
Abstract
This research explores the enhanced slurry erosion behaviour of a composite coating comprising Titanium Carbide (TiC) deposited via High Velocity Oxy-Fuel (HVOF) spraying process. The study integrates laser texturing and Polytetrafluoroethylene (PTFE) spraying techniques to improve the coating's performance. TiC coating is applied to SS316 substrates using HVOF, followed by laser surface texturing to create micro-scale circular patterns. A thin layer of PTFE is then sprayed onto the textured surface, enhancing static contact angle and anti-adhesive properties. Slurry erosion tests reveal significant improvements in the coating's resistance. The findings offer promising applications in slurry erosion-prone industries. Further investigations aim to study the erosive mechanism of the different samples and evaluate their long-term performance.
Introduction
Slurry erosion, a prevalent and damaging form of abrasive wear, negatively impacts engineering materials in various industrial applications [1,2]. The phenomenon of erosion arises from the rapid and forceful impact of solid particles on the surface of hydromachinery components. These impinging particles behave akin to miniature projectiles, inducing a progressive material removal process that inevitably leads to surface degradation. Over time, this erosion can cause a loss of material thickness, changes in surface profile, and ultimately, a decrease in the component's efficiency and lifespan [3–5]. Titanium carbide (TiC) has emerged as a promising material for protective coatings due to its exceptional hardness, wear resistance, chemical stability, high melting point, low friction coefficient, thermal conductivity, and compatibility with different substrates. The exceptional properties of TiC coatings make them highly suitable for applications demanding robust protection against abrasion, wear, and chemical attack. These coatings find extensive utilisation across various industries, including aerospace, automotive, machining, and medical devices [6,7]. In the pursuit of creating dense and resilient coatings with outstanding mechanical attributes, the High-Velocity Oxygen Fuel (HVOF) thermal spraying technique emerges as a favoured choice for depositing TiC coatings. The high impact velocity ensures excellent adhesion and reduced porosity, resulting in enhanced hardness, wear resistance, and thermal stability of the coatings. With lower oxidation and substrate temperature, HVOF is versatile, cost-effective, and widely used for industrial applications where wear and corrosion protection are critical [8–11].
Surface modification techniques, such as laser texturing and the application of low-friction coatings, have shown promise in enhancing the performance of protective coatings against slurry erosion [12–15]. Laser surface texturing involves creating micro-scale patterns on the coating surface, altering hydrodynamic conditions and influencing the behaviour of slurry particles [16–18]. Additionally, integrating low-friction materials like polytetrafluoroethylene (PTFE) can enhance lubricity and anti-adhesive properties, reducing particle adhesion and enabling easy particle removal [19–22]. Certainly, conventional approaches such as laser texturing and the application of low-friction coatings, have been studied for their potential in enhancing wear resistance. However, their individual benefits and limitations have led to a need for innovative solutions that address the complex interplay between erosion mechanisms, adhesion properties, and surface morphology. In response to this gap, this research introduces a novel approach that combines laser surface texturing and polytetrafluoroethylene (PTFE) spraying to enhance the erosion resistance of titanium carbide (TiC) coatings deposited via high-velocity oxy-fuel (HVOF) spraying. Unlike previous studies that often focus on singular techniques, but the work uniquely integrates these methods to create a multifaceted strategy for improved slurry erosion resistance. This integration, however, remains an underexplored area within existing literature. The findings of this research could significantly contribute to the development of advanced protective coatings with improved resistance to slurry erosion. This enhancement would augment the durability and lifespan of components used in slurry erosion-prone industries such as mining, oil and gas, and chemical processing.
Materials and methods
Experimental
SS316 steel substrate of dimension 18 × 18 mm was served as the base material for depositing TiC coating. Spectroscopy analysis revealed the elemental composition of the substrate, with proportions of C, P, Cr, Ni, and Mb recorded as 0.0706, 0.041, 16.74, 10.91, and 2.706, respectively. Prior to the coating process, the substrates underwent a thorough cleaning procedure followed by grit blasting to remove any contaminants or impurities that could affect the adhesion and quality of the coating. Utilising the High-Velocity Oxygen Fuel (HVOF) thermal spraying technique, the TiC coating was meticulously deposited onto the prepared substrates, with an aim to achieve a denser and uniform coating. During the application of the coating over SS316 steel, LPG gas with a flow rate ranging from 60 to 70 standard litres per minute (slpm) and pressure of 6.5–7.0 kg/cm² was maintained as the fuel source. Simultaneously, oxygen was employed as the ignition source with a flow rate of 240–260 slpm and a pressure of 10–12 kg/cm² for the coating process. The process parameters evolved in the coating process were optimised based on the trials runs and the skilled specialists. It is noteworthy that all other parameters associated with the spraying process, including powder feed rate and the distance between the spray nozzle and the specimen, were maintained at a constant level throughout all the variations of coatings. Following the coating process, laser surface texturing was conducted with the help of ‘Fibre laser marking machine’ on the TiC-coated samples [23]. By precisely focusing the laser beam on the coating surface, micro-scale circular patterns with specific dimensions and geometries were formed. The laser texturing parameters, encompassing laser power (6 W), scanning speed (75 mm/s) [23], and spot size (50 µm), were chosen to impart the desired texture. Subsequently, a polytetrafluoroethylene (PTFE) spray, comprising a PTFE dispersion in a solvent (acetone), was uniformly applied to the laser-textured samples using a spray gun. The coated samples were then allowed to air dry at room temperature for a period of 2 h. During this time, it was ensured that the samples were exposed to ambient conditions to allow complete solvent evaporation and proper adhesion of the PTFE dispersion. After conducting slurry erosion tests, mass loss of the coated and uncoated samples was measured using a high-precision weighing balance. Further examination of the surface morphology changes was carried out using scanning electron microscopy (SEM), enabling the analysis of wear mechanisms and identification of any coating degradation or failure.
Slurry erosion testing
The slurry erosion tests were conducted to assess the performance of the SS316, TiC-coated, laser-textured, and PTFE-coated samples. A slurry mixture was prepared by suspending abrasive particles in a liquid medium. The liquid medium consisted of a water-based solution with a viscosity of 1.2 cP, density of 1000 kg/m³, and pH of 7. The abrasive particles used in the slurry mixture were mainly SiC, Al2O3, and MgO2 particles with an average particle size of 50 µm. The similar type of observations was also reported in the existing literature [6]. The erosion tests were performed under controlled conditions, with a constant jet velocity of 40 m/s and a slurry concentration of 30,000 ppm. Multiple impact angles of 30°, 60°, and 90° were examined for two sets of samples over a duration of two hours [9,10].
Characterisation
The coated, textured, and PTFE top-coated samples underwent comprehensive microstructural and mechanical characterisation. The microstructure was analysed using Field Emission Scanning Electron Microscopy (FESEM) equipped with Energy Dispersive Spectroscopy (EDS) for elemental analysis. Additionally, ImageJ software was employed to determine the coating thickness. The elastic modulus of the SS316 samples, both bare and coated, textured, and PTFE top-coated, was calculated using the well-established Oliver and Parr method [23]. To ensure accuracy, ten indentations were utilised to obtain reliable results. For the assessment of contact angles, a goniometer was employed (as per ASTM D5946), and measurements were recorded for the first ten angstroms of the surface. To further comprehend the morphology of the eroded surface, Scanning Electron Microscope (SEM) images were also acquired. Furthermore, fracture toughness and hardness values (as per ASTM E384-17) were determined using micro-indentation tests. The hardness calculation was based on the Lawns equation, with indentations collected from 15 different regions to ensure statistically meaningful data. The hardness was evaluated using the Lawns equation [24] as follows:
Results and discussions
Surface analysis and morphology
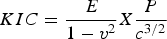
Cross-section scanning electron microscope (SEM) images were utilised to investigate the morphology and adhesion characteristics of the TiC coatings after various surface modifications (refer to Figure 1). Measurements were taken at multiple locations along the cross-sections to determine the average coating thickness. The analysis revealed that the HVOF coating exhibited a uniform thickness of approximately 244 µm, while the PTFE coating demonstrated a uniform thickness of about 50 µm, indicating successful deposition of both coatings. Remarkably, the SEM images depicted that all TiC coatings, regardless of surface modifications, exhibited excellent adhesion to the substrate, with no observable signs of interface failures or detachment. Furthermore, the SEM images displayed minimal porosity within the TiC coating, underscoring its dense and well-structured microstructure. The cross-section SEM images offered valuable insights into the interaction between the laser texturing and PTFE spraying processes with the TiC coatings. It was evident that the laser texturing introduced circular-shaped micro-scale features on the coating surface without significantly altering the coating-substrate interface or the overall thickness of the coating (refer to Figure 1). Meanwhile, the PTFE spray effectively formed a uniform layer on the top surface of the coatings, enhancing lubricity and imparting anti-adhesive properties. Additionally, Figure 1 also illustrates the Energy-Dispersive X-ray Spectroscopy (EDS) mapping of the major constituents present in the coating, showcasing the homogeneous spreading of all the constituents. This analysis provided valuable insights into the distribution and composition of the coating's constituents.
Cross sectional image of the coating along with EDS mapping of major constituents.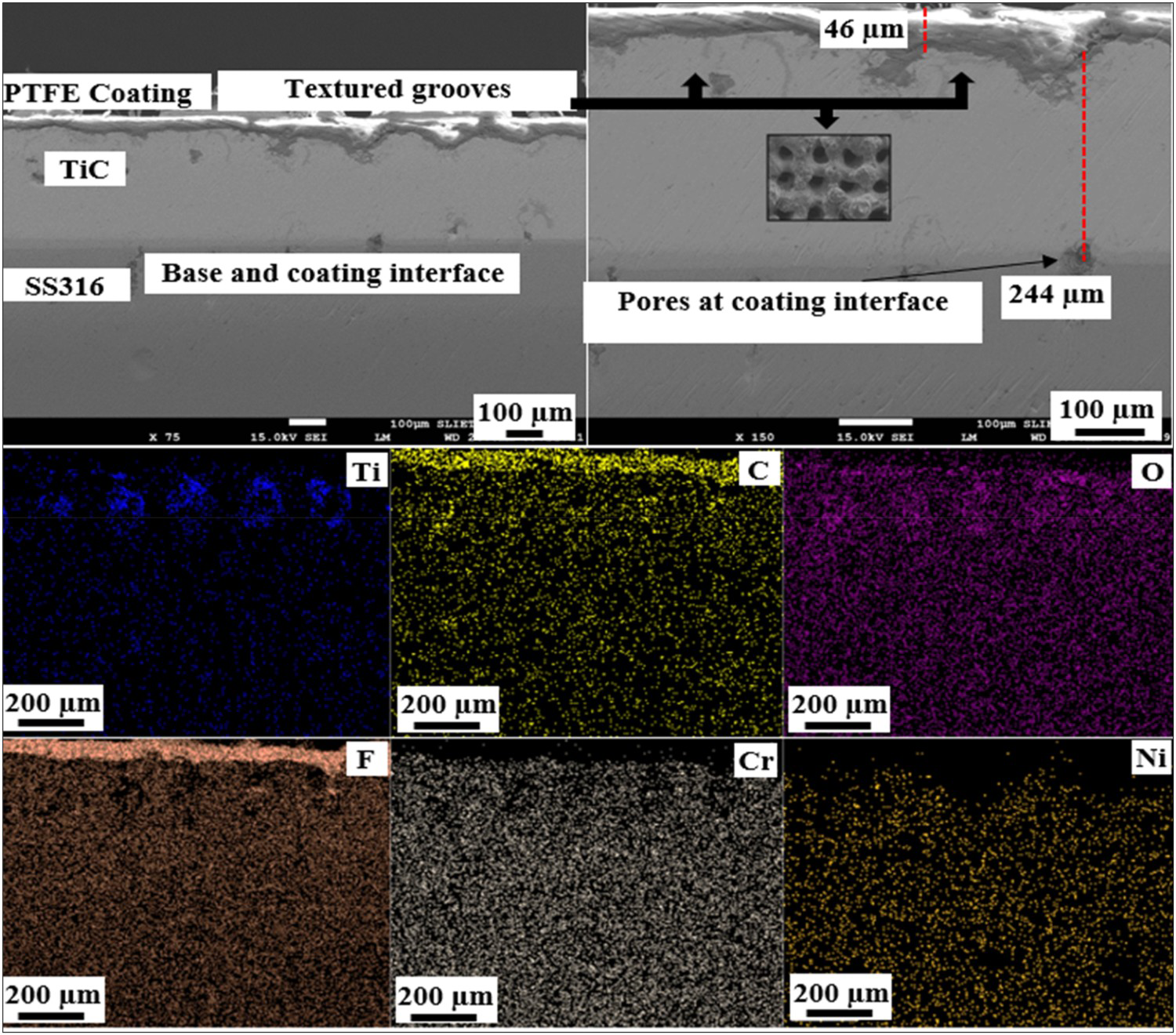
Mechanical characterization
In Figure 2(a), the results demonstrate a noticeable trend in microhardness values among the samples. Specifically, PTFE-sprayed TiC exhibits a lower microhardness compared to SS316. Additionally, laser-textured TiC and HVOF-sprayed TiC follow with higher microhardness values. This trend is consistent with the expected behaviour due to the intrinsic nature of the materials. PTFE, being non-metallic, inherently possesses relatively low microhardness when contrasted with metallic counterparts like SS316, laser-textured TiC, and HVOF-sprayed TiC. Moving to fracture toughness, the sequence from highest to lowest values is as follows: SS316 exhibits the greatest fracture toughness, succeeded by HVOF-sprayed TiC, laser-textured TiC, and PTFE-sprayed TiC (Figure 2(b)). This disparity can be rationalised by considering material properties and microstructural attributes. Metallic materials such as SS316 boast enhanced fracture toughness due to their ability to deform plastically and absorb energy before experiencing fracture. Ductile properties enable plastic deformation and energy dissipation, contributing to heightened fracture toughness. In comparison, HVOF-sprayed TiC samples composed of a composite material present decreased fracture toughness compared to SS316. This decrease arises from factors including interfacial gaps, particle-matrix debonding, and inherent brittleness of carbide particles. Regarding elastic modulus, the order of values, as depicted in Figure 2(c), is as follows: HVOF-sprayed TiC ranks highest, trailed by laser-textured TiC, SS316, and PTFE-sprayed TiC. This trend arises from the distinct attributes of each material. HVOF-sprayed TiC, incorporating hard ceramic carbide particles in its matrix, exhibits the highest elastic modulus due to these particles’ contribution to stiffness and rigidity. As for the H/E ratio (Figure 2(d)), PTFE-sprayed TiC demonstrates the highest value. This signifies a relatively low elastic modulus coupled with increased resistance to plastic deformation. PTFE, being a polymer, possesses a low stiffness but offers considerable molecular chain mobility, allowing substantial deformation without fracturing. In comparison, laser-textured TiC samples exhibit a relatively higher H/E ratio compared to HVOF-sprayed TiC and SS316. This implies a greater resistance to plastic deformation relative to stiffness. HVOF-sprayed TiC, a ceramic-based material, showcases a lower H/E ratio than laser-textured TiC samples and SS316, suggesting increased susceptibility to plastic deformation relative to stiffness.
(a) Microhardness, (b) Fracture Toughness, (c) Elastic Modulus, and (d) H/E ratio of different coated and uncoated samples.
Slurry erosion studies
The TiC coatings with laser texturing and PTFE spraying displayed higher static contact angles, indicating improved hydrophobicity and reduced liquid adhesion (refer Figure 3). The slurry erosion results align consistently with the observed mechanical properties of the TiC coatings with different surface modifications. Notably, TiC coatings treated with laser texturing and PTFE spraying, exhibiting higher static contact angles and improved hydrophobicity, demonstrated reduced particle adhesion and facilitated easier removal. Consequently, these coatings showcased lower mass loss and displayed enhanced resistance to slurry erosion. Furthermore, the modified coatings, characterised by improved fracture toughness and higher H/E ratios, exhibited enhanced resistance to crack initiation and propagation, further contributing to their superior erosion resistance. The findings thus validate the effectiveness of surface modifications, particularly laser texturing and PTFE spraying, in enhancing the slurry erosion behaviour of TiC coatings. In the analysis of slurry erosion results for SS316, HVOF sprayed TiC, laser textured TiC, and PTFE sprayed TiC coatings, considering different impingement angles of 30°, 60°, and 90° (as shown in Figure 3), distinct erosion behaviours were observed. For SS316, the maximum mass loss was attributed to adhesive wear and material plowing. However, at 60° and 90° impingement angles, a reduced mass loss occurred, indicating the effect of the softness provided by SS316. Regarding HVOF sprayed TiC coatings, at a 30° impingement angle, the mass loss was relatively low, indicating good resistance to abrasive wear. Conversely, at 60° and 90° impingement angles, a significant mass loss occurred, suggesting severe impact erosion and material removal. In contrast, for textured TiC coatings, a considerable reduction in mass loss was observed for all three angles, highlighting the effectiveness of laser texturing in mitigating impact erosion. Finally, for PTFE sprayed TiC coatings, at a 30° impingement angle, the mass loss was significantly high due to plowing action at an acute angle. However, at 60° and 90° impingement angles, the mass loss remained low, indicating effective particle detachment and reduced cutting. These comprehensive findings shed light on the intricate dynamics of slurry erosion under different surface modification scenarios, elucidating the significance of tailored coating techniques in enhancing erosion resistance.
Slurry erosion of different samples at 30°, 60°, and 90° impingement angle along with Static Contact Angle (A) of various samples.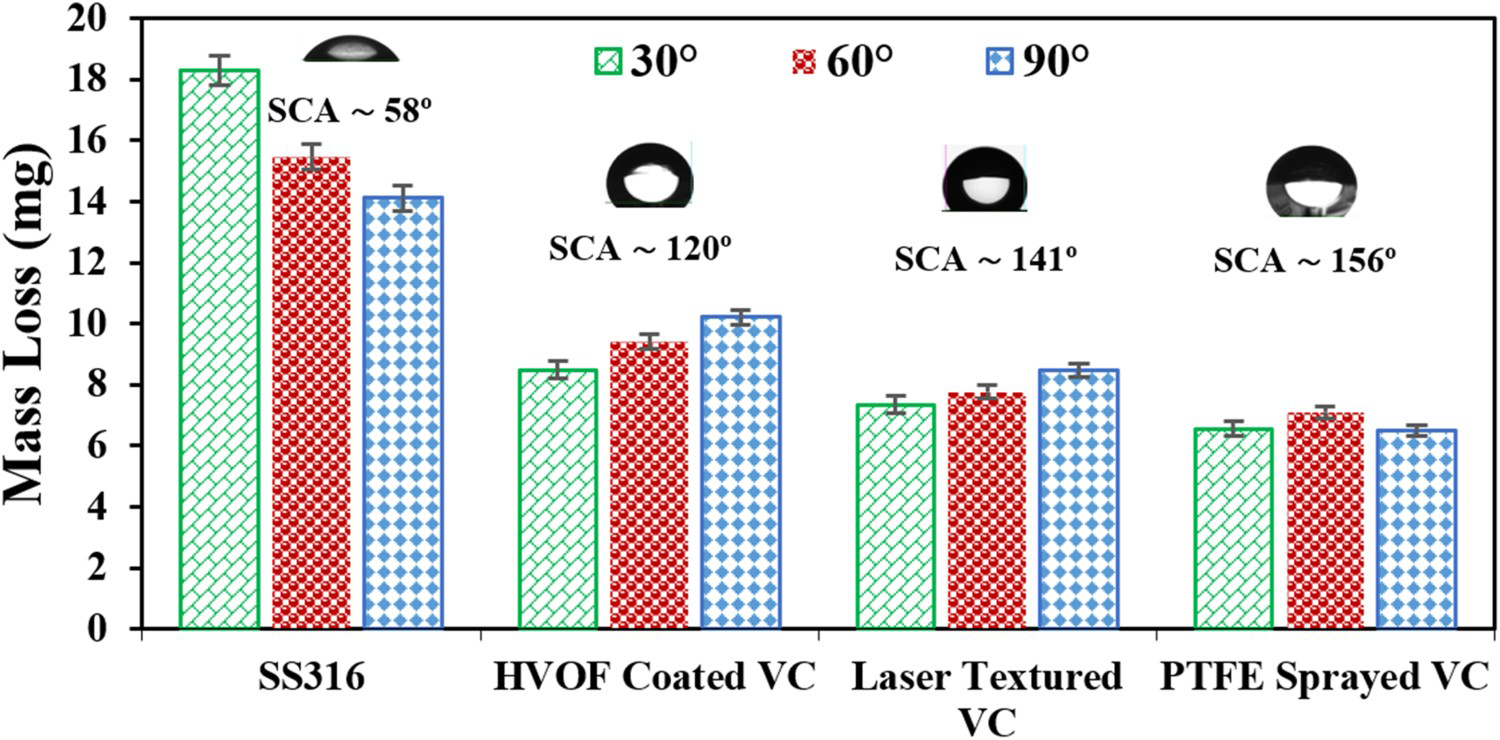
Erosion mechanism
The wear mechanisms observed in SS316, HVOF sprayed TiC, laser textured TiC, and PTFE sprayed TiC coatings were distinct and presented in Figure 4. In SS316, the wear mechanism predominantly involved adhesive wear and abrasive wear. Adhesive wear occurred due to the direct contact between mating surfaces, resulting in material transfer and surface damage. Abrasive wear, on the other hand, was caused by the presence of hard particles in the slurry, leading to material removal and surface degradation. In HVOF sprayed TiC coatings, the hard TiC coating resisted the abrasive particles, resulting in localised material removal and surface roughening. In laser textured TiC coatings, the micro-scale patterns created by laser texturing altered the hydrodynamic conditions, reducing material plowing and cutting. This resulted in shallower and more uniform wear tracks on the coating surface. In PTFE sprayed coating the low-friction PTFE layer reduced the adhesion between slurry particles and the coating, facilitating easier particle removal and minimising material plowing and cutting.
Erosion mechanism of different samples.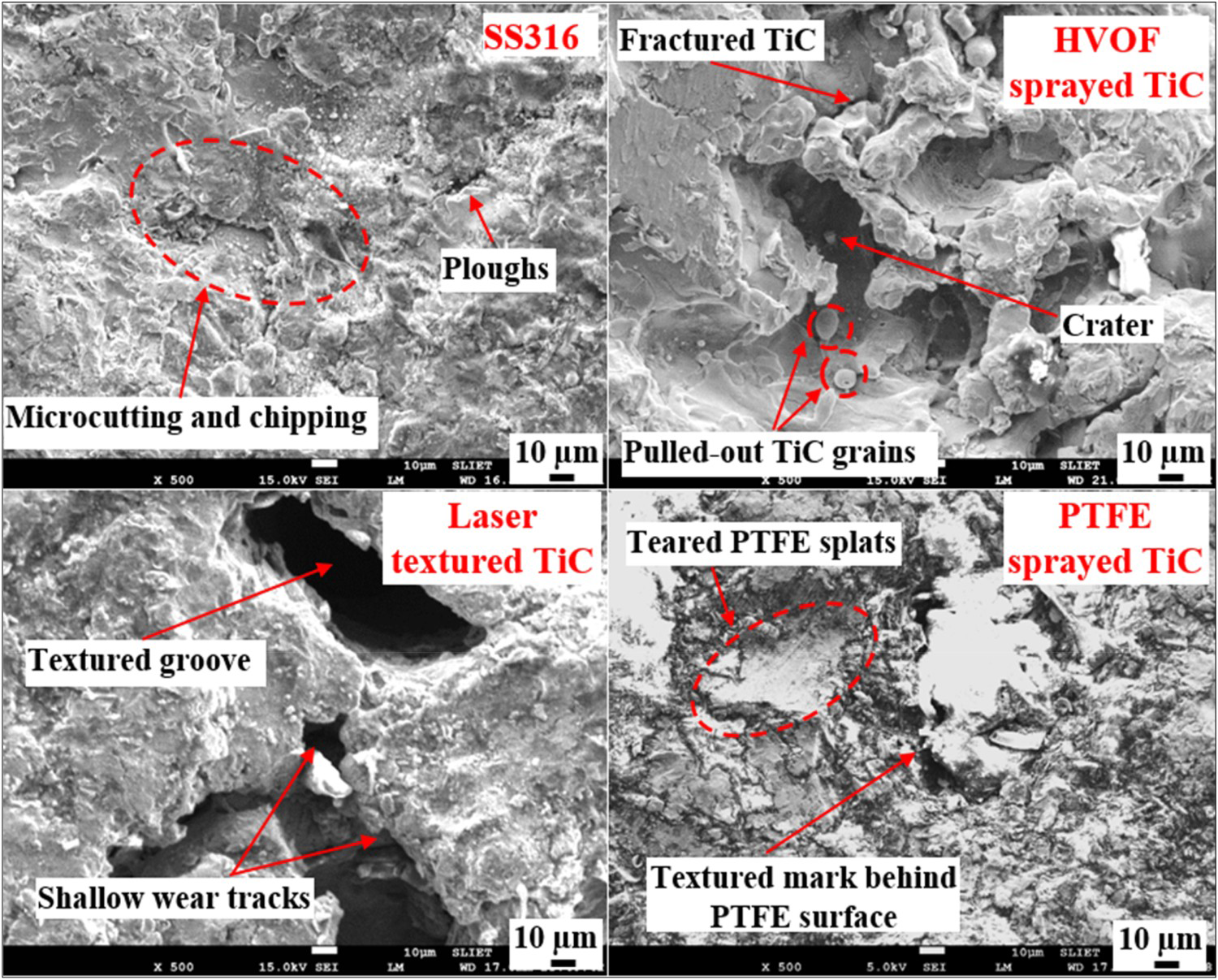
Conclusions
This research article presents a comprehensive analysis of the slurry erosion behaviour of a TiC-based coating fabricated through high-velocity oxy-fuel (HVOF) spraying. The main focus of this study is to explore the effects of laser texturing and polytetrafluoroethylene (PTFE) spraying on the coating's erosion resistance, with the ultimate goal of enhancing its performance in environments susceptible to slurry erosion. By investigating these surface modification techniques, valuable insights are gained to optimise the coating's properties and improve its resilience against erosive forces in challenging operational conditions. Some of the insights are as follows:
The study investigated slurry erosion behaviour of TiC coatings with surface modifications (laser texturing and PTFE spraying) using HVOF deposition. Modified coatings exhibited enhanced hardness, static contact angles, fracture toughness, and H/E ratios compared to unmodified coatings. The improved mechanical properties contributed to superior resistance against slurry erosion in modified coatings. Laser textured and PTFE sprayed TiC coatings showed reduced mass loss and improved erosion resistance due to altered wear mechanisms and reduced particle adhesion. Future work should optimise surface modification techniques and evaluate long-term performance and economic feasibility for practical implementation.
Footnotes
Disclosure statement
No potential conflict of interest was reported by the author(s).