
Abstract
COREX is a clean process releasing lower pollution and consuming fewer cokes than the blast furnace process. However, serious sticking phenomenon often occurs in COREX shaft furnace, causing many problems to the normal operation. In this study, the loading reduction experiments of iron ore pellets were carried out under the simulating COREX reducing conditions. The influence of temperature and H2 content in the syngas on the sticking behaviour of the pellets was observed by scanning electron microscope, energy-dispersive spectrometer and X-ray diffraction. The results indicated that the sticking index increased from 6.7 to 90.43%, when the temperature increased from 750 to 950°C. The main composition of sticking material was metallic iron, and the sticking behaviour depended upon the amount and morphology of precipitated iron on the pellets’ surface. The sticking mechanism was the interpenetrating diffusion mechanism of iron atoms between the adjacent pellets.
Introduction
COREX process, as a clean process releasing lower pollution than the blast furnace process, uses non-coking coal or small amount of coke instead of normal coke, making metallic iron in the pre-reduction shaft furnace first and then melting it in the smelter-gasifier furnace. It is shown that the worldwide COREX process overcomes many difficulties and makes significant progress in saving energy and reducing emission, reducing cost and increasing production efficiency [1,2]. However, there are still some disadvantages in the COREX process [2,3], such as the inadvertent sticking of iron ore pellets in the shaft furnace [3–5].
The sticking of ironmaking burden has been a major problem in the ironmaking process, irrespective of fluidised bed or fixed bed. However, most previous studies are mainly on sticking problem with respect to fluidised bed [6,7]. The main influencing factors of sticking on iron ore are as follows [8–10]: reduction temperature, atmosphere and the gangue content. Normally, the sticking index (SI) of iron ore increases with the reduction temperature, H2 in the atmosphere can inhibit the production of iron whiskers and alleviate sticking phenomenon due to the precipitate morphology of porous iron appearing [10–14]. In addition, Al2O3, CaO and MgO in the iron ores can also alleviate the sticking phenomenon [13,15]. Four indexes describing the sticking are sticking tendency, sticking temperature, sticking time and SI. Earlier studies [16] also found the four factors that have different contributions to the sticking, and the sticking temperature is the biggest contributor. So far, there are three theories describing the sticking mechanism of the iron ores. The first one is high surface energy of new iron precipitation [17,18]. When the new metal iron crystal forms in the reduction, the huge adhesive force generates on the iron crystal surface, making the ferrous power or iron ore pellet cohere together. The second one is each hook of iron whisker on the surface [19–21]. When the temperature is above 600°C, iron whisker grows on the surface and hooks with neighbouring whisker, making the neighbouring pellets cohere. The third one is the formation of low melting point oxides between FexO and other high melting point material [19,20]. The melting point of FexO is the lowest among the gangue compounds, so FexO is easy to form low melting point compound with other gangue compounds. When the temperature is above 850°C, low melting point compounds (CaO–SiO2–FeO) appear in the pellet.
However, there are few studies on the sticking mechanism of iron ore pellet in COREX pre-reduction shaft furnace. In this study, sticking behaviour of iron ore pellets under various temperatures and gas conditions was investigated. And the effect of H2 content on the sticking behaviour and the morphology of precipitation iron was studied from the microcosmic angle.
Materials and methods
Experimental materials
Chemical compositions of pellets, %.
Experimental methods
Five hundred grams of pellet samples were put into a tailor-made graphite crucible, and the graphite crucible was put into the furnace which can test the reduction softening behaviour with a load device tube (diameter of 90 mm × 1000 mm), as shown in Figure 1. The sample was heated to a pre-determined temperature under N2 protection at a heating rate of 6°C min−1. After reaching an experimental temperature for 30 min, the gas was converted to the mixed reduction gas. Then, the reduction time was for 150 min under 1.4 kg cm−2 load conditions. After that, the gas was immediately converted to N2 again, cooling the sample until the room temperature. Experimental apparatus for the reduction of pellets under load 1-load; 2-SiC guide bar; 3-flow metre; 4-graphite crucible; 5-thermocouple; 6-SiC bearing; 7-furnace; 8-cylinder; 9-pressure sensor; 10-counterweight.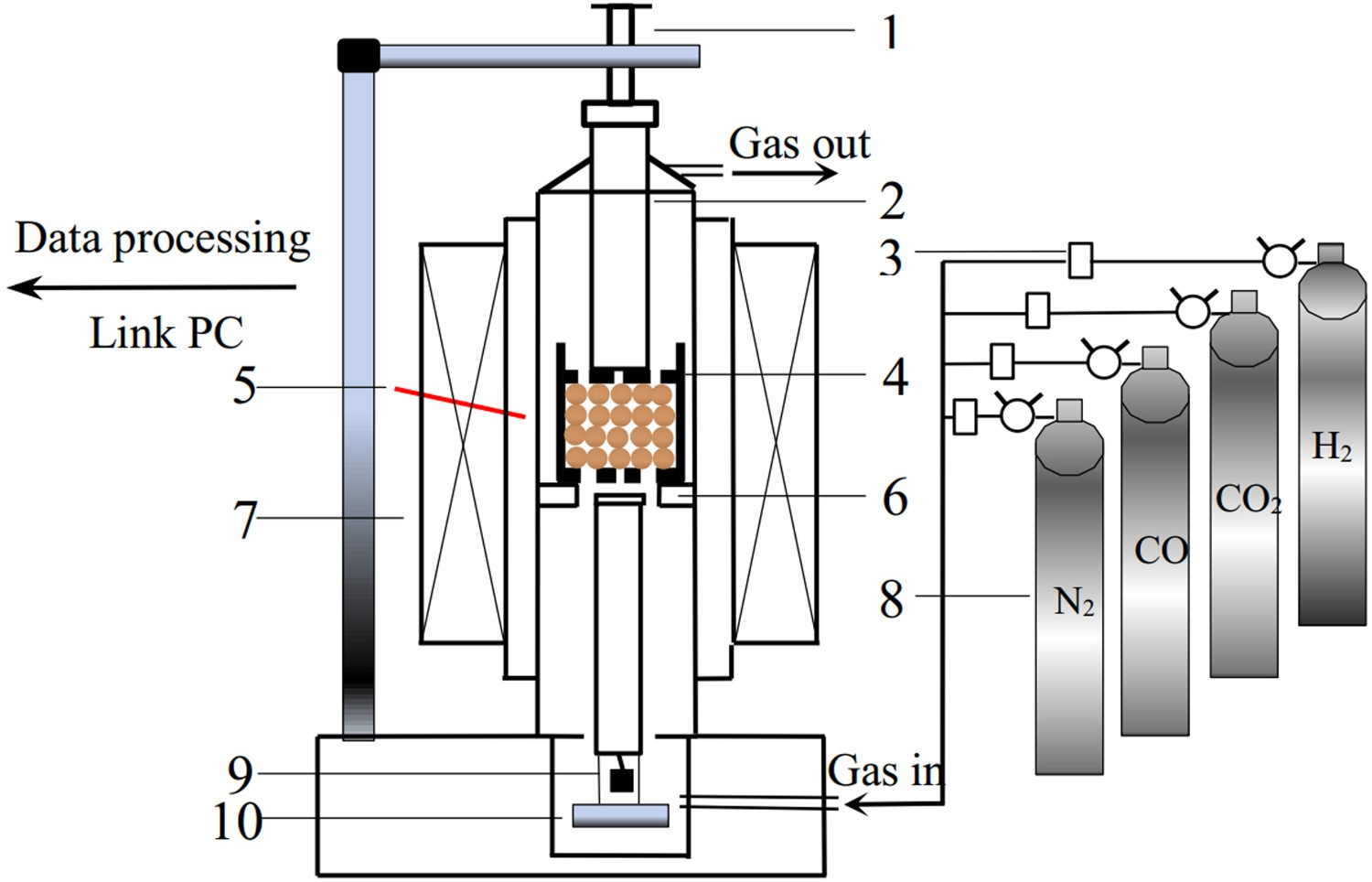
The reduction gas composition, %.
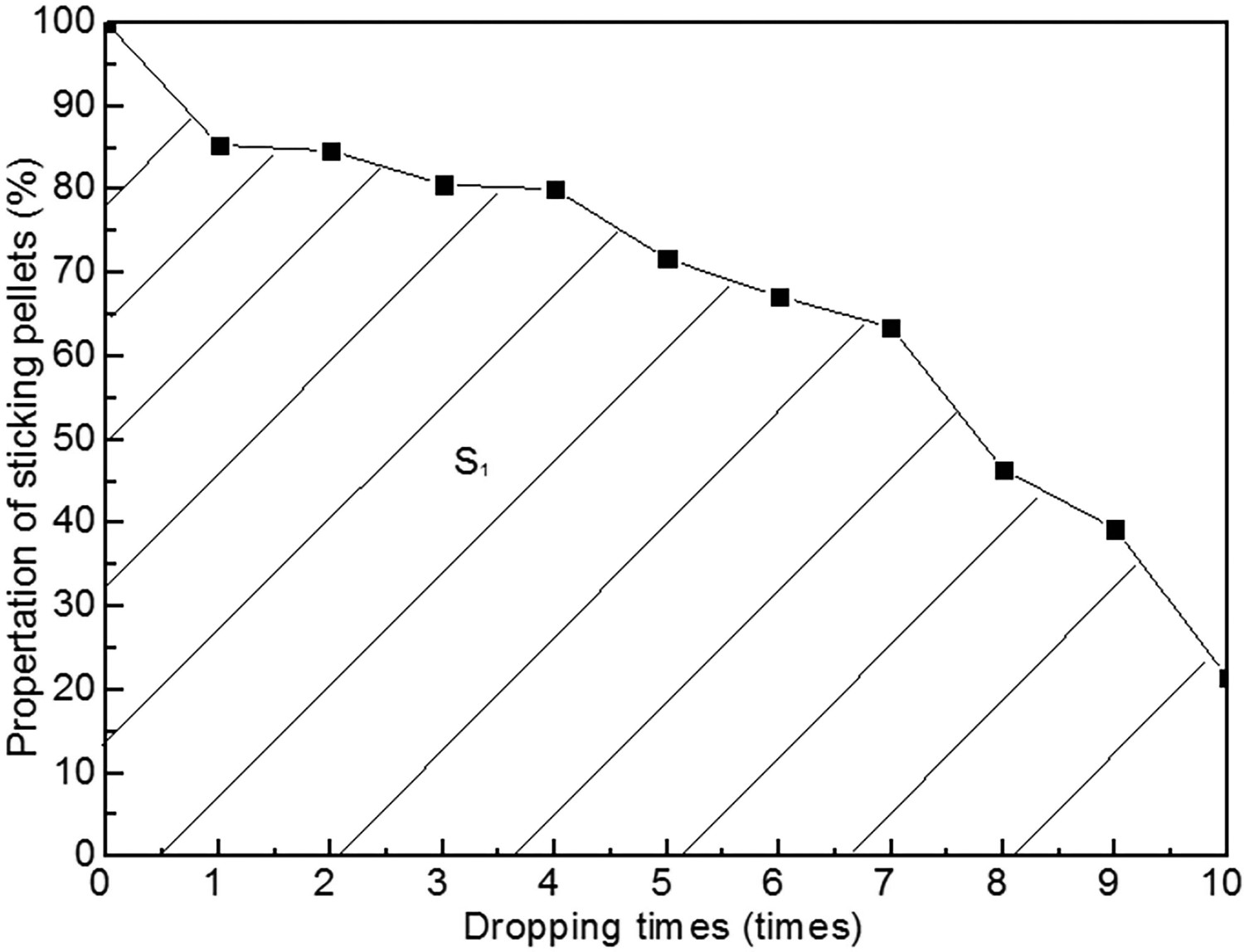
The SI of different samples was determined by the drop test. First, the pellets after the reduction were weighed, and dropped 10 times from a height of 1 m onto a steel plate surface. The weight of pellets still sticking together (cluster diameter > pellets diameter of 1.5 times [23]) after each dropping was recorded. The percentage of clusters remaining after each drop was calculated as the mass percentage of sticking pellets. Then the mass percentage of sticking pellets against the drops number was plotted in a graph, shown in Figure 2. SI was defined as follows: SI calculation of pellets after reduction.
Results and discussion
The iron ore pellets before and after reduction are shown in Figure 3. It can also be seen from Figure 3 that separating pellets obviously formed a cluster after 150 min reduction. The influences of temperature and H2 content in the reduction gas on sticking were investigated and discussed in the following. Iron ore pellets of before (a) and after (b) reduction.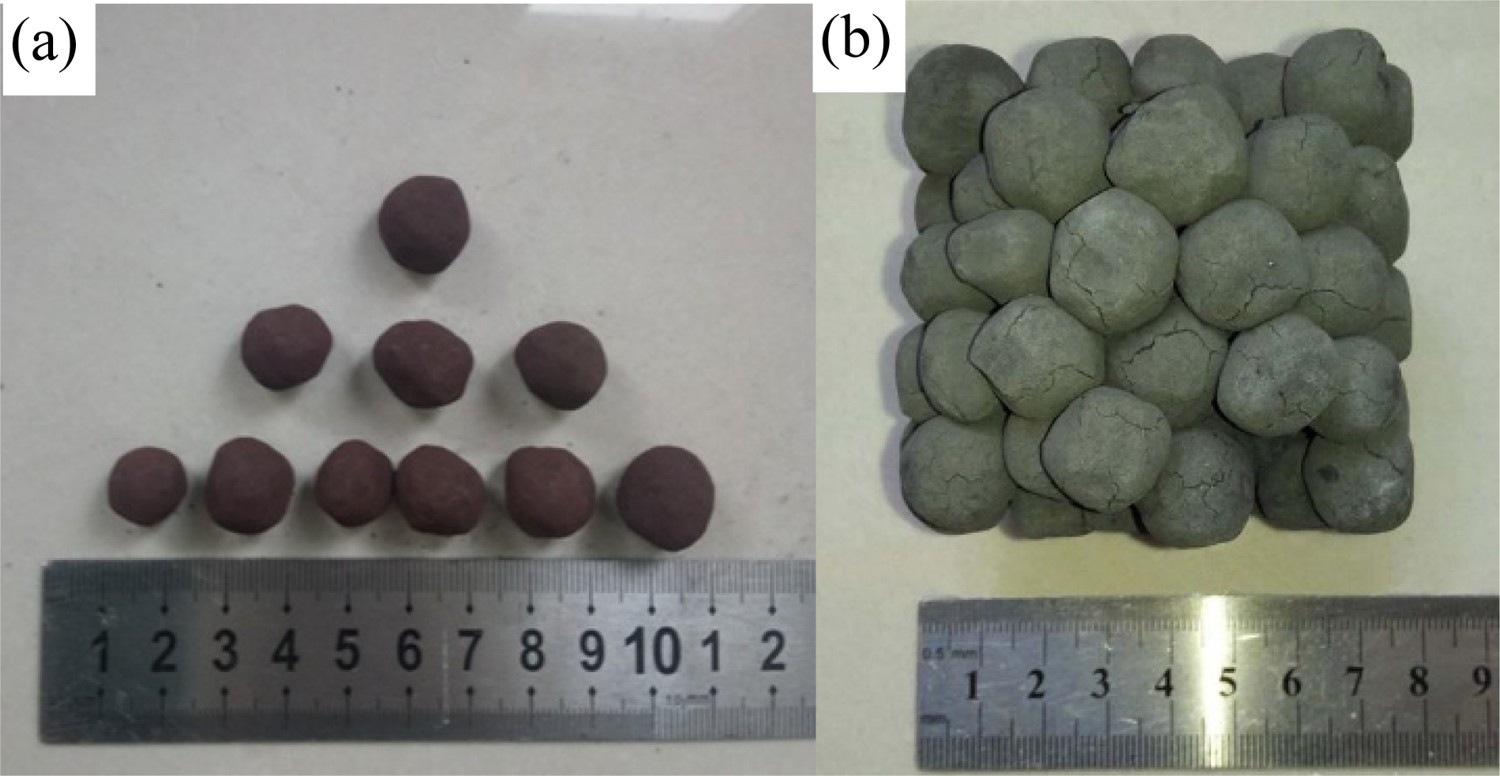
Effect of temperature on sticking
To discuss the relation between sticking and the factors of sticking, temperature was examined first. According to the above experimental steps, pellets were reduced for 150 min under from 750 to 950°C for sample atmosphere. SI under various temperatures is shown in Figure 4. The SI reaches 7 and 31% at 750 and 800°C, respectively. The SI at 800°C is more than 25% [24]. With the increasing reduction temperature, the SI gradually increases, and the SI reaches the maximum (90%) at 950°C. We can conclude that the effect of temperature is the main factor on the SI. SI at different temperatures.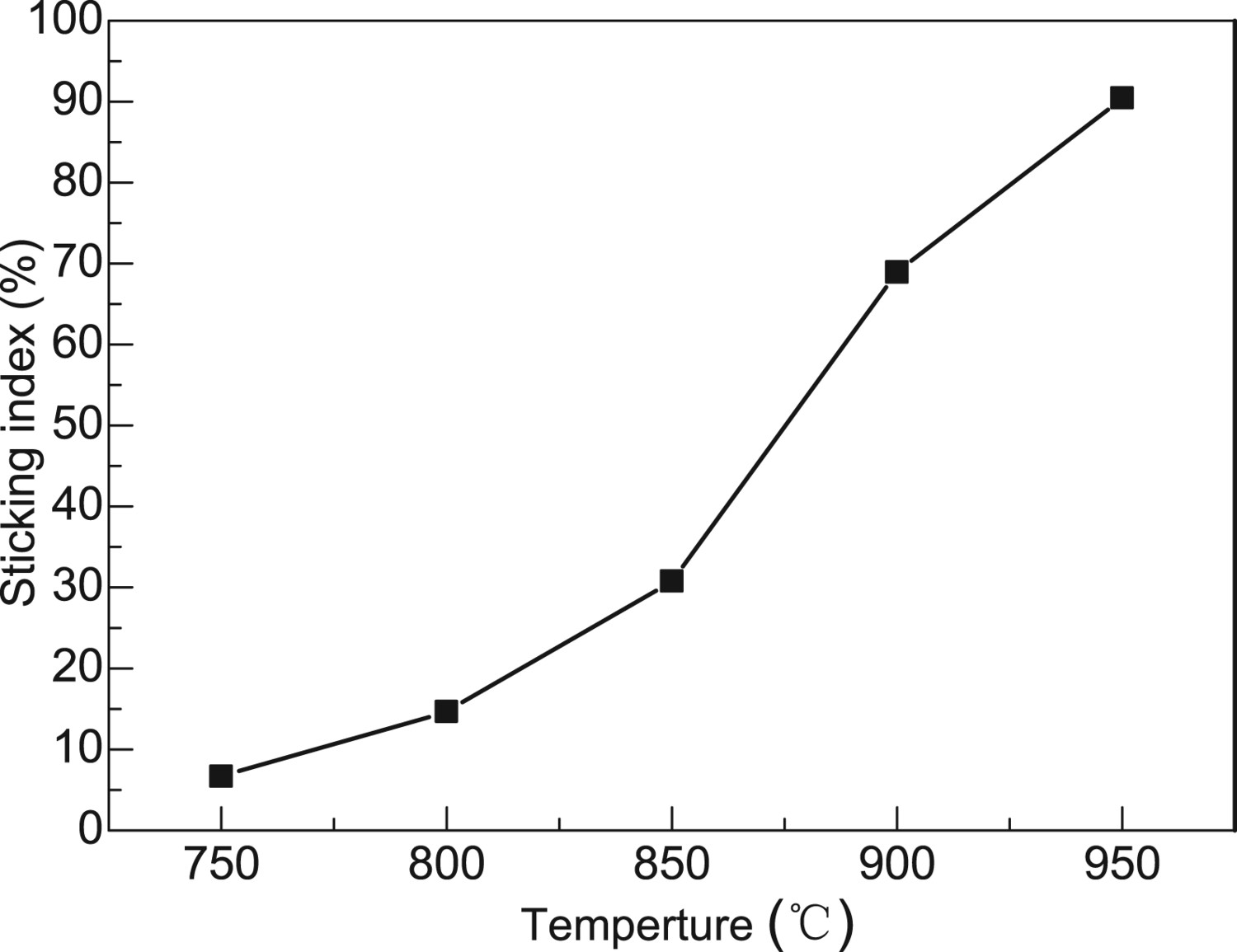
To study sticking was whether caused by precipitated plenty of iron, the phase composition of sticking materials was studied. It illustrates the X-ray diffraction (XRD) patterns of the sticking materials in Figure 5. It reflects the tendency of precipitated iron of reduced pellets. The intensity of spectral line of FexO decreases, while the intensity of spectral line of element Fe is up with increasing temperature, and the changing tendency of iron corresponds to sticking. XRD patterns of the sticking material at different temperatures.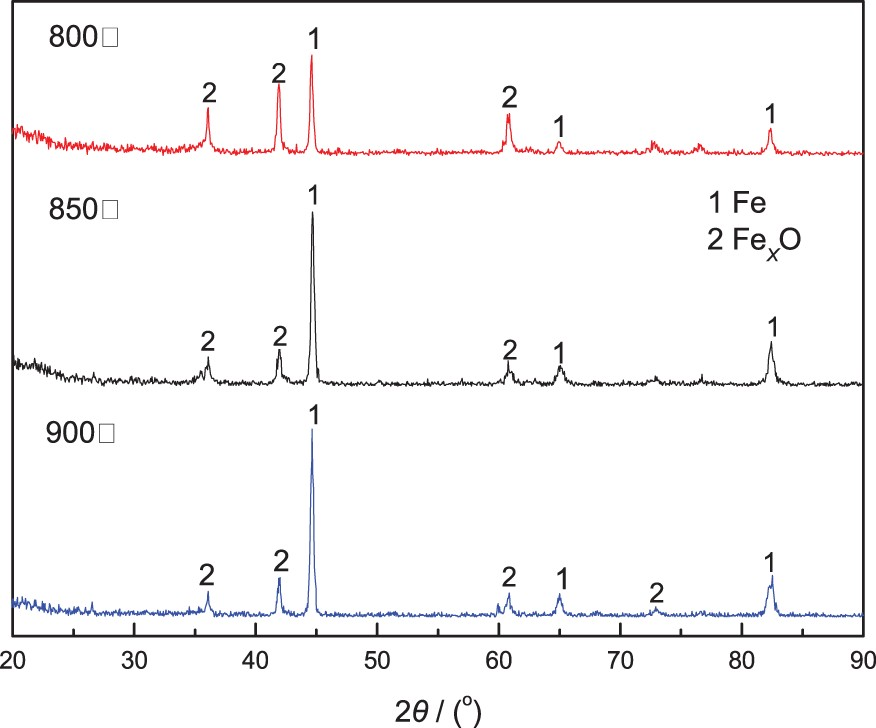
The next, the sticking phase of interface and the matrix of pellets were investigated by scanning electron microscope (SEM) and the energy dispersive spectrometer (EDS) analyse, as shown in Figure 6. A is the sticking phase, B and C are matrix component points of two contiguous pellets. Analysis shows that the sticking phase mostly consists of iron, only a small amount of oxygen and other gangue phase material exist, the result corresponds to XRD analysis. And content of metallic iron in sticking phase is more than matrix in pellet. Therefore, it is inferred that iron diffuses from the reaction interface containing high concentrations of precipitated iron to the pellet surface, sticking depends upon the amount of precipitated iron of surface of pellets. SEM images of sticking interface and EDS spectra with element contents at 850°C.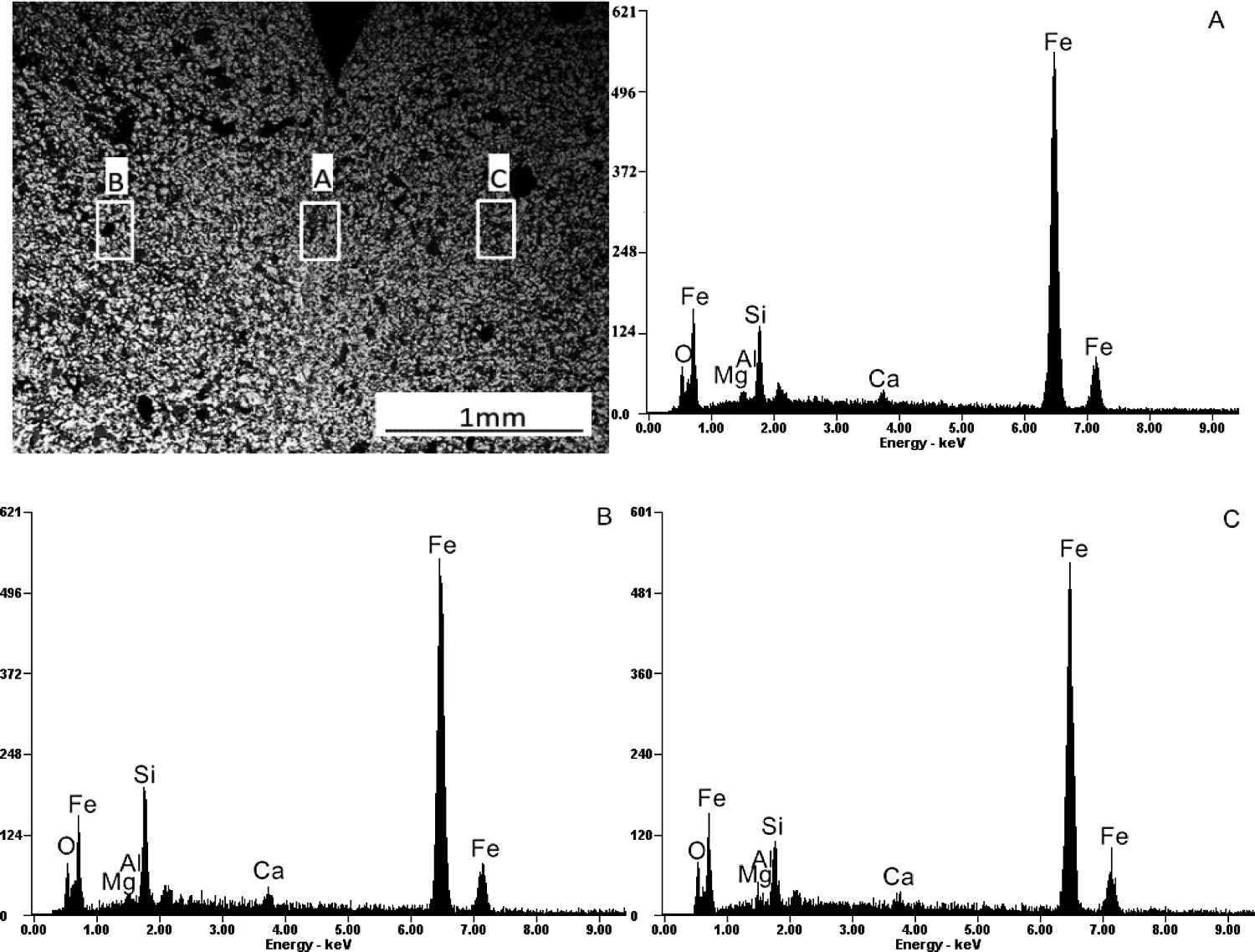
The effect of H2 content in the reduction gas on sticking
The H2 content in the gas from the melting gasifier is about 28% in the industrial production of Baosteel Co Ltd [8], so in this work the hydrogen concentration is set from 23 to 43%, as shown in Table 2. The results of SI and metallisation degree under different H2 contents at 850 and 900°C, respectively, as shown in Figure 7. When the content of H2 increases from 23 to 43%, the SI of pellets decreases from 30.72 to 15.99% at 850°C. The sticking tendency of 900°C corresponds to that of 850°C. The SI decreases to 42.25% at 900°C. Comparing with SI under various temperatures, it is inferred that the temperature is the biggest contributor to sticking [16]. With the increasing content of H2, the SI shows a downward trend. It can be concluded that increasing the proportion of H2 can inhibit the occurrence of sticking to a certain extent. SI under different content of H2.
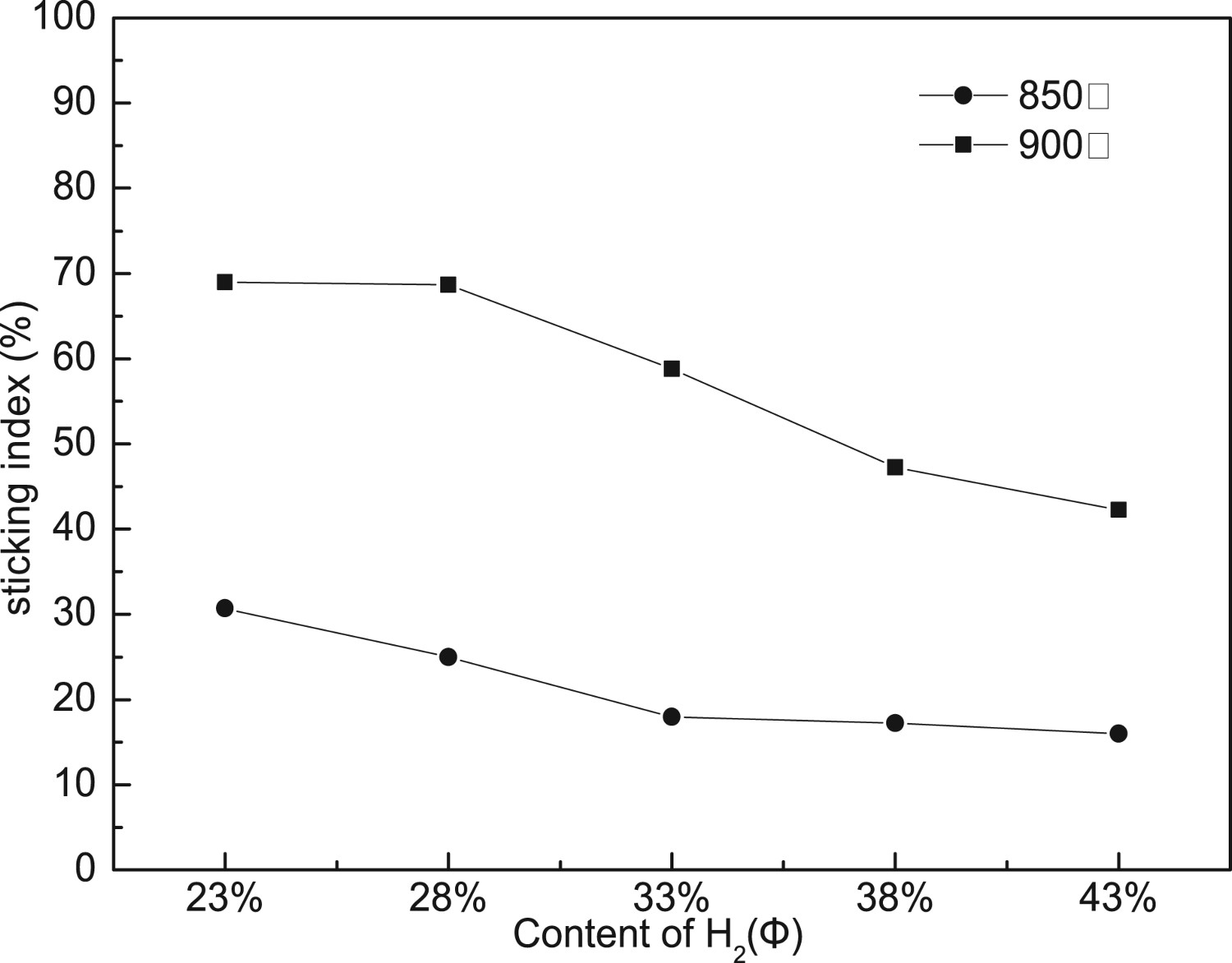
Figure 8 illustrates the XRD patterns of the sticking phase under various H2 contents. The diffraction peaks of iron obviously strengthen with increasing concentration of H2 contents, which is in accord with the SI changed with H2 concentration. And the peak of iron increases very high with increasing H2 compared with them in different temperatures under the COREX gas condition. XRD patterns of sticking material at different H2 content in the reduction gas.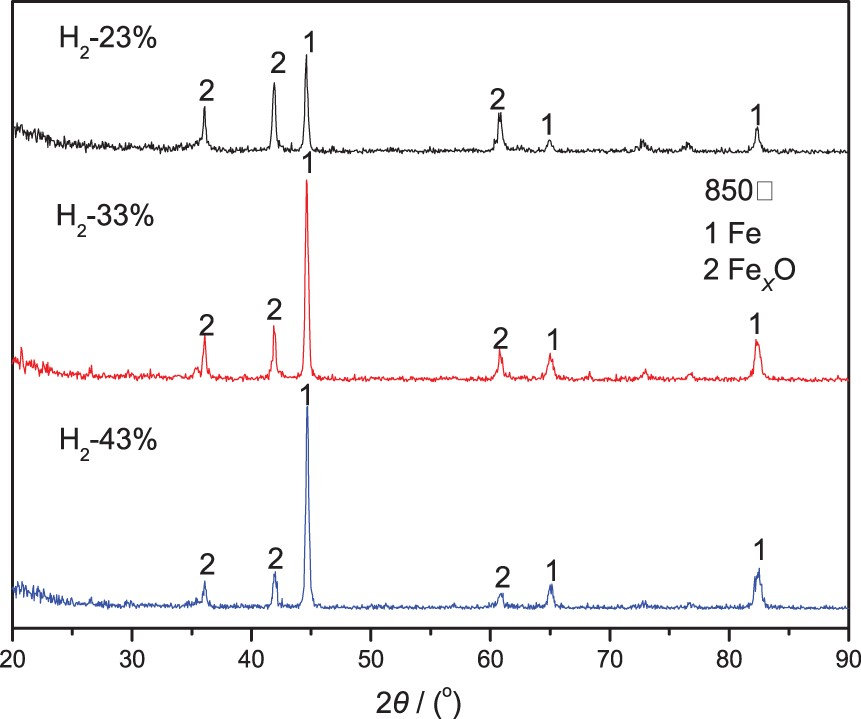
With the increasing ratio of H2, the speed of precipitation iron was accelerated, and it generated a large amount of new iron in a short time in the reaction interface of pellet. Dussta’s et al. [25] also found that the addition of hydrogen would make the reaction speed increase, which was consistent with our result. When the temperature is greater than 810°C, reduction ability of H2 is stronger than that of CO. Hydrogen will give diffusion priority to the surface of pellets; when the pellets are reduced, H2 will preferentially diffuse on the pellet surface [26], so rich hydrogen atmosphere is more convenient to accelerate the precipitation of ferrous metal, and the increase of H2 content helps to speed up the process of reaction. In the process of increasing the ratio of H2, the precipitation of iron in the pellet increases greatly, and the adhesion of the new iron increases, because of the high surface energy. However, the SI is lower than that in actual COREX atmosphere. Therefore, the sticking of the pellet is related not only to the production speed of iron but also to the precipitation morphology of iron [6].
Mechanism of sticking caused by morphology of precipitated iron
To study the relation between sticking and morphology of precipitated iron, the microstructure of precipitated iron was investigated by SEM at 850°C. As shown in the figure, Figure 9(a) is a picture of reduction in COREX gas containing 23% H2; Figure 9(b) is the microstructure in a hydrogen-rich atmosphere containing 33% H2. In Figure 9(a), precipitated iron includes pyknotic layered iron and short whisker iron. In Figure 9(b), the form of precipitated iron is dominated by layered iron with lots of pores, and whisker iron is rarely seen. Komatina and Gudenau [6] found that the sticking behaviour of iron ore was closely related to the precipitation form of metal iron reduced on the particle surface.The precipitation form of metal iron mainly includes pyknotic layered iron, porous iron and fibrous whisker iron. The layered iron is mainly present in the state of containing H2. This behaviour was also found in our experiment, and Komatina’s study verifies the observed experimental results we found. The reason for the formation of these two different forms of iron should be different atmosphere. In hydrogen-rich atmosphere, because H2 will accelerate the speed of precipitated metal iron, and it is too late for iron atoms to nucleate, so that crystallisation of Iron is not complete, and then it forms layered iron. It can be deduced that the precipitated morphology of metallic iron is related to the content of gas. When the concentration of CO in the gas is high, the morphology of precipitated iron is mainly composed of whisker iron. When the gas is rich in hydrogen, the precipitated iron is dominated by pyknotic layered iron. The microstructure of sticking in different hydrogen content.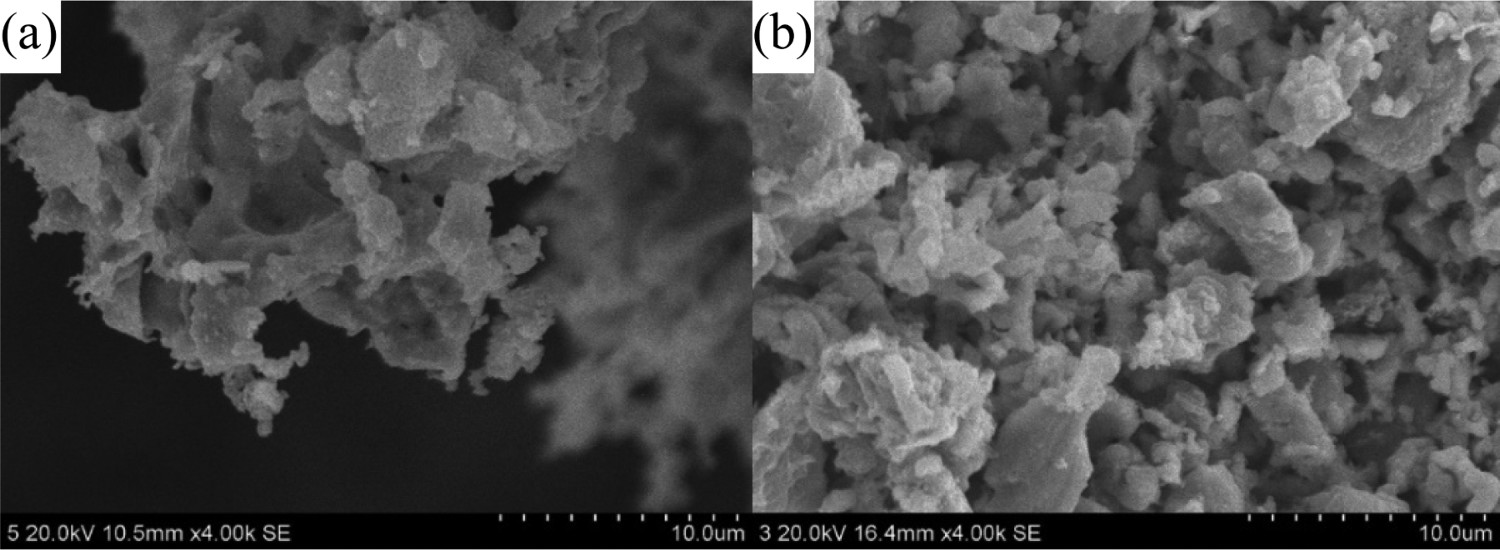
Figure 10 shows the process of sticking; the oxygen atoms and hydrogen combined with CO forming H2O and CO2 which were taken away, a large number of active metallic iron atoms are precipitated. First, the reducing gas reacts with the iron oxide on the surface of the pellet, and the iron oxide continues to be reduced by hydrogen and CO. The reduction order of the iron oxide is Fe2O3–Fe3O4–FeO–Fe, and the iron is reduced according to the order. In the process, the previous oxygen vacancy is occupied by iron atoms, and iron atoms migrate to the surface constantly and are precipitated. The precipitation of iron continues to deposit together, and due to the different concentration gradient of iron atoms, the new consecutive precipitation of iron atoms migrates forward along the precipitation of the previous iron in a diffusion manner. When the iron contacts each pellet under the action of the load, the precipitated iron will stick together, resulting in the sticking of pellets. As the new precipitation of iron has a huge surface energy [27], the surrounding precipitation of iron gathers together constantly. High temperature makes the pellet softing, and the pellet continues to be squeezed under the action of the load, as a consequence of which the SI in the pellet is much higher than the SI in blast furnace [4] and SI in FINEX. In the FINEX process, iron ore powder is used to smelt and it belongs to the fluidised bed process. Because the sticking is caused by the diffusion of iron atoms, the diffusion of iron atoms can be achieved when irons are in contact. To inhibit sticking, the contact area should not be too large, it means SI is not too high. Based on Wagner theory, Buffington et al. [27] studied the self-diffusion behaviour of iron in iron and iron oxides, and the results showed that the diffusion coefficient of iron in iron is 5–10 times of that in FeO. It can be concluded that metallic iron has higher sintering activity than FeO, which makes it easier for the pellet to stick in the case of large amount of iron precipitation, and it is consistent with the experimental results. Iron atoms migrate to the interface in a diffusive manner. Surface diffusion coefficient is in direct proportion to temperature, and when the temperature is high, the surface diffusion coefficient is large, and the deposition speed of iron will be accelerated, and result in higher sintering activity and the sticking will be strengthened [27]. The progress of causing sticking.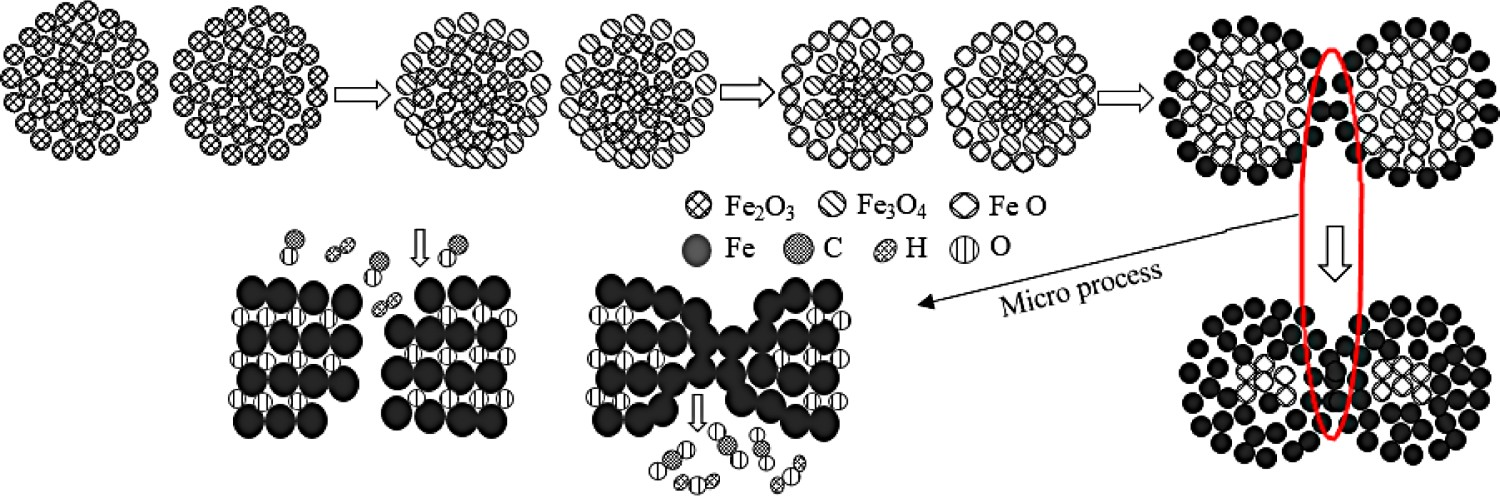
Conclusion
The SI of pellets increases with the temperature. The SI increases from 6.7 to 90.43% when the temperature increases from 750 to 950°C. The SI of pellets decreases with the increase of H2 content. When the H2 increases from 23 to 43%, the SI decreases by 14.73% at 850°C and by 42.25% at 900°C. The SI of pellets depends upon the amount of precipitated iron on the pellet surface and morphology of precipitation iron. Iron atoms after reduction separate out and move out by diffusing, accumulating on the pellet surface. New precipitated iron with large surface energy continuously sinters together at high temperature, making the sticking phenomenon exacerbate. In the atmosphere containing hydrogen, the precipitation of whisker iron is suppressed and the precipitation of layered iron is promoted. And the layered iron alleviates the occurrence of the sticking phenomenon. The sticking mechanism is the interpenetrating diffusion mechanism of iron atoms, interlocking of whisker iron and high temperature promoted the occurrence of adhesion, pyknotic layered iron inhibits the sticking phenomenon.