
Abstract
To reveal the effect of Mg addition on the austenite grain growth in low-carbon steel, the steels containing different Mg contents were refined with a vacuum induction furnace. First, the steels were subjected to the temperature range of 1000–1300°C for a holding time of 30 min. Moreover, using a confocal scanning laser microscope, the growth of austenite grains was investigated under isothermal holding conditions (1400°C), and the γ–α phase transformation was also identified after the samples were subjected to a cooling rate of 5°C s−1. It reveals that the grain growth is inhibited by Mg addition after increasing the temperature to 1300°C. The kinetic equations of austenite grain growth were further established by regression analysis based on the experimental results. Furthermore, a significant increase in the proportion of intra-granular ferrite takes place in 0.0026%Mg-added steel at the initial stage of γ → α with a cooling rate of 5°C s−1. This is mainly attributed to the plenty of Mg-containing inclusions, which are demonstrated to be effective nuclei for acicular ferrite, being in the Mg-added steel.
Introduction
Welding is an essential process for applying the medium and thick plates. Nowadays, large heat input welding techniques (≥50 kJ cm−1) are applied for higher efficiency and lower cost in fabrication. The austenite grain will be seriously coarsened in the heat-affected zone (HAZ) with increasing the heat input energy, which is detrimental to the heavy toughness [1]. Traditionally, some carbonitride forming elements, such as Nb, V and Ti, are often introduced into steel to form the corresponding carbonitrides, which may exert the function of pinning grain boundary at some certain temperatures. However, part or even the whole of the particles will be dissolved into the matrix when the heating or welding temperature rises up to above 1300°C [2]. Because the particles are dissolved, the austenite grain will grow abnormally, which will undoubtedly increase the difficulty of controlling the austenite grain in HAZ during the large heat input welding process.
In the 1900s, a new technique ‘oxide metallurgy’ first proposed by Mizoguchi and Takamura [3] was developed for refining the HAZ microstructure after experiencing large heat input welding. Its aim is to introduce some strong deoxidising elements, such as Ti, Zr, Mg and Ca., into the melts to obtain fine oxide inclusions evenly in steel, which could play a role in the function of pinning grain boundary and be the heterogeneous nucleation sites for ferrite. It is known that the key point for developing this technique is to explore more strong deoxidising elements into steels [4]. Magnesium has a strong affinity for oxygen and sulphur, and is soluble in steel with reasonable amount [5]. Magnesium can introduce numerous fine dispersed inclusions in steel [6]. Our previous research concluded that 0.0026%Mg could contribute to refine the inclusion size and increase the inclusion number density, and the typical inclusions are identified to be xMgO·Al2O3 [7]. Moreover, another research [8] also has further confirmed that 0.0026%Mg tends to promote the bainite transformation as a result of the formation of acicular ferrite on xMgO·Al2O3 particles in low-carbon steel.
Besides the effects of inclusion characteristics and γ–α phase transformation, the effect of Mg on the characteristics of the austenite grain growth also should be investigated to carry out research work in ‘Mg-oxide metallurgy’ area. In fact, some available literatures have reported the effect of Mg addition on the austenite grain growth. For example, in 2000, Sakata and Suito studied the effects of MgO on the austenite grain growth in Fe-10%Ni alloys; and they found that MgO(1.1∼1.7 μm) can hinder the excessive growth of austenite grain at 1400°C [9]. To further explain the effect of Mg on the growth of austenite grains in other steels, Suito et al. [10–12] further studied the effects of MgO and soluble Mg on the austenite grain growth in Fe-0.05%C alloys and Fe-0.20massC%-0.02mass%P; and they also found that similar results. In 2001, Kojima et al. [13] compared the grain size of austenite in HAZ between the Ti-containing pipeline steel and Mg-containing new steel, and they found that the grain size of austenite after Mg addition was greatly decreased. In the Ti-containing steel, the austenite grain size is 500 μm, and in the Mg-containing steel, the average grain size of austenite is less than 200 μm. Then, in 2004, Kojima et al. [5] first proposed the ‘Mg-oxide metallurgy’ technology that uses MgO, MgS and Mg(O,S) to exert the function of pinning grain boundary, thereby refining the HAZ microstructure. In China, Zhu et al. also reported that 0.005 wt-% Mg can effectively improve the HAZ microstructure and impact toughness through introducing acicular ferrite [14] and inhibiting austenite grain growth [15,16], and the occurrence state of Mg in steel were mainly identified as MgO-rich inclusions.
Typical works concerning the effect of Mg addition on the microstructure in past two decades.
Note: A – Microstructure in HAZ : austenite grain growth (
Experimental section
Chemical composition of test steel (mass,%).
The samples with the size of 10 × 10 × 10 mm3 were cut from the quarter of the rolled plates. Subsequently, the samples were carefully placed into a muffle furnace at 1000, 1100, 1200 and 1300°C. After holding for 30 min, the samples were then quenched in iced water, and the heating curve is schematically indicated in Figure 1(a). Heating curves subjected to test steels, (a) heating system of muffle furnace experiment, (b) temperature profile of CSLM experiment.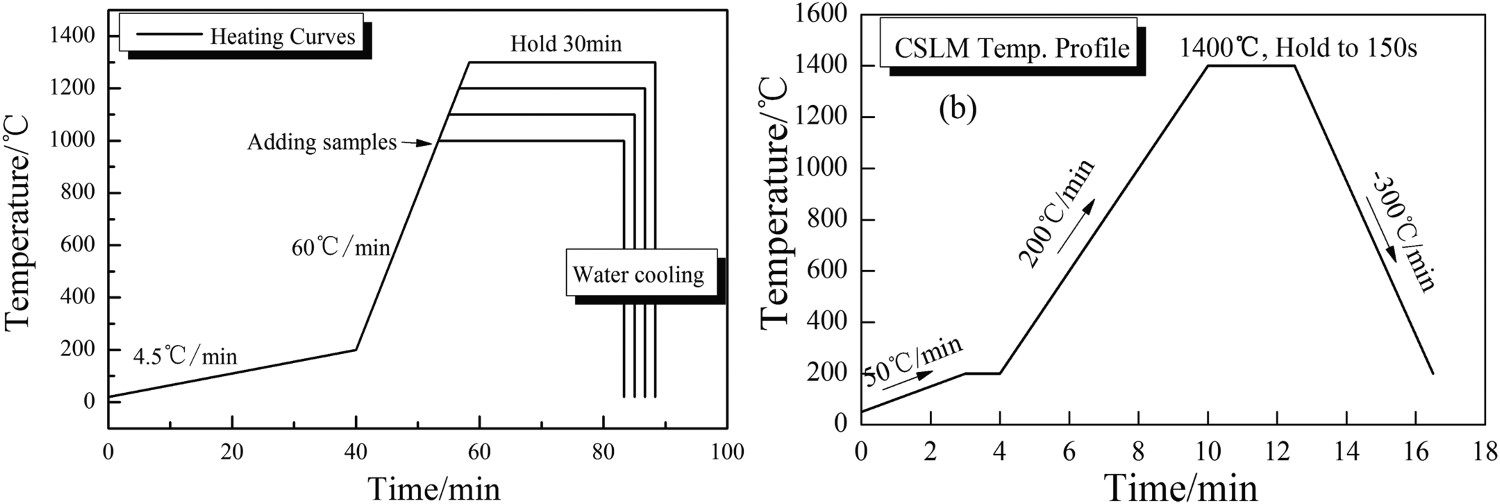
Quenched samples for characterising the austenite grain structure were polished with an automatic grinder polisher under a fixed polishing load according to a standard method. The polished samples were slightly etched with a saturated aqueous picric acid solution containing some sodium dodecyl benzene sulphonate at 85°C. The characteristics of the austenite grain structure were carefully observed with an optical microscope (ZEISS-Axio Imager M2m), and analysed using an image analysis software of VNT QuantLab-MG (according to GB/T 6394-2002). The results were expressed by the average diameter of austenite grain, D A, and the grain size distribution function.
Additionally, to further investigate the influence of Mg addition on the austenite grain growth at a higher temperature, the in situ observations of austenite grain growth and phase transformation were carried out with CSLM that was equipped with a golden image furnace in which the heat was provided through reflected light from a halogen bulb. Details on the CSLM and its capabilities can be found elsewhere [17–20]. The in situ observation was conducted as follows: first, the three steel samples were cut into a disc (4.2 mm in diameter and 3.0 mm in height), mirror was polished and washed in an ultrasonic cleaner for 10 min. Then, the sample was placed into an Al2O3 crucible (4.5 mm diameter and 3.5 mm height), and the crucible was carefully moved to the centre of the Pt sample holder equipped with a B-type thermocouple. Before heating, the chamber was evacuated for 5 min using a diffusion pump backfilled with ultrahigh pure Ar gas (>99.999%) with the discharge of 300 mL min−1 passed through the gas-cleaning system to decrease the oxygen content in environment. Finally, the furnace was heated according to the curves shown in Figure 1(b). The dynamic images were recorded and saved as HD video.
Results and discussion
Austenite grain coarsening behaviour
Figure 2 shows the austenite grain coarsening behaviour as a function of typical temperatures at 1000 and 1300°C for the three steels, and the average diameter of austenite grain is presented in Figure 3(a). The morphology and size of the austenite grain are changed with varying Mg contents and heating temperatures. When heated to 1000°C, the average diameter of austenite grain in Mg-added steels is virtually impossible the same as that of the benchmark steel. When heated to 1200°C, the austenite growth tendency of the Mg-added steels is slightly retarded compared to the steel absence of Mg. Moreover, after the heating temperature increases to 1300°C, the refinement in austenite grain in Mg-added steels is significant, and the average diameter of austenite grain is characterised to increase in the sequence of S3, S2 and S1. The morphology of austenite grain in the test steels at typical temperatures. (a) Effect of Mg addition on the austenite grain growth at different isothermal temperatures, (b) the grain size distribution function of the test steels at typical temperatures.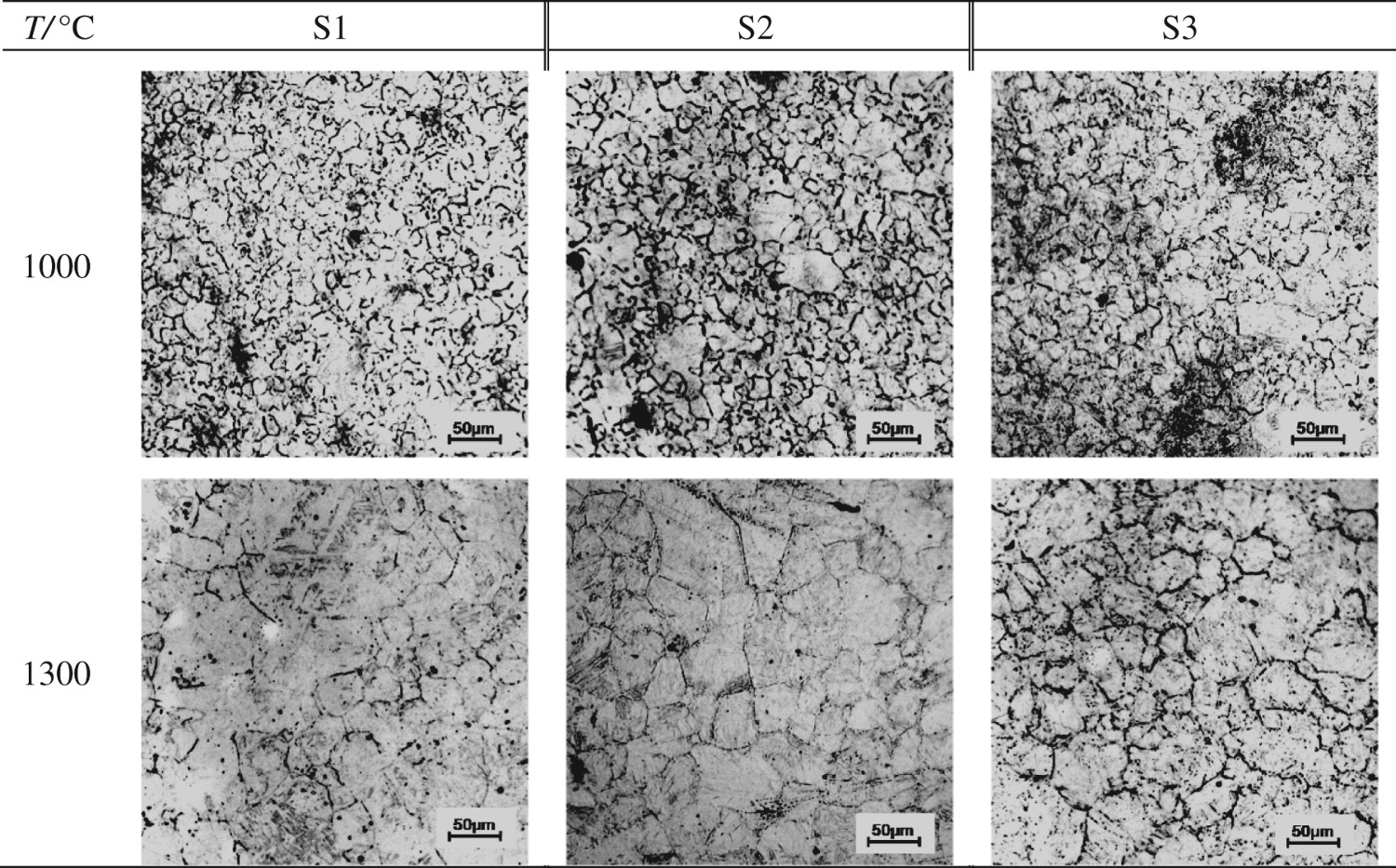
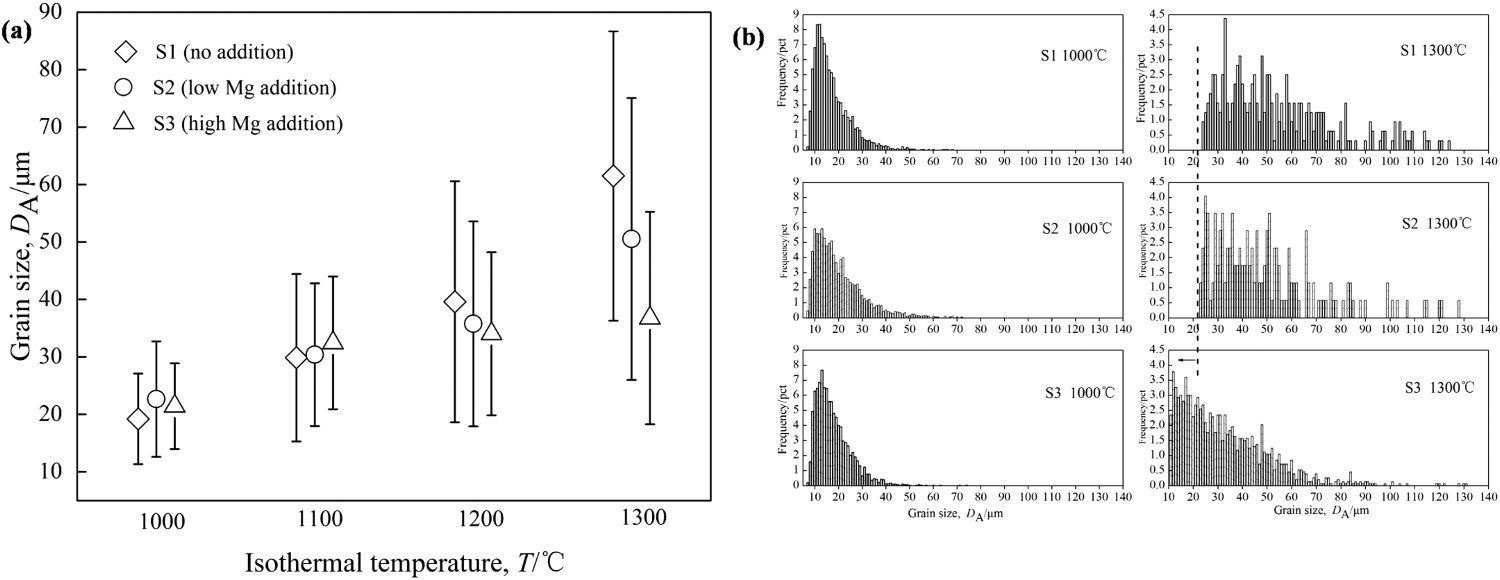
The total grain size distributions obtained in the experimental samples at typical temperatures are presented in Figure 3(b). As can be seen, the grain size distributions for the S1 to S3 steels at 1000°C are generally uniform, and most of them are below 20 μm. When the heating temperature increases to 1300°C, the multimodal curves in the three steels are observed, indicating that lots of austenite grains grow in an abnormal way at this temperature [21]. By comparison, the number of peaks is found to increase in the sequence of S3, S2 and S1, which suggests that the grain growth is indeed inhibited by Mg addition.
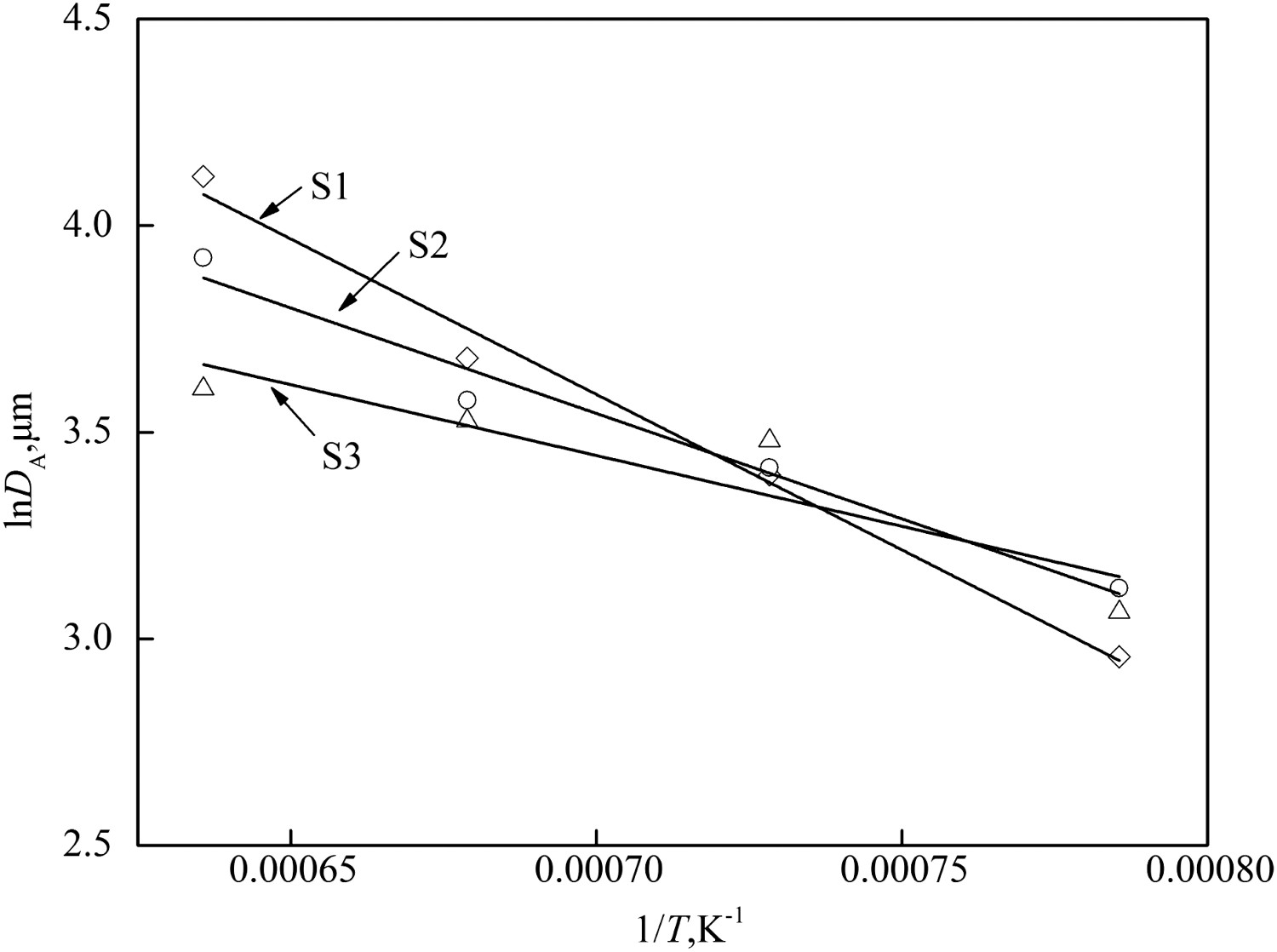
To obtain further information on the austenite grain growth kinetics, the following Arrhenius-type equation was applied [22] for characterising the relationship between the austenite grain size and reheating conditions for the heat-treated steels.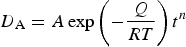
In fact, the value of activation energy Q is generally changed with increasing the heating temperature. However, Uhm et al. [23] proposed that the value of Q is mainly determined by the composition of steels. In the present discussion, we assume that Q is unchanged in the temperatures from 1000 to 1300°C, i.e. the average of Q in the temperature range of 1000–1300°C is considered. As the holding time in the present study is a constant (valued 30 min), Atn could be considered as a constant value.
Figure 4 shows the experimental results of lnD
A against 1/T in the temperature range of 1000–1300°C, and the analysis results are presented in Table 3. It can be seen that the values of Q are generally in the range of 30–60 kJ mol−1 in the three steels, which is much lower compared to the activation energy for lattice self-diffusion in pure γ-Fe, 284 kJ mol−1 [24]. In addition, Gao and Sun [25] concluded that the value of Q in the temperature from 900 to 1100°C is in the range of 16.7–88 kJ mol−1. Also, Lee and Lee [26] reviewed the Arrhenius-type equations in low-carbon micro-alloyed steel, as shown in equations (2–3), and the values of Q are 94 kJ mol−1and 69 kJ mol−1, respectively. Relationship between ln D
A and 1/T at different temperatures for the test steels.

Analysis results of austenite grain growth of test steels.
Therefore, the present value of 30–60 kJ mol−1 is reasonable and acceptable. This low value of Q may also confirm that the austenite grain growth is being controlled by different mechanisms at different temperature ranges [25]. By comparison, it is found that the value of Q is decreased with Mg addition. This means that, with Mg addition, the tendency of austenite grain growth is increased, which is disadvantageous to the grain refinement; at the same time, the value of constant Atn is decreased. Since the value of exp(-Q/RT) is generally below 1.0, then it is not changed significantly with varying the value of Q, whereas the value of Atn would be the main determinants of the austenite grain growth. Above all, although the value of Q is decreased, the value of Atn is also reduced by Mg addition, which is finally beneficial to the grain refinement.
The austenite grain growth results from the comprehensive effects of grain growth driving force and the grain boundary moving resistance, which is mainly determined by the following parameters: heating temperature and holding time [27], the contents soluble of alloying elements [28], and the distribution characteristic of the secondary particles [29], etc. Generally, the grain boundary moving resistances consist of the dragging force caused by solute alloy elements and the pinning force caused by secondary particles, of which the pinning force is much stronger than the dragging force.
As the steels in this study contain carbonitride forming elements, such as Nb and Ti, the corresponding carbonitrides can play a role in pinning grain boundaries, which would retard the growth of austenite grains when the heating temperature is relatively low. With rising the heating temperature, however, these particles might be coarsened themselves and dissolved into the matrix partly, leading to an intensively increase in the tendency of austenite grain growth [2]. On the contrary, the fine oxides are considered to be thermally stable particles which do not easily dissolve or grow at a temperature for pinning the grain growth [5]. Based on the Zener equation, Manohar et al. [29] concluded that the size of the particles with a significant pinning effect is less than 100 nm; and the particle size is smaller and the pinning effect is more obvious. However, Sakata and Suito [9] also attributed the austenite grain refinement to the plenty of primary ZrO2 or MgO inclusion particles which are identified to be 1.1 to 1.7 μm. As reported in a previous paper [7], the dominant oxide inclusions could change from Al2O3 to Al2O3–MgO after treating with 0.0008% and 0.0026%Mg, and the weight percentage of Mg in the Mg-containing inclusions is below 10% and 15–40% for S2 and S3, respectively. The size of inclusions in all samples is mainly within 3 μm, and the percentage of inclusions in the range of 0.4–1.5 μm tends to increase for the Mg-added samples, which means suitable Mg addition could contribute to refine the inclusion size and increase the inclusion number density. Then, these Mg-containing particles might be the extra resistance to affect the growth of austenite grain after the carbonitrides partially dissolve into the matrix at relatively high temperature, such as 1300°C. In addition, the nanoscale precipitates of S3 steel were further analysed by the transmission electron microscope (TECNAIG20) with the assistance of EDS. Based on the results, plenty of Mg-containing precipitates were identified, the presence of Nb, Ti, and Mg was identified, and the corresponding volume fraction is about 30% based on about two hundreds of precipitates randomly selected. Some typical Mg-containing precipitates are shown in Figure 5. The EDS analysis result shows that the Mg content of the precipitates is about 2.0–10%. Quantitatively, about two hundred of Mg-containing particles were randomly selected, and the average size of these particles was measured using an image analysis software of Image Pro Plus 6.0. Consequently, the average size of Mg-containing precipitates is 50.8 ± 24.6 nm. Therefore, these fine Mg-containing precipitates would be a factor for inhibiting the extensive growth of austenite grain. In fact, Zhu and Yang [16] characterised the Mg-containing nanosize oxide inclusions in 0.005 wt-% Mg-bearing steel, and proposed that the second-phase particles evidently could inhibit austenite grain growth, which led to the steel with excellent Charpy impact properties in the HAZ. Characteristics of Mg containing precipitates in S3 steel.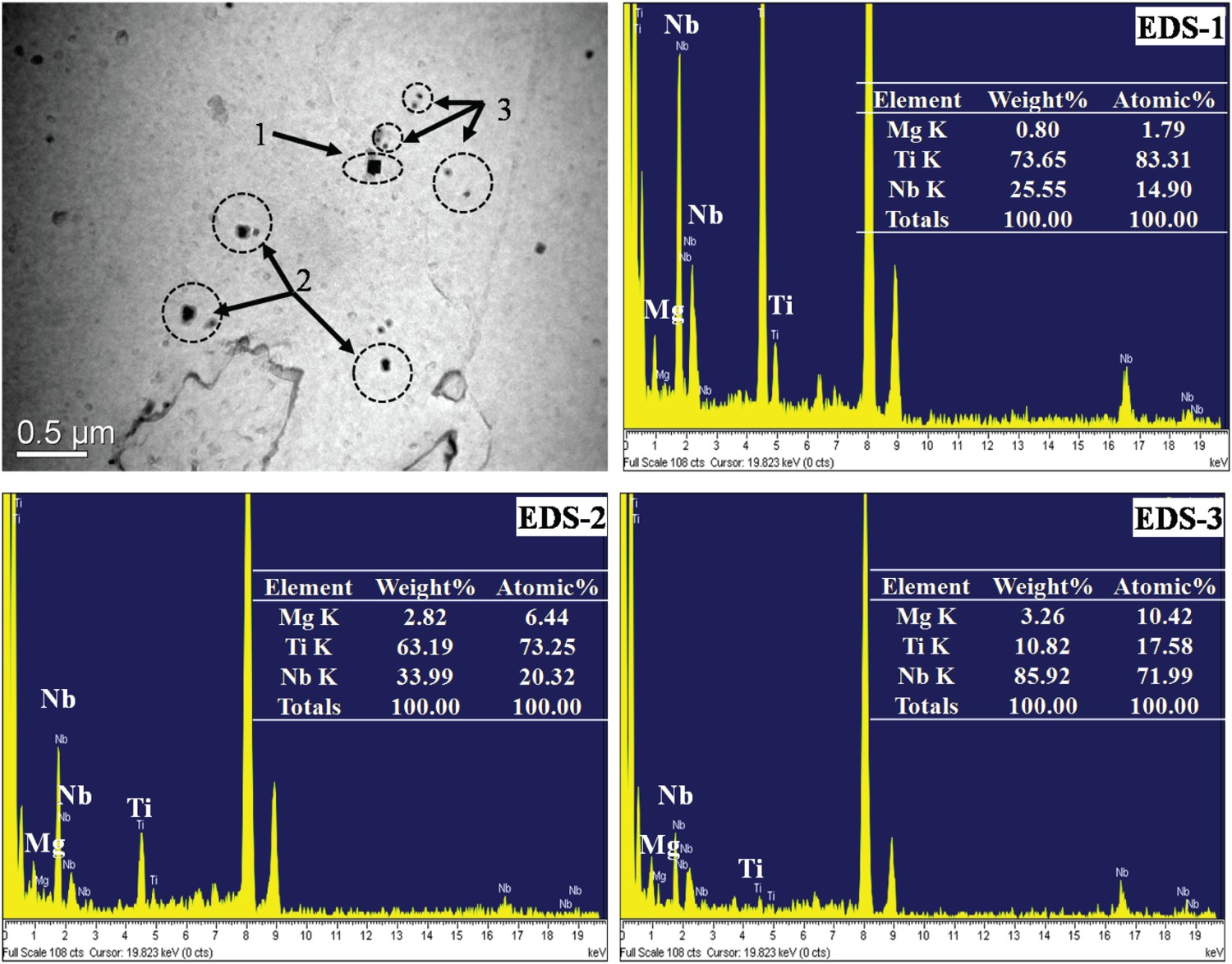
Moreover, Mg has an atomic radius of 0.160 nm, but that of iron is 0.127 nm, which results in a 26%(δ
M) higher than the radius of the iron atom (calculated by formula (4)) [30]. Hence, as a solute atom, Mg is difficult to diffuse, whereas it preferentially segregates at the grain boundaries or phase boundaries [31]. A similar result was reported by Li et al. [32]. In this way, the small amount of soluble Mg, which was identified to be about 0.0008% in S3 steel in the previous research [8], would also drag the grain boundaries, thereby inhibiting the extensive growth of austenite grain.
In situ observation of austenite grain growth
Austenite grain growth
The in situ evolution behaviours of austenite grain at 1400°C are shown in Figure 6 for S1 and S3 steels. By comparison, after isothermal treatment for 60 s, the austenite grain size of S1 steel is significantly higher than that of S3 steel. It indicates that the austenite growth tendency of the Mg-added steel is slightly retarded although the temperature as high as 1400°C. When the holding time increases to 150 s, the austenite grain sizes in the two steels are all very large. Quantitatively, the average diameter of austenite grain in S1 steel is 140 ± 80 μm, while that of S3 steel is 130 ± 70 μm, which means that the refinement in the grain size is not significant. CLSM images of austenite grains after isothermal treatment of (a)–(d) S1 sample subjected to 1400°C for 0, 30, 60 and 150s; (e)–(h) S3 samples subjected to 1400°C for 0, 30, 60 and 150 s.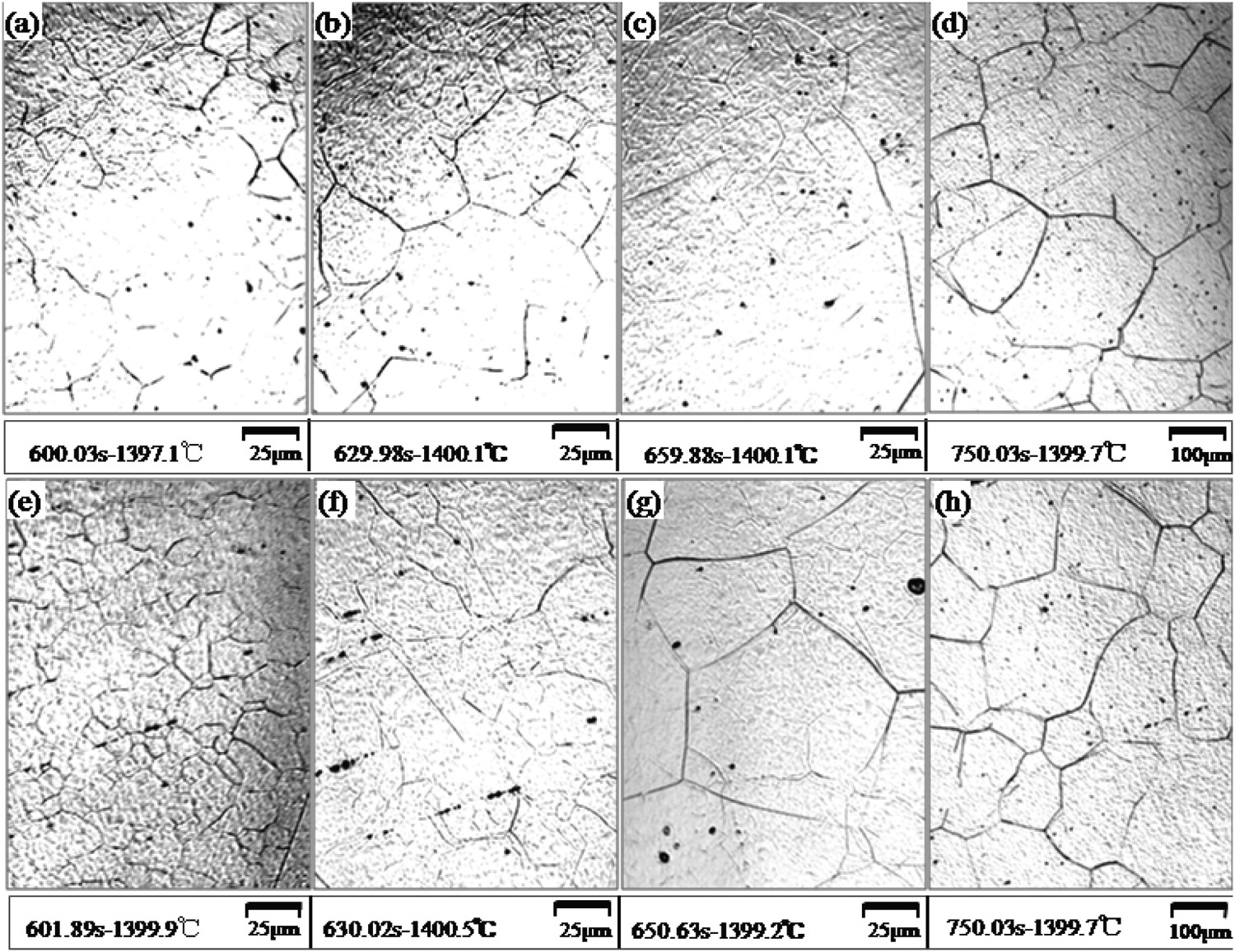
In situ observation of phase transformation
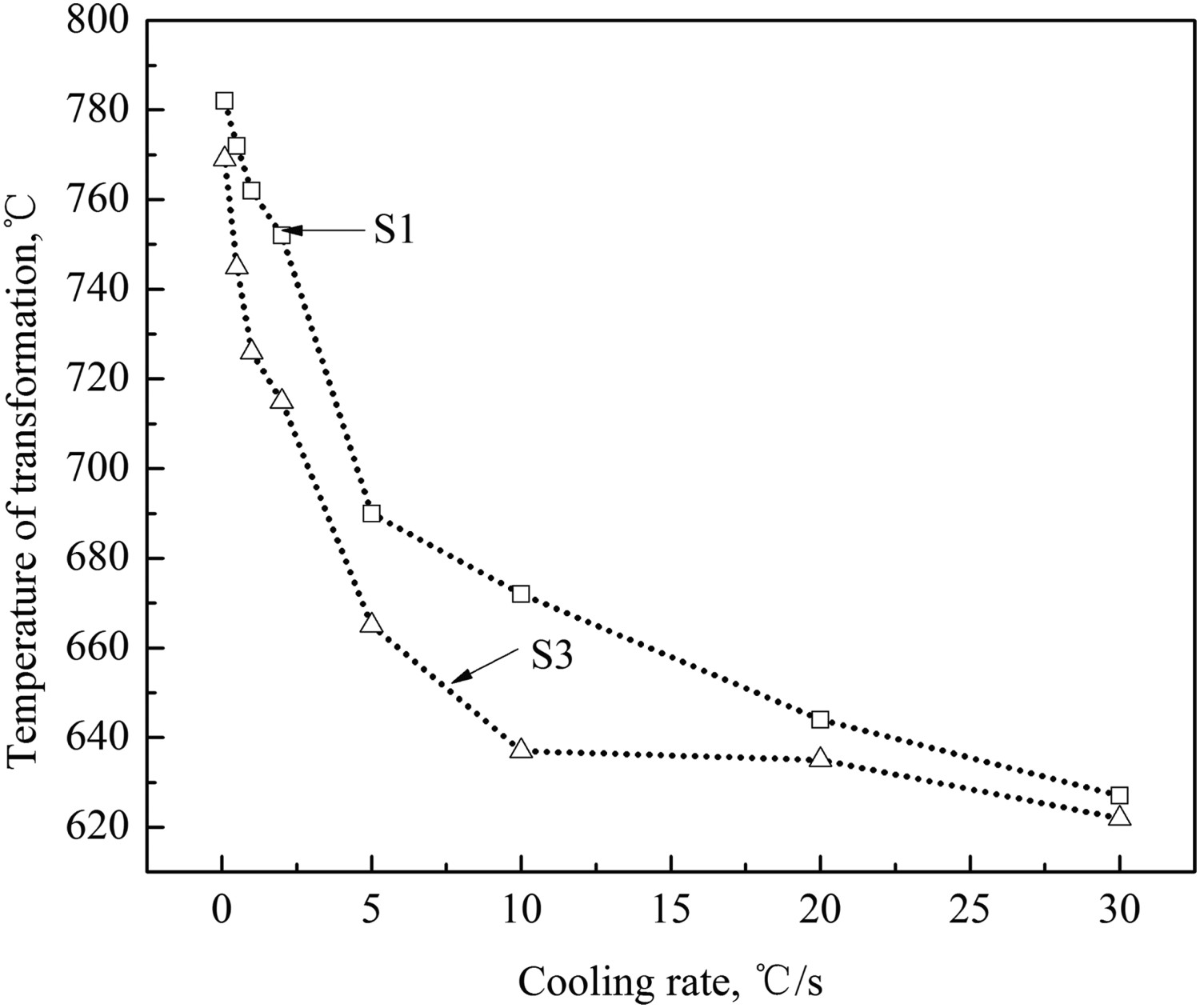
In situ observations of S1 and S3 steel during cooling from the austenite region at a rate of 5°C s−1 are presented in Figure 7. Austenite decomposition, γ → α, was observed at 673°C(S1) and 657°C(S3); and the finishing temperature of the austenite decomposition was observed at 563°C(S1) and 543°C(S3). It indicates that Mg can reduce the transformation temperatures of the austenite decomposition, which is well consistent with the results of dilatometric tests [8]. The starting temperatures of γ → α transformation which are as function of cooling rates in the dilatometric tests are shown in Figure 8. As can be seen, the starting temperatures of γ → α transformation are overall delayed due to Mg addition. For the case of 5°C s−1 cooling rate, austenite decomposition, γ → α, was identified at 690°C (S1) and 665°C (S3). Deviation might be due to the difference between the thermal simulation process of dilatometric tests and the present condition, as shown in Figure 1(b). Nevertheless, it can be also provided as a further evidence for the results of the obtained continuous cooling transformation characteristic in a previous study [8]. Phase transformation behaviour of test steels with a cooling rate of 5°C s−1 after holding at 1400°C for 150 s, (a) S1, (b) S3. Effect of cooling rate on γ–α transformation start temperature obtained in the dilatometric tests.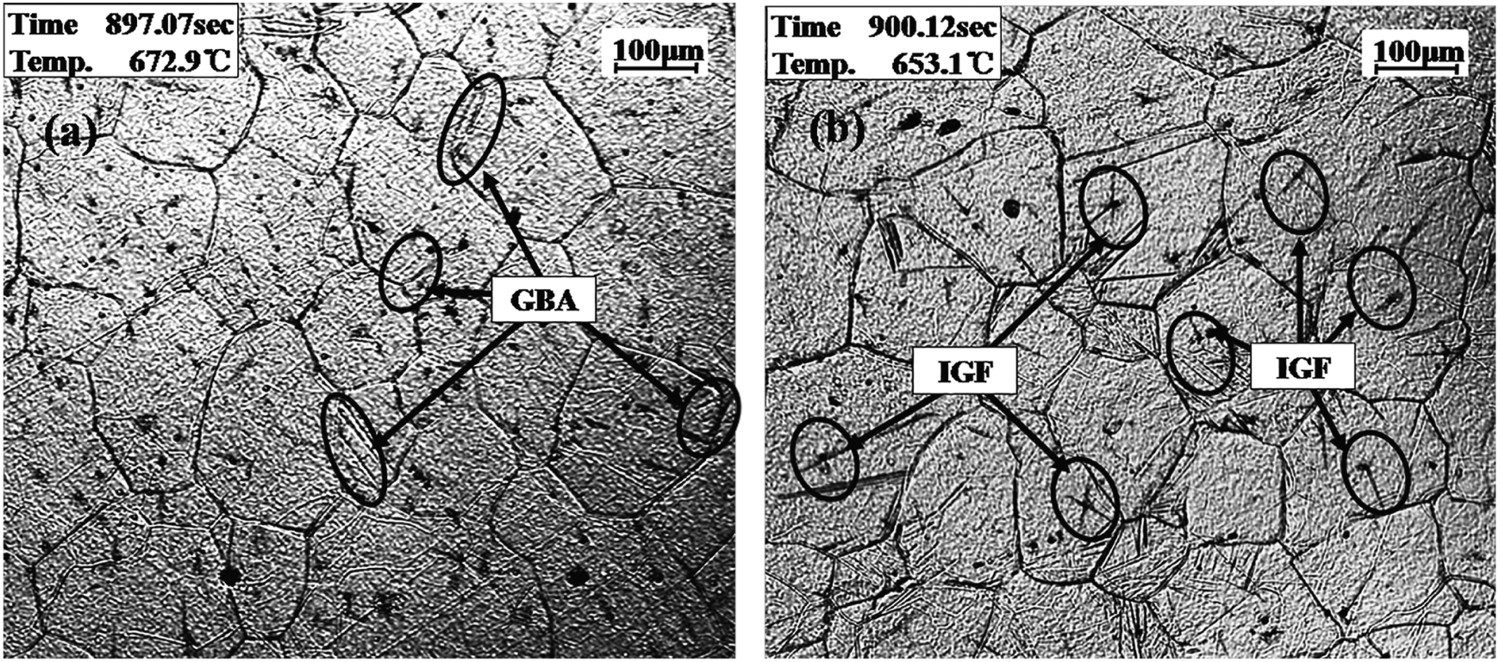
It is shown in the two samples that the phase transformations consist of grain boundary allotriomorphs ferrite (GBA) formed along prior austenite boundaries and intra-granular ferrite (IGF) nucleated at the initial stage of γ → α. Generally, the GBA would be nucleated preferentially at the boundaries of prior austenite grains during the γ → α transformation, which is considered detrimental to toughness as this structure possesses a large size and provides preferential crack propagation routes at low temperatures [33]. IGF, according to Yang et al. [34], was divided into two types: intra-granular polygonal ferrite(IPF) and intra-granular acicular ferrite (IAF). Moreover, Sarma et al. [33] reviewed that the IGF would be intensively affected by the cooling time from 800 to 500°C(t
8/5). More specifically, IAF usually nucleates at medium t
8/5, while IPF forms at high t
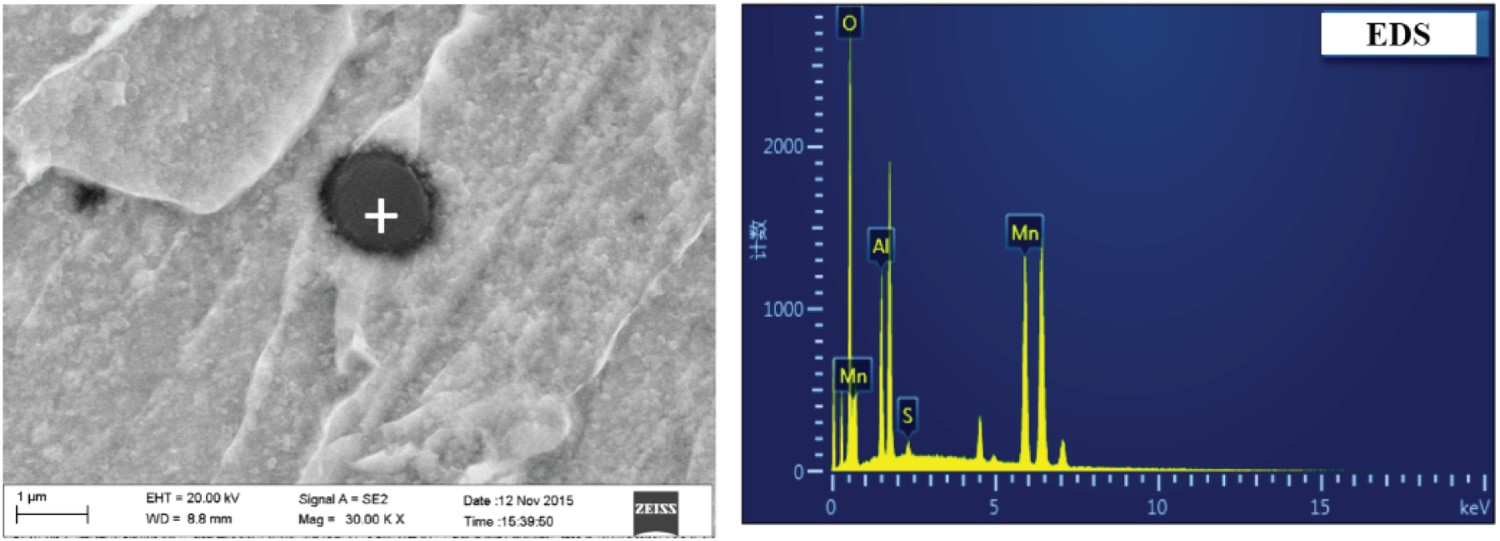
8/5. Furthermore, IAF is likely to be dominated by dispersed fine non–metallic inclusions within austenite grains, which has a chaotic crystallographic orientation, resulting in a retardation of the propagation path for a cleavage crack in steel [31–36]. It should be mentioned that the IAF in the present study is determined based on its individual characteristic, i.e. the microstructure with a fairly chaotic arrangement of ferrite plates facing in many different directions within any given austenite grain [37]. The statistical results based on the HD videos (observing 20 visual fields of each sample) show that the volume fraction of IGF grains in the S1 and S3 samples is 36.7% and 66.0%, respectively. A significant increase in the proportion of IGF takes place in 0.0026%Mg-added steel at the initial stage of γ → α. However, the contrasting characteristics of the IGFs in the two samples are determined after carefully detecting the etched microstructures by the field-emission transmission microscope (Ultra Plus, ZEISS) equipped with an energy-dispersive X-ray spectrometer. Most of the IGF structures in S3 sample tend to be IAF, i.e. the microstructure with a fairly chaotic arrangement of ferrite plates facing in many different directions within any given austenite grain. Moreover, the IAF structures are mostly originated from the dispersed Mg-containing inclusions, and a quintessential acicular ferrite nucleated on Mg-containing inclusion is shown in Figure 9. While the IGF structures in S1 sample are dominated as IPF, and some of the IPF are associated with Al2O3 inclusion, as shown in Figure 10. In fact, the previous research studies [7, 8] concluded that the xMgO·Al2O3 particle can promote the nucleation of IAF, whereas the Al2O3 cannot. Therefore, the present results can be also provided as a further evidence for the previous results [7, 8]. Intra-granular acicular ferrite nucleated on Mg-containing inclusions surface in S3 sample. Intra-granular polygonal ferrite related with Al2O3 inclusion in S1 sample.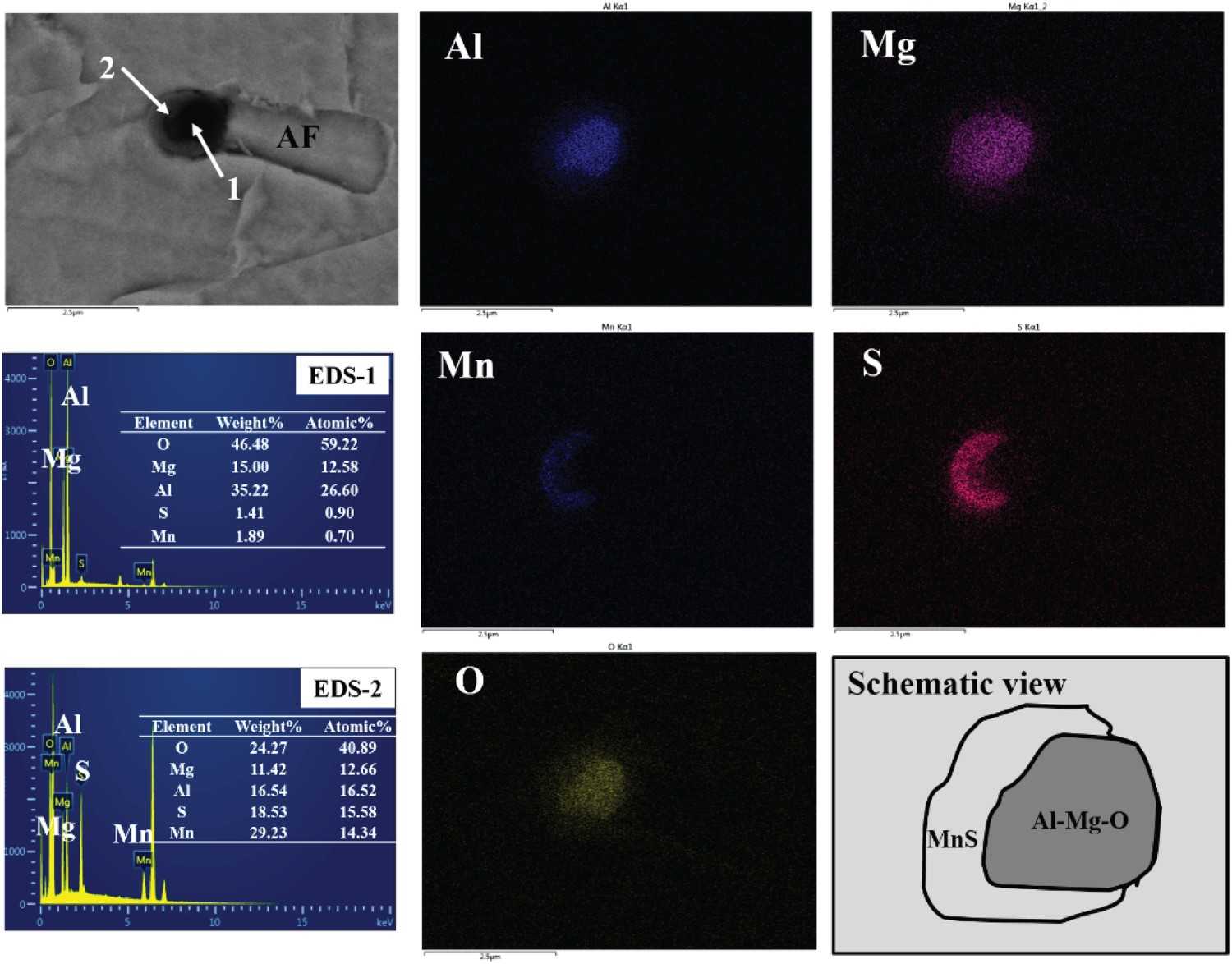
On the other hand, it is accepted that the possibility for the formation of GBA on the surface of grain boundaries and for the intra-granular nucleation of IGF on the surface of inclusions depends directly on the total surface areas of grain boundaries, A GB, and intra-granular inclusion particles, A P, in metal [33]. According to the concept and the previous study results [7, 38], the total number and area of inclusions in S3 sample are more than that of S1 sample. As analysed above, the average diameter of austenite grain at 1400°C for 150 s is nearly the same for the two samples, indicating that their A GB should be similar. Thus, the A P/A GB in S3 sample would be higher than that of S1 sample, which results in an increase in the volume fraction of IAF in Mg-added sample. Above all, although the refinement in austenite grain size is indistinctly appeared by Mg addition, the IAF nucleation potential of Mg-added sample is higher than that of the benchmark sample, which can promote a refinement in microstructure.
Conclusions
The austenite grain growth and phase transformation behaviour of Mg-added steels were investigated by metallographic and in situ observation in low-carbon steel. The basic conclusions that can be drawn from this investigation are as follows: For the Mg-added steels, the refinement of austenite grains is not obvious at the temperatures from 1000 to 1200°C, while the grain growth is inhibited by Mg addition after increasing the temperature to 1300°C, especially for the 0.0026%Mg-added steel. The Arrhenius-type equations for the S1 (no addition), S2 (0.0008%Mg) and S3 (0.0026%Mg) steels are 7.06 × 103exp(−62608/RT), 1.24 × 103exp (−42458/RT) and 3.54 × 102exp (−28511/RT), respectively. The regression analysis shows that the activation energy for the austenite grain growth in the experimental steels is in the range of 30–60 kJ mol−1. Compared with the coarsening time for benchmark steel, the coarsening time for 0.0026%Mg-added steel is delayed although the refinement in grain size is indistinct after holding for 150 s at 1400°C. Furthermore, a significant increase in the proportion of IGF takes place in 0.0026%Mg-added steel at the initial stage of γ → α with a rate of 5°C s−1. This is mainly attributed to the plenty of Mg-containing inclusions, which are demonstrated to be effective nuclei for acicular ferrite, being in the Mg-added steel.
Footnotes
Acknowledgements
The authors thank Prof Jianjun Wang in Northeastern University, China, Prof Deyong Wang in Schoow University, China, and W. Mu in McMaster University, Canada.
Disclosure statement
No potential conflict of interest was reported by the authors.