
Abstract
HFCVD method was used to prepare and characterize single and gradient multi-layered diamond coatings on tungsten carbide. The wear behaviour was evaluated in ambient air, against Si3N4 ceramic balls. The results demonstrated that with the increase of carbon-source concentration from 1% to 5%, the diamond surface grains gradually refined and formed crystal clusters, and the roughness (Ra) of diamond surface decreased from 62.3 to 32.54 nm. Concerning the 100, 300, and 600 nm gradient of multilayer diamond coatings, the roughness Ra was 31.3, 35.6, and 40.5 nm, respectively. The diamond film obtained with 1% CH4 concentration exhibited poor wear resistance. For higher CH4 concentration, the abrasion resistance increased gradually. The average friction coefficient of multilayer diamond coatings decreased from 0.052 to 0.023 as the modulated layer thickness increased from 100 to 600 nm. The gradient multilayer structure significantly improved the tribological behaviour.
Keywords
Introduction
Generally, cutting tools, sliding bearings, and drawing dies are manufactured from cemented carbides, which have a unique combination of properties: high intensity, abrasion resistance, vibration resistance, and impact resistance [1,2]. However, in recent years, the increasing application of new materials in some industries has led to higher requirements for cutting tools [3]. Conventional cemented carbides usually cannot exhibit high hardness and toughness concomitantly [4], therefore, there is a need to improve their overall performance (higher strength and toughness, enhanced wear resistance, and prolonged lifespan). There is also a need to find new ways to reduce the consumption of tungsten and cobalt binder required for the manufacture of WC-Co and to promote sustainable economic development, save resources, and improve resource utilization [5].
Diamond is the hardest material known in the world, and it is a very desirable tool material, due to its superior mechanical and frictional characteristics, such as high hardness and thermal conductivity, large elastic modulus, low coefficient of friction and thermal expansion, and good chemical stability [6-8]. Chemical vapour deposition (CVD) diamond coatings have the properties of diamond, which can significantly improve the life of tools, reduce pollution during cutting, and contribute to the ecological aspects of machining [9-11]. CVD diamond coatings may be applied to the whole top area of the base material since they are not restricted by the intricacy of the forms to be coated [12,13]. Among the variety of CVD technologies, Hot Filament Chemical Vapour Deposition (HFCVD) has become one of the main methods because of its benefits, like structure simplification, operational simplicity, and low cost, as well as the utility of coating large areas [14].
Information regarding the deposition and properties of single-layer diamond coatings can be extracted from the literature. Lei et al. [15] deposited microcrystalline diamond (MCD) and nano-crystalline diamond (NCD) by HFCVD on carbide balls and flat sheets. The average friction coefficient against MCD/NCD, MCD/MCD, and NCD/NCD structures was always stable in the range of 0.053∼0.062 in dry sliding, and 0.023∼0.025 in water-lubricating conditions. Wei et al. [16] successfully deposited diamond coatings on carbide by HFCVD using different CH4/H2 source gas mixing ratios and different total gas pressures and analysed the nature of coatings’ properties as a function of process parameters. However, the micro diamond grains were mostly coarse crystals with columnar structures which exhibited high hardness but large surface roughness. Moreover, nano diamond coatings showed a very smooth and homogeneous surface and low friction coefficient, but their low hardness and high sp2 content contributed to poor adhesion to the substrate [17].
Nowadays, the application of coatings in machinery requires not only high hardness and bonding strength with the substrate, along with strong wear resistance but also a smooth surface [18], thus multilayer coatings combinations are proposed as an alternative solution. Ravikumar Dumpala et al. [19] deposited on carbide substrates by HFCVD (controlling the CH4 concentration and chamber pressure) NCD/transition-layer/MCD coating structures. The results showed that the NCD layer exhibited finer structure and better cutting performance, while the bottom layer (MCD) greatly increased its adhesion to the substrate. Yan et al. [20] deposited MCD, MNCD, NCD, and alternating multilayer diamond coatings (ACD) on tungsten carbide and compared their performance. The results showed that the ACD coatings have low surface roughness, strong film base bonding, and longer lifespan, all due to the synergic properties of MCD and NCD structures, making them very suitable for cyclic milling of hard or brittle materials. Alternating several layers of diamond with varying properties can effectively improve the performance of a multilayer structure, compared to single-layer coatings, but the alternating deposition of two interlayers with large differences of CH4 concentration may cause a weak bonding strength between the individual layers and between the coatings and the substrate. Moreover, the bonding properties of alternating layers are related to the structure and thickness of the specific layers, in order to result in good film–substrate adhesion [21].
In addition, studies concerning the effect of buffer layers can also be found in the literature. In an effort to enhance diamond coating bonding on WC-Co substrates, Wang et al. [22] prepared a composite coating, using diamond as a top layer, β-SiC as a middle layer, and cobalt silicide as a bottom layer. However, the effect of using interlayers is not entirely understood or researched, thus needing more effort to verify whether the final coating system can meet the requirements of the application.
Consequently, gradient multilayer diamond coatings are proposed herein, obtained by adjusting the gradient variation of carbon-source concentration, which can eliminate the stress between individual layers and between the coatings and substrates. The purpose was to enhance the bonding strength and to prolong durability in comparison with single ones. MCD, NCD, and gradient diamond coatings of different thicknesses were deposited onto cemented carbide substrates by HFCVD. The as-deposited diamond coatings were investigated by characterizing the surface characteristics, roughness, profile of film sections adhesion force, and chemical features, using Atomic Force Microscopy (AFM), Scanning Electronic Microscopy (SEM), Raman spectroscopy, and Hardness Testing. Moreover, the factors affecting friction and wear of the as-deposited coatings in dry friction conditions, under various loads (5, 10, 15, and 20 N), were studied to analyse the impact of factors such as surface characteristics and roughness. This paper provides insight regarding gradient multilayer diamond coatings deposited onto cemented carbide tools.
Materials and methods
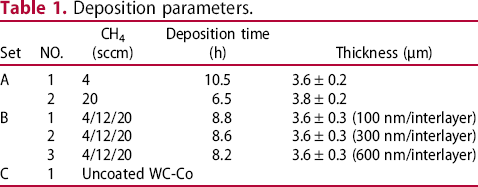
Deposition parameters.
An Innova Series Atomic Force Microscope (AFM), manufactured by Bruker, was used to analyse the surface morphology on five 5 × 5 µm test areas per sample, in order to obtain the average roughness value (Ra).
An HITACHISU-70 Field Emission Scanning Electronic Microscope (FESEM), produced by High-Tech Corporation of Japan, was used to obtain the cross-sectional morphology of the deposited coatings.
Microscopic Confocal Raman Spectroscopy (LabRAM HR Evolution Series, Horiba) was performed to recognize diamond and other non-diamond phases and to analyse the diamond crystalline quality based on the position and intensity of Raman peaks. The test process used a 532 nm laser with a raster of 1800 lines per millimeter.
The bonding strength of the coating to the substrate was assessed based on the microcracks and delamination produced by a hardness tester indenter (LCR500 Rockwell Type Hardness Tester, manufactured by LECO (USA)). The selected load was 60 kgf, applied to a Rockwell conical diamond indenter. On each sample, three indentations were produced, followed by optical microscopy analysis to obtain an accurate qualitative evaluation of the bond strength of the coating.
The friction properties of as-deposited single-layers (Series A samples) and multilayers (Series B samples) were evaluated under dry sliding conditions on a ‘ball-on-plate’ type reciprocating friction tester, and the results were compared with the ones obtained on the uncoated tungsten carbide. 6 mm diameter Si3N4 ceramic balls were used as the wear couples. Before each test, the samples were cleaned with ethanol in an ultrasonic bath for five minutes to eliminate surface impurities. The Si3N4 balls were attached to the holder arm and pressed with a set load onto the diamond coatings, positioned on the reciprocating table. The normal load applied on the samples was 5, 10, 15, and 20 N, respectively, and the frequency of reciprocating table was 3 Hz, which resulted in an average stroke of 10 mm and a constant sliding velocity of 0.03 m s−1. The tester automatically recorded the friction coefficient. Each friction experiment was repeated five times and its average value is presented herein. The surface topography of the worn coatings was characterized by 3D surface topography, using a DektakXT stylus profiler from Bruker, on a scan 2 × 1 μm area. The wear rate (WS) was calculated according to Equation (1) [26]:

Results and discussions
Morphology and phase analysis
Figure 1 describes the representative morphologies of the single and multilayer diamond coatings, obtained by AFM. The average roughness values (Ra) can be seen more clearly in Figure 2. Sample A1, deposited with 1% CH4 concentration, exhibits a micro-columnar structure. With the CH4 concentration increased to 5% (sample A2), the grain morphology becomes refined. The surface roughness Ra of the A Series samples was measured to be ∼62.3 and ∼32.54 nm, respectively. In respect to the multilayer samples (B Series), the surface grains were significantly refined with the increase of interlayer thickness.
AFM 3D micrographs. Surface roughness.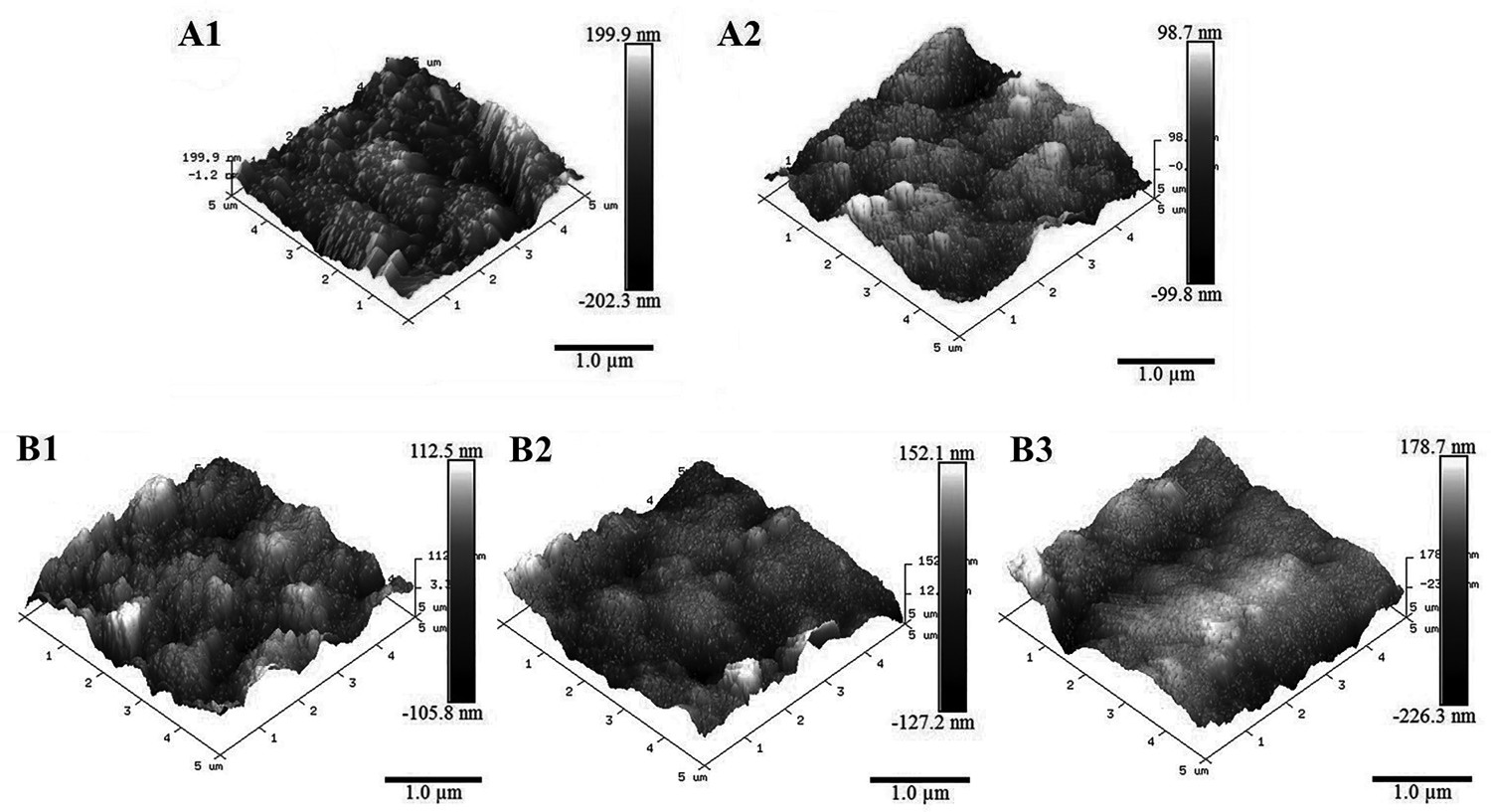
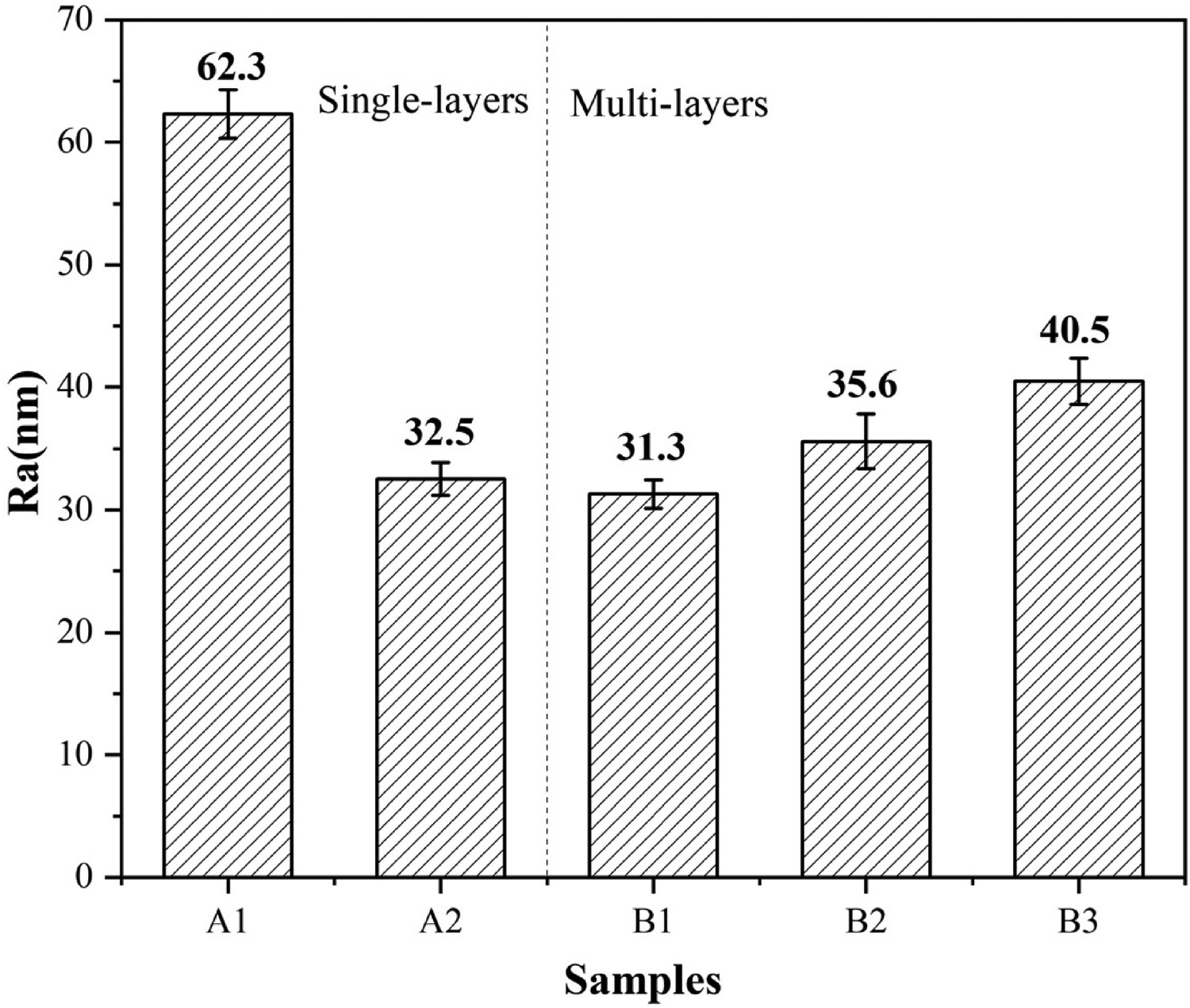
The surfaces roughness of the multilayer diamond film with 100 nm thickness per interlayer (Sample B1) was Ra ∼31.3 nm, and grains are visible on the surface. When the gradient layer thickness was increased to 300 nm (Sample B2), the surface was relatively smooth, exhibiting a roughness of ∼35.6 nm. For multilayer coatings, especially for several alternating layers (more interfaces), the ratio of grain boundaries to defects can be increased, and the quality of the coating can decrease, which might explain why the surface roughness of B2 is higher than B1, possibly due to an increase in clustering of surface grains. This phenomenon was slightly more pronounced when the modulation layer thickness was set to 600 nm, resulting in large clusters (∼ 4 µm) of agglomerated surface grains, the surface roughness of sample B3 further increasing to ∼40.5 nm.
As mentioned previously, the samples presented herein are composed of several interlayer stacks: micron diamond with 1% methane concentration as the bottom layer, methane concentration increased to 3% to create the middle layer, and nano-diamond made with 5% methane concentration for the top layer, each stack being repeated until the total thickness reached 3.6 μm. Three types of multilayer coatings were made with the variation of modulation layer thickness, namely 100, 300, and 600 nm per layer. These layers/stacks can be observed in Figure 3, where the cross-section morphology obtained by FESEM is shown. The bright layer of each cross-sectional SEM image is a micron diamond layer with a columnar structure, the dark layer is a nano-diamond one, while the middle part is the submicron diamond layer with 3% methane concentration. The layers seem to follow the irregularities of the substrate surface, which would be one controllable aspect to minimize the surface roughness of the final coating/substrate system, albeit with a potential disadvantage related to the loss of mechanical anchoring between the substrate and the multilayer structures.
Cross-sectional SEM images of gradient multilayer diamond coatings.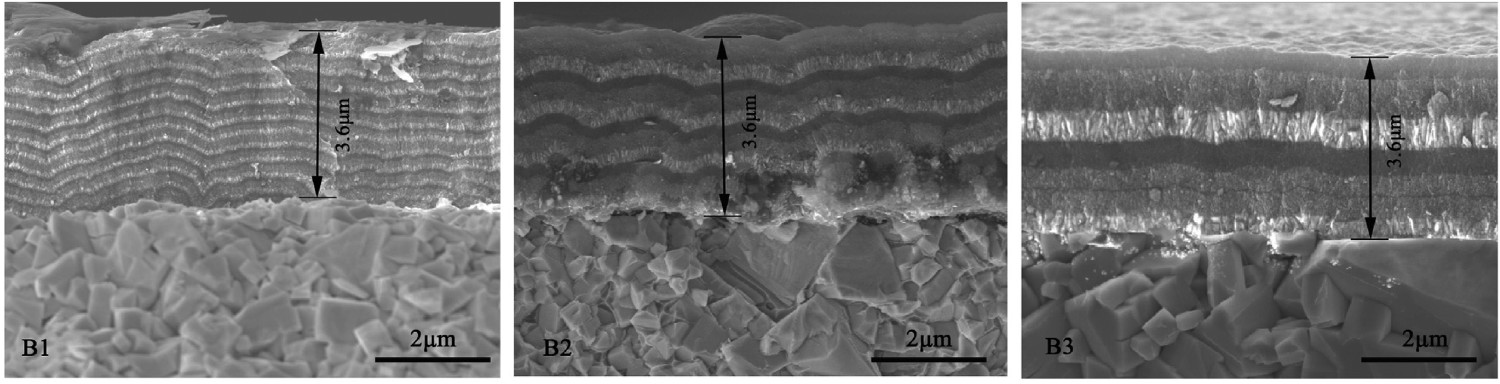
The crystalline quality and residual stress of as-deposited HFCVD diamond coatings was analysed using laser Raman spectroscopy, based on the position of the Raman peaks. The Raman signal of the diamond can be observed at 1332 cm−1, and two broad peaks at 1150 cm−1 and 1480 cm−1 can be attributed as ν1 and ν3, to the Raman modes of trans-polyacetylene. The peaks assigned as D-band and G-band at 1350 cm−1 and 1580 cm−1, respectively, show that the existence of amorphous and graphitic phases dominates the grain boundaries. Residual stress calculations were performed by observing the displacement offset of the diamond peaks (measured position versus theoretical/literature position). Equation (2) was used to determine the residual stress in the coatings [27]:
Raman spectra and fitting curves of the diamond coatings. Residual stress of diamond coatings according to Raman analysis.
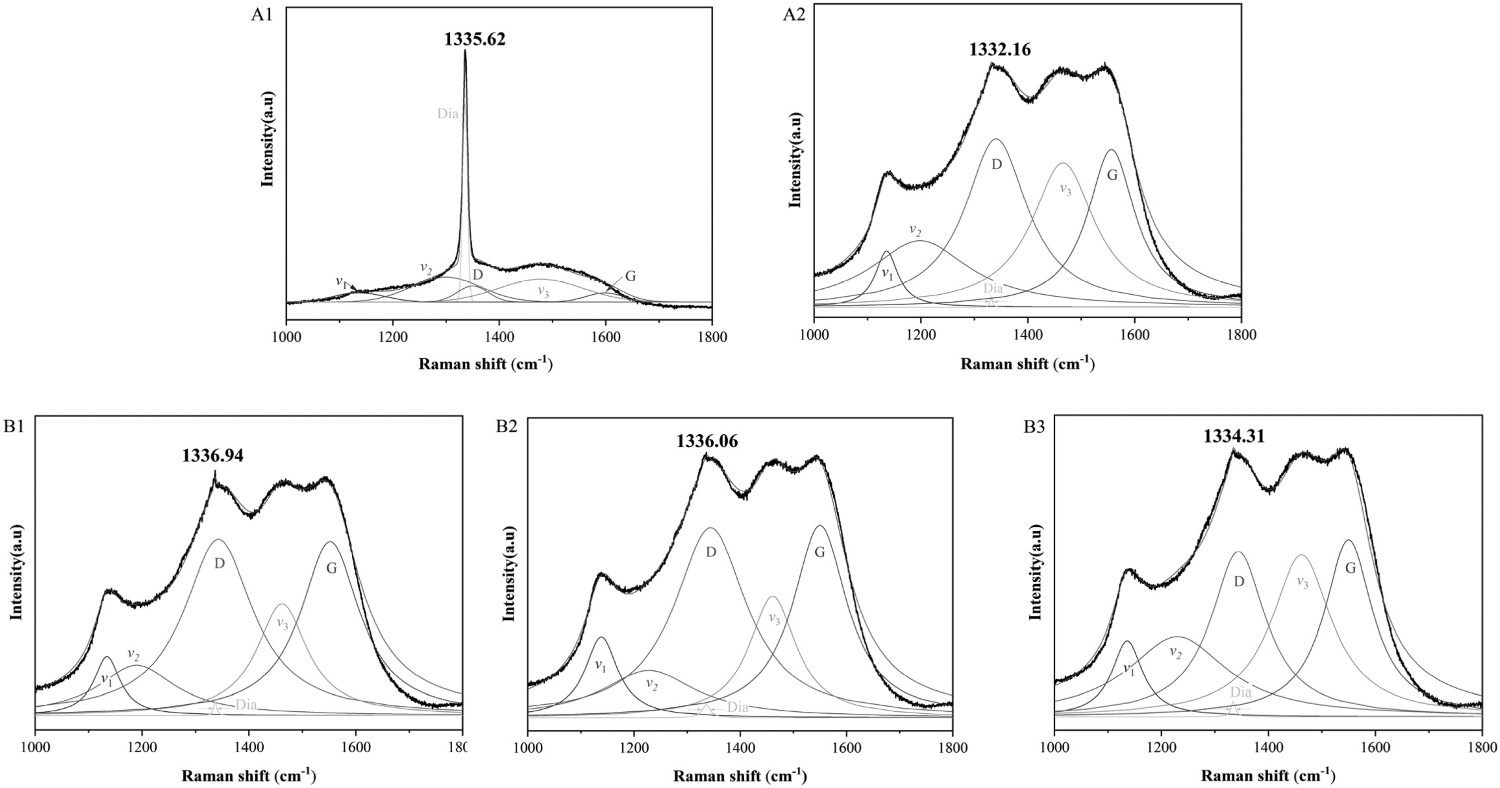
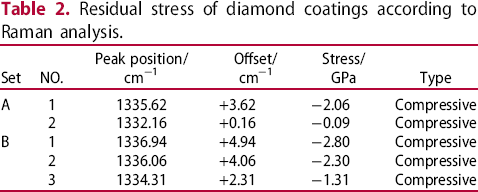
The Raman spectrum of sample A1 is shown in Figure 4, with a high-intensity diamond peak centred at 1335.62 cm−1, which signifies the presence of sp3 bonds and better diamond quality. The shift of 3.62 cm−1 from the value of natural diamond is related to the residual stress in the coating which is compressive in nature. For a higher CH4 concentration (Sample A2), the characteristic peak of diamond is still present, however with a much lower intensity, while the features usually assigned to trans-polyacetylene (1130 cm−1 and 1470 cm−1) typical of NCD coatings [31], and the D and G peaks (1355 cm−1 and 1580 cm−1) exhibit relatively higher intensities. The relative intensity of diamond component and non-diamond component could be used to indirectly reflect their proportion, and also indirectly reflect the purity of the diamond coatings. This analysis relies on the peak intensity ratio of the diamond characteristic peak to the one of the non-diamond component peaks
 , a higher value of this ratio signifying the higher the purity of the coating [32]. After fitting the A1 and A2 spectra and extracting the intensity of the relevant peaks, it was observed that the ratio
, a higher value of this ratio signifying the higher the purity of the coating [32]. After fitting the A1 and A2 spectra and extracting the intensity of the relevant peaks, it was observed that the ratio
 was 2.73 and 0.065 respectively, signifying that the diamond coating purity decreased as the CH4 concentration increased.
was 2.73 and 0.065 respectively, signifying that the diamond coating purity decreased as the CH4 concentration increased.
The Raman spectra of the gradient multilayer diamond coatings exhibited similar characteristics (low diamond peak intensity, high D and G-band intensities, relatively high trans-polyacetylene peak intensities). The surface layers consisted from the same nano-diamond coatings (5% CH4), albeit with a different thickness, thus the Raman patterns were similar, but the diamond Raman peak shifts were different (listed in Table 2). The ratio
 for the multilayer samples was 0.079, 0.067, and 0.086, respectively. The modulation layer thicknesses of the gradient multilayer coatings were different, but the
for the multilayer samples was 0.079, 0.067, and 0.086, respectively. The modulation layer thicknesses of the gradient multilayer coatings were different, but the
 ratios were basically the same, indicating that the purity of these three coatings was basically the same.
ratios were basically the same, indicating that the purity of these three coatings was basically the same.
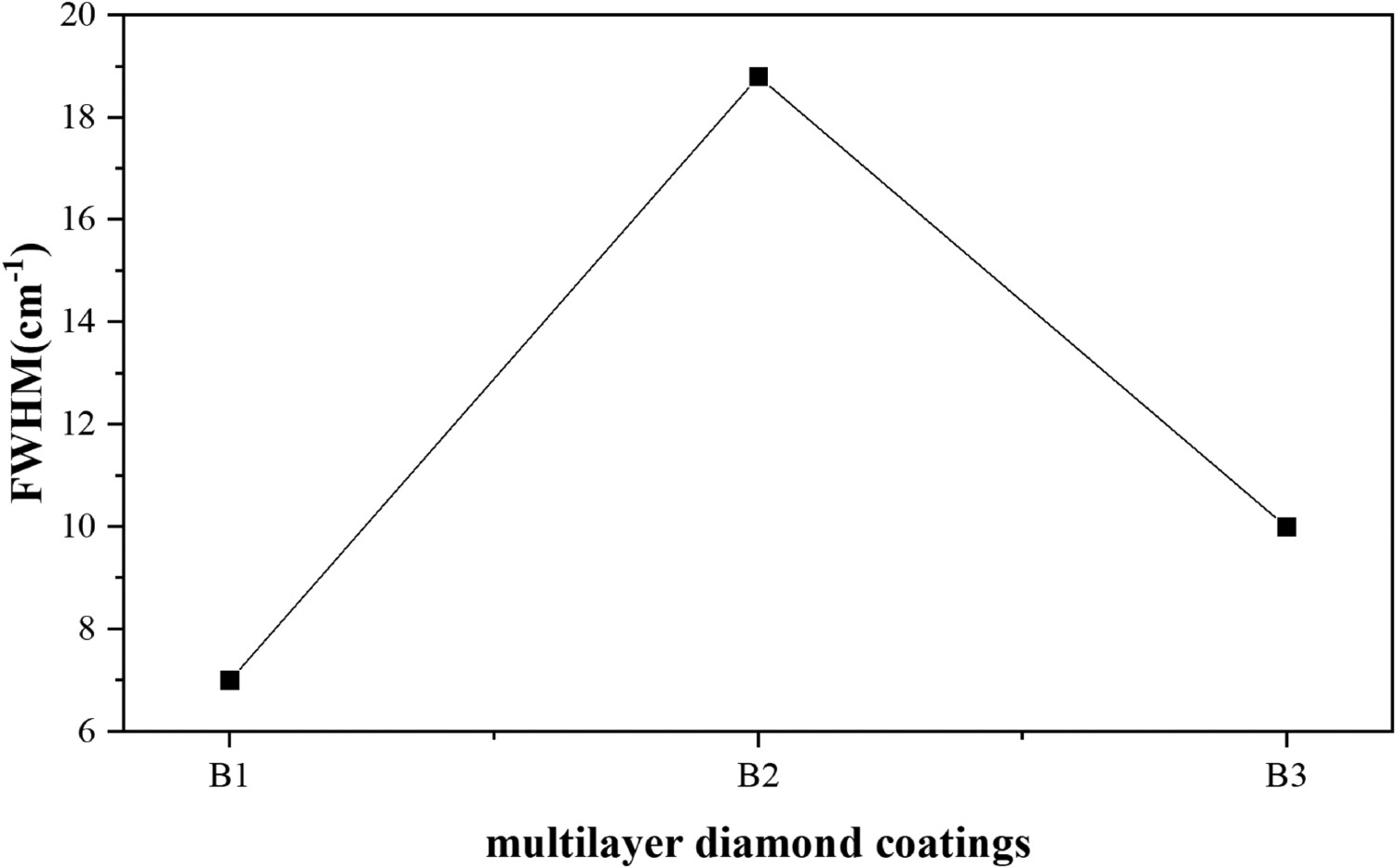
The variation of the full width at half maximum (FWHM) of diamond peaks (1332 cm−1) of the three multilayer coatings (7 cm−1, 18.8 cm−1, and 10 cm−1) is shown in Figure 5. The relationship between the width (W, FWHM) and the ordered diamond crystalline domain size (L) is calculated with the following equation [33]:
FWHM of the diamond peaks of diamond coatings.
Furthermore, it can be hypothesized that the variation of the residual stress values, presented in Table 2, could be linked to the number of interfaces in each multi-stack, sample B1, which has the highest number of interfaces, thus exhibiting the highest residual stress value. This parameter decreases once the number of interfaces is lower.
The indentations of single and multilayer coatings are presented in Figure 6. The white area seen in the micrograph for sample A1 around the indentation is the spalling area, which is relatively small, without obvious radial cracks. A possible explanation for this phenomenon is the fact that the growth form of these micron crystals is columnar, and this form will have sufficient adhesion to the substrate and will not lead to large delamination. Sample A2 exhibits a clear fan-shaped delamination between two radial microcracks. The adhesive force is poor due to the excessive non-diamond phase in the structure and due to the reduced grain size at the interface, both of which weaken the adhesion to the substrate. In respect to the gradient multilayer diamond coatings, one can observe that as the modulation layer thickness increases to 600 nm, the number and length of the radial microcracks and ring cracks around the indentation are increased, with relatively higher delaminated areas. Consequently, it can be stated that a larger interlayer thickness contributes to the reduction of the bonding properties of the coatings. On the other hand, a well-grained multiphase structure with a large number of interfacial surfaces contributes to an increased toughness. The cracks, fractures, or lack of adhesion can cause early coating failure. The creation of interfaces in the coating through the formation of multilayer coatings should contribute to issues [35]. Moreover, the micron layer structure at the interface with the substrate can increase the adhesion. Thus, the coating systems proposed herein seem to combine the advantages of both microcrystal structures and nanocrystals.
Indentation of different diamond coatings.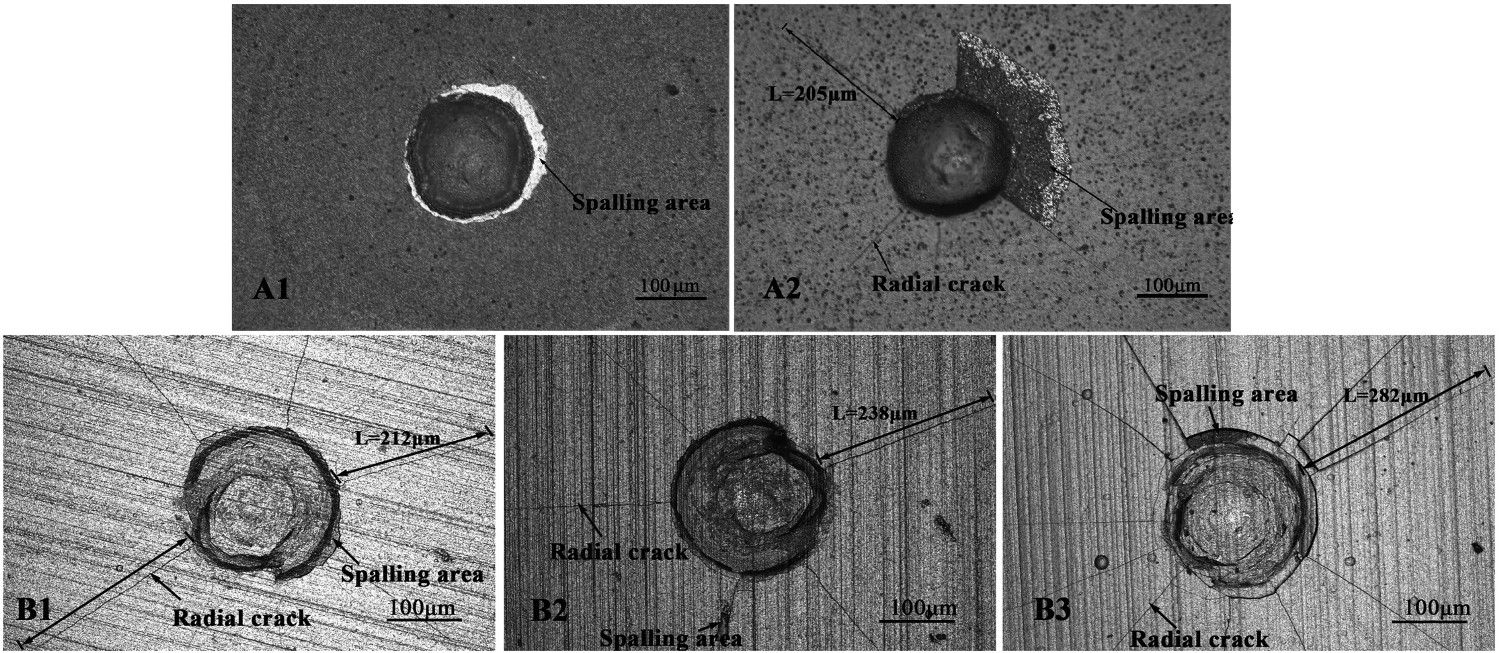
Wear behaviour
Figure 7 depicts the variation in friction coefficient as a function of sliding time, using four different loads (5, 10, 15, 20 N), against Si3N4 counterpart balls. It can be seen that the friction curves of all coated samples exhibit a similar evolution. In the early stages, a pronounced peak of a relatively high amplitude is noticed on the graphs, regardless of the applied loads. The initial friction coefficient is determined by the morphology and roughness of the coating grain surface. Consequently, the high initial amplitude was essentially attributed to the unevenness of the surface, which leads to intense mechanical interlocking. Moreover, this behaviour can also be attributed to the ploughing effect between the sharp edges of the diamond asperities, which occurred during the relative movement of the contacting surfaces, generating plough grooves, wear debris, etc. Part of this debris in the reciprocal movement can be discharged from the wear track; however, remaining particles can still be present on the surface, which can contribute to repeatedly grinding and intensifying the contact surface wear.
The variation of the friction coefficient of the diamond coatings, as function of the sliding period: (a) 5 N; (b) 10 N; (c) 15 N; (d) 20 N.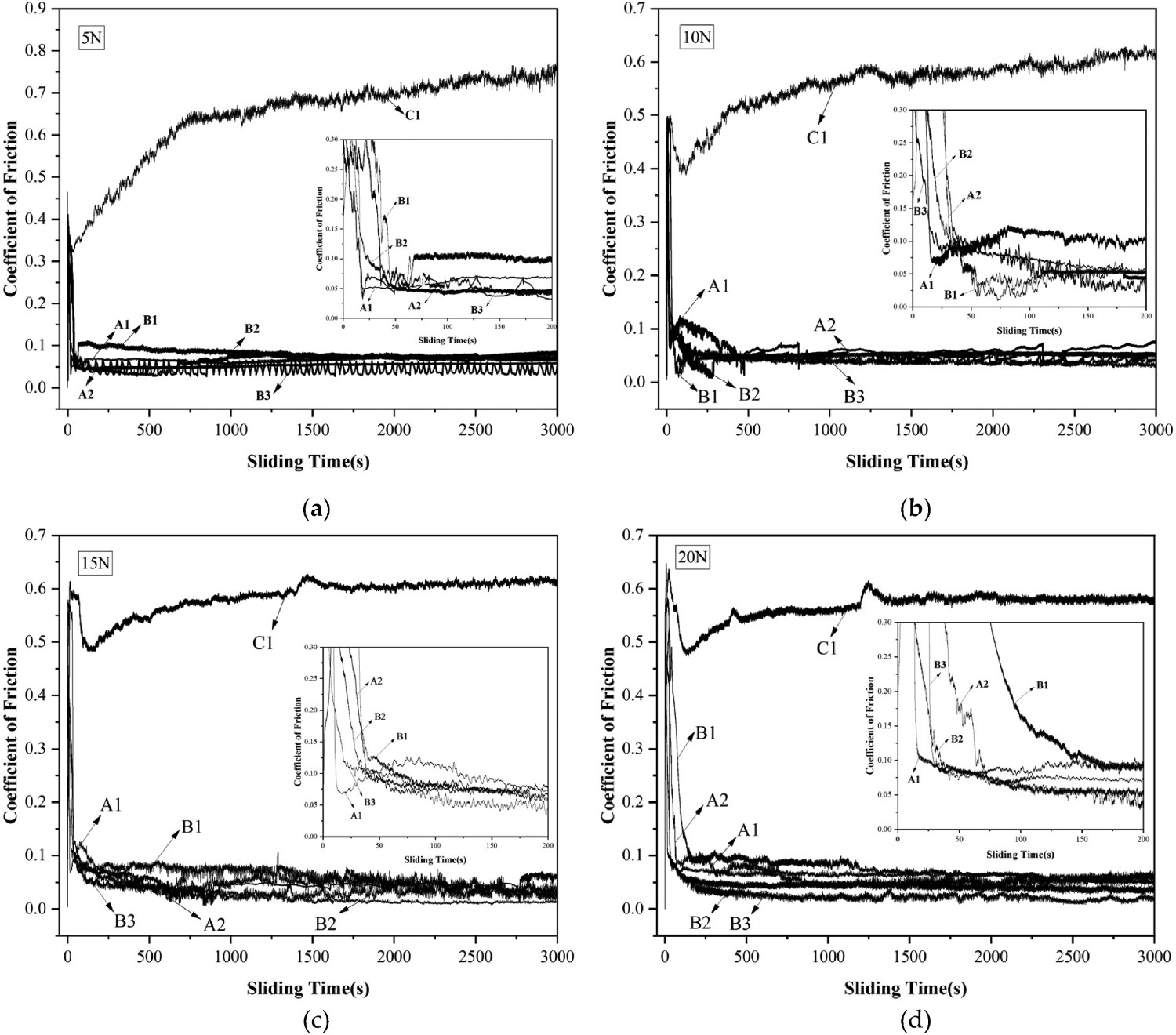
After a period of sliding, these sharp asperities were worn off from the surfaces. As a result, a relatively smooth sliding interface was gradually formed between the diamond coatings and the Si3N4 counterpart balls. After the early friction stage, the friction coefficient decreased rapidly during the running-in period, due to the gradual removal of the sharp corners of the diamond surface. Afterwards, the friction coefficient increased slightly and stabilized. Sample C1 (the uncoated substrate) exhibits a steady increase up to the stabilization plateau.
Under the same load, the running-in period of sample A1, obtained with 1% methane concentration, was longer, with a higher and obvious fluctuation of the friction coefficient, mainly because of the higher roughness of the surface, which could contribute to the pronounced ploughing effect between the coating surface and the Si3N4 counterpart ball. As the methane concentration increased to 5% (sample A2), the friction coefficient curve during the stable stage was basically without obvious fluctuations and the whole wear process was relatively smooth.
In regard to the wear behaviour of the multilayer gradient coatings (samples B1, B2, and B3), the running-in period of sample B1 was longer than the other two, entering the stable stage after about 150∼200 s. As the thickness of the interlayers increased, the running-in period shortened and the stable friction coefficient gradually decreased. Sample B3 showed a stepwise fluctuation in the stable friction process throughout the 5 N test, which might be caused by a sharp protrusion on the surface of the diamond coating at the beginning of the stable phase (about 25 s) or by the stick-slip phenomenon. Overall, the friction coefficient of the gradient multilayers was slightly lower than that of the single-layer diamond coatings. The surface of multilayer diamond coatings is nano-structured with fine grains, and the grinding action between itself and the counter balls is small, so the friction coefficient is lower than that of the MCD coating. Another explanation is associated with the fact that the bottom layer of the gradient multilayer structure is microcrystalline, and its adhesion to the substrate is significantly better than that of NCD. Moreover, each layer of the gradient multilayer is the result of increasing methane concentration, and the adhesion between each layer is superior to that of a single coating. During the frictional wear test, a significant force is generated on the contact between the grinding ball and the specimen, and for the NCD coating, which exhibited poorer adhesion to the substrate, a higher quantity of particles could be removed from the surface, causing an increase of the friction coefficient of NCD coating, compared to that of the multilayer structure. Moreover, the single-layer as well as gradient multilayer diamond coatings showed a visible reduction in the friction coefficient in comparison to the uncoated carbide substrate, tested in identical conditions.
The average friction coefficients for these friction couples (diamond coatings against Si3N4 balls) during the stability period are shown in Figure 8. The average friction coefficients in the stable period are obtained by averaging the values obtained between the sliding distance of 300 m (after the running-in period) and 3000 m (end of the wear test). One can observe from Figure 8 that the steady-state COF decreased with increasing CH4 concentration (sample A1 versus sample A2), regardless of the normal load value. This phenomenon might be due to the difference in surface roughness, resulting in a stronger ploughing effect for the higher roughness sample A1 (Ra = 62.3 nm) in contact with the Si3N4 counter balls, which in turn leads to a different friction coefficient [36]. For the single-layer coatings, the average friction coefficients were 0.049 and 0.062 for sample A1, and 0.043 and 0.056 for sample A2 (applied load of 15 and 20 N, respectively). The average friction coefficients did not show large fluctuations with increasing load, which indicated a relatively weak dependence on the normal load.
Comparison of steady-state average COF.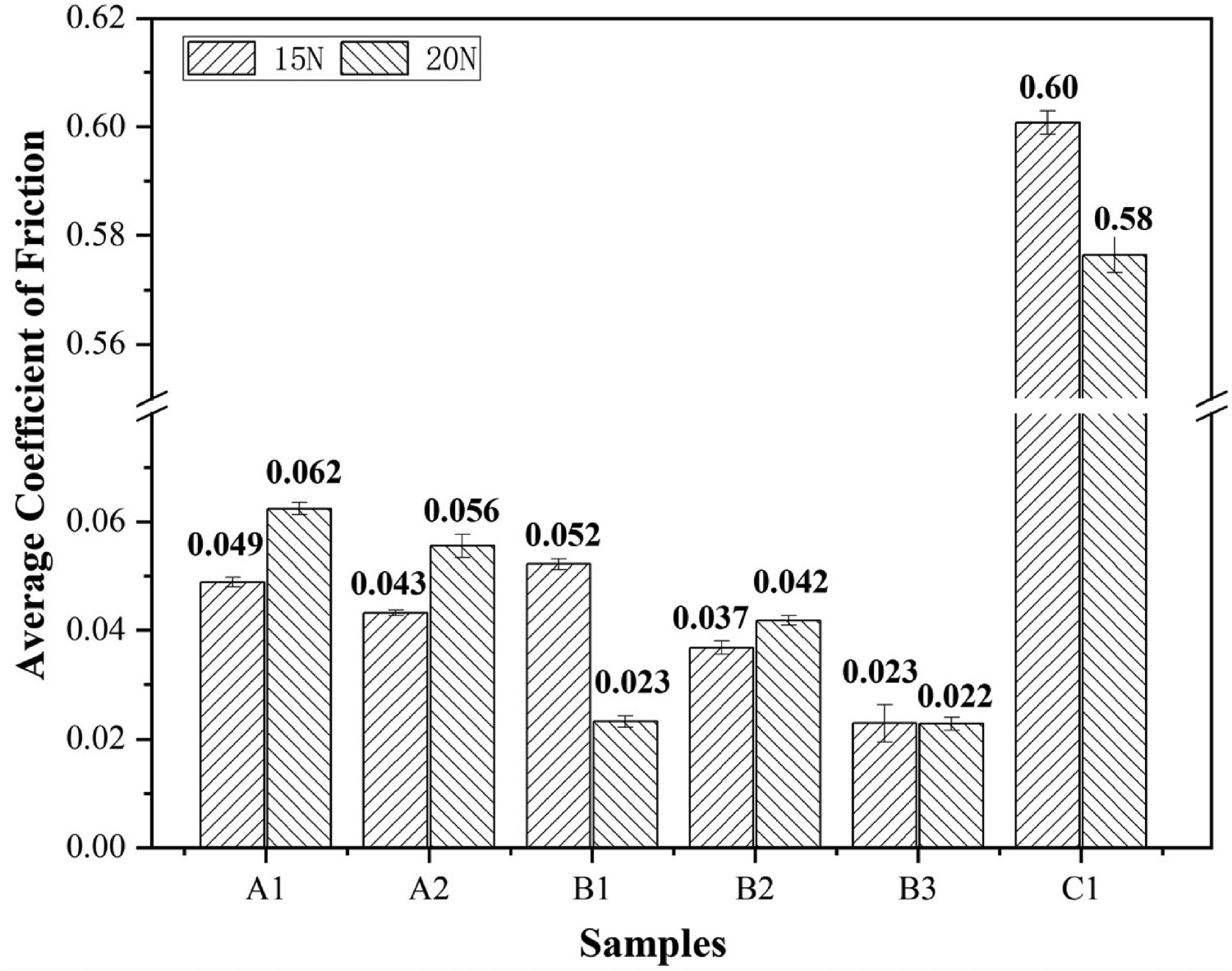
Furthermore, regarding the multilayer samples, it can be seen that the steady-state COF tends to decrease as the layer thickness increases, in particular for the 15 and 20 N applied load. This phenomenon is possibly related to the increased thickness of the nano-coatings on the surface, which could cover the underlying submicron and micron coatings more effectively and retain enough nano-coating thickness which is able to better withstand wear. For the same testing period and the same applied load, the wear depth of sample B3 caused by the Si3N4 counter balls was mainly concentrated in the nano-layer (Figure 10), hence the lower friction coefficient. The gradient multilayer diamond coating was less dependent on the normal load in the stable wear stage, which basically remains at 0.02∼0.05.
The friction coefficients of uncoated carbide at 15 and 20 N applied load were 0.60 and 0.58, respectively, the deposition of diamond coatings greatly increasing the wear resistance. The average coefficient of friction of uncoated carbide, obtained in identical test conditions, is almost 12 times higher than that of a single-layer coating, and 11∼26 times higher compared to a gradient multilayer diamond coating.
The calculated specific wear rates of the coated and uncoated samples were plotted as a function of the normal load, and they are shown in Figure 9. When the concentration of CH4 was increased from 1% to 5%, the wear rate of the single-layer diamond coatings decreased from 1.96 × 10−8mm3·N−1·m−1–1.61 × 10−8mm3·N−1·m−1 for the tests conducted with 15 N applied load. With the exception of the uncoated substrate, the wear rates of single-layer diamond coatings and multilayer coatings increased as the normal load was changed from 15 to 20 N. With the increase in methane concentration, the Raman results showed that the
Wear rates of the diamond coatings. ratio decreased, which leads to the increase of graphite content, which can also contribute to a reduced wear rate. The wear rate of the multilayer coatings changed from 0.91 × 10−8mm3·N−1·m−1 for sample B1 to 0.90 × 10−8mm3·N−1·m−1 for B2, and then decreased to 0.88 × 10−8mm3·N−1·m−1 for the B3 sample, all calculated for the 15 N applied load tests. The same pattern was observed for the wear rates obtained after the 20 N tests. However, the wear rates of the multilayer structures were all lower than those exhibited by the single-layer diamond coatings. Compared with the 1% CH4 sample (A1), the multilayer coatings exhibit significantly reduced wear rates and could be effective in extending the service life of coated parts in industrial practical applications. Although the reduction in wear rate was not that effective (but significant nonetheless) in comparison to the 5% CH4 sample (A2), gradient multilayer diamond coatings could contribute to an improved wear behaviour, due to better adhesion to the substrate and improved toughness.
ratio decreased, which leads to the increase of graphite content, which can also contribute to a reduced wear rate. The wear rate of the multilayer coatings changed from 0.91 × 10−8mm3·N−1·m−1 for sample B1 to 0.90 × 10−8mm3·N−1·m−1 for B2, and then decreased to 0.88 × 10−8mm3·N−1·m−1 for the B3 sample, all calculated for the 15 N applied load tests. The same pattern was observed for the wear rates obtained after the 20 N tests. However, the wear rates of the multilayer structures were all lower than those exhibited by the single-layer diamond coatings. Compared with the 1% CH4 sample (A1), the multilayer coatings exhibit significantly reduced wear rates and could be effective in extending the service life of coated parts in industrial practical applications. Although the reduction in wear rate was not that effective (but significant nonetheless) in comparison to the 5% CH4 sample (A2), gradient multilayer diamond coatings could contribute to an improved wear behaviour, due to better adhesion to the substrate and improved toughness.
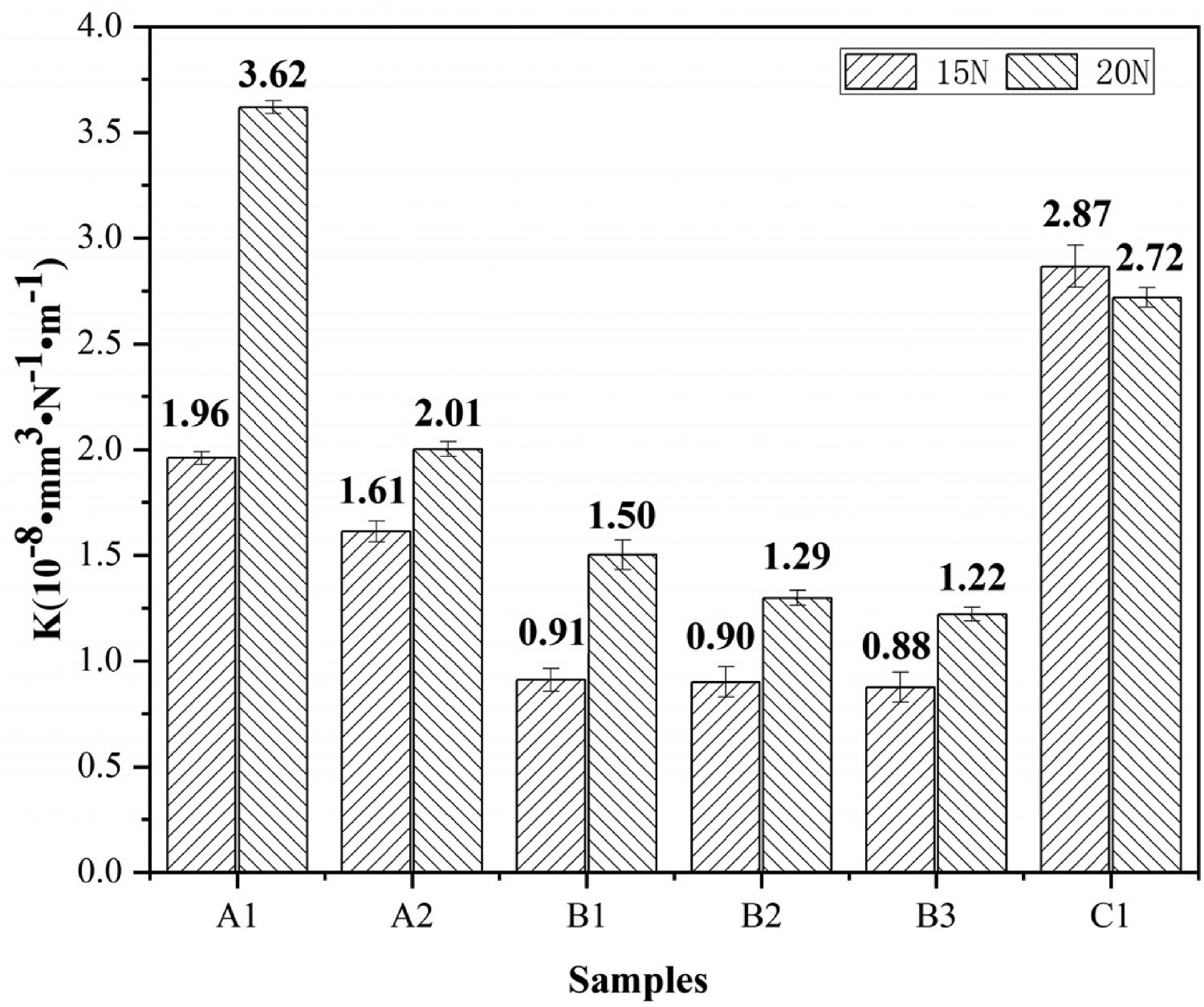
Figure 10 presents the 3D morphology of the wear tracks. Sample A1 (1% CH4) shows obvious wear marks, and the abrasion depth was 1.79 μm for the test performed with 15 N. In regards to sample A2 (5% CH4), the grain clustering phenomenon is more obvious, and the wear track width is significantly larger than that of sample A1, but the maximum depth of abrasion was only 0.81 μm. In the process of frictional wear, a few diamond grains existed in the sample A1 area of the abrasion marks, and these grains would produce some wear and aggravate the fluctuation of the friction coefficient in the stable stage. Sample C1 (uncoated substrate – WC-Co) exhibits furrows on the wear track, both at 15 N or 20 N applied load, which is probably due to its lower hardness compared to that of the friction couple (Si3N4), leading to the generation of a plough groove. When the load reached 20 N, the maximum wear track depths of samples A1 and A2 increased from 1.79 to 3.44 µm and from 0.81 to 1.11 µm, respectively. As the applied load increases, the wear area was gradually expanded and the degree of wear was more pronounced. On sample B2, with a thickness of 300 nm per interlayer, the abrasion marks were obvious, and a clear groove appeared, indicating a larger amount of wear. As expected, increasing the load resulted in a more pronounced wear width and wear amount, the depth of abrasion reaching 2.39 µm, from 2.10 µm (for 15 N applied load). The wear marks of sample B1 were not as obvious as sample B2, because the depth was only 1.13 µm for 15 N and 0.99 µm for 20 N, but the width of the wear marks increased at 20 N, and there were some diamond grains remaining on the wear track. The removed grains could also contribute to the increase in the coefficient of friction and these small grains might be caught in the relative motion of the frictional surfaces. The size of surface grains in sample B3 was reduced compared to samples B1 and B2, and the area of the wear track was small and narrow, which corresponds to the smallest wear rate of the multilayer diamond coatings. Overall, the gradient multilayer diamond coatings exhibit better frictional properties than single-layer diamond, mainly because the surface nano-coating reduced the mechanical interlocking behaviour in the initial stage of friction. The superficial nano-clusters also resisted grain breakage and did not allow too many diamond grains to remain on the friction surface, avoiding excessive friction coefficients and more severe ploughing effects later on.
3D morphology of wear track.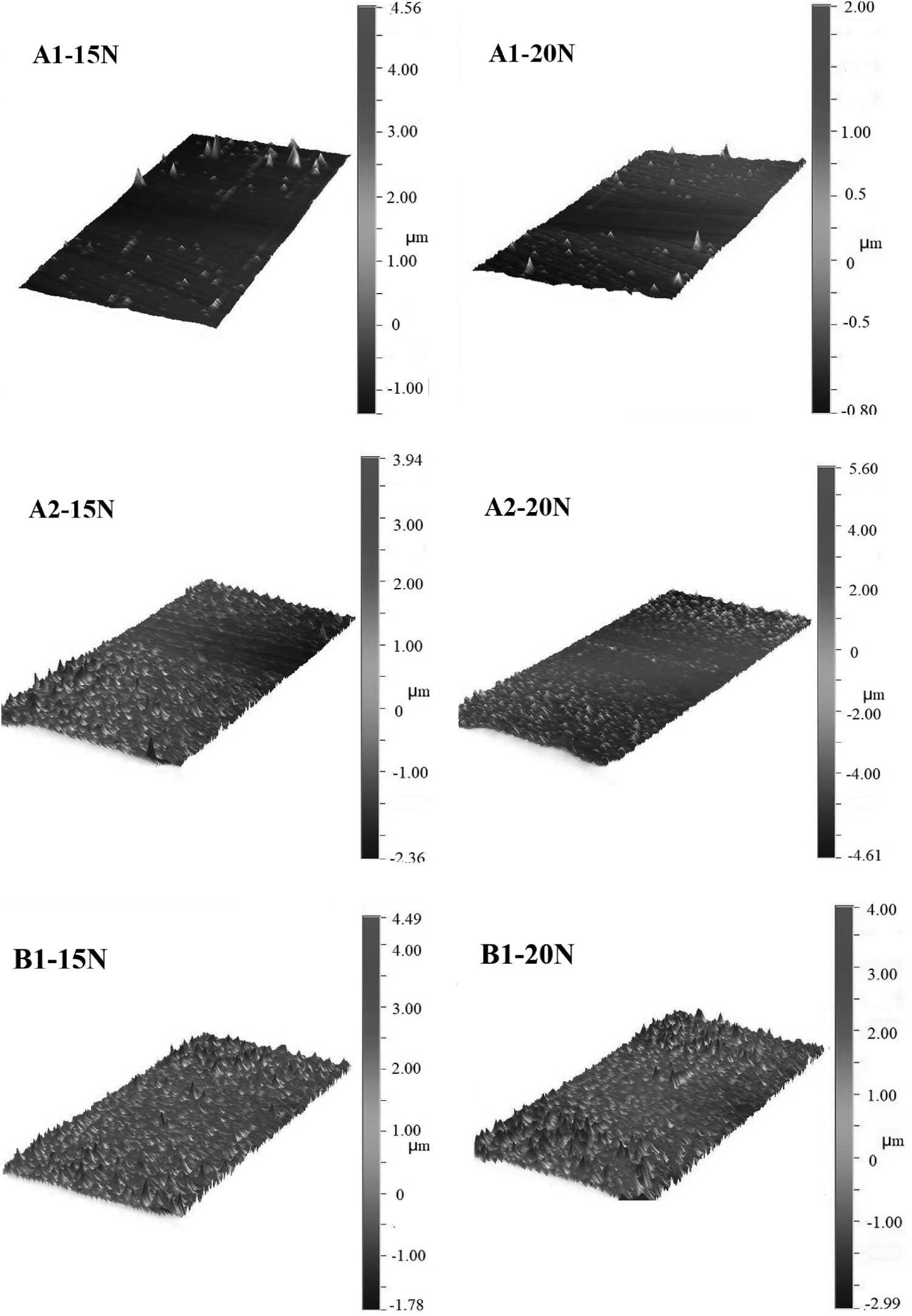
Conclusion
This paper reports the deposition of single-layer and gradient multilayer diamond coatings on WC-Co using HFCVD. AFM, SEM, Raman spectroscopy, and Hardness Testing were used for studying the characteristics of the diamond coatings, and the tribological properties of diamond coatings were evaluated in ambient air. The specific conclusions based on the survey are presented hereinafter:
The surface roughness (Ra) of sample with 5% methane concentration decreased comparing to the one deposited with 1% methane concentration. It should be noted that the roughness (Ra) of the surface increased from 31.3 to 40.5 nm when the gradient thickness of the multilayer structures was increased. The quality of the crystalline structure and residual stress of as-deposited HFCVD diamond coatings was analysed using laser Raman spectroscopy, based on the position of the Raman peaks. The variation in the proportion of diamond and non-diamond phases was observed, based on the deposition parameters. In comparison with single-layer samples, the multilayer structures displayed a reinforcement on the abrasion resistance. As the thickness of the interlayers was increased, better wear resistance was observed. The gradient thickness of 600 nm under the load of 15 N exhibited the best friction properties, which were better than those exhibited by the other remaining multilayer coatings. The average steady-state friction coefficient was 0.023, and the wear rate was 0.88 × 10−8mm3·N−1·m−1.
Depositing diamond coatings on the surface of cemented carbide substrates could effectively improve the frictional wear performance and virtually reduce the wear rate and improve the stability of the surface. Hence, multilayer diamond coatings with varying gradient thickness are presented as a prospective approach to enhance the wear resistance, which would be extremely useful extending the service life of carbide tools and the wide-spread application in production machining.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).