
Abstract
Inclusions containing Mg existed in low carbon aluminium killed steel even though Mg is not added during LF treatment. To investigate the mass transfer mechanism of Mg in low carbon aluminium killed steel, both industrial practice and kinetic calculations were carried out in the present work. The results from industrial practice showed that Mg concentration in molten steel and inclusions increased with refining time during ladle furnace treatment. The inclusion size tended to become smaller with the increase of Mg concentration in the inclusions. The erosion rate of refractory with different composition was tallied. A refractory-slag-metal-inclusion multiphase reaction model was developed to investigate mass transfer mechanism underlying the variation of Mg among the steel, the slag, inclusions and the refractory. The calculated results exhibited a good predictability of the content of Mg in the molten steel, slag and inclusions. The results showed that Mg dissolved into molten steel in two ways: the first is in the way of slag/steel reaction, the second is in the way of refractory erosion which is the main way.
Introduction
Ladle furnace is commonly used in high-quality steelmaking to obtain molten steel with the suitable composition and control the composition of inclusions in a low Melton zone. There are serials of complex reactions occurring in the ladle refining among the steel, slag, inclusions and refractory. Many reports showed that Mg existed in the molten and inclusions during LF refining under no Mg addition condition. 1–3 The mechanisms underlying the variation of Mg among the steel, the slag, inclusions and the refractory need to be further investigated.
Many scholars investigated the behaviour of Mg in the reaction between molten steel and slag. Harada et al. 4,5 studied the dissolution behaviour of Mg form MgO into molten steel in laboratory. Kasimagwa et al. 6 studied the reactions between MgO–C refractory during second refining in laboratory. Jansson et al. 7 studied the effect of relative velocity, temperature and steel composition on the dissolution rate of MgO–C refractory in Al-deoxidized molten steel by rotating cylinder method in the laboratory. However, the studies on the mass transfer behaviour of Mg based on the industrial production were rarely reported. For real industrial conditions, there was much difference between the laboratory and the industrial production. It is important to investigate the behaviour of Mg during LF refining under no Mg addition condition in industrial production.
In this study, the transfer behaviour of Mg in low carbon aluminium killed steel during LF refining was investigated in industrial production. The effect of Mg in the inclusions on the size distribution of inclusions was also studied. Finally, a kinetic model was developed to investigate the mechanisms underlying the variation of Mg concentration among the molten steel, the slag and inclusions.
Industrial practice
In order to investigate the transfer behaviour of Mg in low carbon aluminium killed steel during LF refining, sampling was performed in low carbon Al-killed steel with grade MR produced by Tangsteel plant. The production process was described as following: 100 ton BOF→LF→RH→1015 × 200 mm2 CC. The operation conditions and the sampling scheme are shown in Fig. 1. In this operation, aluminium was added as deoxidiser first at 10 s, and aluminium was added second at 600 s. Ferro-manganese was added at 1200 s and Ca–Al line was added at 1500 s. The Ar gas flow rate for stirring varied from 0.05 to 0.8 Nm3 min−1. The molten steel and the slag were sampled at 0 s (at the beginning of LF), 200 s (after Al addition first), 350 s (after Al addition second), 1550 s (after Ca addition), 1740 s (soft blowing for 4 min) during LF treatment. The composition of molten steel was analysed by optical emission spectroscopy. Mg and Ca contents in the metal were analysed by inductively coupled plasma atomic emission spectroscopy. The slag composition was analysed by fluorescent X-ray analysis. The composition of inclusions was analysed by scanning electron microscope (SEM, ZEISS ULTRA55) and energy dispersive spectroscopy (EDS, OXFORD INSTRUMENTS INCA X-MAX50). Operational condition in tangsteel plant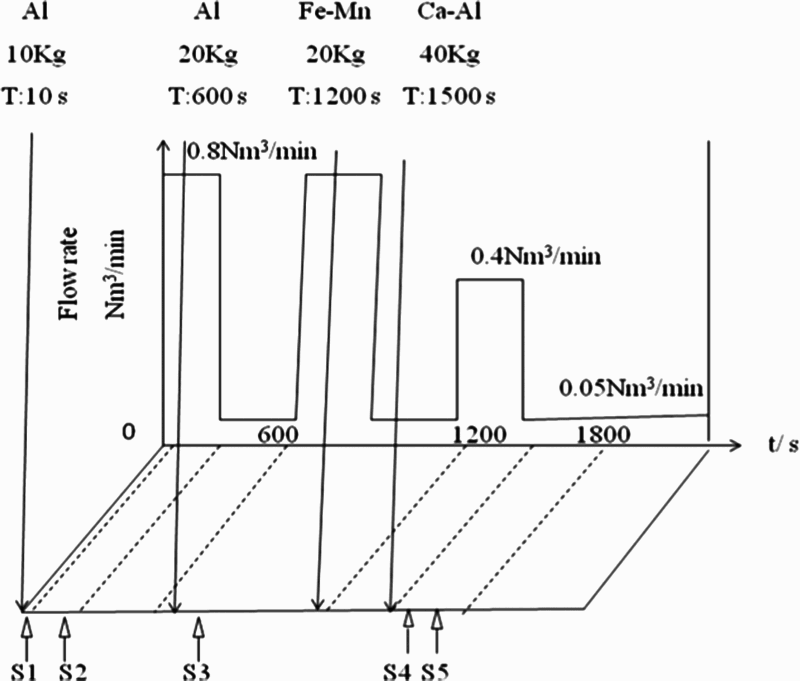
Results
To investigate the transfer behaviour of Mg in low carbon aluminium killed steel during LF refining, the analyses of the compositions of the molten steel, the slag and inclusions were necessary. Figure 2 showed that the Mg concentration in the molten steel and in the slag. The Mg concentration in the molten steel increased with time, reaching 3.0 ppm at the end of LF refining in industrial production. MgO concentration in the slag almost unchanged. EDS results of inclusions were converted into mass percentage of CaO, MgO and Al2O3, and were shown in the MgO–CaO–Al2O3 ternary system phase diagram with Factsage software, as given in Fig. 3. The region with wCaO between 40% and 60%, wAl2O3 between 35% and 65% and wMgO between 0% and 20% was the most favourable region for avoiding clogging nozzles where inclusions were liquid at 1873 K as shown in Fig. 3. In this work, 1500–3500 inclusions with the size of >1 µm were detected by scanning electron microscope (SEM, ZEISS ULTRA55) for each of the samples. Figure 3 showed the inclusions distribution and morphology during LF treatment. Initially, most of the inclusions were alumina as shown in Fig. 3
a. The MgO concentration increased with time and most of the inclusion converted into MgO–Al2O3–CaO ternary under the condition of no Mg addition as shown in Fig. 3
b and c. Figure 3
d showed that the inclusions compositions became much more scattered after Ca addition. Figure 3
e showed that average MgO content in inclusions reached 8.9% at the end of LF refining. A little part of inclusions moved into the low Melton point region while most of them were not in low Melton point region as shown in Fig. 3
e. From the kinetic prospective, there were two ways to move most inclusions into low Melton point region: on the one hand, more Ca addition was needed in order to move all the inclusion into low Melton point region. On the other hand, longer soft blowing time was needed. Change of Mg concentration in molten steel, slag in industrial production Inclusions distribution of samples during LF refining. a Inclusions distribution of Sample 1 at the beginning of LF refining (S1); b inclusions distribution of Sample 2 at 200 s (S2); c inclusions distribution of Sample 3 at 350 s (S3); d inclusions distribution of Sample 4 at 1550 s (S4); e inclusions distribution of Sample 5 at 1740 s (S5).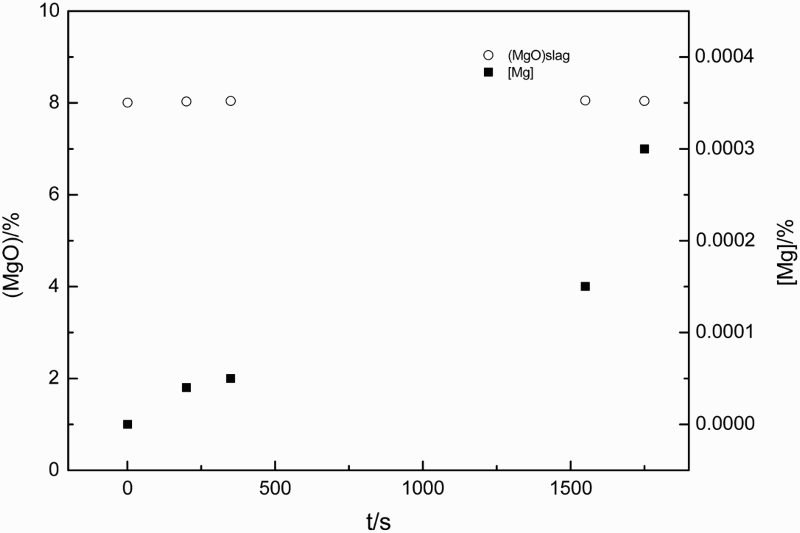
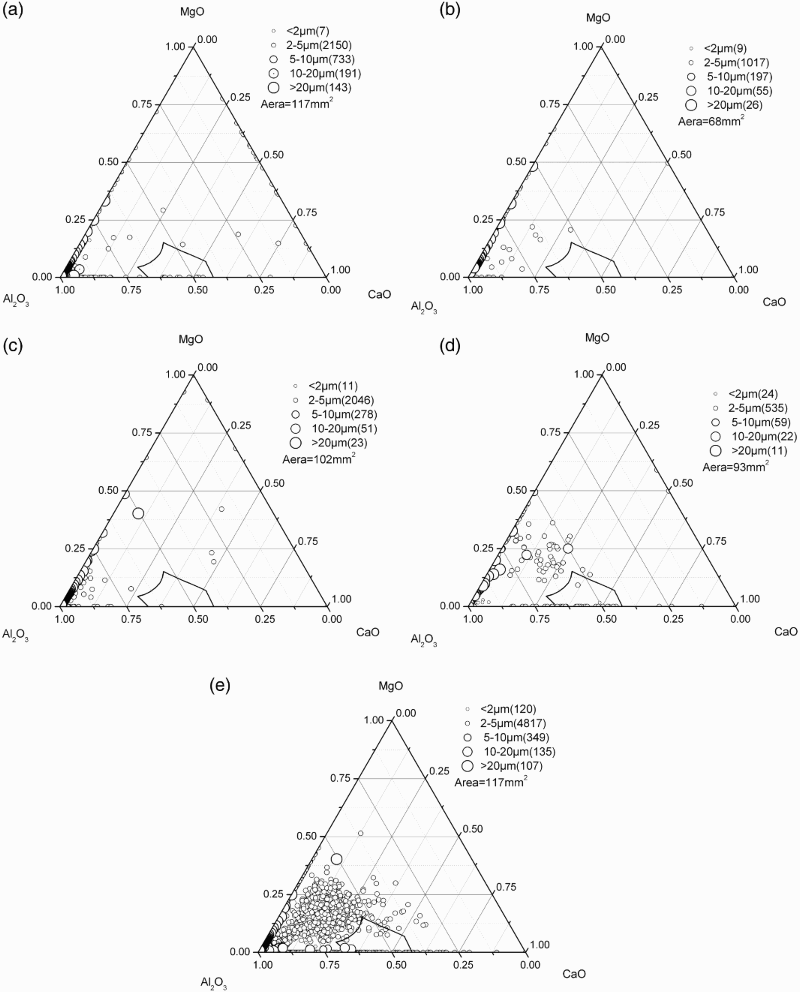
Figure 3 also showed that the size of inclusions concentrated in the range of 2–5 µm during LF treatment, and the number of inclusions with diameter 2–5 µm gradually increased with time. The number of inclusions with diameter 5–10 µm gradually decreased with time.
To understand the effect of Mg in the inclusions on the size of inclusions in the slab, the variation of Mg concentration in the inclusions with different sizes was shown in Fig. 4, where the value of X-axis represents for the range of inclusion size, while the value of Y-axis for the Mg content in the inclusions. The results showed that the inclusion size tend to become smaller with the increase of Mg concentration in the inclusions. So addition of Mg into the molten steel is probably a good method to reduce the size of inclusions in the future. The variation of inclusion compositions with different sizes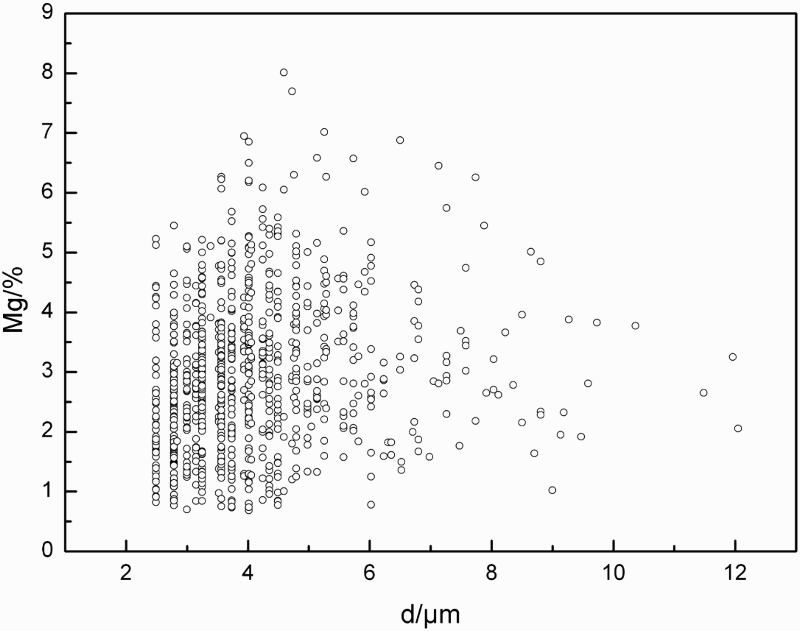
Composition of lining and erosion rate
Discussion
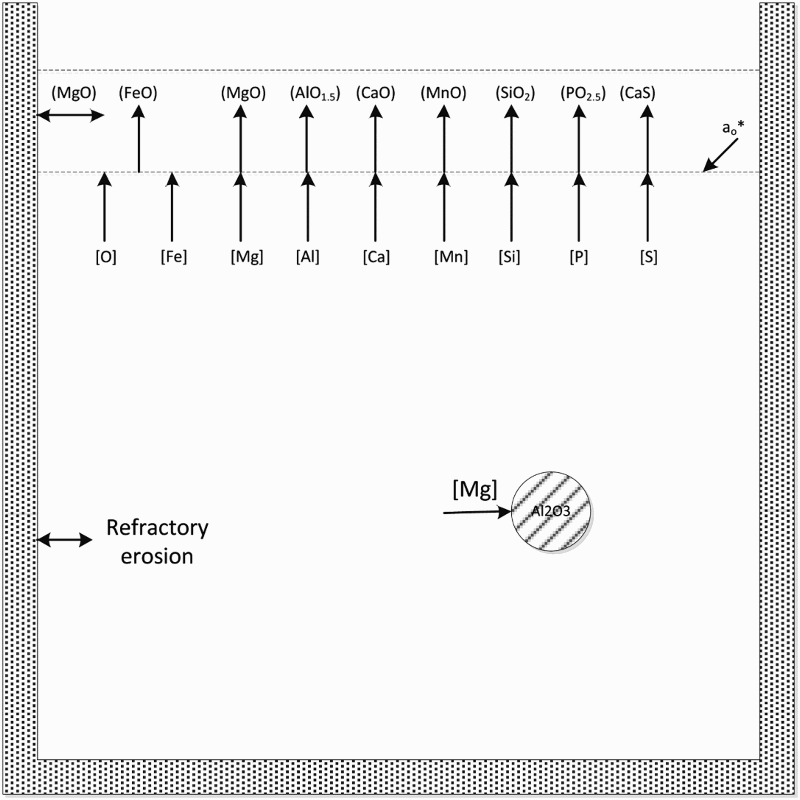
In this study, a two-film theory model for the composition change in the oxide inclusions was coupled to a kinetic model for the slag-steel reactions that occur in the ladle furnace under industrial operations. The composition change of the component in the slag and the steel was calculated by a coupled reaction model which was reported by previous scholars
8–12
and proven to predict accurately the composition variation of the slag and molten steel. It was assumed that the chemical reactions at the interface were rapid and equilibrated at any time, and the reaction rates are controlled by mass transfer in both metal and slag phase. The reactions considered in this study are illustrated schematically in Fig. 5. The following reactions are considered in this model: Reactions between the molten steel and the slag Reactions between the molten steel and inclusions Refractory erosion including slag line and wall Schematic of the calculated model
Mass transfer behaviour of Mg through steel/slag reaction
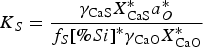
The coupled reaction kinetic model was based on the slag system of CaO–Al2O3–MgO–SiO2–FeO–P2O5 and steel system of Mn–Si–Al–Ca–Mg–S–P–O for the first time. The reactions between the slag and the steel were expressed by equation (1).
13,14














Parameters for model calculation
Based on the above equations, the interfacial concentrations of species of both molten steel and the slag can be deduced as equations (15)–(20).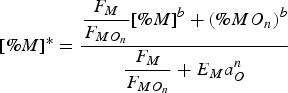



The interfacial concentration of all the elements dissolved in molten steel can be expressed as a function of bulk concentrations and the interfacial oxygen activity. So the interfacial oxygen activity ao* can be obtained by solving the equation (21).


Mass transfer behaviour of Mg through refractory erosion
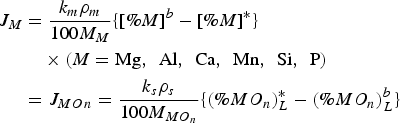
The refractory dissolved into the steel or slag would affect the chemical composition of molten steel indirectly via the reaction between the slag and the molten steel. So the erosion of refractory including slag line and ladle wall was taken into consideration. The reaction between slag and slag line was considered as MgO from ladle wall dissolution into the slag which reacted with the molten steel. The reaction between ladle wall and the molten steel was considered as equations (24) and (25). The total Mg content in the molten steel came from not only the slag/metal reaction but also the refractory erosion.

Mass transfer behaviour of Mg through inclusion/steel model
From the above analysis, [Mg] and [Ca] existed in Melton steel through slag-metal reaction, even though Mg and Ca were not added in the early stage of the treatment. As a result, the deoxidised product Al2O3 was modified to Al2O3–MgO–CaO inclusions. A two-film theory model was employed to analyse the mechanism of the process of Al2O3 modification by Ca and Mg in the molten steel, under the assumption that diffusion of Mg and Ca in the molten steel was rate-determination. It was also assumed that the shape of inclusion particles was spherical and the outer diameter (Ro)of the particles did not change over time.
According to the balance of Mg in the metal side and inclusion side, the equation can be expressed by equation (26). It is then possible to compute the compositions of MgO in inclusions according to equations (26) and (27).

Calculation results
Figures 6 and 7 showed the calculation results and industrial results for the Mg concentration change in the molten steel and in the slag with time. Mg concentration increased with time while MgO in the slag almost unchanged. The calculated results agreed well with the results of the industrial results. Calculation results and industrial results for the Mg concentration change in the molten steel Calculation results and industrial results for the concentration change in the slag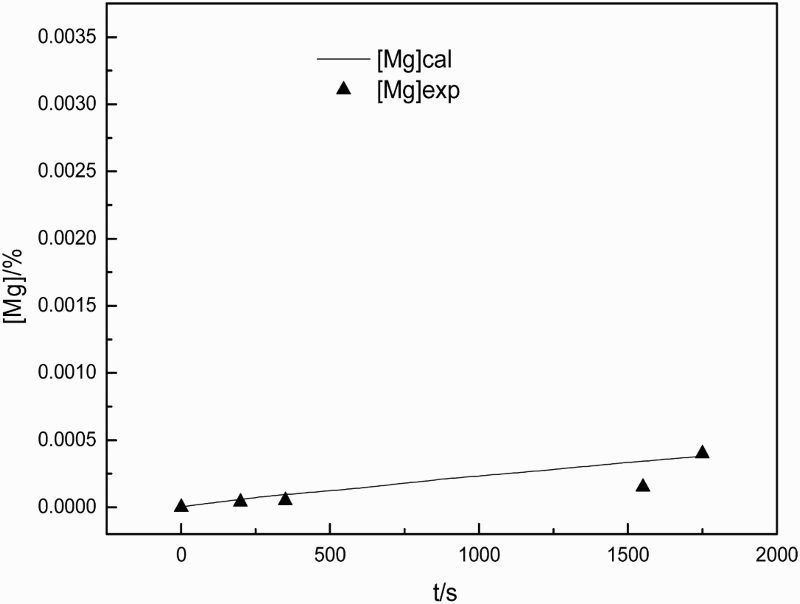
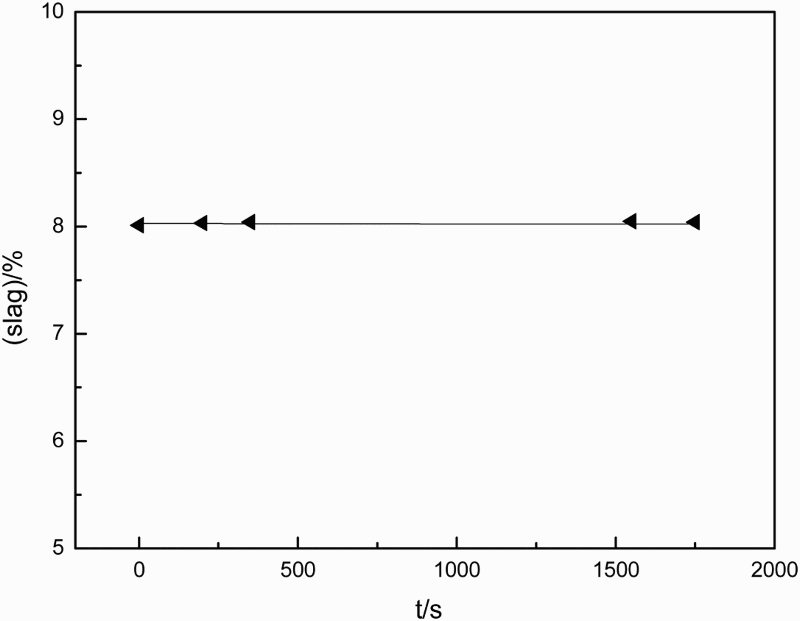
Figure 8 showed comparison of Mg concentration from slag/steel reaction with that from refractory erosion. The results showed that, the concentration of Mg from the refractory erosion was higher compared with the concentration of Mg from slag/steel reaction. So it was concluded that the refractory erosion was the main resource of Mg in the molten steel. Comparison of Mg concentration from slag/steel reaction with that from refractory erosion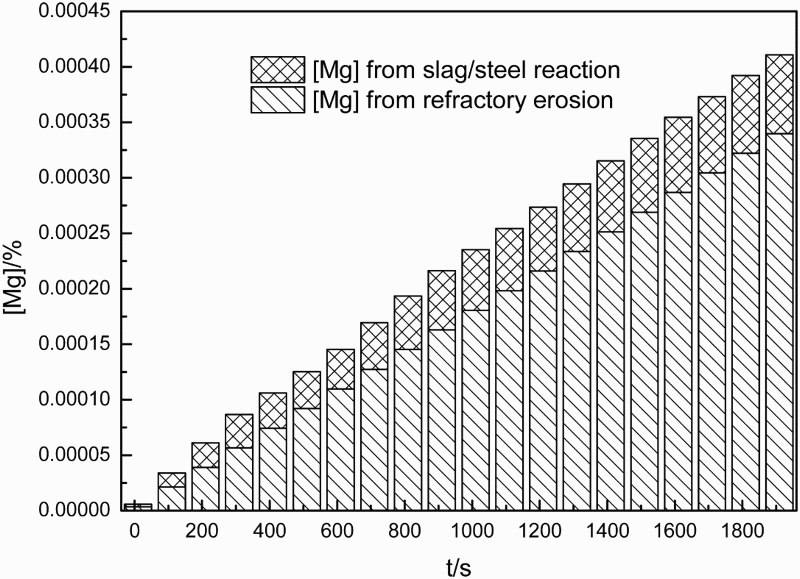
Figure 9 showed calculated results and industrial results for the concentration of MgO in inclusions with time. And the MgO concentration reached 6.8% at the end of LF refining as shown in Fig. 9. The calculated results agreed with the results of the industrial results shown in Fig. 3. Calculated results and industrial results for the concentration of MgO in inclusions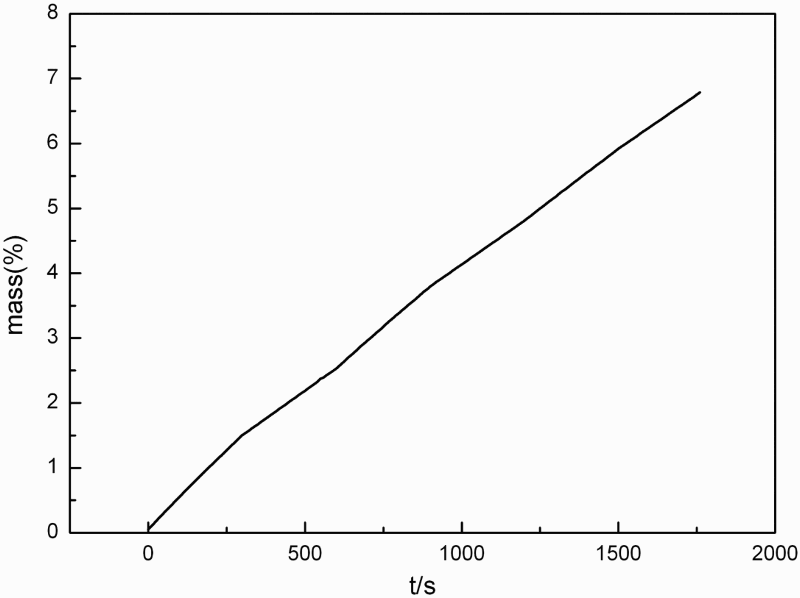
Conclusion
Under no Mg addition condition, the Mg concentration in the molten steel and the inclusions increased with time. The Mg concentration reached 3.7 ppm and the MgO concentration in inclusions reached 8.9% respectively. The Mg concentration in the slag almost unchanged. The erosion rate of refractory was tallied. The erosion rate of the slag line was 0.025 mm min−1 which was twice as that of the ladle wall.
The inclusion size tended to become smaller with the increase of Mg concentration in the inclusions.
Form kinetics prospective, a predicted model based on a two-film theory model were established in order to explain the mass transfer of Mg between slag, steel and inclusions during LF treatment and validated by the industrial results in tangsteel plant. The results showed that the refractory erosion was the main resource of Mg in the molten steel.