soaking durations of 2, 4, and 6 h at each temperature followed by oil quenching then tempering for 1 h at a 600°C air-cooled. The content of retained austenite in the heat-treated steel was found to be increased. Tensile strength and hardness decreased while a substantial increase in impact strength and ductility of the heat-treated steel was observed. This led to a 34% reduced weight loss for the heat-treated steel than the counterpart of the as-cast 13-4 MSS. Akhiate and associates normalized, quenched, and tempered (at 550°C and 610°C) 13-4 MSS and investigated the effect of heat treatment on microstructure and mechanical properties [100]. They observed a decrease in hardness with the tempering temperature and time. Impact toughness was found to be independent of tempering temperature and time.
Xiulin et al. performed the austenization at 880°C+ furnace cooling and/or water quenching on DP980 steel in order to enhance the slurry erosion resistance [101]. The water quenching led to the formation of martensite islands which subsequently improved the slurry erosion resistance for higher impact velocities. The slurry erosion resistance for low velocities decreased slightly for the heat-treated steel. Zhang and associates carried out intercritical tempering of 13-4 MSS at 620°C with different holding times (1 h to 15 h), and different cooling rates from 0.03 to 20°C/s [102]. They observed that the long time holding during intercritical tempering led to the formation of M23C6 precipitates which reduced the carbon content in the reversed austenite and reduced the thermal stability of reversed austenite which decreased the strength of the martensite matrix. Avnish and associates performed solution treatment of 23-8-N nitronic steel at various temperatures from 1180°C to 1240°C [103]. The carbides dissolved due to the higher temperature which improved the tensile strength, toughness, and work hardening capability. But this heat treatment decreased the hardness and the yield strength. The solution-treated steel at 1220°C for 150 min dissolved the maximum carbides and provide the best combination of mechanical properties. The improved mechanical properties helped in increasing the slurry erosion resistance.
For maximum hardness control, Sanctis et al. conducted double tempering heat treatments on 13-4 (F6NM) in the range of 648–691°C (first) and 593–621°C (second) [104]. Strength and hardness initially decreased for the first tempering with temperature but on the further increase in temperature reverted austenite became unstable and transformed into virgin martensite during cooling. This ultimately increased the hardness of heat-treated steel. Naveen et al. performed the solution annealing treatment of 23-8-N nitronic steel at 950 and 1150°C temperatures to investigate the effect of heat treatment on the performance against the slurry impact [105]. The solution-treated steel consisted of homogeneous microstructure and finely dispersed residual carbides. The evolved microstructure improved the tensile strength, impact toughness, and strain hardening capability with a slight decline in hardness. The improved mechanical properties enhanced slurry erosion performance. Recently, Buszko and co-researchers studied the effect of annealing temperature on slurry erosion performance of ferritic X10CrAlSi18 steel [106]. They conducted annealing at 600, 800, and 1000°C temperatures. The microstructure and the depth of hardening layer were varied with the annealing temperature. Slurry erosion rates were found to be the function of grain refinement and the surface hardness of the steel.
Recently, Mondal and associate researchers performed a quenching and tempering heat treatment (austenitized 900°C + hold for 10 min + water quenching + tempered at 300, 400, and 500°C for 1 h) on a low carbon martensitic stainless steel [107]. They compared the heat-treated steel with Hardox 400 steel for mechanical properties, microstructure, and erosion performance. The erosion resistance was found to be 3 times the counterpart of Hardox 400 steel. They identified hardness and strain hardening tendency as the deciding properties for the improved erosion performance. The erosion was caused by microcracks and craters which characterize a brittle mode of fracture.
Cyclic heat treatments
A cyclic heat treatment (CHT) is different than the conventional heat treatments and provides better results for various applications. CHT, repeated heating and cooling around critical temperature without any mechanical work, has evolved as a good alternative for better refinement and improvement in mechanical properties, in past decades. CHT was introduced several decades ago for accelerating the kinetics of the spheroidization of steel (Payson et al. 1940). CHT can accelerate the process kinetics, increase the defects (dislocations, lamellar faults, etc.), and refine the grains [108]. The defects generated via CHT excite the atoms and reduce the activation energy [109]. A general procedure for CHT having three cycles is shown in Figure 3. The microstructural changes and the mechanical properties enhancement are mainly controlled by CHT temperature, the soaking time, and the cooling (quenching) rate, for a particular composition of the steel. The strength and ductility of particular steel are mostly influenced by its grain size.
Schematic diagram of cyclic/rapid heat treatment.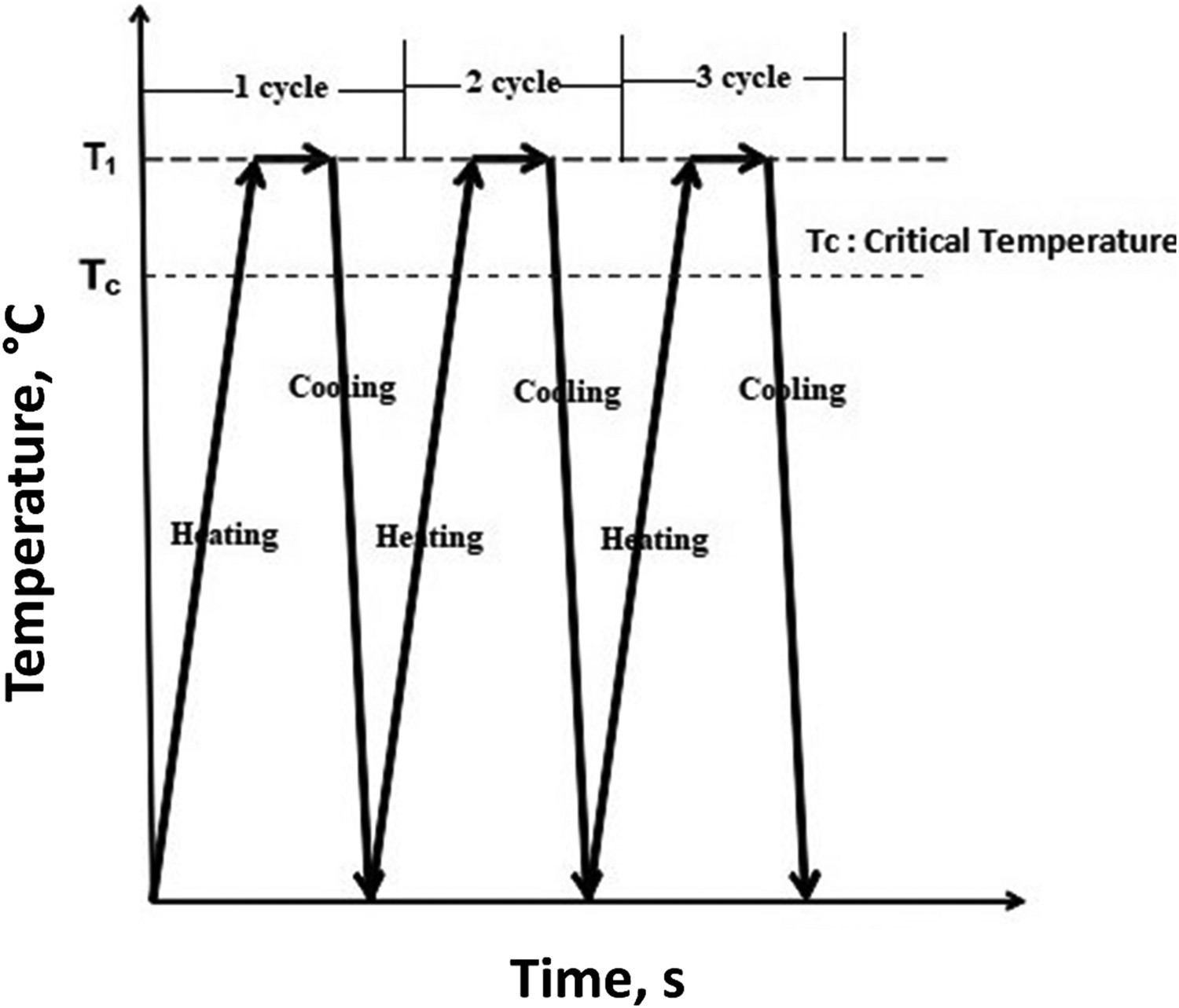
CHT introduced in our previous study [110,111] has improved the hardness and the ultimate tensile strength attractively. In the extended work on CHT of 13-4 MSS, a 69.9% increment in the slurry erosion resistance was achieved for the cyclic heat-treated 13-4 MSS on the account of increased hardness and yield strength [112]. This was observed in the initial hours of the erosion test. In later hours, the work hardening of the steel influenced the material removal along with hardness and yield strength. In this work, the hardness enhancement was mainly due to the refinement in the martensite blocks and increased dislocation density. The reduced delta ferrite was mainly responsible for the increased yield strength. In our other studies on CHT [113,114], a combination of hardness and tensile toughness was found responsible for the substantial reduction in material loss by slurry erosion. The improvement in hardness and tensile toughness was achieved by designing the microstructure through CHT in Gleeble 3800.
General discussion
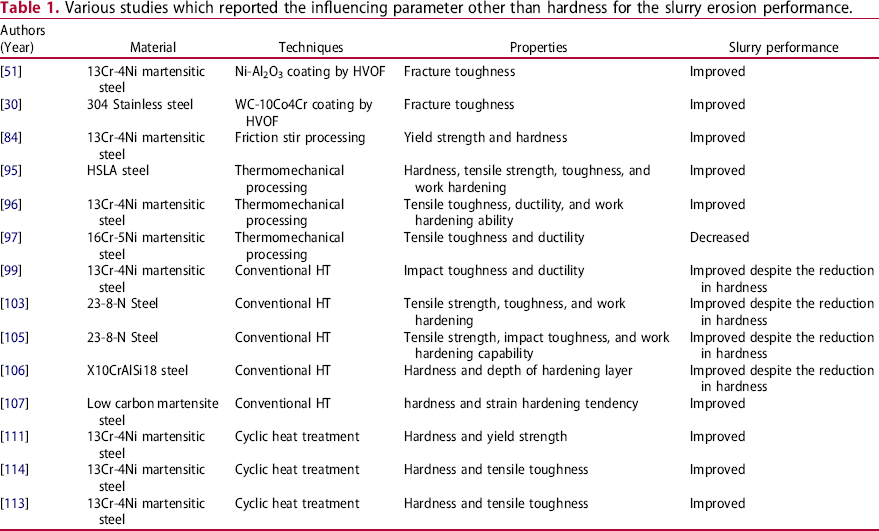
Various studies which reported the influencing parameter other than hardness for the slurry erosion performance.
Surface modification techniques have been given more attention in the recent literature on slurry erosion, especially the coatings. The obvious improvement in the surface hardness of the substrate has been reported but the limitations of the coating (and other surface modification) techniques have not been reported transparently by most of the researchers. These limitations include lack of (or low) adhesion, porosity, dilution, nonhomogeneous microstructure, high cost, etc. The effect is limited to the modified thickness only. Figure 4 illustrates the erosion (peel-off) of a coated steel. Moreover, hardness is not the only parameter to control the material loss by the slurry impact. The toughness and tensile properties also contribute to the slurry erosion resistance along with hardness which is very difficult to enhance by the application of any coatings. Also, erosion behaviour is predominantly governed by the bulk physical properties of the substrate material.
Peel-off of coating due to erosion [2].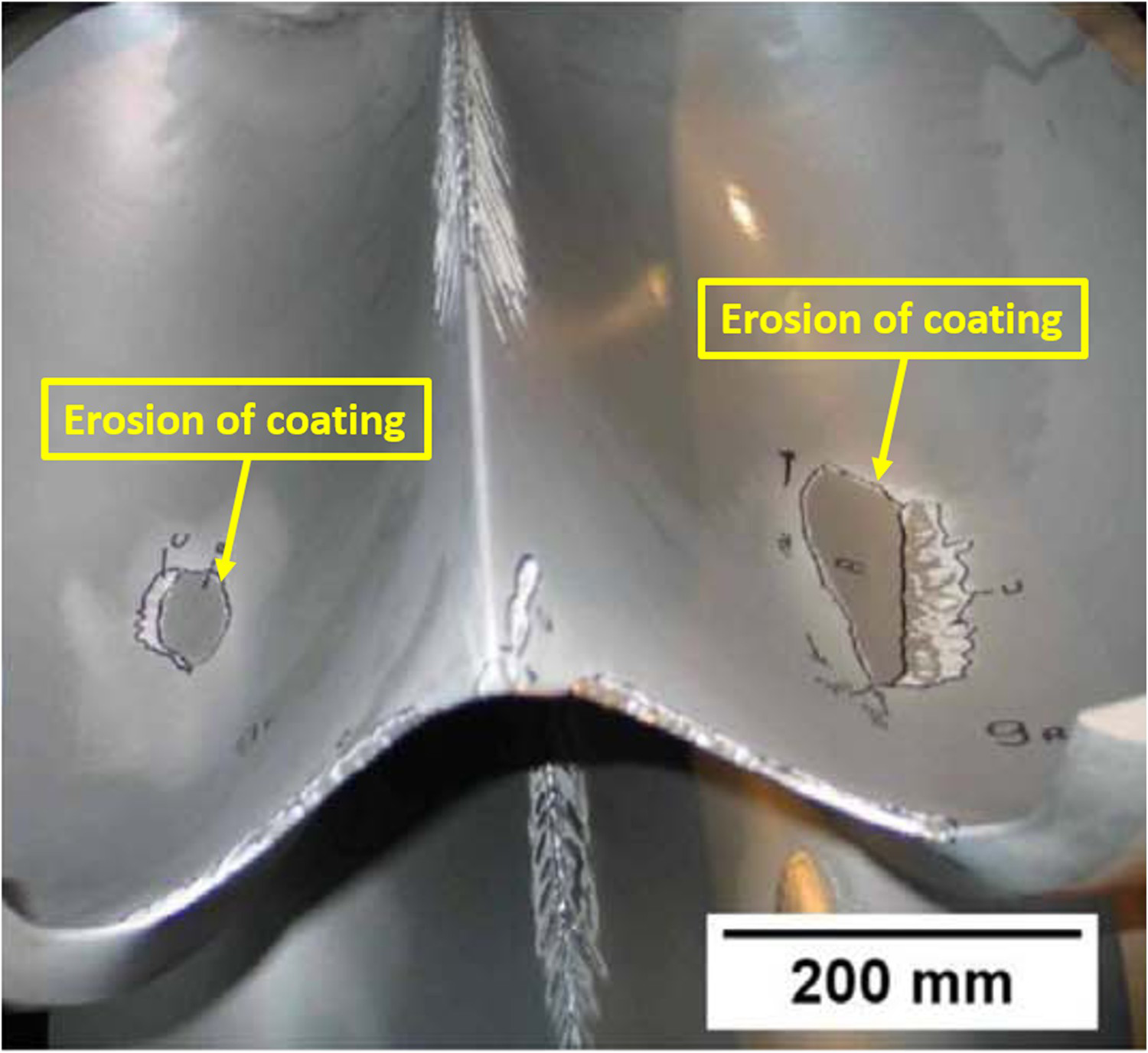
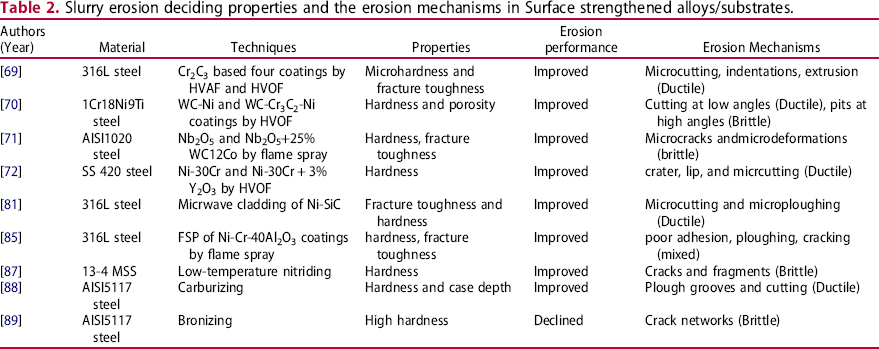
Slurry erosion deciding properties and the erosion mechanisms in Surface strengthened alloys/substrates.
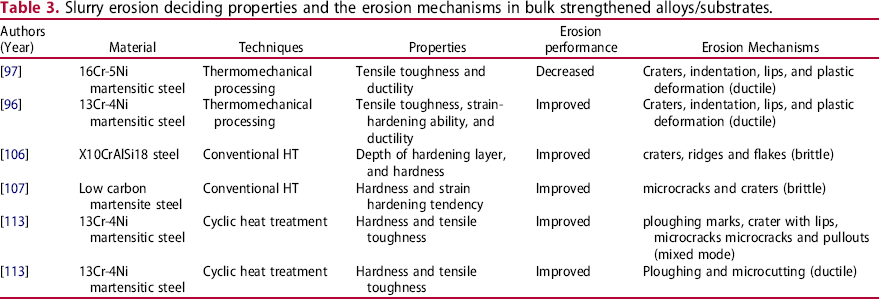
Slurry erosion deciding properties and the erosion mechanisms in bulk strengthened alloys/substrates.
In bulk strengthening, toughness and strain hardening are also reported as erosion performance deciding properties along with the hardness of the substrate. Similar to the surface strengthened, the studies on bulk strengthening also reported both (ductile and brittle) or mixed mode of fractures. Most of the studies reported an enhancement in the erosion resistance of the bulk strengthened substrate irrespective type of erosion mechanism. So it is not easy to state any erosion mechanism superior than the other. But, as bulk strengthening improves the bulk physical properties of the substrate, the erosion behaviour of the substrate can be predicted/modelled for a longer service duration.
Conclusions and recommendations
The following conclusions are drawn after doing the literature:
❖ Surface modification i.e. coating is the most addressed technique. Hardness is the most influential property to control the materials loss by slurry erosion. HVOF is the most addressed coating technique and is reported as the best for the said objective. ❖ Toughness (tensile toughness/fracture toughness) is the second most addressed property to affect the slurry erosion resistance. ❖ A little emphasis has been given to the bulk material improvement techniques for slurry erosion. Conventional heat treatments are time taking, and thermomechanical processing involves difficulties in experimentation and hence larger cost. ❖ It is not possible to predict/model the erosion behaviour/performance of the surface strengthened substrate for a long service duration. ❖ The type of erosion mechanisms cannot indicate the slurry erosion performance of any (whether surface or bulk strengthened) substrate. ❖ The inter-comparison of various techniques, properties, materials, and slurry erosion test parameters is not possible.
Future directions and recommendations
The problem of slurry erosion is still like a mountain despite such a large number of studies. Most of the techniques addressed in the literature remained on the papers only and could not be practiced due to some of the issues like being uneconomical, lack of resources, lack of knowledge, and larger processing times, etc. Based on the literature, the following recommendations are made:
❖ Despite shortcomings, the coating technique is the most successful among all others. So, future research on coatings should address the shortcomings of coatings technologies, e.g. adhesion, porosity, cost, etc. To provide a good adhesion and bonding strength, powder bed technologies (additive manufacturing) can be utilized for the deposition of appropriate coating material. Powder bed technologies should be explored for surface and bulk material modifications. The repairing of worn components, and fabrication of new components by additive manufacturing can provide an alternate solution to the problem. ❖ CHT provided attractive outcomes in terms of mechanical properties and slurry erosion performance. The authors recommend the design of microstructure through CHT to improve the slurry erosion resistance. This is a rapid technique and can also be economical when practiced earnestly in the real world. ❖ Coating (preferably by HVOF) on bulk strengthened (preferably by CHT) substrate can add the advantages of both (surface and bulk modification) approaches. But this can be very costly. Moreover, the bulk strengthening may affect (either increase or decrease) the ease of adhesion with the coating. ❖ In the opinion of the author, separate standards should be made for each condition (e.g. specimen size, slurry concentration, test parameters, test equipment, etc.). Influencing parameter should be identified first because any single technique cannot improve the slurry erosion resistance for every material. Also, a separate property/parameter may be responsible for the performance against slurry. The microstructural correlations with the materials removal and a closer examination of material removal mechanisms can provide a better insight.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).