
Abstract
The tribological behaviour of Ni-based composite coatings on Al6061 substrate with secondary phase hard oxide particles like ZrO2, TiO2, and Al2O3 at different elevated temperature conditions was compared. The composite coatings with different reinforcement of nano particles were characterized by scanning electron microscopy and X-ray diffraction technique. The higher microhardness value is reported for the Ni coating with TiO2 particles and Al2O3 particles. At higher temperature limits of 120°C and 140°C Ni–ZrO2 coatings have found better specific wear rate. The Ni–Al2O3–TiO2–ZrO2 composite coating fails to achieve better properties due to higher agglomeration of the particles and dendrite growth. The Ni–Al2O3 coating showed steady wear behaviour at different temperature limits. The coefficient of friction values is found nearly similar for all the type coatings at 40°C and 120°C.
Keywords
Introduction
The invention of micro and nano particles has changed the trend of composite coatings compared to metallic coatings due to their enhanced functional properties viz., hardness, corrosion, wear resistance, etc. [1]. The merits of electrodeposition are proven to be a better method of producing nano composite coating due to its advantages over the rest of the method viz., low cost, operating temperature, and flexibility in coating complex shapes. Meanwhile, coating micro/nano size particles is a greater challenge due to the difficulty in the uniform distribution of particles. This is more interesting to achieve nano composite coatings with improved and well-controlled properties. Gyftou et al. [1] worked on Ni coating with micro- and nano-sized SiC particles. They found that the wear behaviour of Ni–SiC coating depends on the size of the embedded particles and weight fraction of co-deposited particles and also found better wear resistance with micro-SiC particles. On the other hand, Lekka et al. [2] found a higher hardness of about 61% for nano SiC particles in comparison with micro-SiC particles. The coatings with nano particles also resulted in better corrosion resistance. The Ni composite coating with nano SiC particles also found higher adhesive strength and lower wear loss compared to micro-SiC particles for the same given vol. % of particles [3]. Similar experiments are conducted by Narasimman et al. [4] using SiC particles of 1 μm to 50 nm particles in the Ni coating. They also found better mechanical properties viz., hardness, wear, and scratch resistance for the Ni coating with nano particles. This is attributed to dispersion-hardening effect due to the presence of nano particles in the composite coating [5]. In addition, Jeyaraj et al. [6] found that the amount of particle reinforcement and its distribution homogeneity plays a vital role in the functional properties of the composite coating. The different nano particles used in the Ni matrix coating are SiC [5,7], Al2O3 [8], ZrO2 [9], TiO2 [10,11], SiO2 [12], B4C [13], Si3N4 [14], CNT [15], TiC [16], diamond like carbon (DLC) [17], etc. The enhanced properties and low cost of Al2O3 particles in Ni matrix coating made it more popular. They also proved to be more effective in improving the hardness, wear, and corrosion resistance of coating [18]. Comparative studies are carried out with nitride, carbide, and oxide particles in the Ni-based composite coating. Srivastava et al. [19] carried out comparative work on composite coating with SiC, Si3N4, and Al2O3 particles. The results revealed that Si3N4 particle reinforcement in Ni matrix coating found better wear resistance compared to SiC and Al2O3 composites and no significant change in the coefficient of friction (COF) in all the coatings. Aruna et al. [20] worked on Ni coating with Al2O3 and TiO2 particles as secondary reinforcement particles in the Ni matrix which has resulted in higher microhardness of the coating. Herzog et al. [21] worked on Al2O3, TiO2, and ZrO2 particle coating on cycling performance. They found Al2O3 particle coating with higher cycle stability compared to the rest of the coating. Bolelli et al. [9] worked on Al2O3, TiO2, and ZrO2 particle composite coating along with Cr2O3 to study tribological properties. They found coatings with Al2O3 particles with better wear resistance than those with ZrO2 particles. Sarwar et al. [22] used Ni–Al2O3, Ni–SiC, and Ni–ZrO2 coatings for industrial applications. They found the better performance of Ni–Al2O3 composite coating compared to the rest of coatings due to better adhesion and wettability properties. Similar comparative studies were carried out by Gladkovas et al. [23] using B4C, Al2O3, and SiC particles in the Ni matrix coating. They found that Ni–Al2O3 inhibited corrosion in the acid environment and did not affect it in the neutral one. Ardakani et al. [24] found higher hardness and lower corrosion resistance using SiO2 and Al2O3 particles together in Ni–P coating on Al6061 substrate material. The use of TiO2 particle-based coatings has found to be more effective in water and air remediation applications [25,26].
Similar approach is carried out by Dehgahi et al. [27] using Al2O3 and SiC nano particles and also found significant improvement in corrosion resistance. In the present work, Ni composite coatings are carried out with different nano oxide particles viz., Al2O3, ZrO2, TiO2 particles by electrodeposition process on Al6061 substrate material. The comparative studies of microstructure and hardness properties of different composite coatings are carried out. Furthermore, tribological properties of Ni–Al2O3, Ni–ZrO2, Ni–TiO2, and Ni–ZrO2/Al2O3/TiO2 particles are studied at elevated temperatures.
Materials and methods
In the present work, Al 6061 is taken as substrate material for its vast applications in the field of automobile and aerospace industries. The samples are ground polished with different grit sizes of the emery papers (400#, 600#, 800#, 1000#, and 1200#) made of Carborundum Universal Pvt. Ltd. Bangalore, India. Nickel of 99.8% purity is taken as the coating material and α-Al2O3 particles of APS of 40 nm (Reinste Nano Ventures Pvt. Ltd. New Delhi), TiO2 particles of APS 40 nm, and ZrO2 particles of APS 40 nm (Nano Research Lab, Jharkhand) as reinforcement materials. All the wear tests are carried out at a constant normal load (20 N), sliding speed (600 rpm), and sliding distance (1500 m). The temperature of the pin is varied independently from 40 to 140°C with an increment of 20°C.
Proper care is taken to prepare the substrate surface before subjecting it to coating. All the samples were subjected to polishing with hard SiC abrasive papers followed by a grinding process. This is done in order to maintain the similar surface roughness (Ra) value for all the sample surfaces.
Chemical composition of coating process.
Conditions of electrodeposition process.
The samples were prepared as per ASTM G-99 standard having a diameter of 10 mm and height of 28 mm with a 1.5 mm hole up to a depth of 26 mm. This is made to facilitate the K-type of thermocouple to read the temperature of the samples. The surface roughness of the coated samples is measured using Talysurf instrument as per ASTM D7127-17 standard. The microhardness of the coating is measured using Vickers microhardness tester (Make: Ducom instruments Pvt. Ltd. India, ECNOMETVH-1MD) as per ASTM-E384 standard. The dry sliding wear tests are conducted on high-temperature pin-on-disc test rig (TR-20, Ducom instruments Pvt. Ltd,) with input power 230 V; 15A; 50 Hz. This pin-on-disc test rig is facilitated with a separate pin heating system. The difference in the weight is considered for calculating the specific wear rate in mm3 (N m)−1. The characterization of composite coatings was performed using SEM (JSM-6010, JEOL) and XRD.
Results and discussion
The influence of nano hard Al2O3, ZrO2, and TiO2 particles in the crystalline Ni composite coating by the electrodeposition process is carried out using XRD results. Figure 1(a)–(d) (JCPDS Data: JED series analysis programme, 4, 16, 0, 43, Std, JCM6000plus (DX200), Joel ltd, Japan, 1999–2018) shows the XRD results for pure Ni, Ni–Al2O3, Ni–ZrO2, and Ni–TiO2 composite coatings. It is observed the high peaks of nickel in the XRD pattern for the crystal planes at (1 1 1) and (2 0 0). This is also witnessed by the similar observations drawn by Gul et al. [30] and other researchers [31]. The change in the intensity and diffractions are observed for the three composite coatings with nano particle incorporation. Pavlatou et al. [31] found major (2 0 0) diffraction results for the Ni–SiC composite coating prepared electrodeposition process. This variation is attributed by the chemistry of the electrolyte bath prepared for the coating of different composite coatings. In all three composite coatings, the formation of the Ni crystal layer exhibited a different orientation compared to the one with only Ni coating. The grain growth (2 0 0) was preferred in comparison with grain growth of (1 1 1). This indicates that the solid particles present at the interface of the surface and chemical bath exert influence on the type of crystal growth [19]. However, the width of the diffraction peaks in composite coatings overcomes the smallest crystallite size.
XRD pattern of (a) Ni, (b) Ni–ZrO2, (c) Ni–Al2O3, and (d) Ni–TiO2 electrodeposited composite coatings.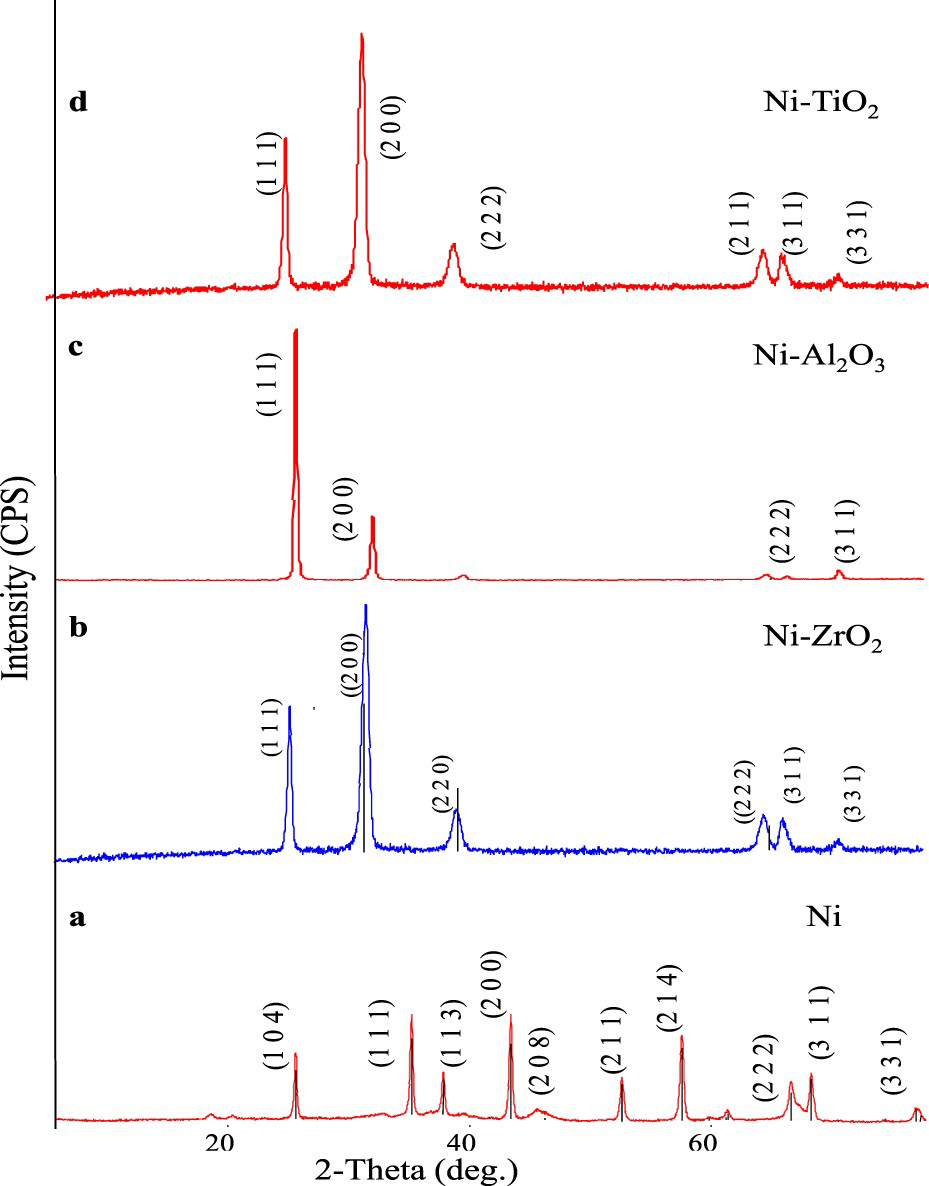
The nano particle distribution in all the three types of composite coating is found to be uniform and homogeneous with fine grain size. The surface morphology Ni–ZrO2 coating (Figure 2(a)) is appeared as small nodules which are found to be distributed uniformly throughout the surface. The surface roughness of this Ni–ZrO2 coating is found to be Ra≈1.86 μm. Shakoor et al. [32] found a change in the crystal structure and higher surface roughness due to the incorporation of ZrO2 particles in the matrix. The surface of the Ni–Al2O3 coating appears to be a bright cluster of particles over the surface of the matrix (Figure 2(b)). The average surface roughness value for Ni–Al2O3 coating is found to be Ra≈1.21 μm. This is attributed due to the higher homogeneous distribution and adsorption capacity of nano Al2O3 particles in the coating. Similar observations are drawn for Ni–Al2O3 coating by Sarwar et al. [22] in comparison with SiC particles. The amount of nano Al2O3 particles embedded in the Ni matrix strongly influences the wear properties [33]. On the other hand, the surface of Ni–TiO2 coating surface is found to cover with Ni coating with higher grain size when compared to the rest of the coating (Figure 2(c)). This has resulted in a higher average surface roughness value Ra≈2.26 μm. The variation in the surface roughness for Ni coating and different composite coatings is shown in Figure 3. The pure nickel is found with a fine surface and minimum surface roughness (Ra≈0.82) due to the absence of hard nano particles (Figure 2(d)). Furthermore, the composite coating with all the three nano particles ZrO2, Al2O3, and TiO2 in the Ni matrix coating has resulted in higher agglomeration of the particle at various sites in the form of clusters. This has led to a maximum surface roughness value (Ra≈3.7). Figure 4 shows the SEM and optical microscopy images of the cross-section of the composite coating. The nano particle distribution in the coating and the adhesion of the coating with the substrate are analysed. It is evident from the images (Figure 4) that all the three composite coatings are in good contact with the interface which has resulted in higher adhesive bonding with the substrate. The particle distribution is also found to be uniform across the cross-section of the coatings.
SEM images of surface morphology of (a) Ni–ZrO2, (b) Ni–Al2O3, (c) Ni–TiO2, (d) Ni coatings, and (e) Ni–ZrO2/Al2O3/TiO2. Surface roughness value Ra of Ni- and Ni-based composite coatings. Microscopic images of different nickel-based composite coatings on the surface and along the cross-section of (a), (d) Ni–ZrO2; (b), (e) Ni–Al2O3; (c), (f) Ni–TiO2.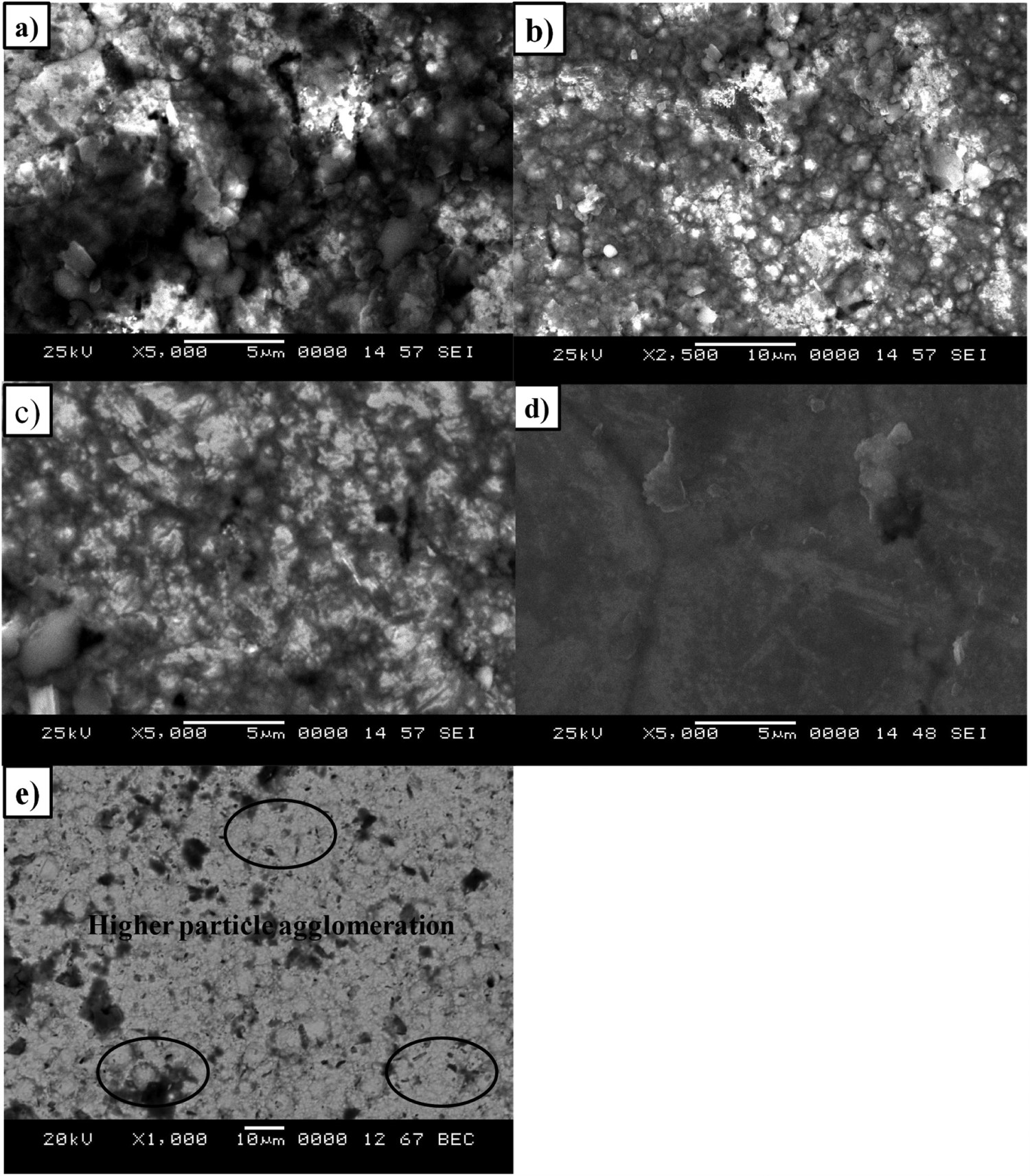
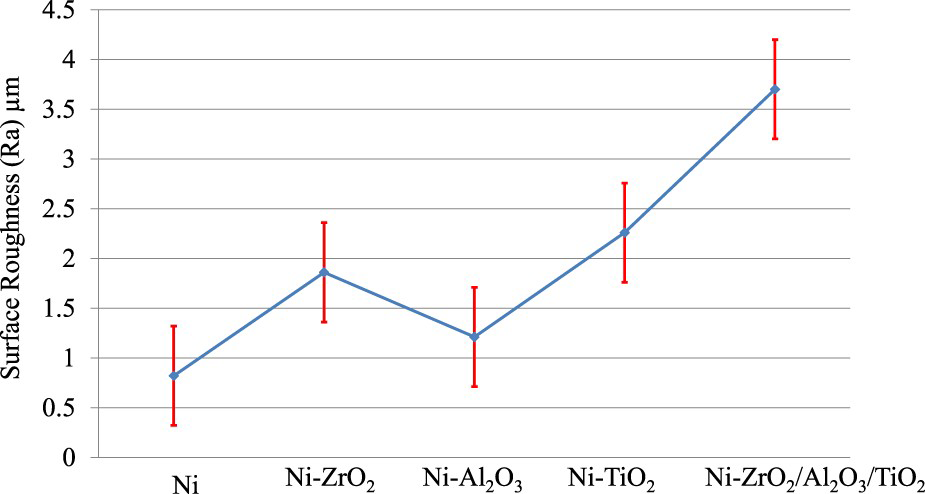
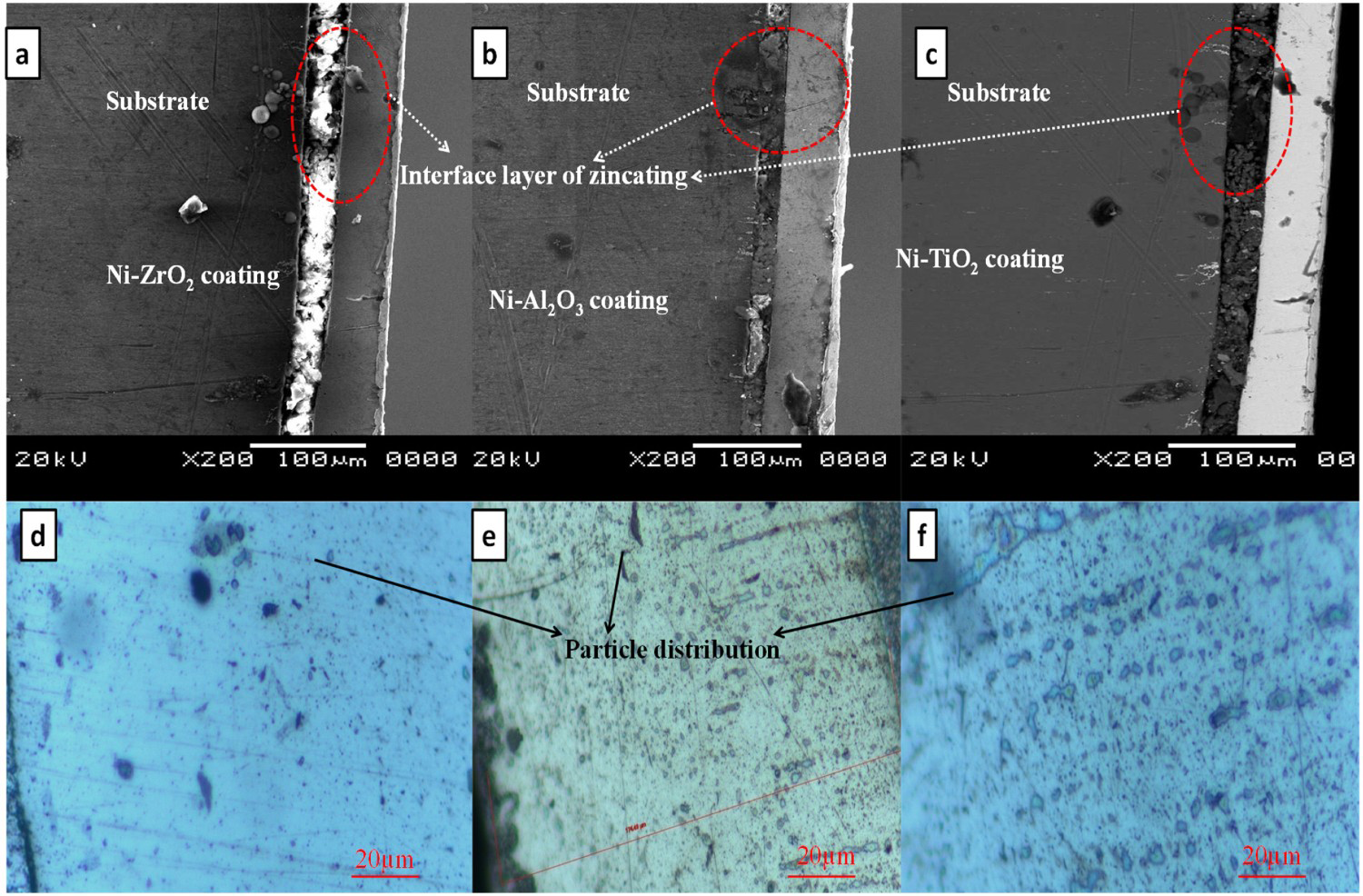
Figure 5 shows the microhardness results of the nickel and Ni-based four different composite coatings. All the coatings are coated under the same electrodeposition conditions with different nano particles and combined nano particles all together. The microhardness of the Ni–ZrO2 and Ni–ZrO2/Al2O3/TiO2 composite coating found no significant difference in the values. These coatings have found less hardness values in comparison with Ni and the rest of the composite coatings. The decrease in the microhardness values of Ni–ZrO2 and Ni–ZrO2/Al2O3/TiO2 coatings is attributed to the porous morphology and dendrite growth on the surface respectively. Meanwhile, the microhardness of the Ni–Al2O3 and Ni–TiO2 coatings resulted in significant improvement due to the strengthening effect of incorporated hard nano particles [34,35]. The better ability of Al2O3 particles to adhere with Ni matrix coating makes it achieve a higher hardness of the composite coating [36].
Microhardness results of Ni- and Ni-based composite coatings.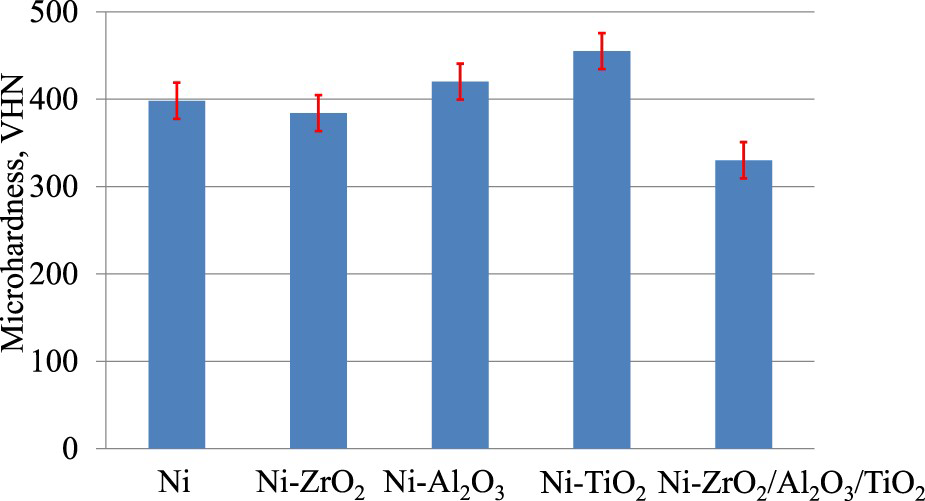
Figure 6 shows the influence of pin temperature on the specific wear rate (Ws) of the Ni- and Ni-based four composite coatings. The steady increase in the Ws is noticed for all the type of coatings as the temperature of the pin is increased. Minimum change in the Ws is observed at the temperature limits of 40 and 60°C for all the coatings. The Ni coating with ZrO2/Al2O3/TiO2 particles has shown a significant increase in Ws from 40°C to higher temperature limits. Beyond the 60°C all the coatings have shown a considerable increase in the Ws. The Ni–TiO2 showed minimum wear rate followed by Ni–Al2O3 composite coatings at temperature limits up to 100°C. This is due to the higher hardness of the composite coating [39]. Interestingly at the temperature of 120°C all the composite coatings have shown nearby specific wear rate values. Hence, the wear morphology of coatings at this temperature is considered. Due to the hard particle reinforcement of particles in the coating and the higher hardness of the counterpart (Disc with 64HRc), the abrasive nature of wear and plastic deformation is observed for all the composite coatings. In the case of pure Ni coating severe plastic deformation is observed and the failure of coating is resulted in the form of flakes as shown in Figure 7(a) and (b). It is also attributed that the formation of minor cracks on the Ni coating due to higher brittleness (Figure 7(c)) at higher 120°C temperature has led to the failure of the coating. The similar wear trend is observed for the Ni–ZrO2/Al2O3/TiO2 coatings with continuous wide grooves observed in Figure 8(a) and (b) at 140°C. This has resulted in the smoothening of the surfaces with a higher size of debris particles. This is also attributed due to the higher particle agglomeration on the surface of the coating shown in Figure 2(e).
Specific wear rate results for different composite coatings at elevated temperatures. SEM images worn surface at 120°C (a), (b), and (c) Ni coating; (d), (e), (f) Ni–ZrO2 coating; (g) Ni–TiO2 coating; (h), (i) Ni–Al2O3 coating. SEM images worn surface at 140°C (a) and (b) Ni–ZrO2/Al2O3/TiO2 coating; (c) Ni–TiO2 coating; (d) Ni–ZrO2.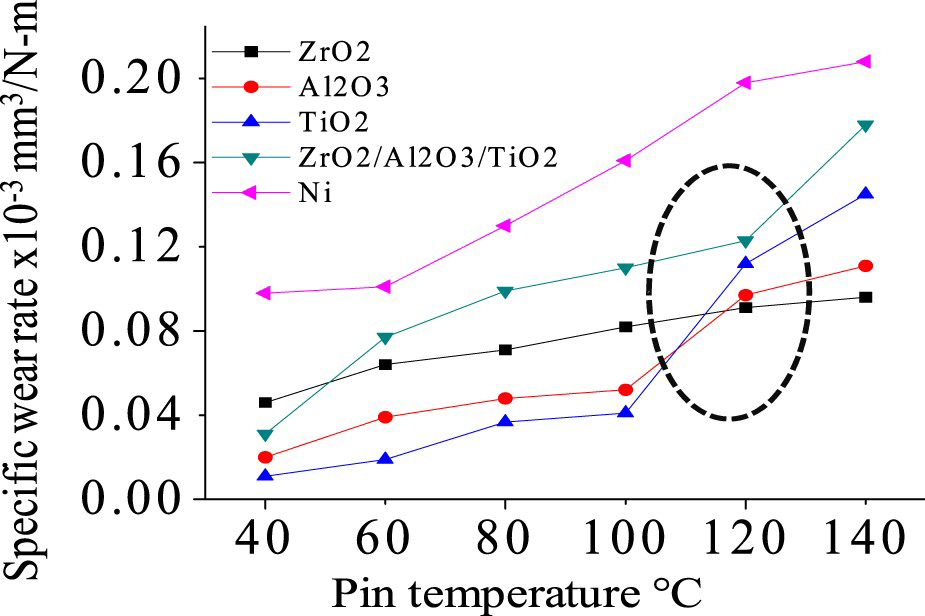
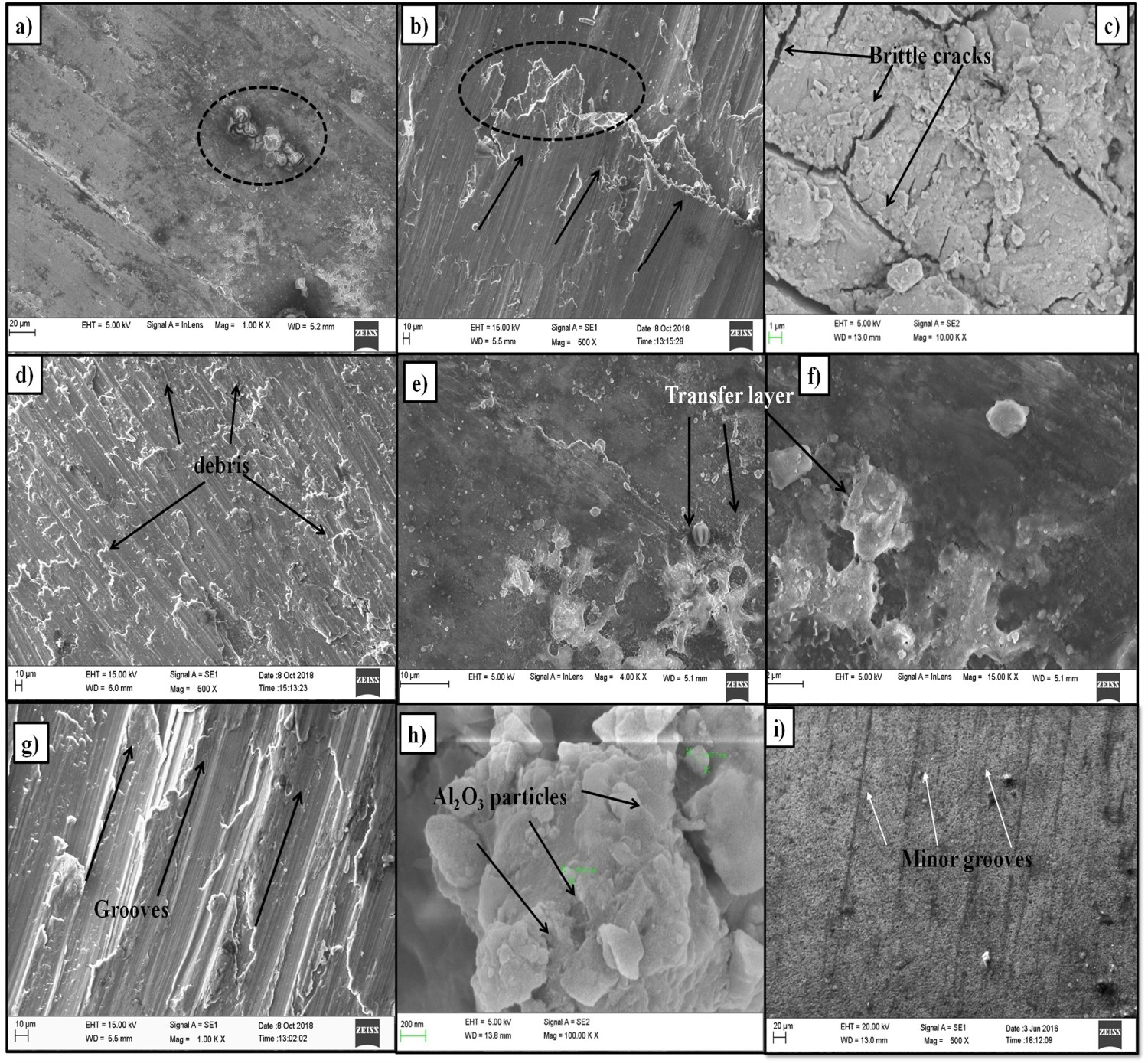
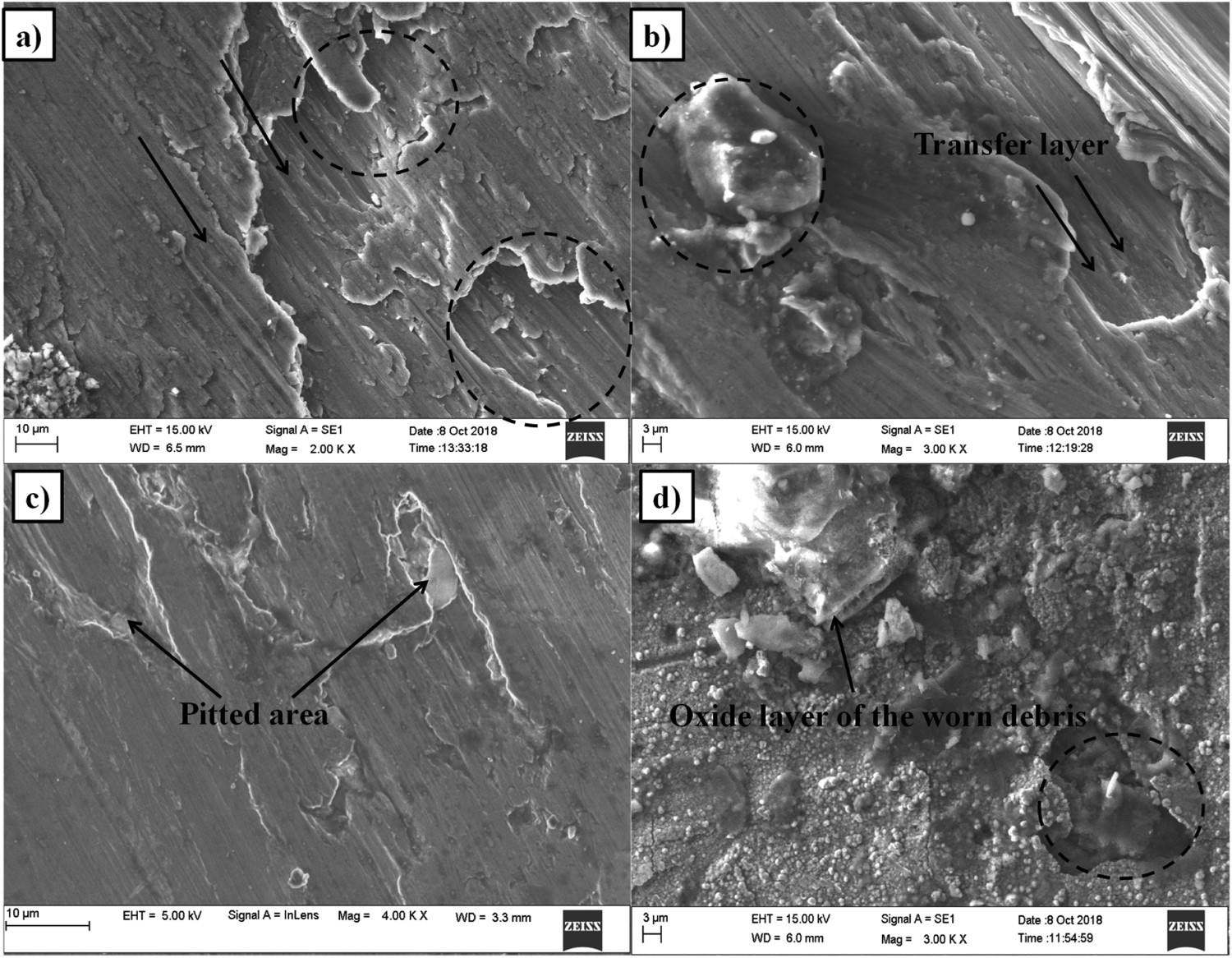
Meanwhile, the analysis of worn Ni–ZrO2 and Ni–TiO2 surfaces shows microploughing and delamination is observed as shown in Figure 7(d)–(f) and (g), respectively. The wear resistance of these coatings is attributed due to the restriction to the plastic deformation offered by the hard nano particles. The minor debris in the Ni–Al2O3 coatings has witnessed the presence of nano Al2O3 particles (Figure 7(h)). This has resulted in the lower scar width [37]. Similar observations are also drawn for Ni–Al2O3 coating at high temperatures by Raghavendra et al. [38] and Ni–TiO2 coating [39]. The better specific wear is reported for Ni–Al2O3 composite coating due to the pulled-out debris from the matrix consisting Al2O3 particles that have contributed to the three-body abrasive wear [40]. However, at high temperatures the Ni–TiO2 failed to achieve higher Ws compared to Ni–Al2O3 and Ni–ZrO2 due to the formation of higher pitting on the surface (Figure 8(c)). It is interesting to know that the steady specific wear rate is observed by the Ni–ZrO2 coating at all the pin temperatures. The Ni–ZrO2 coated samples have shown higher Ws compared to Ni–TiO2 and Ni–Al2O3 coated samples up to a temperature of 100°C. Meanwhile, Ni–ZrO2 coatings have shown a lower specific wear rate at higher temperature limits of 120 and 140°C. The SEM images of the Ni–ZrO2 coating at 120°C are shown in Figure 7(e) and (f) (magnified image) and at a temperature of 140°C is shown in Figure 8(d). The formation of the oxide layer is evident in both the cases of temperature limits. In these cases, plastic deformation on the worn surfaces is observed but the material surface is not able to accommodate the deformation due to the higher resistance offered for the heat entrapment. Similar observations are drawn by Rico et al. [41] at 500°C. In both the temperature cases plastically, a deformed scale is observed. The oxide layer formed on the surface due to higher frictional heat and pin temperature is nucleated from this damaged zone. This has shown the growth towards the interior part of the coating due to the interaction of the delamination and wear-resistant oxide layer [42]. The better resistance to the wear by Ni–ZrO2 coatings at higher pin temperatures is also resulted by the lower thermal conductivity of the composite coatings compares to the rest of the coating.
Figure 9 shows the variation of the steady-state COF of Ni- and Ni-based composite coatings on Al6061 substrate at room temperature (40°C). The higher COF is found for Ni–ZrO2 and Ni–ZrO2/Al2O3/TiO2 coatings and steady-state COF for the rest of the coatings. The higher agglomerated particles on the various sites of the coating surface have resulted in the higher Ra and COF for both Ni–ZrO2 and Ni–ZrO2/Al2O3/TiO2 coatings. The agglomerated particles in the form of asperities are found to take the initial load. This has also resulted in variation of COF regularly throughout the sliding process. This is witnessed by the maximum peaks and depths shown in Figure 9. The constant and steady variation in the COF is found for the Ni, Ni–Al2O3, and Ni–TiO2 coatings. The Ni coating fails to maintain a steady state after the 450 m sliding distance. The minor variation in the COF for the Ni–Al2O3 coating indicates the formation of debris and resistance by the hard nano Al2O3 particles.
COF of Ni and Ni composite coating at 40°C.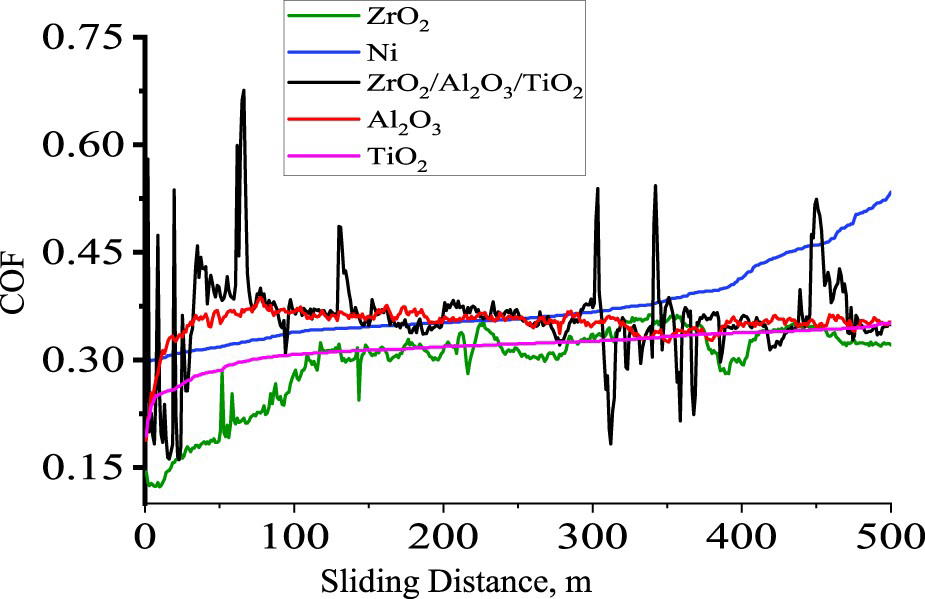
Figure 10 shows the results of COF of all the coatings with respect to a higher temperature of the pin at 120°C. Apart from the Ni coating, all the other composite coatings have shown the similar trend of variation in the COF during the beginning of the coating. The pull out of agglomerated particles on the surface and entrapment of these particles has resulted in higher peaks for Ni–ZrO2/Al2O3/TiO2 coatings. This has also resulted in severe wear with major transfer layers at 140°C as seen in Figure 8(a) and (b). The Ni–Al2O3 and Ni–ZrO2 coatings have shown a similar trend since the beginning. The steady COF of the Ni–Al2O3 coatings has resulted in a better specific wear rate and minor grooves at various sites. This is also shown in Figure 7(h) and (i). It is interesting to see that the COF of all the composite coating decreased with an increase in the pin temperature till 120°C. Meanwhile, the COF coatings increased significantly at 140°C. Similar observations are recorded by Gharam et al. [43] for B4C particles at high-temperature working conditions. This is attributed to the increase in the adhesive strength of the coatings at higher temperatures of the pin.
COF of bare Ni and Ni composite coating at 120°C.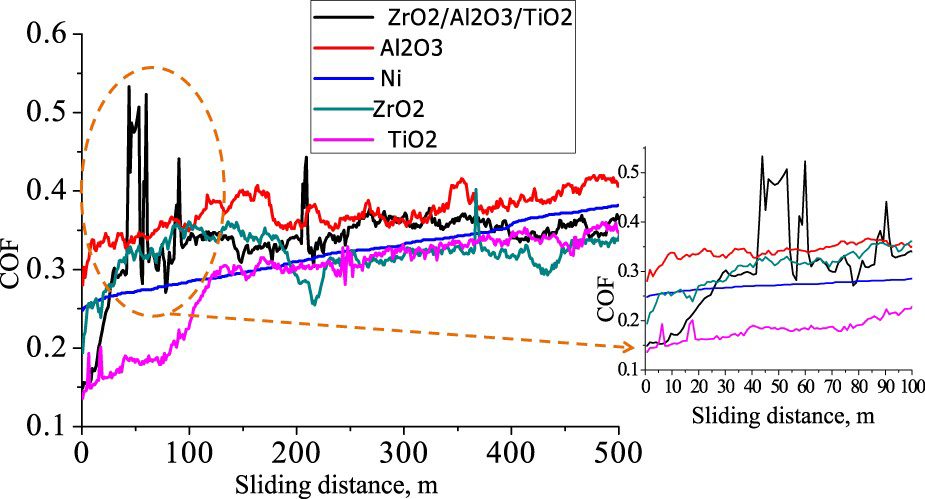
Conclusion
The structure and properties of the electrodeposited Ni coatings with ZrO2, Al2O3, TiO2, and ZrO2/Al2O3/TiO2 coatings were studied. This work provides potential applications of coating in high-temperature wear conditions. The SEM studies revealed that the Ni–Al2O3 coatings exhibited better and more homogeneous coating compared to the rest of the coating. Furthermore, the following observations are drawn:
The better microhardness and specific wear rate are achieved for Ni–TiO2 coatings followed by Ni–Al2O3 coatings at room temperature (40°C). The results reveal that Ni–TiO2 coatings have shown better properties up to 100°C. The Ni–Al2O3 coatings have shown steady and consistent properties at all temperature ranges of pin due to its homogeneous distribution in Ni matrix. The higher crystal size is noticed for Ni coating with ZrO2 particles and higher roughness is observed when all the three nano particles are incorporated. Furthermore, Ni–ZrO2 showed better specific wear rate and lower COF at elevated temperatures at 120 and 140°C.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author.