
Abstract
Pd–Ag alloy electrodeposit was proposed as a protective coating for electrical contacts. Before Pd alloy deposition, Ni was electroplated on a Cu substrate to limit Cu diffusion into the Pd coating. Pd–Ag alloy coatings with different Ag content were obtained using electrodeposition. Ag atomic per cent in the coatings was changed by varying the Ag mass concentration in the bath solution. Subsequently, the coated substrate experienced heat treatment at 260°C for 600 s. The contact resistance of the Pd-based coatings decreased along with the increase in the Ag content, but that of heated coatings increased. Furthermore, the wettability of the Pd-based coatings with solder was enhanced owing to the increase in Ag quantity. The qualitative analysis indicated that Pd–Ag coatings inhibited Ni diffusion to the surface, which would be oxidized during heat treatment, diminishing contact resistance and wettability.
Introduction
Contact materials protect electrical components from environmental impacts and ensure a continuous flow of current. Hence, the criteria for these materials are minimal contact resistance, and exceptional solderability [1-3]. Considering these factors, gold coating has been considered as the most effective material for electrical contacts [4,5]. Additionally, palladium has gained significant attention as a promising replacement for gold [6], owing to its low cost and density that result in considerable economic savings in comparison with that of gold. However, palladium coatings exhibit high brittleness [7], and lower wettability with solder compared with that of gold [8]. Therefore, alloying palladium with metallic elements is considered as a viable solution to decrease the internal stress of pure Pd coating and increase its wettability with the solder.
Electrodeposition is extensively applied for depositing metal and alloy coatings owing to its economical and straightforward operation. Furthermore, the structural characteristics of the coating can be altered by changing electroplating parameters such as temperature, pH, agitation speed, compositional concentration, and current density. Previous studies have focused on the electrodeposition of Pd alloys such as Pd–Ni [9-18], Pd–Ag [19-21], and Pd–Sn [22]. However, only a few studies have been conducted on Pd and Pd-based alloy electrodeposits used as electrical contacts. Pd–Ni alloy is a conventionally used Pd-based coating which has been effectively commercialised. The concentration of Ni in Pd–Ni alloy can reach up to 20 wt-% in electronics applications [23]. Additionally, a raise in the Ni content improved the microhardness of the coating while reducing the contact resistance. However, an increase in the Ni content decreased the corrosion resistance of the electrical contacts. Meanwhile, Manolova et al. adopted pulse plating to fabricate Pd–Ag alloy films from deep eutectic solvents [24]. It was observed an increase in the layer thickness and Ag content of the coating to 50 wt-% due to the increase in the Ag ion concentration. As Pd and Ag are completely soluble in each other [25], alloying Ag into Pd is expected to decrease more Pd content compared to that of other Pd alloys, reducing the demand for Pd. Therefore, Pd–Ag alloy has been expected as a promising alternative to Pd protective coatings. However, the impact of Ag content on the characteristics of the coating was inadequately discussed.
This study investigated Pd–Ag electrodeposit that can be used for electrical contacts. Cu substrate was selected as it is a conventionally used base material in electronics and electrical components. Prior to Pd–Ag electrodeposition, a nickel coating was deposited on the Cu substrate to impede the migration of Cu atoms into the Pd coating. Subsequently, the Pd–Ag alloy coatings with different Ag contents were plated on Ni-coated Cu substrates. The coated Cu substrate was subjected to heat treatment at 260οC to study the influence of Pd–Ag alloy on the diffusion at Pd alloy/Ni interface. The effect of Ag content on contact resistance and solderability of the coatings was explored. Quantitative analyses were performed on aged Pd–Ag/Ni interface to investigate the element migration. Finally, the viability of Pd–Ag electrodeposit as electrical contacts was discussed through comparison with that of Au alloy electrodeposit.
Materials and methods
Composition of the bath solution employed for Ni and Pd alloy electrodeposition.

The Pd-based coatings were dissolved using nitric acid to determine the concentration of elements in the electrodeposit. Subsequently, the mass of Pd and Ag elements in the obtained solution was estimated using an atomic absorption spectrometer (AAS, iCE 3000, ThermoFisher). The phase identification of the Pd-based coatings with a thickness of approximately 3 μm was conducted using X-ray diffraction (XRD, Empyrean, Malvern Panalytical) with Cu Kα radiation in a 2θ range of 30–130° and 0.02° step. Quantitative analyses were carried out using field emission transmission electron microscope (FETEM, Titan G2 ChemiSTEM Cs Probe, FEI) and X-ray photoelectron spectroscopy (XPS, NEXSA, ThermoFisher). Microstructure of top-view Pd-Ag coatings was obtained using a field emission scanning electron microscope (FESEM, SU8230, Hitachi).
The contact resistance was obtained after implementing the measurement 10 times using a contact resistance metre with a load of 25 g according to ASTM standard B667-97 [26,27]. A tin solder ball with 0.76 mm of initial diameter was placed on the coatings, and subsequently this system was heated at 260°C for 30 s to evaluate the solderability of coatings. The solder spreadability equalled the percentage of decrease in the height of the tin solder ball after heating. Additionally, the contact angles were obtained through cross-sectional observation of the solder ball/coating interface.
Results and discussion
Composition and phase identification


Element content in electroplating solution and electrodeposit.
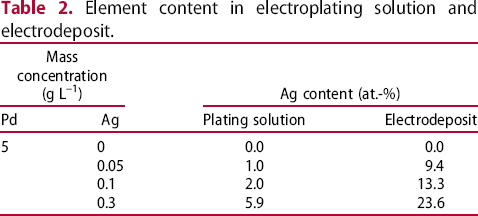
The standard reduction potential (E0) required for the reduction of [Ag(NH3)2]NO3 (0.37 V) is more positive than that for the reduction of [Pd(NH3)4]Cl2 (0.0 V) [29,30]. Therefore, Ag deposition is preferred over Pd deposition at low current density. Furthermore, the current density applied in this study was low (0.1 A dm–2). As a result, the Ag content in the electrodeposits was greater than that in the electrolyte. This indicates that using a low current density can produce a Pd-based electrodeposit with high Ag content.
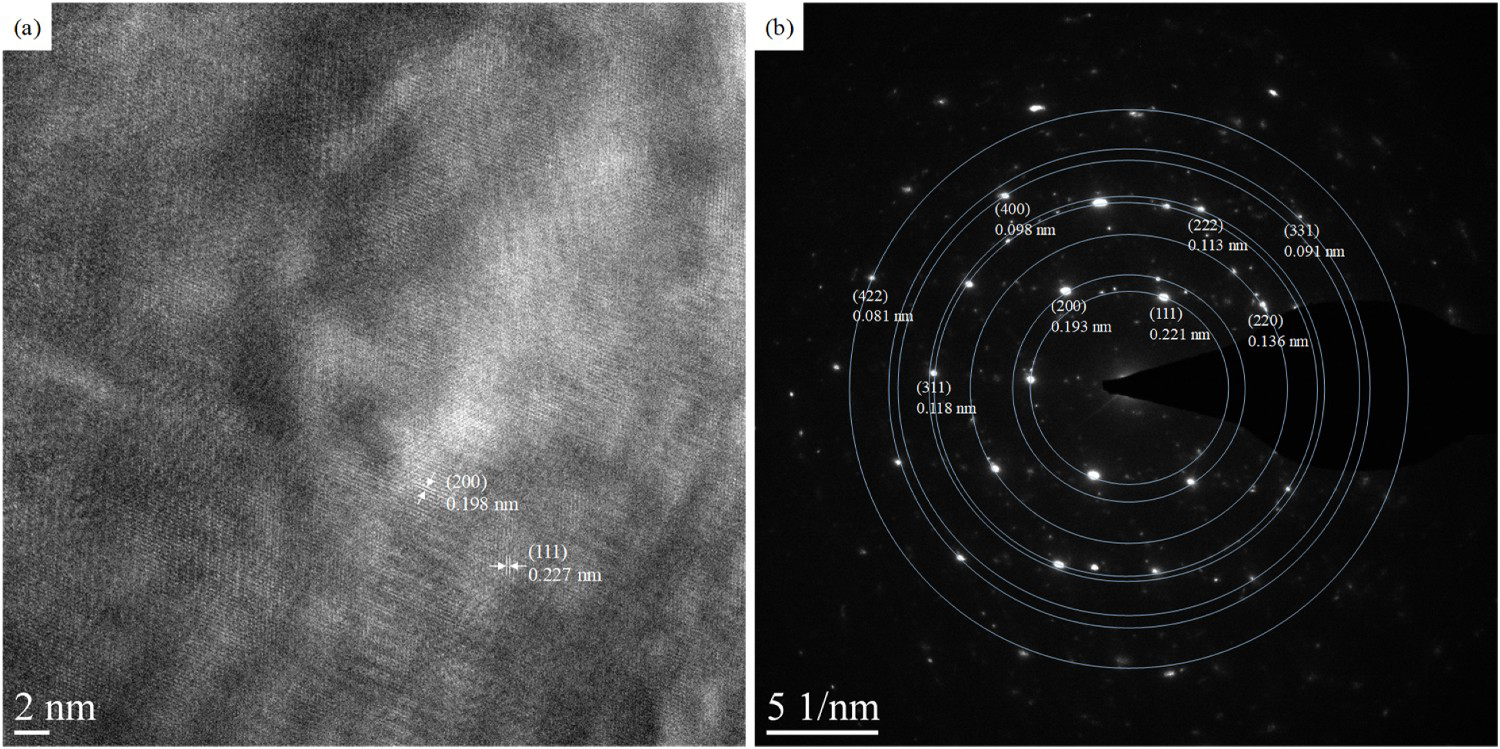
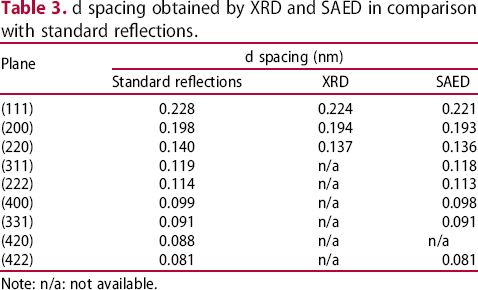
The XRD results of Pd alloy coatings with different Ag contents are depicted in Figure 1(a). For coatings involved Pd and Pd–13.3at.-%Ag, the reflections of Pd, Cu, and Ni were detected. The absence of Ag in Pd–13.3at.-%Ag was attributable to the substitution of Ag atoms in the Pd lattice. Nevertheless, the Pd–23.6at.-% Ag pattern exhibited a broad peak of Ag at 2θ of approximately 37ο. The lattice constant was calculated using reflections of (111), (200), and (220) denoted by grey rectangles as shown in Figure 1(b). In addition to the increase in the Ag content, the Pd-based lattice exhibited an increase in the lattice constant, which is consistent with that of the study conducted by Oliveira et al. [31]. The phase identification was further verified using the selected area diffraction (SAED) pattern of the selected region in HRTEM image (Figure 2). The SAED pattern presented diffraction rings with inter-planar spacings (d-spacing) in the Pd lattice. The d-spacings obtained using SAED were compared with those obtained by XRD using Bragg's law and standard reflections (Table 3), and these values are evidently similar.
(a) XRD patterns and (b) lattice constant of Pd–Ag coatings with a thickness of 3 μm. (a) Cross-sectional HRTEM image of Pd–13.3at.-%Ag coating, and (b) SAED pattern of the selected region in (a). d spacing obtained by XRD and SAED in comparison with standard reflections. Note: n/a: not available.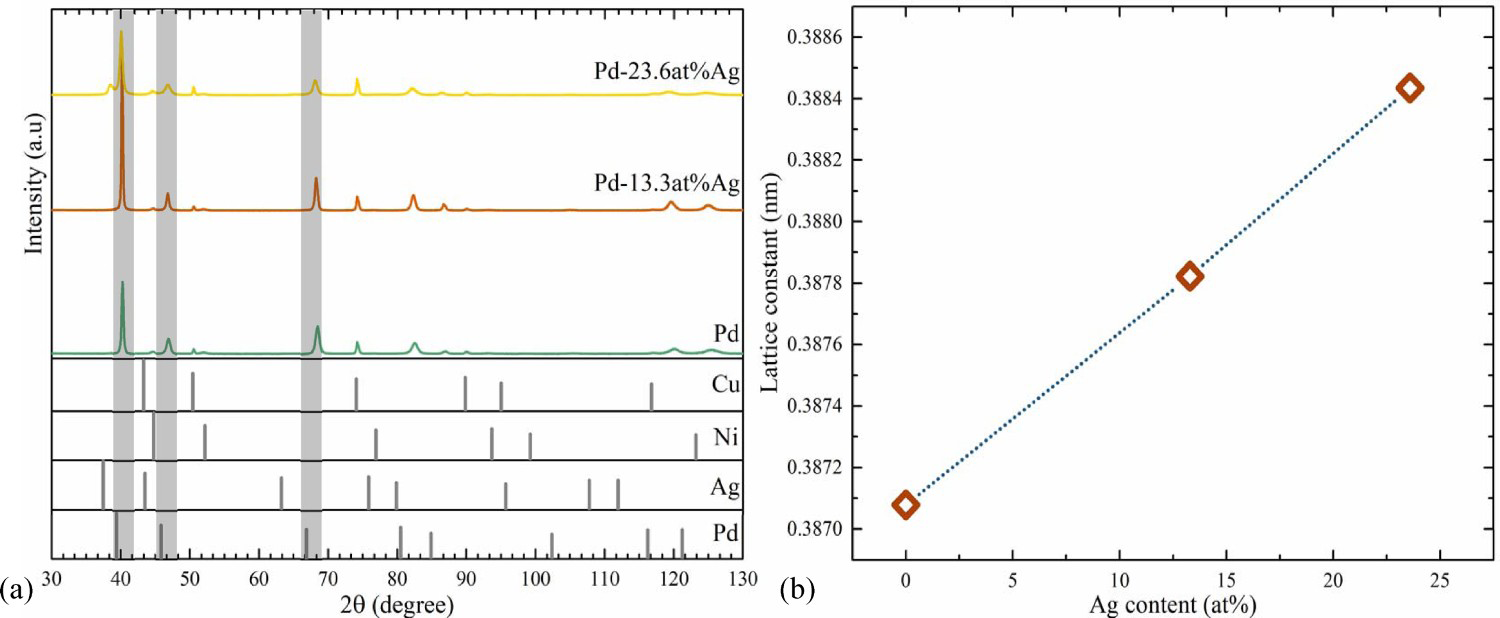
Diffusion induced by heat treatment
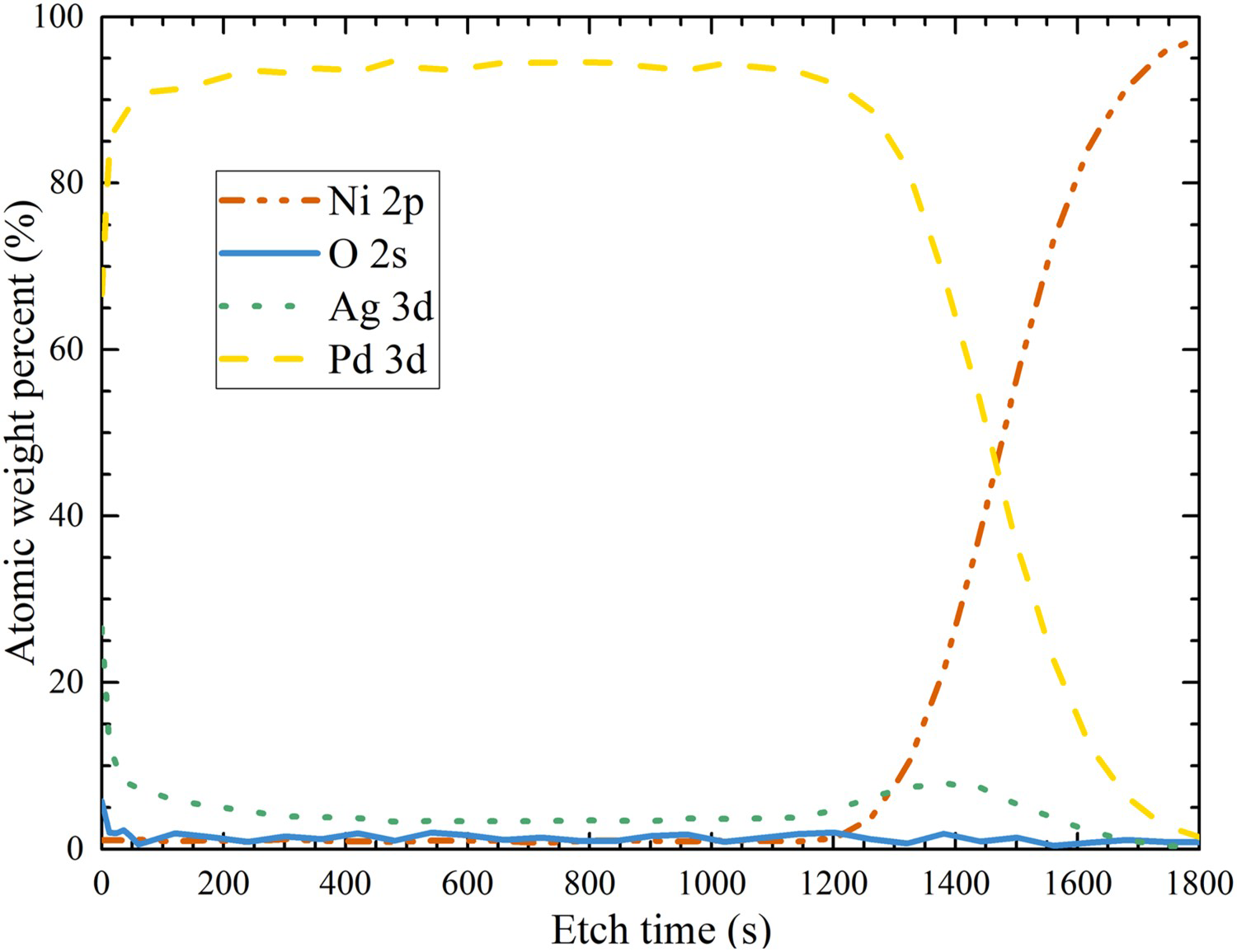
The diffusion of metallic elements was arguably insignificant before heat treatment even at a plating temperature of 50°C. Conversely, heat treatment at 260°C facilitated the diffusion of metallic elements. Additionally, oxidation was observed on the surface due to exposure to air. The oxides formed might be detrimental to the electrical conductivity and solderability of the coating. Since Ni elements actively react with oxygen compared with that of Pd and Ag, the Pd–Ag coating was considered to prevent Ni diffusion to the surface during aging, which minimized oxide formation on the surface. Consequently, it is worth understanding the diffusion characteristic in the Pd–Ag/Ni interface after heat treatment. Figure 3 reveals the HAADF-STEM image associated with quantitative elemental mapping and line of Pd–13.3at.-%Ag/Ni interface. The elemental mappings exhibited that Ni distribution was absent in the Pd–Ag region. The diffusion of Pd and Ag into the Ni layer was extremely low. These were consistent with that of the results of the line analysis crossing Pd–Ag/Ni interface. The XPS depth profile analysis was adopted for Pd–Ag/Ni interface to further investigate this phenomenon (Figure 4). The Ni atomic weight per cent was dramatically decreased near the Pd–Ag region and reached 0% in the Pd–Ag layer and surface. Additionally, the concentration of O atoms was remarkable on the surface. Meanwhile, the Ag content considerably increased on the surface compared with that in the Pd–Ag coating.
Cross-sectional HAADF-STEM image, elemental mapping, and line analysis of Pd–13.3at.-%Ag coating after aging. XPS depth profiles of interface Ni/Pd–13.3at.-%Ag coating after aging.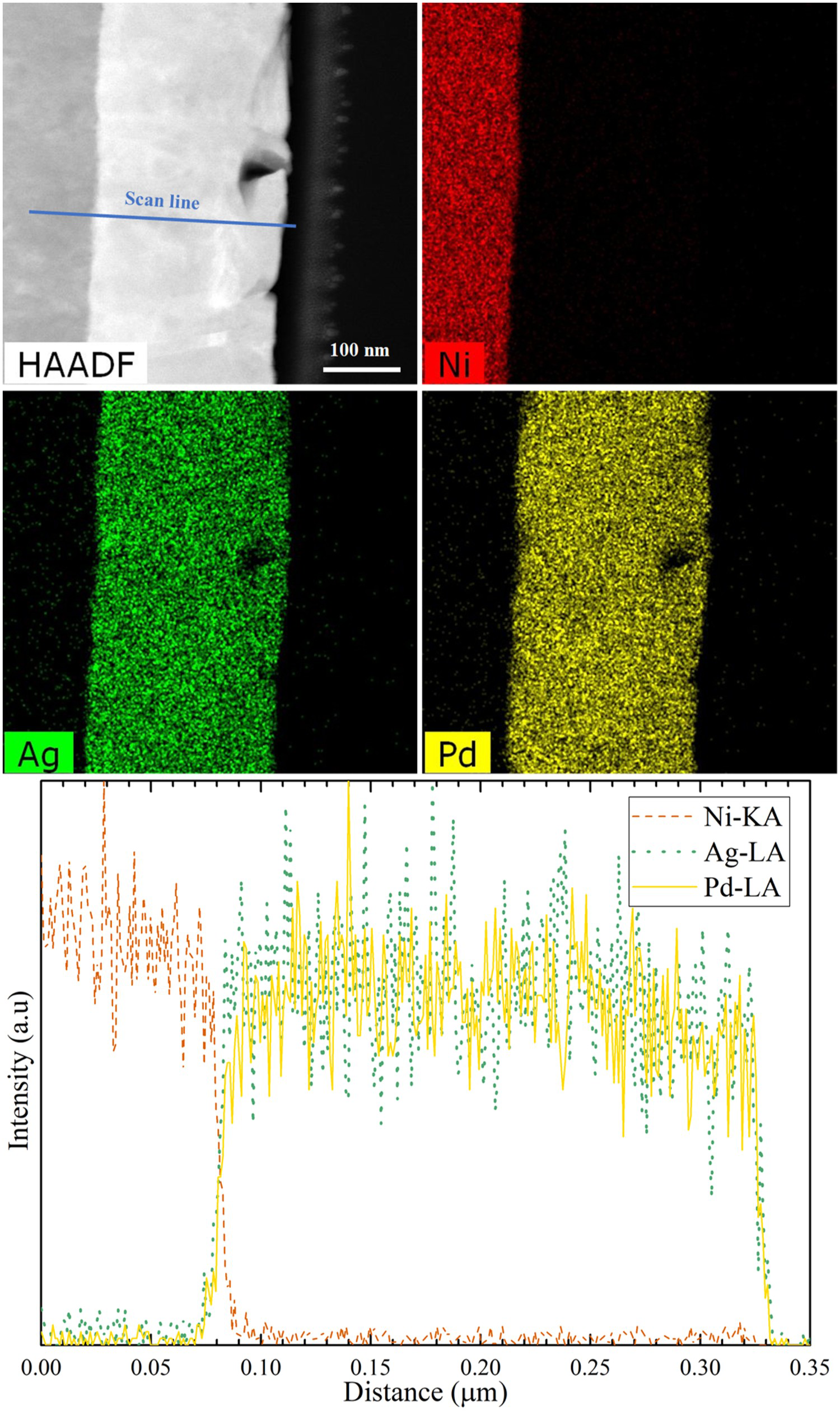
The bonding states of elements such as Pd, Ag, Ni, and O are represented in Figure 5. The XPS spectra attained at etching times of 0, 300, and 1800 s presented the binding energies at the surface, Pd–Ag alloy, and nearby Ni areas, respectively. Owing to the duplication of binding energy between O 1s and Pd 3p3, the bonding states of O 2s was validated instead. The XPS spectra of Pd 3d show the Pd 3d5/2 peaks at 335.2 and 336 eV representing Pd0 and Pd2+ states, respectively [32]. The existence of oxides was identified by O 2s peaks on the surface. The peaks of Ni 2p were absent on the surface and in the Pd–Ag layer, which demonstrated the absence of Ni in these regions. Meanwhile, the Ag+ peak on the surface was more intense than that in Pd–Ag layer. Therefore, it can be inferred that Ag was oxidized on the surface during heat treatment.
XPS spectra obtained using Pd–13.3at.-%Ag coating. (a) Pd 3d, (b) Ag 3d, (c) Ni 2p, and (d) O 2s after aging.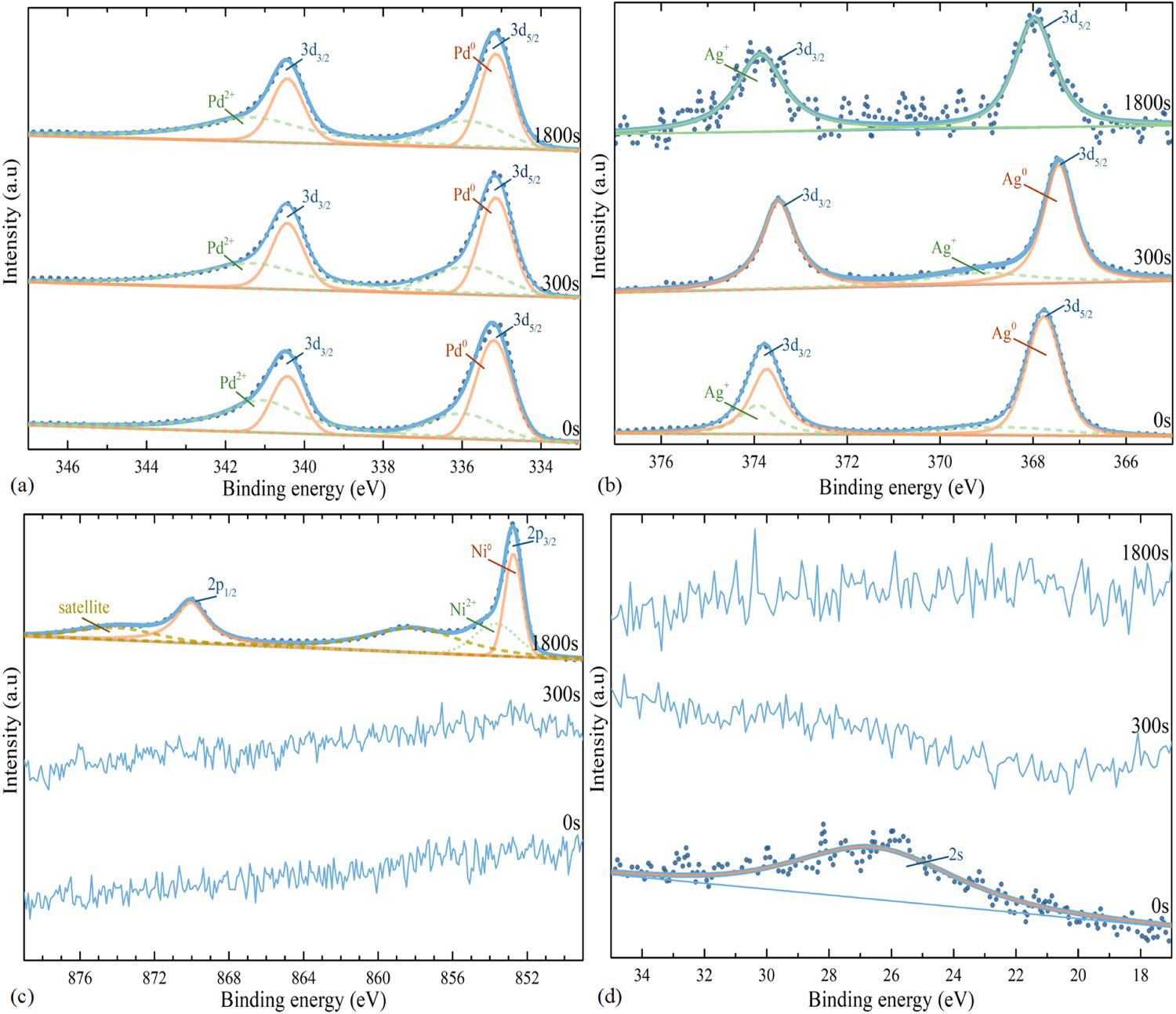
Microstructure of Pd-Ag coatings with various Ag contents was observed by SEM at low magnification (Figure 6). Overall, the Pd-Ag coatings showed uniform microstructure with submicron grains regardless of Ag content. While the Pd coating showed fine microstructure, the surface of Pd alloy coating became coarser with increasing Ag content. This demonstrated that the presence of Ag roughened the surface of Pd-based coatings.
Top-view SEM images of (a) Pd, (b) Pd-9.4at.-%Ag, (c) Pd-13.3at.-%Ag, and (d) Pd-23.6at.-%Ag coatings.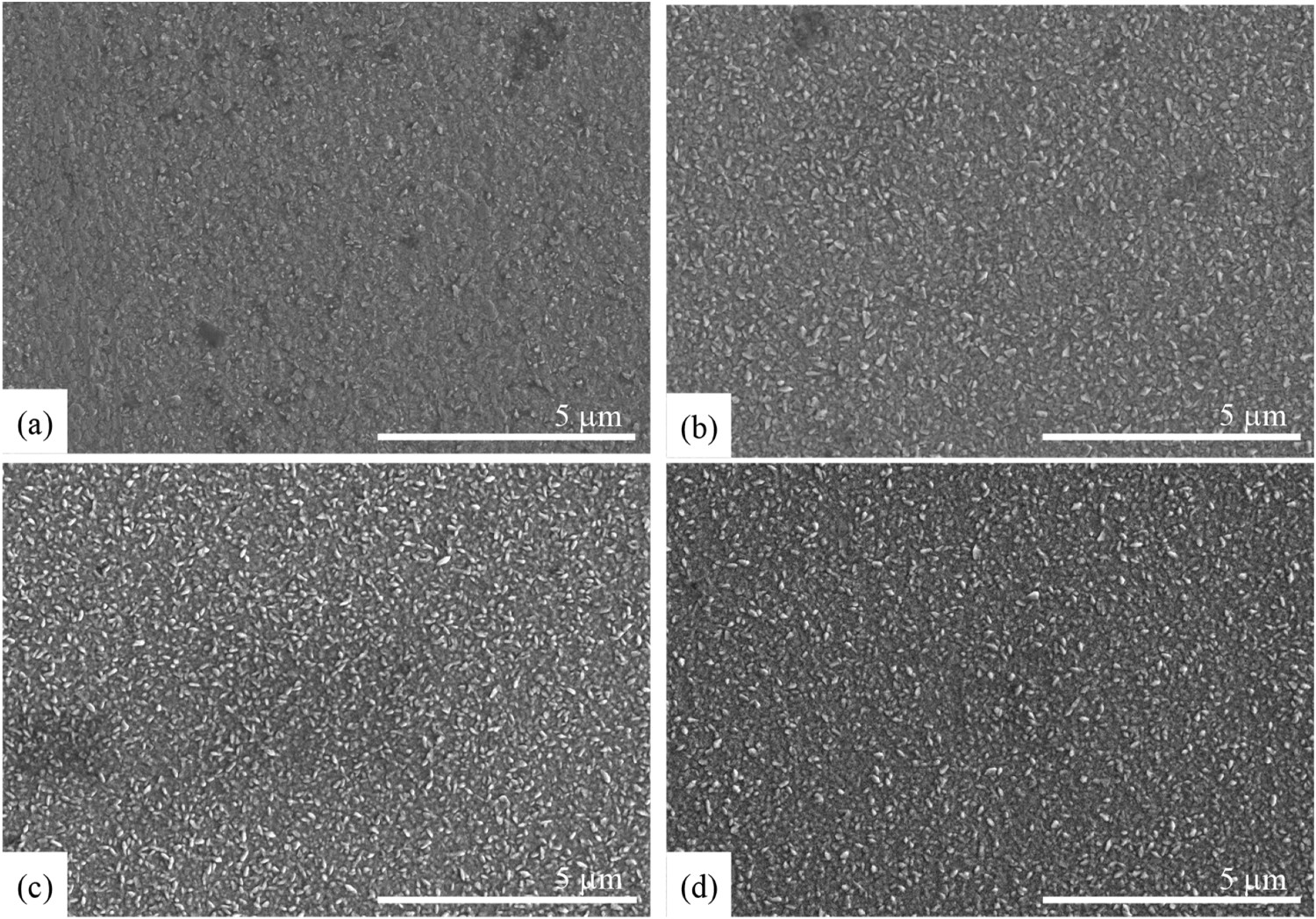
Contact resistance and solderability
The coating should have a high electrical conductivity to ensure a continuous electrical circuit. Furthermore, the electrical properties of the coatings depend upon the composition and heat treatment. The contact resistance of Pd-based coatings with different Ag contents before and after heat treatment was measured to investigate the influence of Ag content and heat treatment on the electrical property of coating (Figure 7). Overall, the Pd-Ag coatings exhibited resistance decreased with the increase in Ag content owing to the superior electrical conductivity of Ag. In addition, the contact resistance was escalated due to aging regardless of the Ag amount, which was explained by the presence of oxide compounds on the surface as shown in Figure 5.
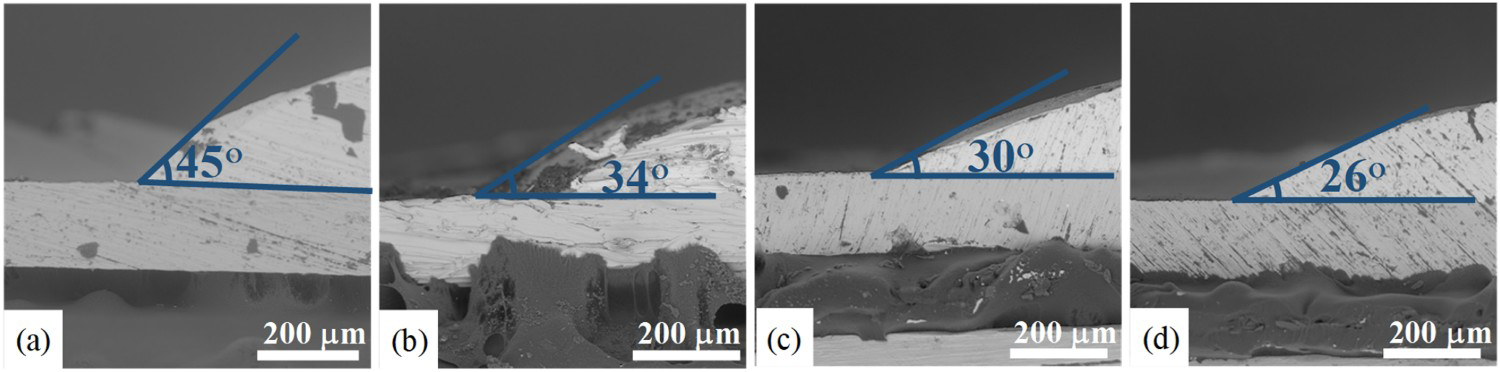
In addition to contact resistance, solderability of coatings is a crucial property as poor solderability might result in defect sites in the solder joint, intensifying the resistance. Figure 8 shows the contact angles of Pd-based coatings with the solder ball after heating at 260°C for 30 s. The Pd-based coatings presented a decrease in the contact angles with the solder ball with an increase in the Ag content, demonstrating that the wettability of the Pd-based coatings with solder was improved when the Ag content was increased. This was elucidated that Ag could diffuse into Sn with a fast diffusion rate, which is only inferior to Au [33]. As a result, the solder spreadability obtained using Pd-based coatings increased with an increase in the atomic per cent of Ag (Figure 9).
Contact resistance of Pd–Ag coatings before and after aging at 260°C for 600 s. Contact angle of (a) Pd, (b) Pd-9.4at.-%Ag, (c) Pd-13.3at.-%Ag, and (d) Pd-23.6at.-%Ag coatings with solder.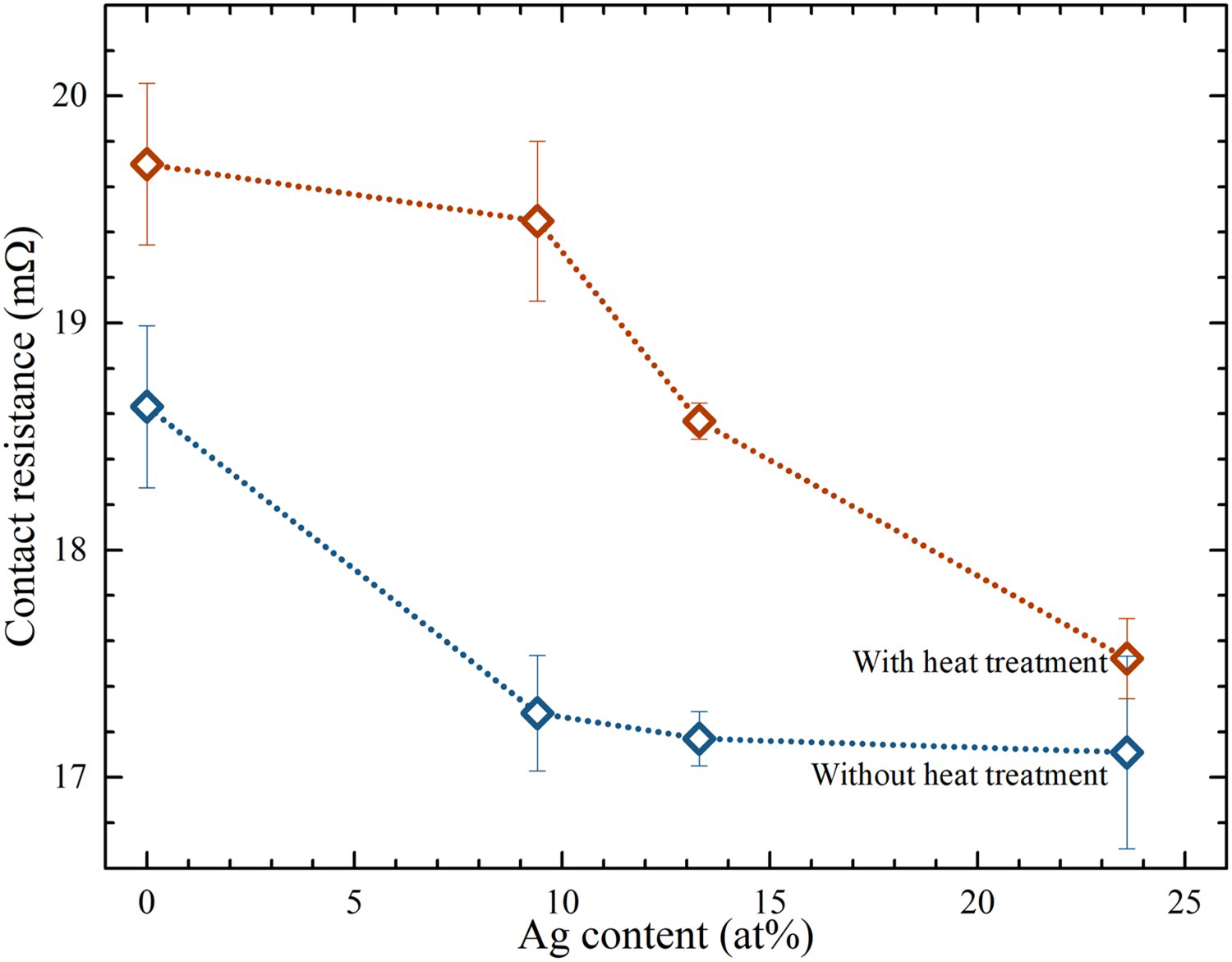
Discussion on feasibility of Pd–Ag alloy electrodeposits
Pd has been used as an alternative for Au in contact materials. Hence, it is essential to compare the properties of Pd alloy coating with those of Au alloy coating. Previous studies have reported that Au coating facilitates Ni migration to the surface via its grain boundary [34-36]. However, the results in this study demonstrated that the Pd alloy coating suppressed the Ni diffusion through it, restraining the formation of oxides during heat treatment. Additionally, the contact resistance of Au–Co alloy layer, which is a conventional Au alloy electrodeposit applied for electrical contact, was reportedly in the range of 15–20 mΩ [37][]. Furthermore, the Au alloy coating exhibited a significant increase in the contact resistance to 90 mΩ after aging at 260°C, indicating a poor reliability of the coating after heat treatment. By contrast, the Pd–Ag alloy coating used in this study exhibited a contact resistance in the range of 17–19 mΩ without heat treatment. The contact resistance achieved after aging increased to 20 mΩ, thereby revealing the reliability of Pd–Ag alloy coating. In summary, the results obtained in this study demonstrated the feasibility of employing Pd–Ag alloy electrodeposit as an alternative for Au in electrical contacts.
Solder spreadability of Pd–Ag coatings as a function of Ag content.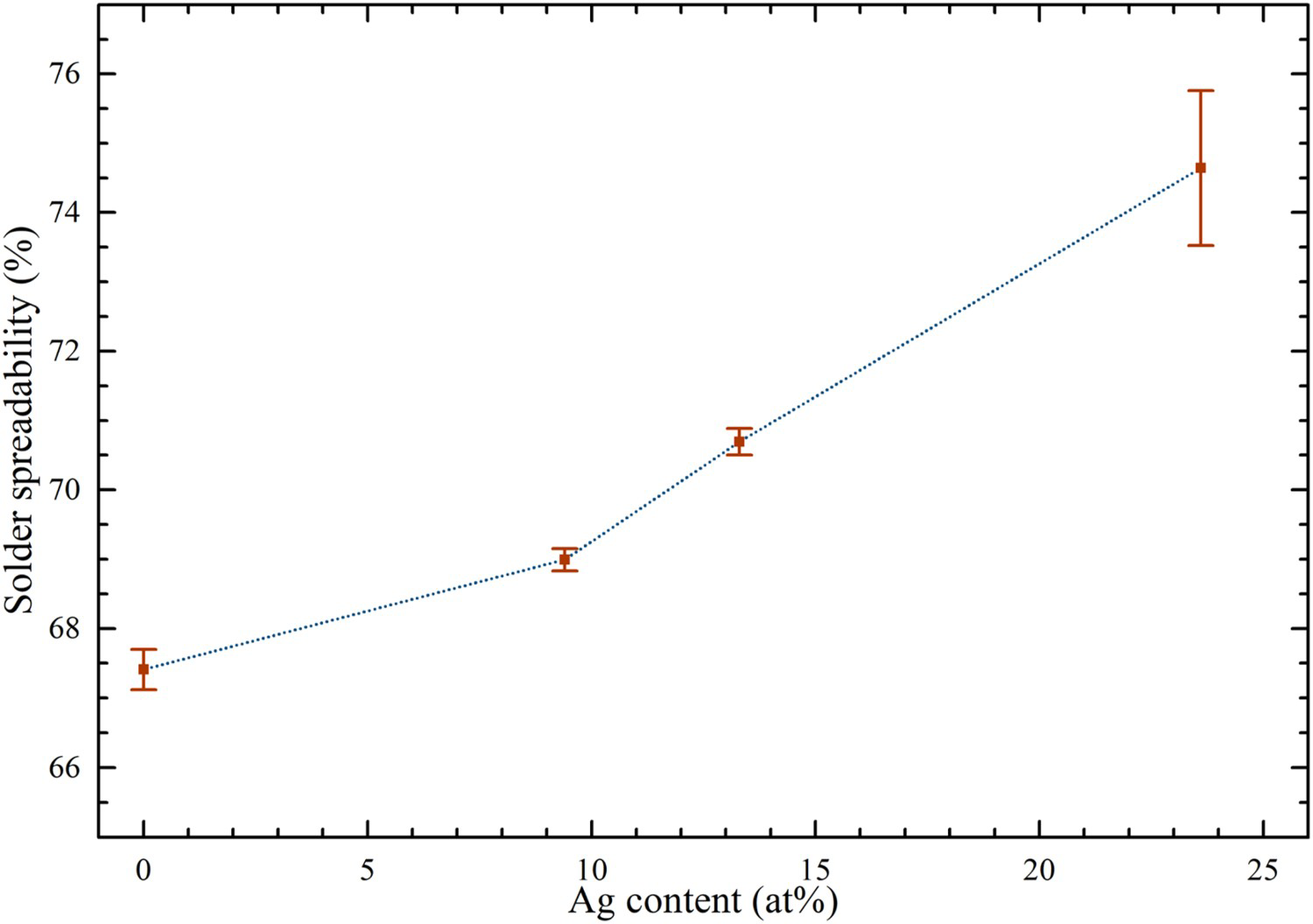
Conclusion
A Pd–Ag alloy coating was electroplated on a Cu substrate with different Ag content. Owing to the preference of Ag electrodeposition at low current density, the Ag content in the Pd alloy was remarkably greater than that added in the electrolyte. As the Pd–Ag alloy was defined as a substitutional solid solution, the XRD reflections of Pd–13.3at.-%Ag alloy coating were comparable with that of Pd. Quantitative analyses indicated that no Ni diffusion through the Pd-based coating occurred during aging. Instead, a small amount of Ag on the surface was oxidised owing to heat treatment. The Pd-based coatings yielded a contact resistance which was inversely proportional to the Ag content. Moreover, aging led to an increase in the contact resistance of coatings for all Ag contents. Meanwhile, the wettability of the Pd alloy coatings with solder was enhanced by increasing the Ag content. Consequently, the solder spreadability increased with an increase in the Ag content.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).